
Fatigue Performance of an Additively Manufactured Zr-Based Bulk Metallic Glass and the Effect of Post-Processing

 , , ,
, , ,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
3. Results
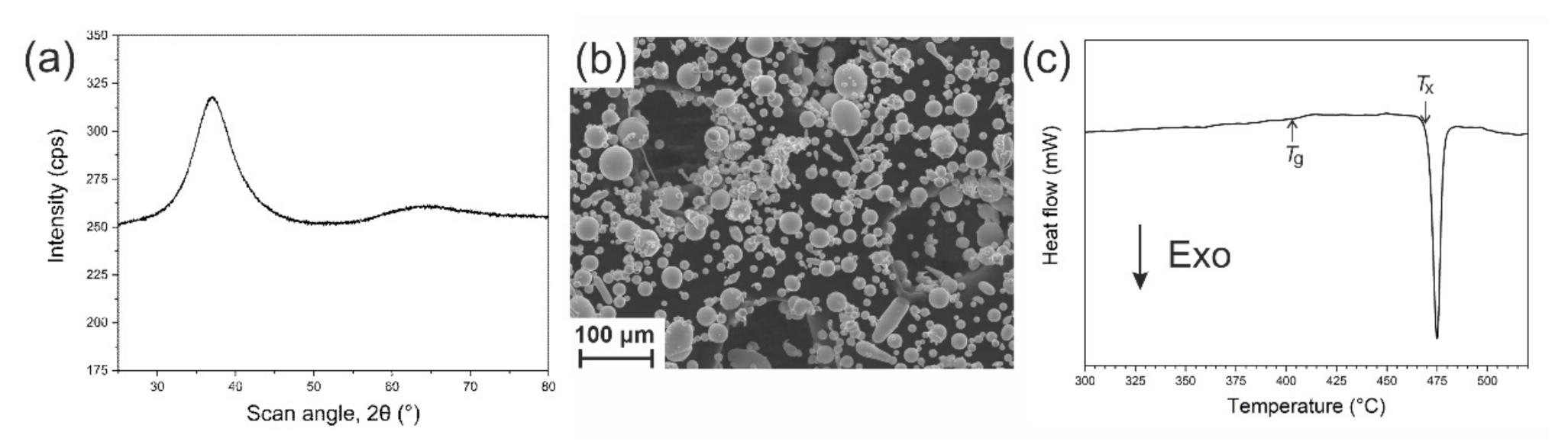
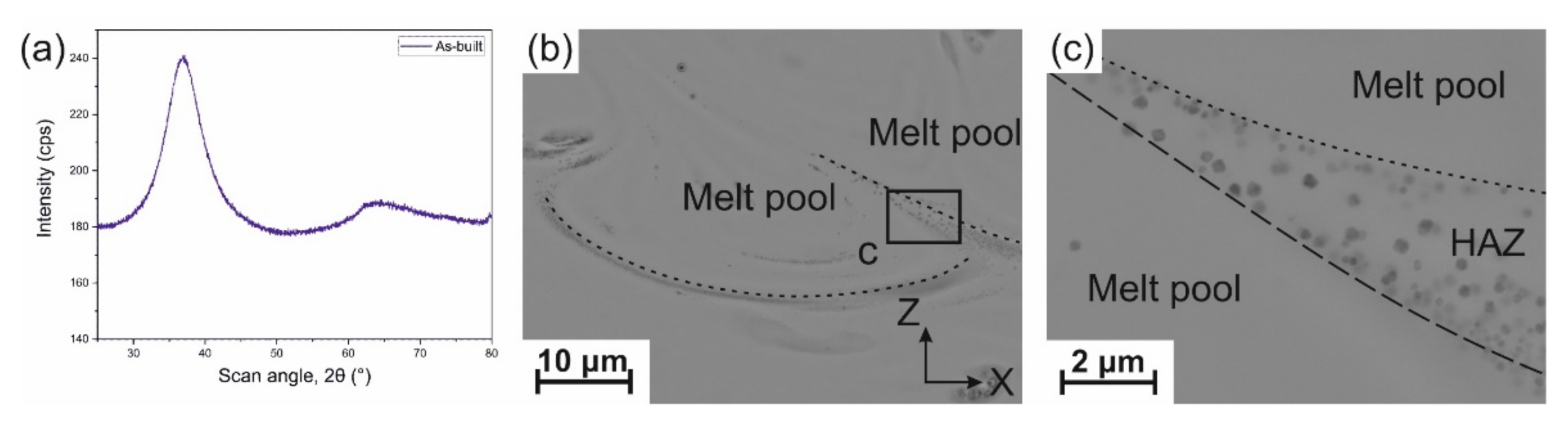
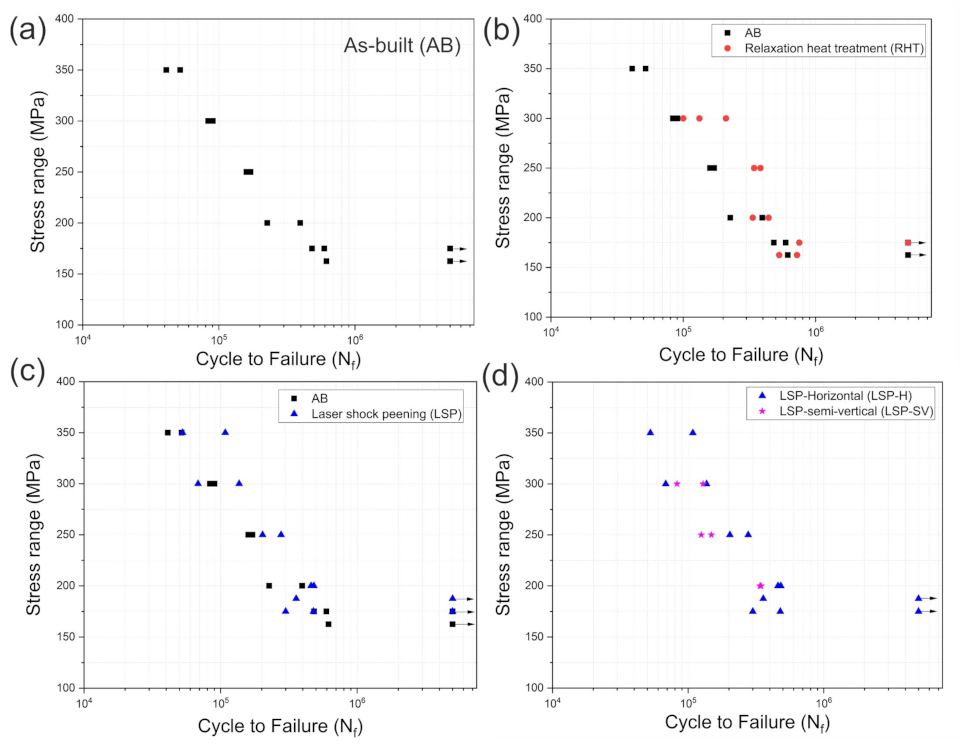
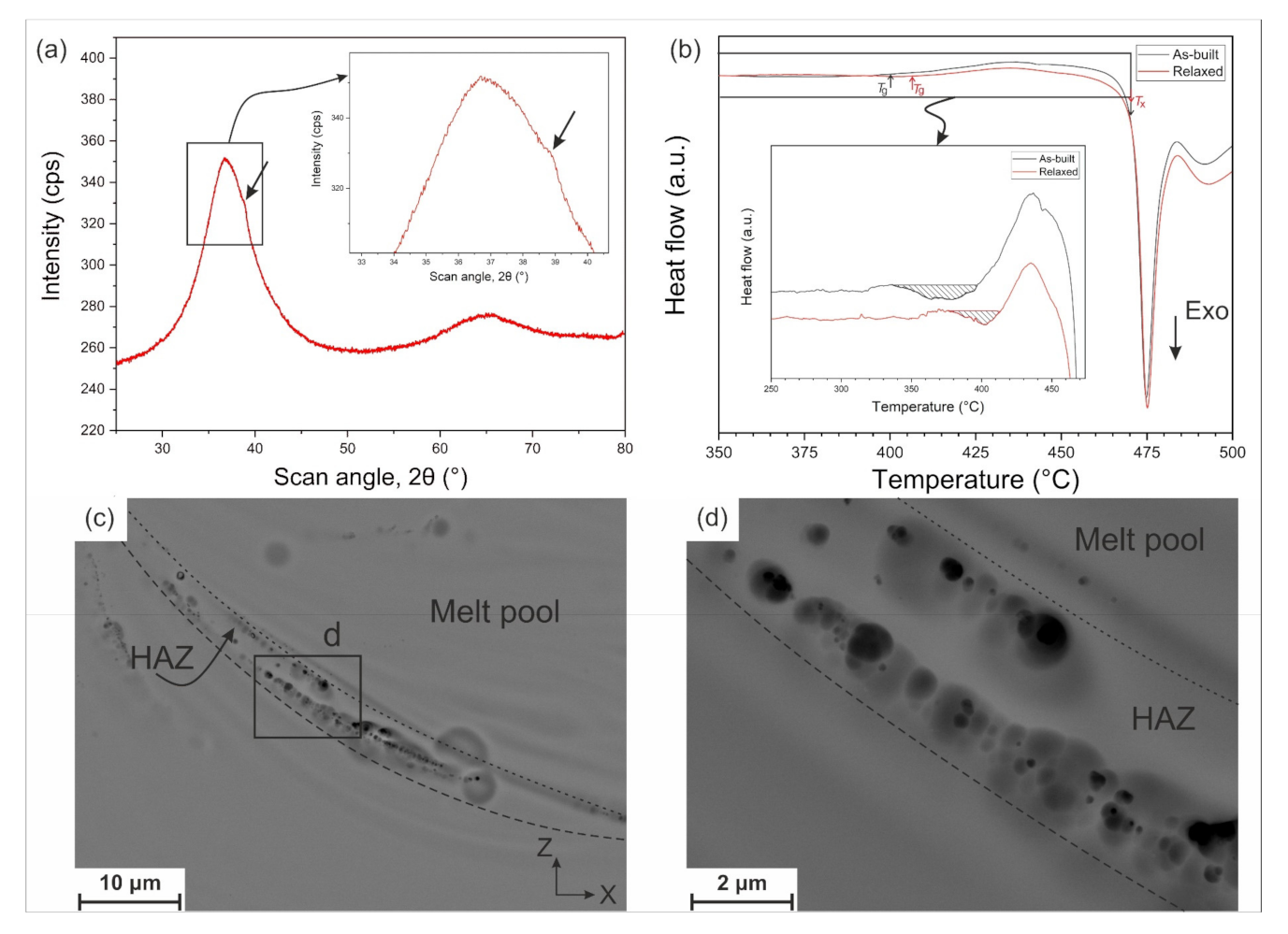
3.1. Structure and Fatigue Behavior of As-Built Alloy
3.2. Effect of Relaxation Heat Treatment
3.3. Effect of LSP
3.4. Effect of Build Orientation
4. Discussion
5. Conclusions
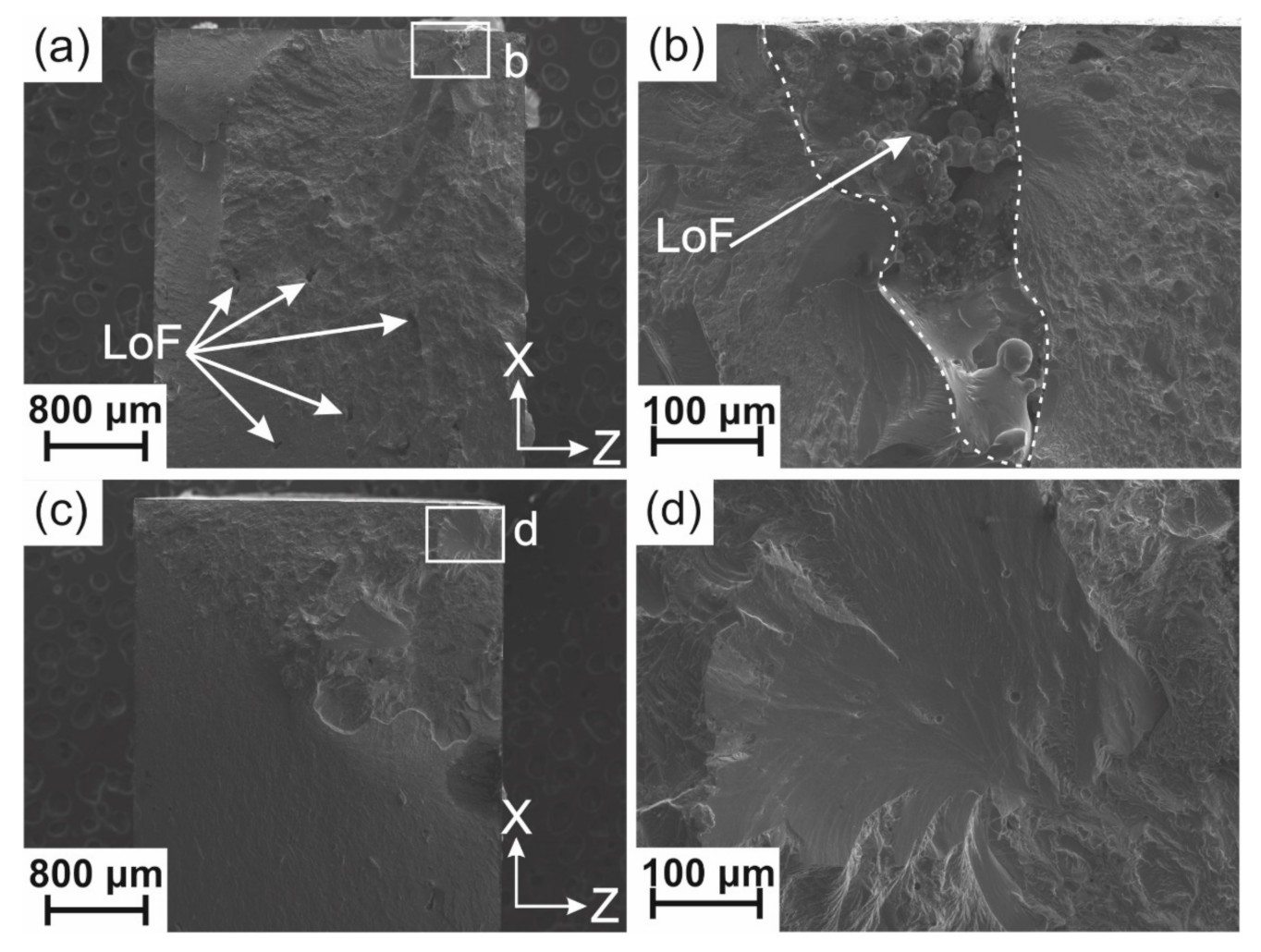
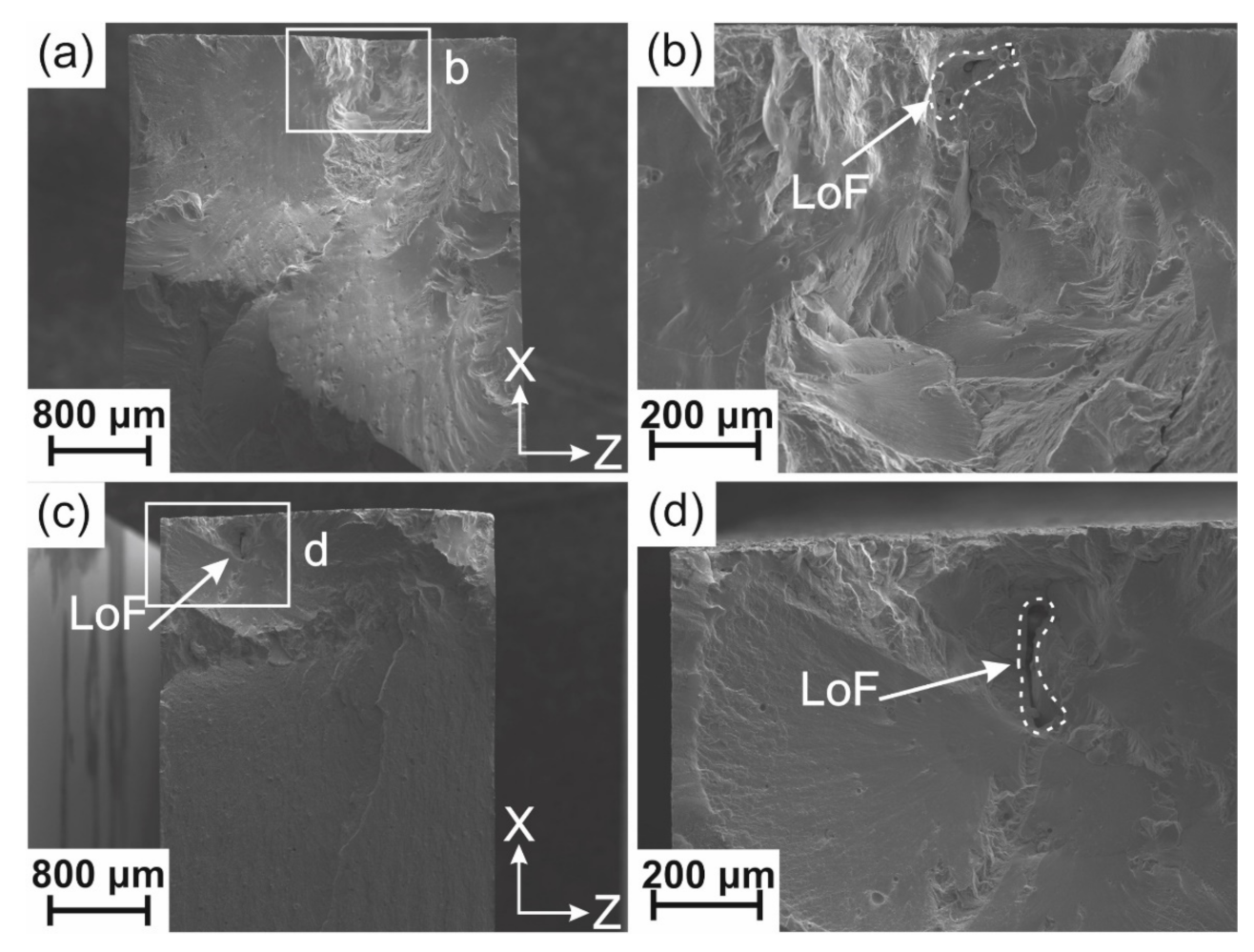
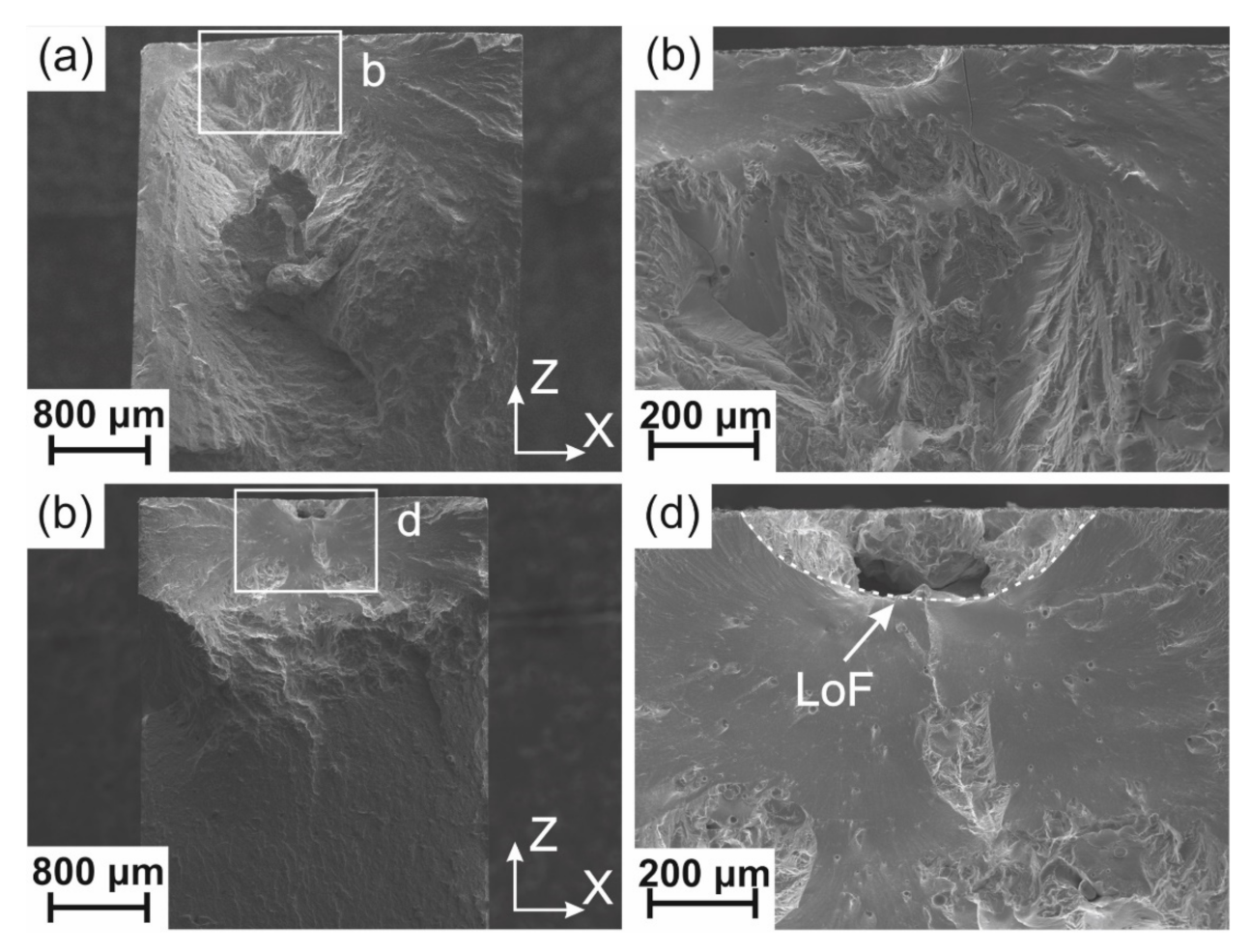
- The fatigue limit of AMZ4 fabricated via LPBF is lower than typical values reported for fully amorphous as-cast Zr-based BMGs, but comparable to partially crystallized ones;
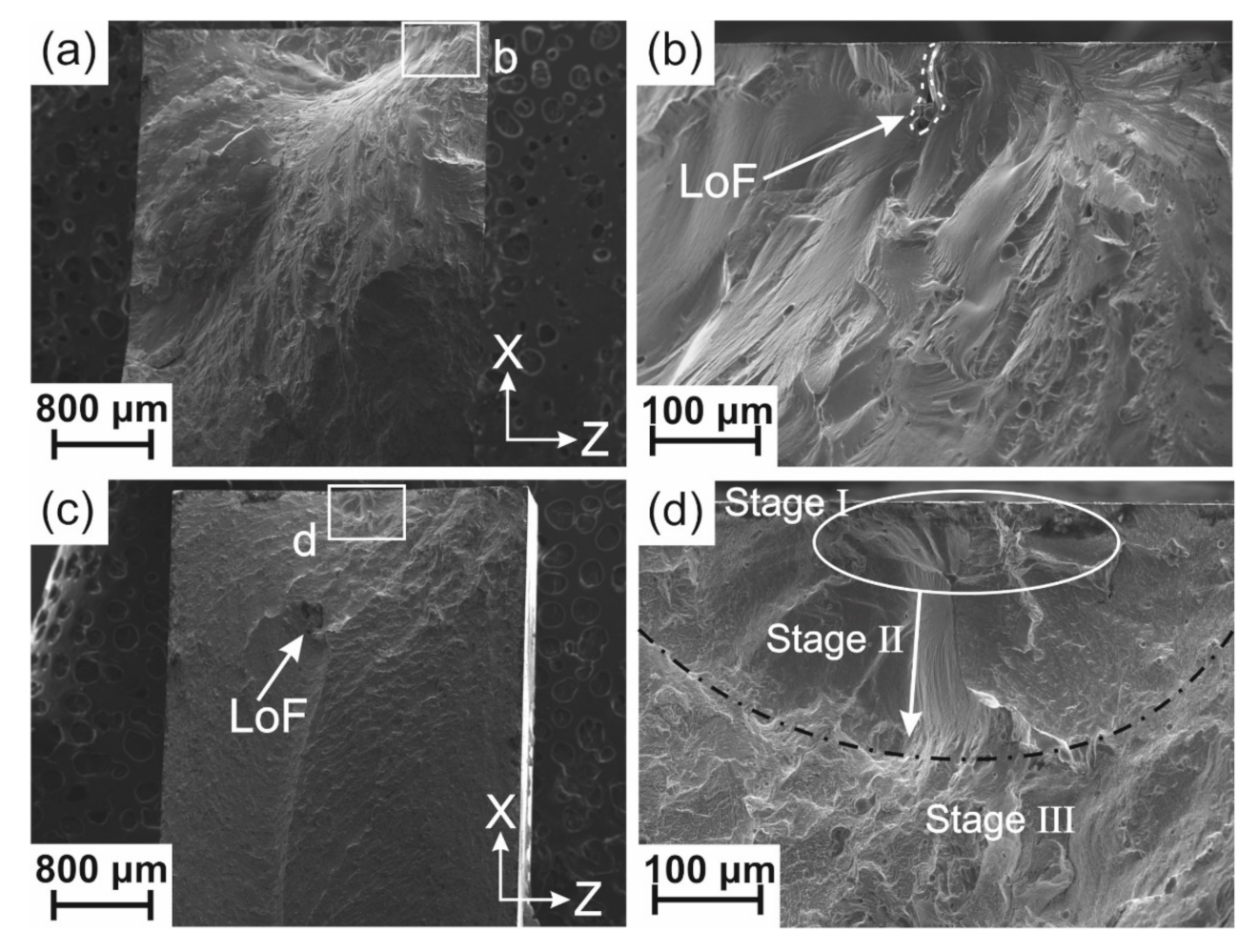
- The reasons for the lower fatigue limit are correlated to the presence of defects, such as lack of fusion (LoF) defects, crystallization in the heat-affected zone (HAZ), high oxygen content, and the presence of tensile residual stresses (TRS). Among them, the presence of LoFs and the high oxygen content are concluded to have the largest impact. The exact effect of the powder oxygen content remains to be quantified;
- Although relaxation heat treatment (RHT) increased the crystalline fraction, it also slightly increased the fatigue life at higher loads (≥250 MPa). This is attributed to the reduction of free volume and shear band formation, delaying crack initiation;
- LSP marginally increased the fatigue limit by 7%. Considering the scatter of fatigue results, the improvement was not considered to be significant. However, LSP improved the fatigue life at higher loads (≥250 MPa) by a factor of two;
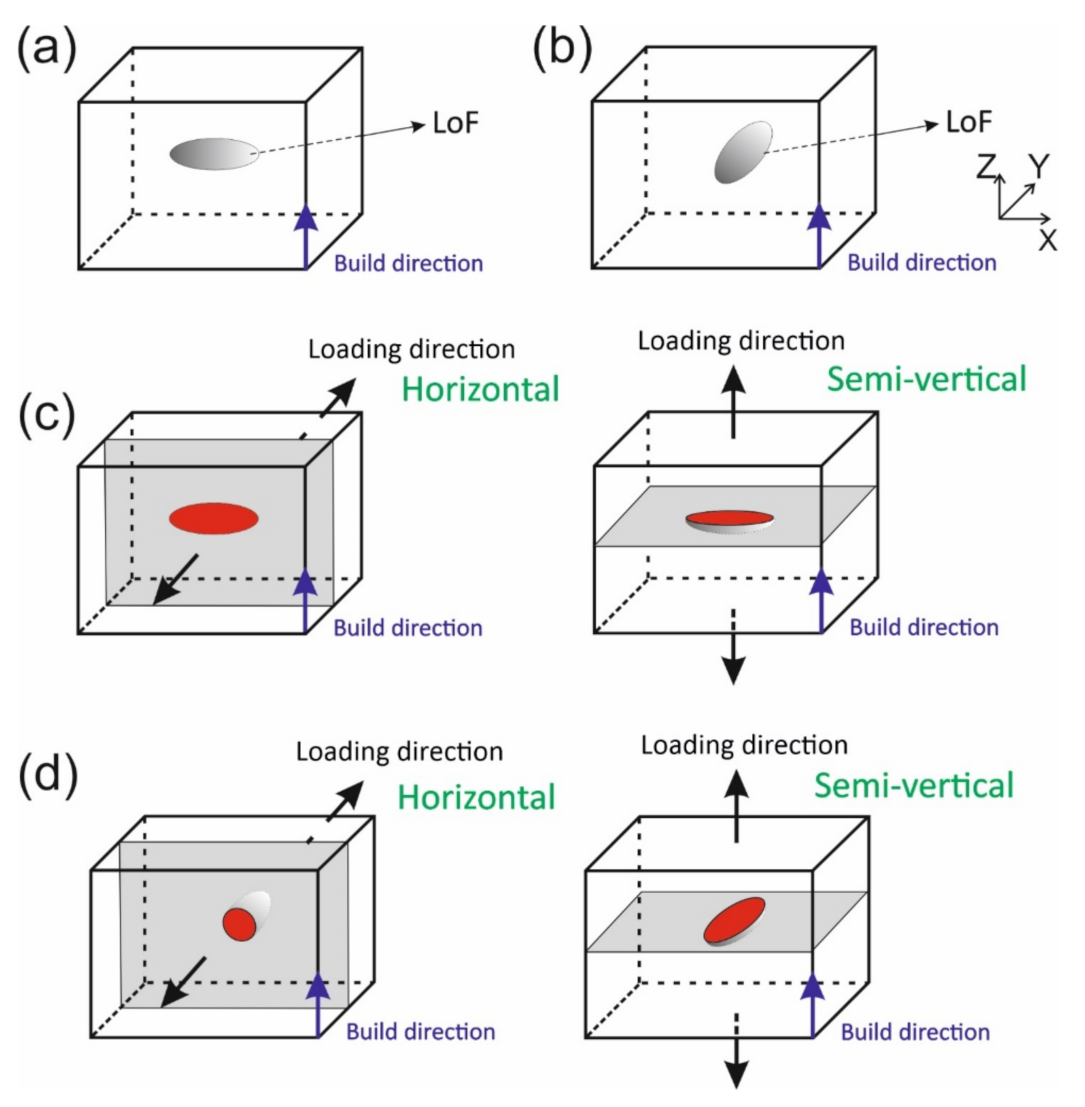
- Changing the samples’ build orientations from horizontal to semi-vertical did not affect the fatigue behavior at lower loads but slightly decreased the fatigue life at higher loads (exceeding 250 MPa). The latter effect can be explained from LoFs orientation effects, with respect to the applied load.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.P.; Roberts, M.P.; O’Keeffe, S.; Sercombe, T.B. Selective laser melting of Zr-based bulk metallic glasses: Processing, microstructure and mechanical properties. Mater. Des. 2016, 112, 217–226. [Google Scholar] [CrossRef]
