
A Thermo-Mechanical Analysis of Laser Hot Wire Additive Manufacturing of NAB

 , and
, and
Abstract
:1. Introduction
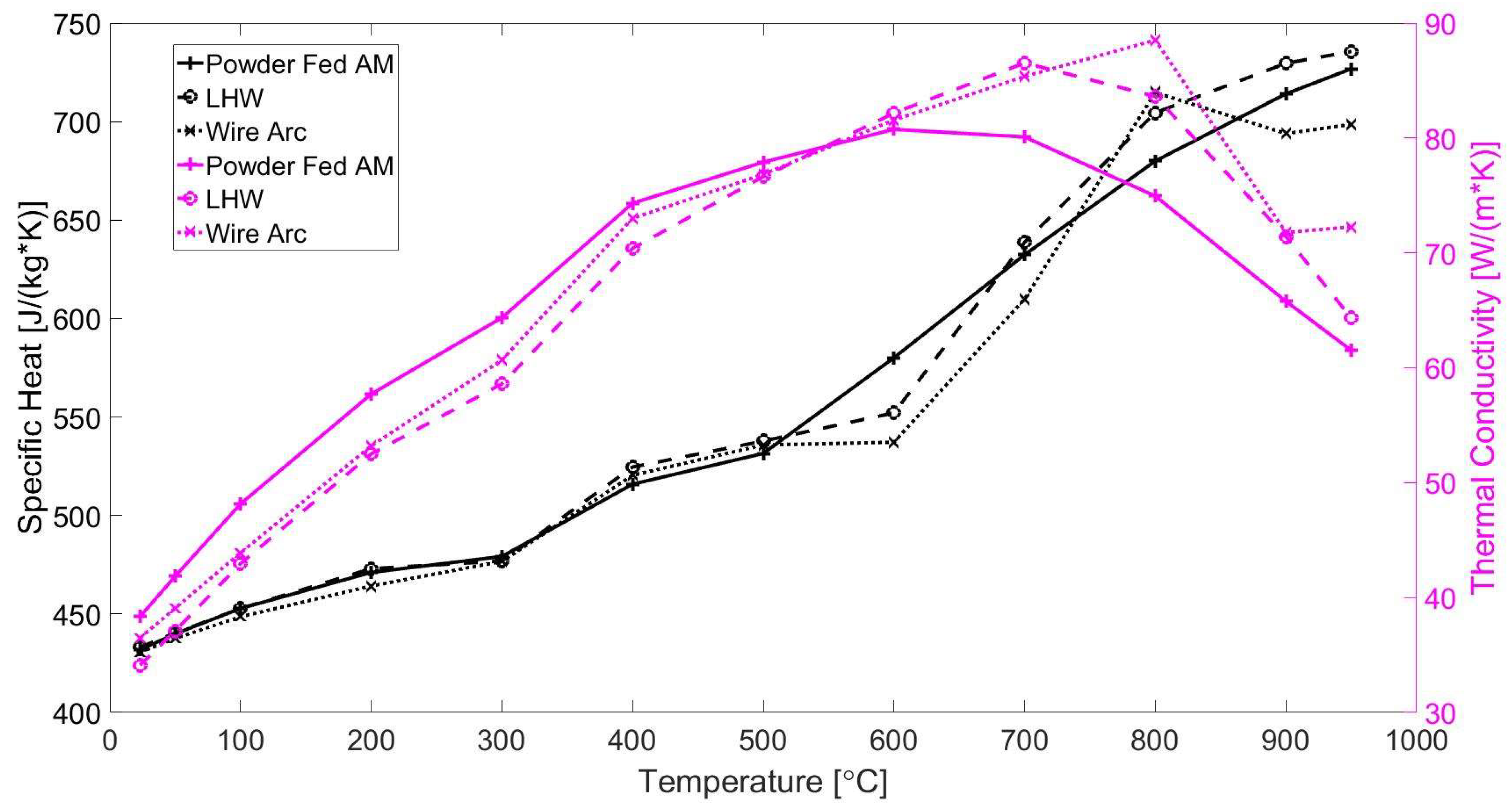
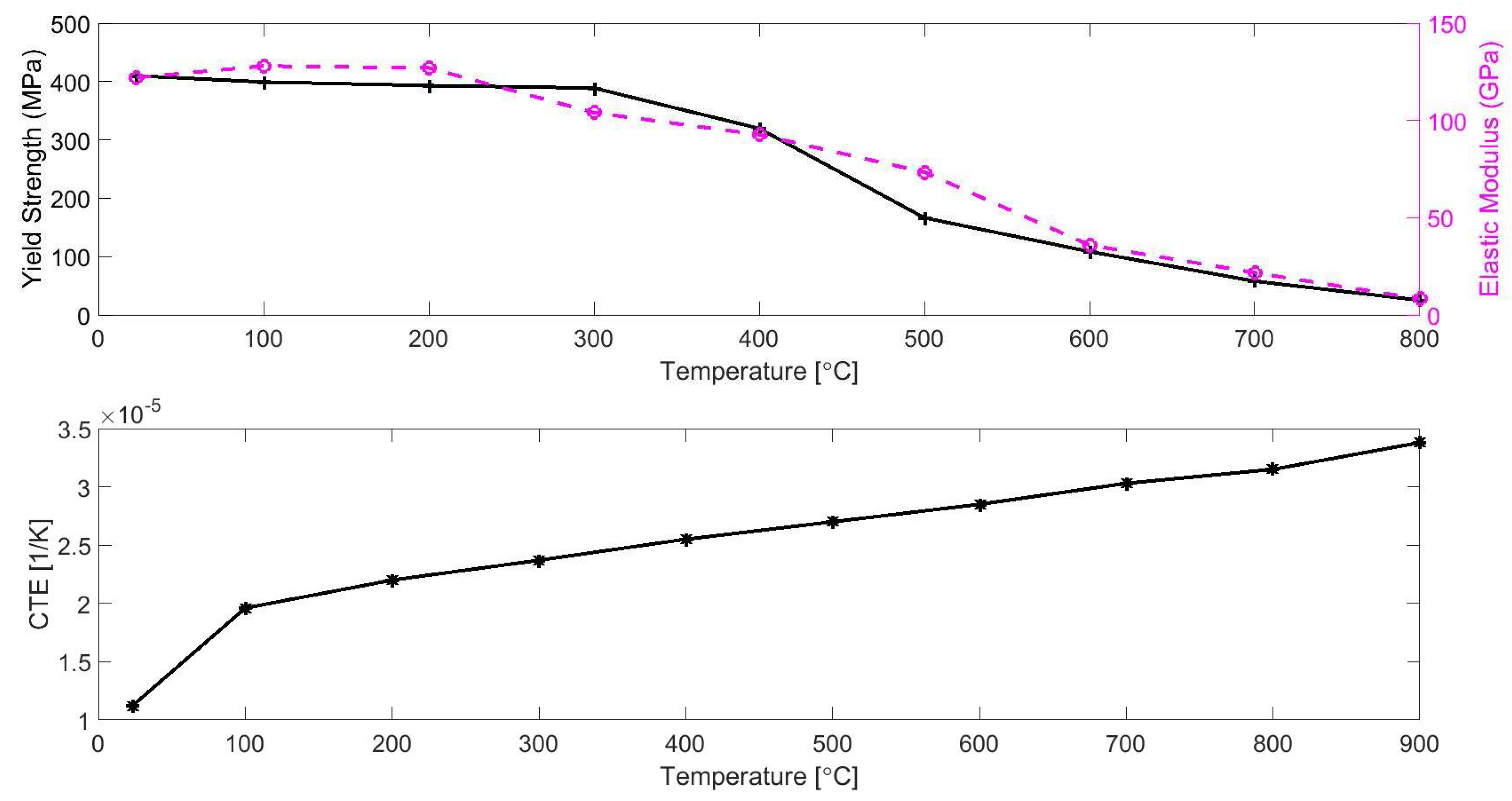
2. Experimental Measurement of Temperature-Dependent Material Properties of NAB
3. Methods for Modeling and Simulation of LHW
3.1. LHW System and Processing Conditions
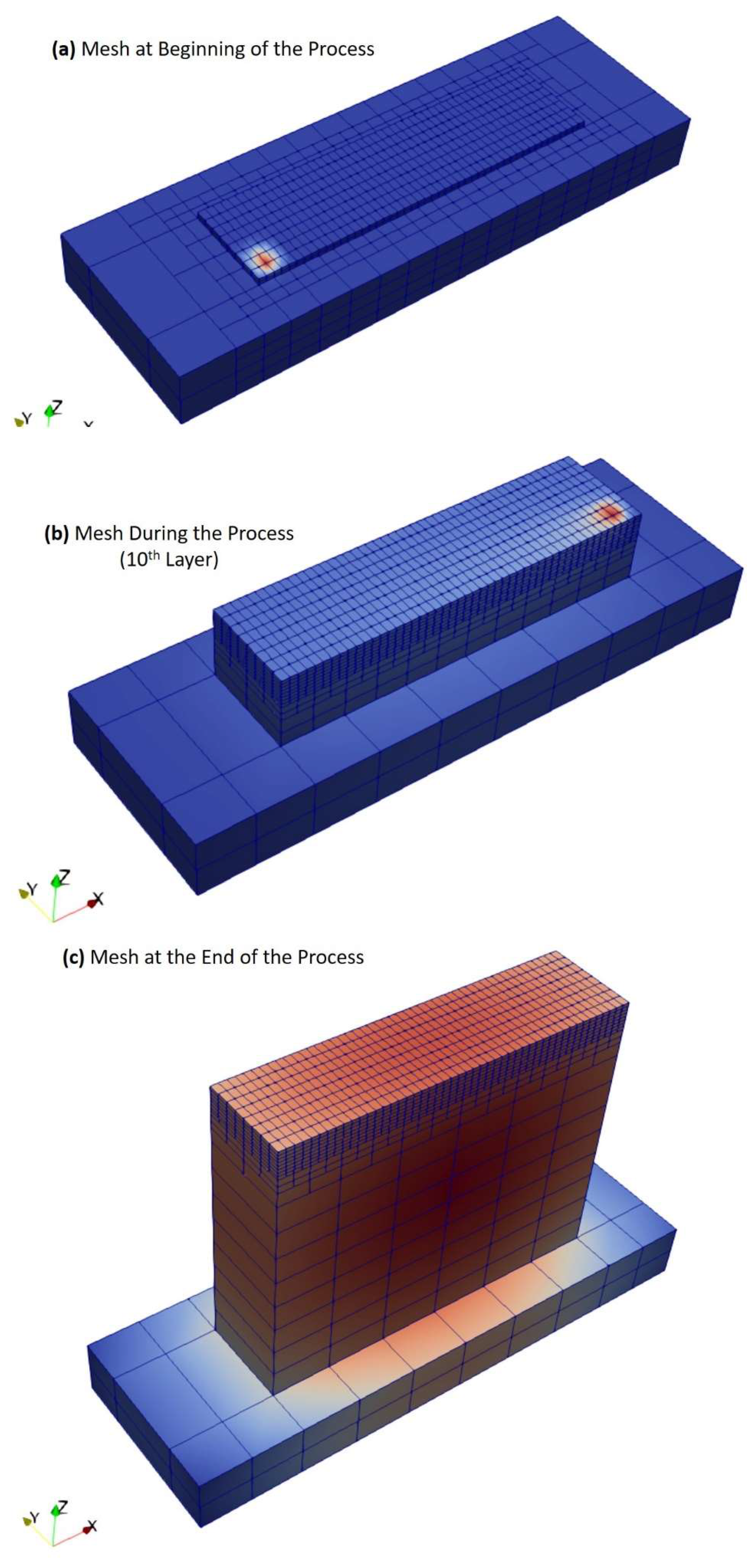
3.2. Part Configuration
3.3. Modeling of Wire Heat Source
3.4. Modeling of Laser Line Path
3.5. FEA Simulation Parameters for Moving Heat Source Model
3.6. Comparison of Thermo-Mechanical Analysis
4. Results and Discussion
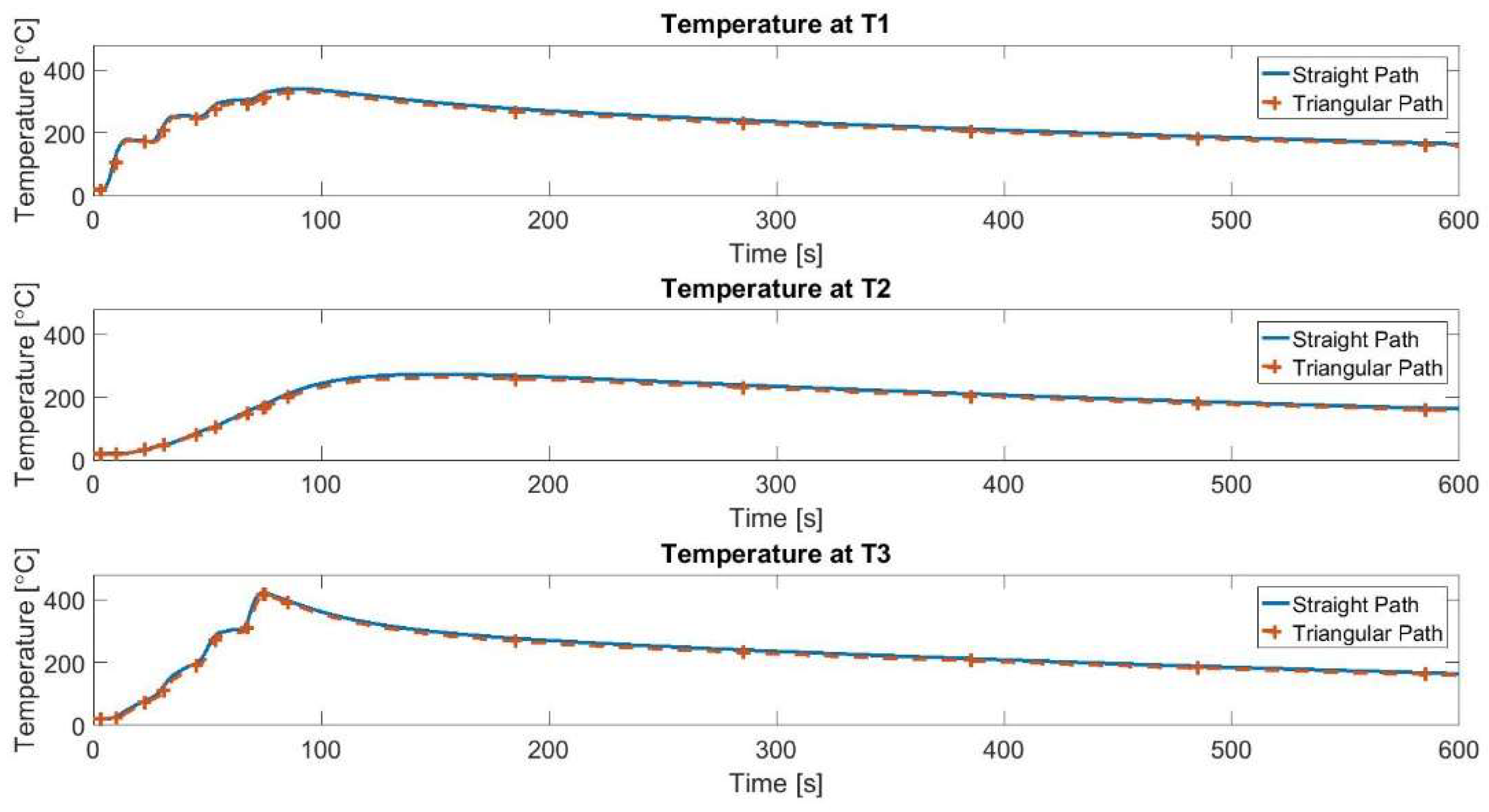
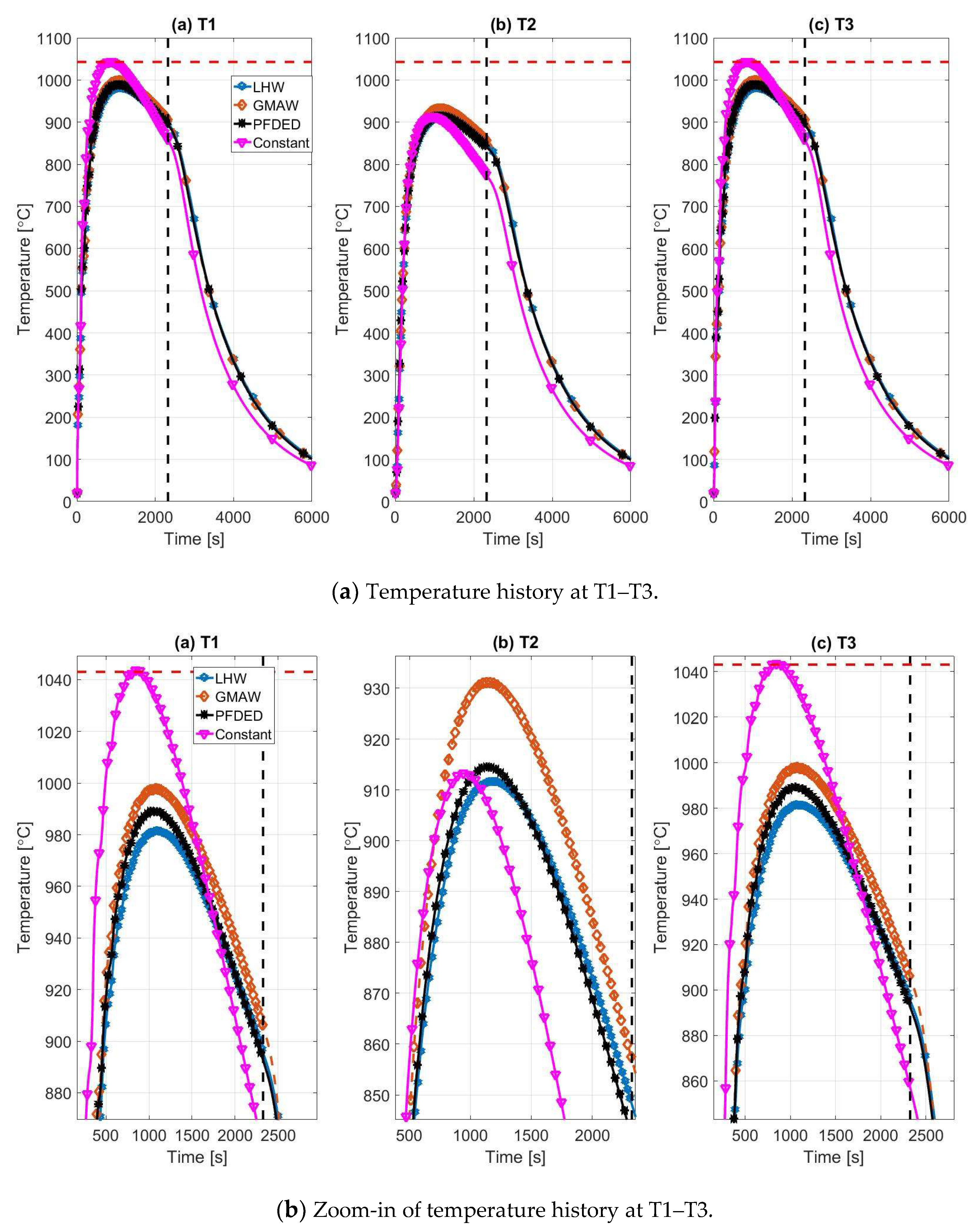
4.1. Thermal Simulation Results
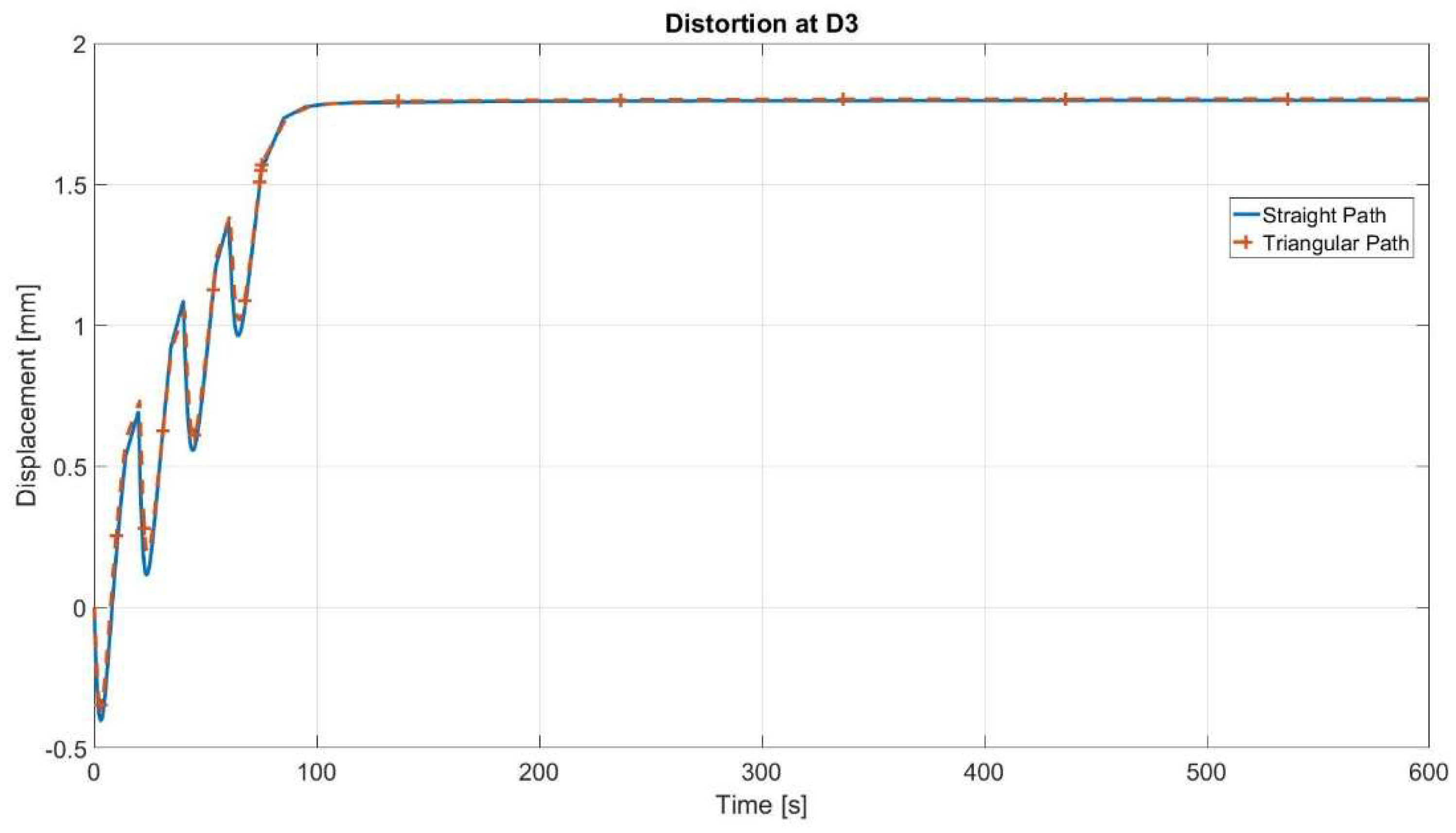
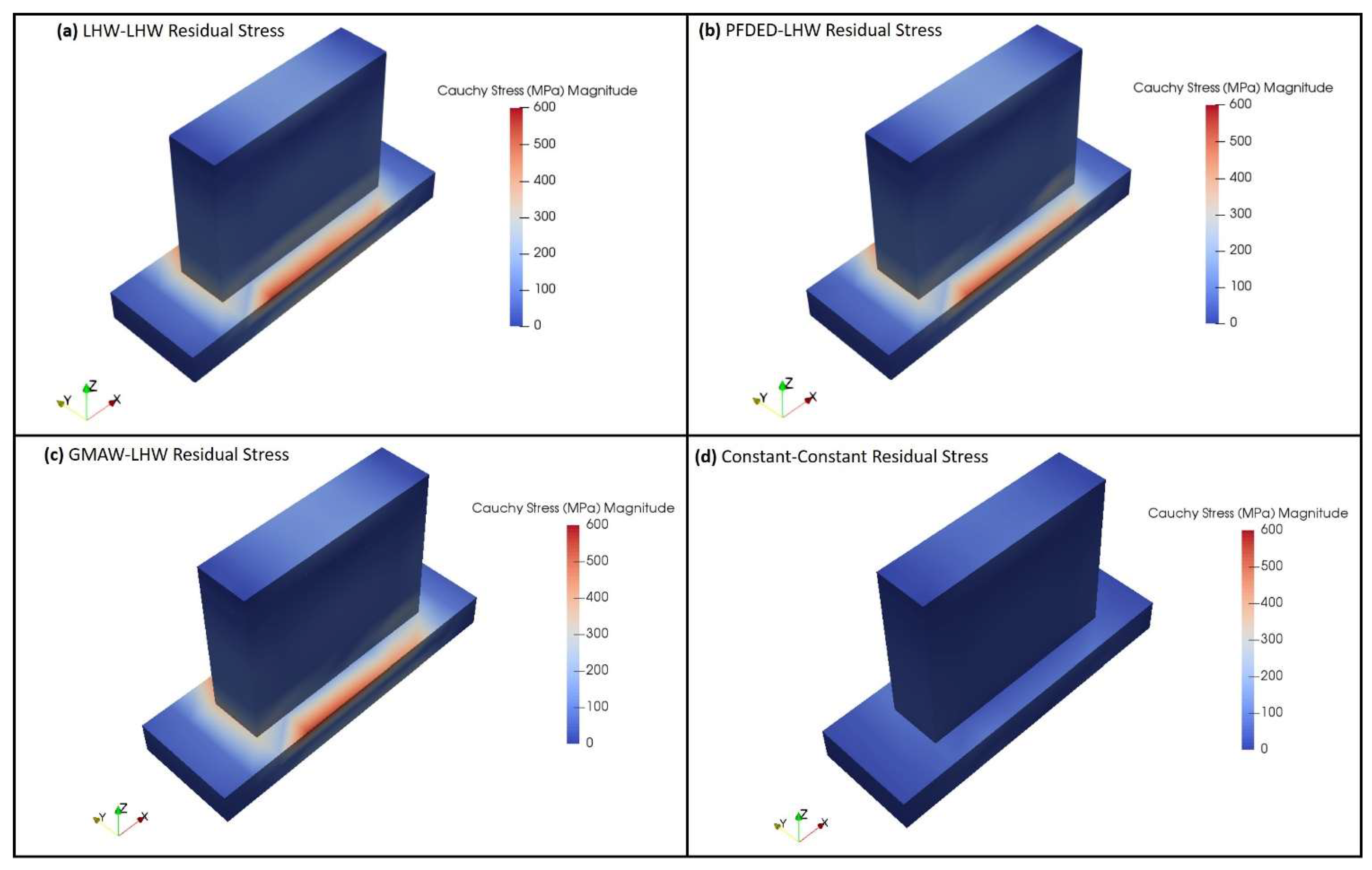
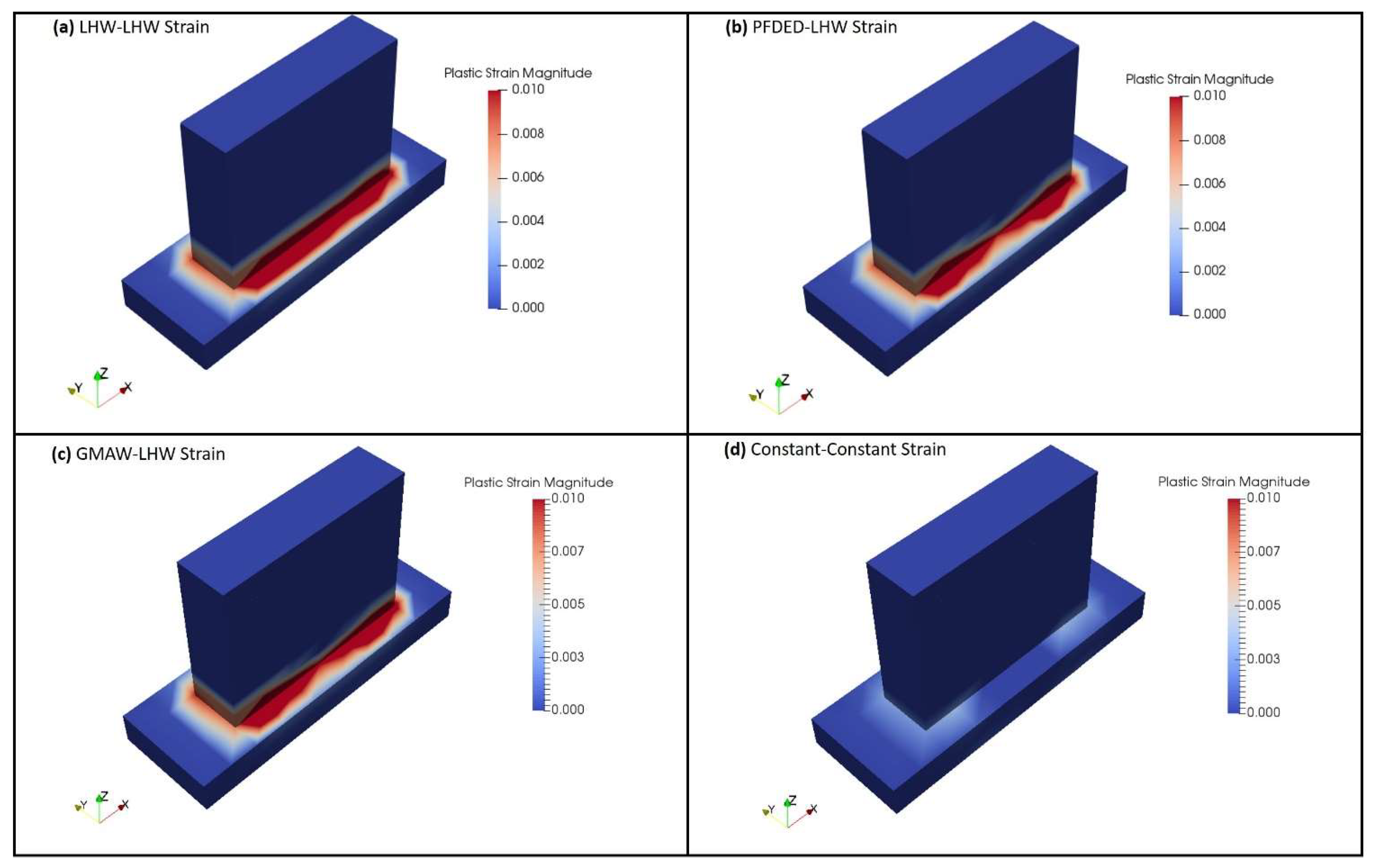
4.2. Mechanical Simulation Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processes | Powder Fed Directed Energy Deposition | Laser Hot Wire Additive Manufacturing | Gas Metal Arc Welding | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Temperature [°C] | Thermal Diffusivity [m2/s] X(103) | Specific Heat [J/(kg·K)] | Thermal Conductivity [W/(m·K)] | Thermal Diffusivity [m2/s] X(103) | Specific Heat [J/(kg·K)] | Thermal Conductivity [W/(m·K)] | Thermal Diffusivity [m2/s] X(103) | Specific Heat [J/(kg·K)] | Thermal Conductivity [W/(m·K)] |
| 23 | 0.120 | 432 | 38.3 | 0.104 | 433 | 34.1 | 0.113 | 431 | 36.5 |
| 50 | 0.129 | 440 | 41.9 | 0.112 | 440 | 37.1 | 0.119 | 438 | 39.1 |
| 100 | 0.144 | 453 | 48.2 | 0.126 | 453 | 43.0 | 0.131 | 449 | 43.9 |
| 200 | 0.166 | 471 | 57.7 | 0.147 | 473 | 52.5 | 0.153 | 464 | 53.2 |
| 300 | 0.182 | 479 | 64.4 | 0.163 | 477 | 58.6 | 0.170 | 477 | 60.7 |
| 400 | 0.195 | 516 | 74.3 | 0.178 | 525 | 70.4 | 0.187 | 520 | 73.0 |
| 500 | 0.199 | 532 | 77.9 | 0.189 | 538 | 76.6 | 0.192 | 536 | 76.8 |
| 600 | 0.189 | 580 | 80.8 | 0.197 | 552 | 82.2 | 0.203 | 537 | 81.6 |
| 700 | 0.172 | 632 | 80.1 | 0.179 | 639 | 86.5 | 0.187 | 610 | 85.4 |
| 800 | 0.149 | 680 | 74.9 | 0.157 | 705 | 83.6 | 0.165 | 715 | 88.5 |
| 900 | 0.125 | 714 | 65.8 | 0.130 | 730 | 71.4 | 0.138 | 694 | 71.8 |
| 950 | 0.115 | 727 | 61.5 | 0.116 | 736 | 64.3 | 0.138 | 699 | 72.3 |
| Temperature [°C] | Coefficient of Thermal Expansion [1/°C] | Young’s Modulus [GPa] | Yield Strength [MPa] |
|---|---|---|---|
| 23 | 11.2 | 122 | 410 |
| 100 | 19.6 | 128 | 399 |
| 200 | 22.0 | 127 | 393 |
| 300 | 23.7 | 104 | 389 |
| 400 | 25.5 | 92.7 | 320 |
| 500 | 27.0 | 73.4 | 167 |
| 600 | 28.5 | 35.9 | 109 |
| 700 | 30.3 | 21.7 | 57.9 |
| 800 | 31.5 | 8.27 | 25.2 |
| 900 | 33.8 | n/a | n/a |
References
- Rashidi, M.M.; Ahmad, A.H. Investigation of nickel aluminium bronze castings properties by degassing agent technique. IOP Conf. Ser. Mater. Sci. Eng. 2019, 469, 012037. [Google Scholar]
- Richardson, I. Guide to Nickel Aluminium Bronze for Engineers; Copper Development Association: McLean, VA, USA, 2016; p. 100. [Google Scholar]
- Ding, D.; Pan, Z.; van Duin, S.; Li, H.; Shen, C. Fabricating superior NiAl bronze components through wire arc additive manufacturing. Materials 2016, 9, 652. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tang, C.H.; Cheng, F.T.; Man, H.C. Laser surface alloying of a marine propeller bronze using aluminium powder. Part II: Corrosion and erosion-corrosion synergism. Surf. Coat. Technol. 2006, 200, 2594–2601. [Google Scholar] [CrossRef]
- Murray, T.; Thomas, S.; Wu, Y.; Neil, W.; Hutchinson, C. Selective laser melting of nickel aluminium bronze. Addit. Manuf. 2020, 33, 101122. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ding, D.; Yuan, L.; Nie, N.; Wang, Y.; Luo, D.; Cuiuri, D.; van Duin, S.; Li, H. The influence of post-production heat treatment on the multi-directional properties of nickel-aluminum bronze alloy fabricated using wire-arc additive manufacturing process. Addit. Manuf. 2018, 23, 411–421. [Google Scholar] [CrossRef]
- Dharmendra, C.; Hadadzadeh, A.; Amirkhiz, B.S.; Janaki Ram, G.D.; Mohammadi, M. Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing. Addit. Manuf. 2019, 30, 100872. [Google Scholar] [CrossRef]
- Dharmendra, C.; Amirkhiz, B.S.; Lloyd, A.; Ram, G.D.J.; Mohammadi, M. Wire-arc additive manufactured nickel aluminum bronze with enhanced mechanical properties using heat treatments cycles. Addit. Manuf. 2020, 36, 101510. [Google Scholar] [CrossRef]
- Gustmann, T.; Schwab, H.; Kühn, U.; Pauly, S. Selective laser remelting of an additively manufactured Cu-Al-Ni-Mn shape-memory alloy. Mater. Des. 2018, 153, 129–138. [Google Scholar] [CrossRef]
- Liu, S.; Ding, Y. Wire-based direct metal deposition with Ti6Al4V. In Proceedings of the SPIE LASE, San Francisco, CA, USA, 4 March 2019; p. 17. [Google Scholar]