- Ouyang, D.; Li, N.; Liu, L. Structural heterogeneity in 3D printed Zr-based bulk metallic glass by selective laser melting. J. Alloys Compd. 2018, 740, 603–609. [Google Scholar] [CrossRef]
- Ouyang, D.; Zheng, Q.; Wang, L.; Wang, H.; Yang, C.; Zhang, P.; Li, N. The brittleness of post-treatment of 3D printed Zr-based metallic glasses in supercooled liquid state. Mater. Sci. Eng. A 2020, 782, 139259. [Google Scholar] [CrossRef]
- Marattukalam, J.J.; Pacheco, V.; Karlsson, D.; Riekehr, L.; Lindwall, J.; Forsberg, F.; Jansson, U.; Sahlberg, M.; Hjörvarsson, B. Development of process parameters for selective laser melting of a Zr-based bulk metallic glass. Addit. Manuf. 2020, 33, 101124. [Google Scholar] [CrossRef]
- Xing, W.; Ouyang, D.; Li, N.; Liu, L. Estimation of residual stress in selective laser melting of a Zr-based amorphous alloy. Materials 2018, 11, 1480. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Li, X.m.; Liu, S.Q.; Liu, H.; Yu, L.J.; Liu, L. 3D printing of Zr-based bulk metallic glasses and components for potential biomedical applications. J. Alloys Compd. 2019, 790, 963–973. [Google Scholar] [CrossRef]
- Jia, H.; Wang, G.; Chen, S.; Gao, Y.; Li, W.; Liaw, P.K. Fatigue and fracture behavior of bulk metallic glasses and their composites. Prog. Mater. Sci. 2018, 98, 168–248. [Google Scholar] [CrossRef]
- Sohrabi, N.; Jhabvala, J.; Kurtuldu, G.; Stoica, M.; Parrilli, A.; Berns, S.; Polatidis, E.; van Petegem, S.; Hugon, S.; Neels, A.; et al. Characterization, mechanical properties and dimensional accuracy of a Zr-based bulk metallic glass manufactured via laser powder-bed fusion. Mater. Des. 2021, 199, 109400. [Google Scholar] [CrossRef]
- Bordeenithikasem, P.; Stolpe, M.; Elsen, A.; Hofmann, D.C. Glass forming ability, flexural strength, and wear properties of additively manufactured Zr-based bulk metallic glasses produced through laser powder bed fusion. Addit. Manuf. 2018, 21, 312–317. [Google Scholar] [CrossRef]
- Deng, L.; Gebert, A.; Zhang, L.; Chen, H.Y.; Gu, D.D.; Kühn, U.; Zimmermann, M.; Kosiba, K.; Pauly, S. Mechanical performance and corrosion behaviour of Zr-based bulk metallic glass produced by selective laser melting. Mater. Des. 2020, 189, 1–11. [Google Scholar] [CrossRef]
- Deng, L.; Kosiba, K.; Limbach, R.; Wondraczek, L.; Kühn, U.; Pauly, S. Plastic deformation of a Zr-based bulk metallic glass fabricated by selective laser melting. J. Mater. Sci. Technol. 2021, 60, 139–146. [Google Scholar] [CrossRef]
- Sohrabi, N.; Jhabvala, J.; Kurtuldu, G.; Frison, R.; Parrilli, A.; Stoica, M.; Neels, A.; Löffler, J.F.; Logé, R.E. Additive manufacturing of a precious bulk metallic glass. Appl. Mater. Today 2021, 24, 101080. [Google Scholar] [CrossRef]
- Wegner, J.; Frey, M.; Kleszczynski, S.; Busch, R.; Witt, G. Influence of process gas during powder bed fusion with laser beam of Zr-based bulk metallic glasses. Procedia CIRP 2020, 94, 205–210. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, C.; Ouyang, D.; Liu, L. Enhancement of plasticity and toughness of 3D printed binary Zr50Cu50 bulk metallic glass composite by deformation-induced martensitic transformation. Scr. Mater. 2021, 192, 7–12. [Google Scholar] [CrossRef]
- Best, J.P.; Ast, J.; Li, B.; Stolpe, M.; Busch, R.; Yang, F.; Li, X.; Michler, J.; Kruzic, J.J. Relating fracture toughness to micro-pillar compression response for a laser powder bed additive manufactured bulk metallic glass. Mater. Sci. Eng. A 2020, 770, 138535. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Bulk Metallic Glasses, 2nd ed.; Taylor& Francis Group: Abingdon, UK, 2018. [Google Scholar]
- Stephens, R.I.; Fatemi, A.; Stephens, R.R.; Fuchs, H.O. Metal Fatigue in Engineering, 2nd ed.; John Wiley & Sons: New York, NY, USA, 2000. [Google Scholar]
- Wang, G.Y.; Liaw, P.K.; Yokoyama, Y.; Freels, M.; Buchanan, R.A.; Inoue, A.; Brooks, C.R. Effects of partial crystallization on compression and fatigue behavior of Zr-based bulk metallic glasses. J. Mater. Res. 2007, 22, 493–500. [Google Scholar] [CrossRef]
- Wang, G.Y.; Liaw, P.K.; Morrison, M.L. Progress in studying the fatigue behavior of Zr-based bulk-metallic glasses and their composites. Intermetallics 2009, 17, 579–590. [Google Scholar] [CrossRef]
- Wang, G.; Liaw, P.K.; Yokoyama, Y.; Freels, M.; Inoue, A. Investigations of the factors that affected fatigue behavior of Zr-based bulk-metallic glasses. Adv. Eng. Mater. 2008, 10, 1030–1033. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Eckert, J.; Schultz, L. Fatigue and fracture behavior of bulk metallic glass. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2004, 35, 3489–3498. [Google Scholar] [CrossRef]
- Yue, Y.; Wang, R.; Ma, D.Q.; Tian, J.F.; Zhang, X.Y.; Jing, Q.; Ma, M.Z.; Liu, R.P. Fatigue behavior of a Zr-based bulk metallic glass under uniaxial tension-tension and three-point bending loading mode. Intermetallics 2015, 60, 86–91. [Google Scholar] [CrossRef]