- Akbari, M.; Ding, Y.; Kovacevic, R. Process development for a robotized laser wire additive manufacturing. In Proceedings of the ASME 2017 12th International Manufacturing Science and Engineering Conference, MSEC 2017 collocated with the JSME/ASME 2017 6th International Conference on Materials and Processing, Los Angeles, CA, USA, 4–8 June 2017; Volume 2, pp. 1–11. [Google Scholar]
- Ding, Y.; Akbari, M.; Kovacevic, R. Process planning for laser wire-feed metal additive manufacturing system. Int. J. Adv. Manuf. Technol. 2018, 95, 355–365. [Google Scholar] [CrossRef]
- Liu, S.; Liu, W.; Harooni, M.; Ma, J.; Kovacevic, R. Real-time monitoring of laser hot-wire cladding of Inconel 625. Opt. Lasers Technol. 2014, 62, 124–134. [Google Scholar] [CrossRef]
- Zhang, Z.; Kong, F.; Kovacevic, R. Laser hot-wire cladding of Co-Cr-W metal cored wire. Opt. Lasers Eng. 2020, 128, 105998. [Google Scholar] [CrossRef]
- Han, Q.; Li, Y.; Zhang, G. Online Control of Deposited Geometry of Multi-layer Multi-bead Structure for Wire and Arc Additive Manufacturing. In Transactions on Intelligent Welding Manufacturing; Chen, S., Zhang, Y., Feng, Z., Eds.; Springer: Singapore, 2018; pp. 85–93. [Google Scholar]