- Gludovatz, B.; Kruzic, J.J.; Ritchie, R.O. On the fracture toughness of bulk metallic glasses. In Proceedings of the 14th International Conference on Fracture (ICF 2017), Rhodes, Greece, 18–23 June 2017; pp. 534–535. [Google Scholar]
- Schroeder, V.; Gilbert, C.J.; Ritchie, R.O. A comparison of the mechanisms of fatigue-crack propagation behavior in a Zr-based bulk amorphous metal in air and an aqueous chloride solution. Mater. Sci. Eng. A 2001, 317, 145–152. [Google Scholar] [CrossRef]
- Peter, W.H.; Buchanan, R.A.; Liu, C.T.; Liaw, P.K. The fatigue behavior of a zirconium-based bulk metallic glass in vacuum and air. J. Non-Cryst. Solids. 2003, 317, 187–192. [Google Scholar] [CrossRef]
- Launey, M.E.; Busch, R.; Kruzic, J.J. Effects of free volume changes and residual stresses on the fatigue and fracture behavior of a Zr-Ti-Ni-Cu-Be bulk metallic glass. Acta Mater. 2008, 56, 500–510. [Google Scholar] [CrossRef]
- Launey, M.E.; Busch, R.; Kruzic, J.J. Influence of structural relaxation on the fatigue behavior of a Zr 41.25Ti13.75Ni10Cu12.5Be 22.5 bulk amorphous alloy. Scr. Mater. 2006, 54, 483–487. [Google Scholar]
- Murali, P.; Ramamurty, U. Embrittlement of a bulk metallic glass due to sub-Tg annealing. Acta Mater. 2005, 53, 1467–1478. [Google Scholar] [CrossRef]
- Wang, G.Y.; Liaw, P.K.; Peter, W.H.; Yang, B.; Yokoyama, Y.; Benson, M.L.; Green, B.A.; Kirkham, M.J.; White, S.A.; Saleh, T.A.; et al. Fatigue behavior of bulk-metallic glasses. Intermetallics 2004, 12, 885–892. [Google Scholar] [CrossRef]
- Wang, G.; Liaw, P.K.; Jin, X.; Yokoyama, Y.; Huang, E.-W.; Jiang, F.; Keer, L.M.A.; Inoue, A. Fatigue initiation and propagation behavior in bulk-metallic glasses under a bending load. J. Appl. Phys. 2010, 108, 113512. [Google Scholar] [CrossRef]
- Gilbert, C.J.; Schroeder, V.; Ritchie, R.O. Mechanisms for fracture and fatigue-crack propagation in a bulk metallic glass. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 1739–1753. [Google Scholar] [CrossRef]
- Scudino, S.; Shahid, R.N.; Escher, B.; Stoica, M.; Li, B.S.; Kruzic, J.J. Mapping the cyclic plastic zone to elucidate the mechanisms of crack tip deformation in bulk metallic glasses. Appl. Phys. Lett. 2017, 110, 081903. [Google Scholar] [CrossRef]
- Xi, X.K.; Zhao, D.Q.; Pan, M.X.; Wang, W.H.; Wu, Y.; Lewandowski, J.J. Fracture of brittle metallic glasses: Brittleness or plasticity. Phys. Rev. Lett. 2005, 94, 25–28. [Google Scholar] [CrossRef] [Green Version]