- Pangsrivinij, S.; McGuffin-Cawley, J.; Quinn, R.; Narayanan, B.; Zhang, S.; Denney, P. Calculation of Energy Balance and Efficiency in Laser Hot Wire (LHW) Cladding Process. In Proceedings of the International Symposium on Flexible Automation ISFA 2016, Cleveland, OH, USA, 1–3 August 2016; Volume 2. [Google Scholar]
- Shiqing, Z.; Peng, W.; Zhenhua, F.; Jiguo, S. Numerical simulation of wire temperature field for prediction of wire transfer stability in laser hot wire welding. In Proceedings of the ICALEO 2013—32nd Congress on Applications of Lasers & Electro-Optics, Miami, FL, USA, 6–10 October 2013; Volume 294, pp. 294–301. [Google Scholar]
- Peng, W.; Jiguo, S.; Shiqing, Z.; Gang, W. Control of wire transfer behaviors in hot wire laser welding. Int. J. Adv. Manuf. Technol. 2016, 83, 2091–2100. [Google Scholar] [CrossRef]
- Liu, W.; Ma, J.; Liu, S.; Kovacevic, R. Experimental and numerical investigation of laser hot wire welding. Int. J. Adv. Manuf. Technol. 2015, 78, 1485–1499. [Google Scholar] [CrossRef]
- Nie, Z.; Wang, G.; McGuffin-Cawley, J.D.; Narayanan, B.; Zhang, S.; Schwam, D.; Kottman, M.; Rong, Y. Experimental study and modeling of H13 steel deposition using laser hot-wire additive manufacturing. J. Mater. Process. Technol. 2016, 235, 171–186. [Google Scholar] [CrossRef]
- ASTM International. B148-18 Standard Specifications for Aluminum-Bronze Sand Castings; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Naval Sea Systems Command. Military Specification: Electrodes and Rods- Welding, Bare, Solid Copper Alloy; Naval Sea Systems Command: Washington, DC, USA, 1986. [Google Scholar]
- ASTM International. B171/B171M-18 Standard Specification for Copper-Alloy Plate and Sheet for Pressure Vessels, Condensers, and Heat Exchangers; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM International. B150/B150M-19 Standard Specification for Aluminum Bronze Rod, Bar, and Shapes; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM International. E1269-11(2018) Standard Test Method for Determining Specific Heat Capacity by Differential Scanning Calorimetry; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM International. E1461-13 Standard Test Method for Thermal Diffusivity by the Flash Method; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM International. E21-20 Standard Test Methods for Elevated Temperature Tension Tests of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Copper Alliance; C95800; Copper Development Association Inc.: McLean, VA, USA, 2020; Volume 10, pp. 1–12.