- Sun, B.A.; Wang, W.H. The fracture of bulk metallic glasses. Prog. Mater. Sci. 2015, 74, 211–307. [Google Scholar] [CrossRef]
- Jiang, W.H.; Pinkerton, F.E.; Atzmon, M. Mechanical behavior of shear bands and the effect of their relaxation in a rolled amorphous Al-based alloy. Acta Mater. 2005, 53, 3469–3477. [Google Scholar] [CrossRef]
- Jiang, W.H.; Atzmon, M. Mechanically-assisted nanocrystallization and defects in amorphous alloys: A high-resolution transmission electron microscopy study. Scr. Mater. 2006, 54, 333–336. [Google Scholar] [CrossRef]
- Chen, H.; Het, Y.; Shiflet, G.J. Deformation-induced nanocrystal formation in shear bands of amorphous alloys. Nature 1994, 367, 541–543. [Google Scholar] [CrossRef]
- Nasab, M.H.; Gastaldi, D.; Lecis, N.F.; Vedani, M. On morphological surface features of the parts printed by selective laser melting (SLM). Addit. Manuf. 2018, 24, 373–377. [Google Scholar] [CrossRef]
- Best, J.P.; Ostergaard, H.E.; Li, B.; Stolpe, M.; Yang, F.; Nomoto, K.; Hasib, M.T.; Muránsky, O.; Busch, R.; Li, X.; et al. Fracture and fatigue behaviour of a laser additive manufactured Zr-based bulk metallic glass. Addit. Manuf. 2020, 36, 101416. [Google Scholar]
- Sohrabi, N.; Parrilli, A.; Jhabvala, J.; Logé, R.E. Tensile and impact toughness properties of a Zr-based bulk metallic glass fabricated via laser powder-bed fusion. J. Alloys Compd. 2021, in press. [Google Scholar]
- Liu, Q.C.; Elambasseril, J.; Sun, S.J.; Leary, M.; Brandt, M.; Sharp, P.K. The Effect of Manufacturing Defects on the Fatigue Behaviour of Ti-6Al-4V Specimens Fabricated Using Selective Laser Melting. Adv. Mater. Res. 2014, 891–892, 1519–1524. [Google Scholar] [CrossRef]
- Masuo, H.; Tanaka, Y.; Morokoshi, S.; Yagura, H.; Uchida, T.; Yamamoto, Y.; Murakami, Y. Influence of defects, surface roughness and HIP on the fatigue strength of Ti-6Al-4V manufactured by additive manufacturing. Int. J. Fatigue 2018, 117, 163–179. [Google Scholar] [CrossRef]
- Yadollahi, A.; Mahmoudi, M.; Elwany, A.; Doude, H.; Bian, L.; Newman, J.C. Fatigue-life prediction of additively manufactured material: Effects of heat treatment and build orientation. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 831–844. [Google Scholar] [CrossRef]
- Nasab, M.H.; Romano, S.; Gastaldi, D.; Beretta, S.; Vedani, M. Combined effect of surface anomalies and volumetric defects on fatigue assessment of AlSi7Mg fabricated via laser powder bed fusion. Addit. Manuf. 2020, 34, 100918. [Google Scholar]
- Nasab, M.H.; Giussani, A.; Gastaldi, D.; Tirelli, V.; Vedani, M. Effect of Surface and Subsurface Defects on Fatigue Behavior of AlSi10Mg Alloy Processed by Laser Powder Bed Fusion (L-PBF). Metals 2019, 9, 1063. [Google Scholar] [CrossRef] [Green Version]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Elwany, A.; Bian, L. Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int. J. Fatigue 2017, 94, 218–235. [Google Scholar] [CrossRef]
- Kalentics, N.; Burn, A.; Cloots, M.; Logé, R.E. 3D laser shock peening as a way to improve geometrical accuracy in selective laser melting. Int. J. Adv. Manuf. Technol. 2019, 101, 1247–1254. [Google Scholar] [CrossRef]
- Kalentics, N.; de Seijas, M.O.V.; Griffiths, S.; Leinenbach, C.; Logé, R.E. 3D laser shock peening—A new method for improving fatigue properties of selective laser melted parts. Addit. Manuf. 2020, 33, 101112. [Google Scholar] [CrossRef]
- Kalentics, N.; Sohrabi, N.; Tabasi, H.G.; Griffiths, S.; Jhabvala, J.; Leinenbach, C.; Burn, A.; Logé, R.E. Healing cracks in selective laser melting by 3D laser shock peening. Addit. Manuf. 2019, 30, 100881. [Google Scholar] [CrossRef]
- Zhang, X.C.; Zhang, Y.K.; Lu, J.Z.; Xuan, F.Z.; Wang, Z.D.; Tu, S.T. Improvement of fatigue life of Ti–6Al–4V alloy by laser shock peening. Mater. Sci. Eng. A 2010, 527, 3411–3415. [Google Scholar] [CrossRef]
- Bagherifard, S.; Fernandez-Pariente, I.; Ghelichi, R.; Guagliano, M. Fatigue behavior of notched steel specimens with nanocrystallized surface obtained by severe shot peening. Mater. Des. 2013, 45, 497–503. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, W.H.; Greer, A.L. Making metallic glasses plastic by control of residual stress. Nat. Mater. 2006, 5, 857–860. [Google Scholar] [CrossRef]
- Cao, Y.; Xie, X.; Antonaglia, J.; Winiarski, B.; Wang, G.; Shin, Y.C.; Withers, P.J.; Dahmen, K.A.; Liaw, P.K. Laser Shock Peening on Zr-based Bulk Metallic Glass and Its Effect on Plasticity: Experiment and Modeling. Sci. Rep. 2015, 5, 10789. [Google Scholar] [CrossRef] [Green Version]
- Fu, J.; Zhu, Y.; Zheng, C.; Liu, R.; Ji, Z. Enhanced plasticity of bulk metallic glass in different aspect ratios via laser shock peening with multiple impacts. Opt. Laser Technol. 2016, 83, 43–48. [Google Scholar] [CrossRef]