- Gouge, M.; Michaleris, P. (Eds.) Thermo-Mechanical Modeling of Additive Manufacturing, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Autodesk Inc. Netfabb Local Simulation Keyword User Manual; Autodesk Inc.: San Rafael, CA, USA, 2017. [Google Scholar]
- Gouge, M.F.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Modeling forced convection in the thermal simulation of laser cladding processes. Int. J. Adv. Manuf. Technol. 2015, 79, 307–320. [Google Scholar] [CrossRef]
- Li, C.; Denlinger, E.R.; Gouge, M.; Irwin, J.E.; Michaleris, P. Numerical verification of an Octree mesh coarsening strategy for simulating additive manufacturing processes. Addit. Manuf. 2019, 30, 100903. [Google Scholar] [CrossRef]


| Compositions | Cu | Pb | Fe | Ni | Al | Mn | Si | Feedstock Material |
|---|---|---|---|---|---|---|---|---|
| C95800 Specification | >79.0 | <0.03 | 3.5–4.5 | 4.0–5.0 | 8.5–9.5 | 0.8–1.5 | <0.10 | N/A |
| MIL-CuNiAl Specification | Remainder | <0.20 | 3.0–5.0 | 4.0–5.5 | 8.5–9.5 | 0.6–3.5 | n/a | N/A |
| GMAW Specimen | 82.63 | 0.03 | 3.11 | 4.35 | 9.06 | 0.82 | 0.03 | MIL-CuNiAl |
| PFDED Specimen | 81.6 | n/a | 4.03 | 4.60 | 8.58 | 1.19 | 0.03 | CU-172-C62 |
| LHW DEDAM Specimen | 81.7 | n/a | 3.29 | 5.40 | 8.67 | 0.81 | 0.11 | MIL-CuNiAl |
| PFDED | 7.381 kg/m3 |
| LHW | 7.550 kg/m3 |
| GMAW | 7.482 kg/m3 |
| Latent Heat of Fusion | 230 kJ/kg |
| Solidus Temperature | 1043 °C |
| Liquidus Temperature | 1060 °C |
| Electrical Conductivity | 7% IACS |
| Electrical Resistivity | 2.428 × 10−7 Ωm |
| Hot-Wire Parameters | |
| Current Supplied | 100 A |
| Average Voltage | 2.26 V |
| Wire Feed Speed | 60 mm/s |
| Wire Diameter | 1.14 mm |
| Wire Length with Current Applied (from contact tip to melt pool) | 22.5 mm |
| Laser Parameters | |
| Laser Radius | 2 mm |
| Power | 9 kW |
| Beam Scanning Shape | Line |
| Beam Scanning Frequency | 7.5 Hz |
| Beam Scanning Width | 9 mm |
| Deposition Parameters | |
| Hatch Step | 5 mm |
| Layer Step | 2 mm |
| Travel Speed | 7 mm/s |
| Ambient Temperature | 20 °C |
| Begin Time | 0 s |
| End Time | 1850 s |
| Initial Time Increment | 0.001 s |
| Maximum Allowable Time Increment | 10 s |
| Min Allowable Time Increment | 0.00001 s |
| Time Tolerance (1) | 2.5 |
| Maximum Number of Cutbacks per Increment | 10 |
| Maximum Total Number of Increments Allowed | 99999 |
| Maximum Iterations | 20 |
| Maximum Residual | 1020 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hatala, G.W.; Wang, Q.; Reutzel, E.W.; Fisher, C.R.; Semple, J.K. A Thermo-Mechanical Analysis of Laser Hot Wire Additive Manufacturing of NAB. Metals 2021, 11, 1023. https://doi.org/10.3390/met11071023
Hatala GW, Wang Q, Reutzel EW, Fisher CR, Semple JK. A Thermo-Mechanical Analysis of Laser Hot Wire Additive Manufacturing of NAB. Metals. 2021; 11(7):1023. https://doi.org/10.3390/met11071023
Chicago/Turabian StyleHatala, Glenn W., Qian Wang, Edward W. Reutzel, Charles R. Fisher, and Jennifer K. Semple. 2021. "A Thermo-Mechanical Analysis of Laser Hot Wire Additive Manufacturing of NAB" Metals 11, no. 7: 1023. https://doi.org/10.3390/met11071023