- Wang, L.; Wang, L.; Nie, Z.; Ren, Y.; Xue, Y.; Zhu, R.; Zhang, H.; Fu, H. Evolution of residual stress, free volume, and hardness in the laser shock peened Ti-based metallic glass. Mater. Des. 2016, 111, 473–481. [Google Scholar] [CrossRef] [Green Version]
- Raghavan, R.; Ayer, R.; Jin, H.W.; Marzinsky, C.N.; Ramamurty, U. Effect of shot peening on the fatigue life of a Zr-based bulk metallic glass. Scr. Mater. 2008, 59, 167–170. [Google Scholar] [CrossRef]
- Gao, Y.K. Improvement of fatigue property in 7050–T7451 aluminum alloy by laser peening and shot peening. Mater. Sci. Eng. A 2011, 528, 3823–3828. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. Improving the fatigue behaviour of a selectively laser melted aluminium alloy: Influence of heat treatment and surface quality. Mater. Des. 2016, 104, 174–182. [Google Scholar] [CrossRef]
- Keryvin, V.; Bernard, D.; Sangleboeuf, J.C.; Yokoyama, Y.; Rouxel, T. Toughness of Zr55Cu30Al10Ni5 bulk metallic glass for two oxygen levels. J. Non-Cryst. Solids 2006, 352, 2863–2868. [Google Scholar] [CrossRef]
- Sohrabi, N.; Panikar, R.S.; Jhabvala, J.; Buch, A.R.; Mischler, S.; Logé, R.E. Laser coating of a Zr-based metallic glass on an aluminum substrate. Surf. Coat. Technol. 2020, 400, 126223. [Google Scholar] [CrossRef]
- Gilbert, C.J.; Ritchie, R.O.; Johnson, W.L. Fracture toughness and fatigue-crack propagation in a Zr-Ti-Ni-Cu-Be bulk metallic glass. Appl. Phys. Lett. 1997, 71, 476–478. [Google Scholar] [CrossRef] [Green Version]
- Wegner, J.; Frey, M.; Stiglmair, P.; Kleszczynski, S.; Witt, G.; Busch, R. Mechanical Properties of Honeycomb Structured Zr-Based Bulk Metallic Glass Specimens Fabricated by Laser Powder Bed Fusion. S. Afr. J. Ind. Eng. 2019, 30, 32–40. [Google Scholar] [CrossRef]
- Shi, J.; Ma, S.; Wei, S.; Best, J.P.; Stolpe, M.; Beckmann, A.; Mostafavi, S.; Korte-Kerzel, S.; Markert, B. 3D pore structure characterization and hardness in a powder bed fusion-processed fully amorphous Zr-based bulk metallic glass. Mater. Charact. 2020, 162, 110178. [Google Scholar] [CrossRef]
- Shi, J.; Ma, S.; Wei, S.; Best, J.P.; Stolpe, M.; Markert, B. Connecting structural defects to tensile failure in a 3D-printed fully-amorphous bulk metallic glass. Mater. Sci. Eng. A 2021, 813, 141106. [Google Scholar] [CrossRef]
- Heraeus, Heraeus AMLOY. 2019. Available online: https://www.heraeus.com/media/media/group/media_group/products/amorphous_metals/datasheets_1/Datasheet_AMLOY-ZR01~1.pdf (accessed on 30 June 2021).
- Berg, M.T.L.; Bromiley, G.D.; Butler, I.B.; Frost, M.; Bradley, R.; Carr, J.; Le, Y.; Montési, L.G.J.; Zhu, W.; Miller, K.; et al. Deformation-aided segregation of Fe-S liquid from olivine under deep Earth conditions: Implications for core formation in the early solar system. Phys. Earth Planet. Inter. 2017, 263, 38–54. [Google Scholar] [CrossRef]
- Sohrabi, N.; Schawe, J.E.K.; Jhabvala, J.; Löffler, J.F.; Logé, R.E. Critical crystallization properties of an industrial-grade Zr-based metallic glass used in additive manufacturing. Scr. Mater. 2021, 199, 113861. [Google Scholar] [CrossRef]
- Flores, K.M.; Johnson, W.L.; Dauskardt, R.H. Fracture and fatigue behavior of a Zr–Ti–Nb ductile phase reinforced bulk metallic glass matrix composite. Scr. Mater. 2003, 49, 1181–1187. [Google Scholar] [CrossRef]
- Ruttert, B.; Ramsperger, M.; Roncery, L.M.; Lopez-Galilea, I.; Körner, C.; Theisen, W. Impact of hot isostatic pressing on microstructures of CMSX-4 Ni-base superalloy fabricated by selective electron beam melting. Mater. Des. 2016, 110, 720–727. [Google Scholar] [CrossRef]
- Cardinal, S.; Pelletier, J.M.; Eisenbart, M.; Klotz, U.E. Influence of crystallinity on thermo-process ability and mechanical properties in a Au-based bulk metallic glass. Mater. Sci. Eng. A 2016, 660, 158–165. [Google Scholar] [CrossRef]
- Nagendra, N.; Ramamurty, U.; Goh, T.T.; Li, Y. Effect of crystallinity on the impact toughness of a La-based bulk metallic glass. Acta Mater. 2000, 48, 2603–2615. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Hou, C.; Dun, B.; Wei, R.; Ravanbakhsh, H.; Li, P.; Wang, Z.; Wu, Y.; Song, X.; Zhao, H.; et al. Fatigue behavior of Zr-based metallic glass micropillars. Mater. Sci. Eng. A 2020, 787, 139503. [Google Scholar] [CrossRef]
- Wang, G.Y.; Qiao, D.C.; Yokoyama, Y.; Freels, M.; Inoue, A.; Liaw, P.K. Effects of loading modes on the fatigue behavior of Zr-based bulk-metallic glasses. J. Alloys Compd. 2009. [Google Scholar] [CrossRef]
- Morrison, M.L.; Buchanan, R.A.; Liaw, P.K.; Green, B.A.; Wang, G.Y.; Liu, C.T.; Horton, J.A. Four-point-bending-fatigue behavior of the Zr-based Vitreloy 105 bulk metallic glass. Mater. Sci. Eng. A 2007, 467, 190–197. [Google Scholar] [CrossRef]
- Naleway, S.E.; Greene, R.B.; Gludovatz, B.; Dave, N.K.N.; Ritchie, R.O.; Kruzic, J.J. A highly fatigue-resistant Zr-based bulk metallic glass. Metall. Mater. Trans. A 2013, 44, 5688–5693. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Pulse Duration (ns) | 6.3 |
| Wavelength (nm) | 1064 |
| Frequency (Hz) | 5 |
| Spot Size (mm) | 1.2 |
| Energy Per Pulse (J) | 1.5 |
| Overlap of Spots (%) | 50 |
| Beam Spatial Energy Distribution | Top-hat |
| Processing History | Label | Number of Specimens |
|---|---|---|
| As-Built | AB | 14 |
| AM + Relaxation Heat Treatment | RHT | 12 |
| AM + Laser Shock Peening_Horizontal Orientation | LSP-H | 13 |
| AM + Laser Shock Peening_Semi-Vertical Orientation | LSP-SV | 6 |
| Sample | Tg (°C) | Tx (°C) | ΔT (°C) | ΔHx (J/g) | ΔHr (J/g) | Amorphous Fraction |
|---|---|---|---|---|---|---|
| Powder | 401 | 473 | 72 | 35.12 | N.A | 1 * |
| AB | 398 | 471 | 73 | 33.55 | 1.84 | 0.96 |
| RHT | 406 | 471 | 65 | 32.31 | 1.31 | 0.92 |
| Material | UTS (MPa) | Geometry (mm) | Frequency (Hz) | R | Test Method | Fatigue Limit (MPa) | Fatigue Ratio | Runout Limit |
|---|---|---|---|---|---|---|---|---|
| Zr59.3Cu28.8Al10.4Nb1.5, AMZ4-AB | 880 [40] | 60 × 10 × 3 | 30 | 0.1 | Three-point bending | 175 | 0.20 | 5 M |
| Zr41.2Cu12.5Ni10Ti13.8Be22.5, Vitreloy 1 [22] | 1920 | 55 × 15 × 5 | 25 | 0.1 | Three-point bending | 225 | 0.12 | 10 M |
| Zr41.2Cu12.5Ni10Ti13.8Be22.5, Vitreloy 1 [31] | 1900 | 50 × 3 × 3 | 25 | 0.1 | Four-point bending | 152 | 0.08 | 20 M |
| Zr50Cu37Al10Pd3 [73] | 1899 | 25 × 3.5 × 3.5 | 10 | 0.1 | Three-point bending | 631 | 0.33 | 10 M |
| Zr56.2Cu6.9Ni5.6Ti13.8Nb5.0Be12.5, composite * [68] | 1480 | 30 × 3 × 3 | 25 | 0.1 | Four-point bending | 296 | 0.20 | 20 M |
| Zr50Cu40Al10 ** [18] | 1821 | 26 × 3 × 3 | 10 | 0.1 | Four-point bending | 144 | 0.08 | 10 M |
| Zr50Cu30Al10Ni10 ** [18] | 1900 | 26 × 3 × 3 | 10 | 0.1 | Four-point bending | 194 | 0.10 | 10 M |
| Zr50Cu37Al10Pd3 ** [18] | 1899 | 26 × 3 × 3 | 10 | 0.1 | Four-point bending | 109 | 0.06 | 10 M |
| Zr44Ti11Ni10Cu10Be25, annealed [26] | 1900 | 85 × 2 × 2.3 | 20 | 0.3 | Four-point bending | 550 | 0.29 | 20 M |
| Zr44Ti11Ni10Cu10Be25, stress-relieved [26] | 1900 | 85 × 2 × 2.3 | 20 | 0.3 | Four-point bending | 390 | 0.21 | 20 M |
| Zr52.5Cu17.9Ni14.6Al10Ti5, Vitreloy 105 [74] | 1700 | 30 × 3.5 × 3.5 | 10 | 0.1 | Four-point bending | 425 | 0.25 | 10 M |
| Zr52.5Cu17.9Ni14.6Al10Ti5, Vitreloy 105 [75] | 1700 | 25 × 2 × 2 | 25 | 0.1 | Four-point bending | 408 | 0.25 | 20 M |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sohrabi, N.; Hamidi-Nasab, M.; Rouxel, B.; Jhabvala, J.; Parrilli, A.; Vedani, M.; Logé, R.E. Fatigue Performance of an Additively Manufactured Zr-Based Bulk Metallic Glass and the Effect of Post-Processing. Metals 2021, 11, 1064. https://doi.org/10.3390/met11071064
Sohrabi N, Hamidi-Nasab M, Rouxel B, Jhabvala J, Parrilli A, Vedani M, Logé RE. Fatigue Performance of an Additively Manufactured Zr-Based Bulk Metallic Glass and the Effect of Post-Processing. Metals. 2021; 11(7):1064. https://doi.org/10.3390/met11071064
Chicago/Turabian StyleSohrabi, Navid, Milad Hamidi-Nasab, Baptiste Rouxel, Jamasp Jhabvala, Annapaola Parrilli, Maurizio Vedani, and Roland E. Logé. 2021. "Fatigue Performance of an Additively Manufactured Zr-Based Bulk Metallic Glass and the Effect of Post-Processing" Metals 11, no. 7: 1064. https://doi.org/10.3390/met11071064