
Introducing Compressive Residual Stresses into a Stainless-Steel T-Pipe Joint by an Overlay Weld

Abstract
:1. Introduction
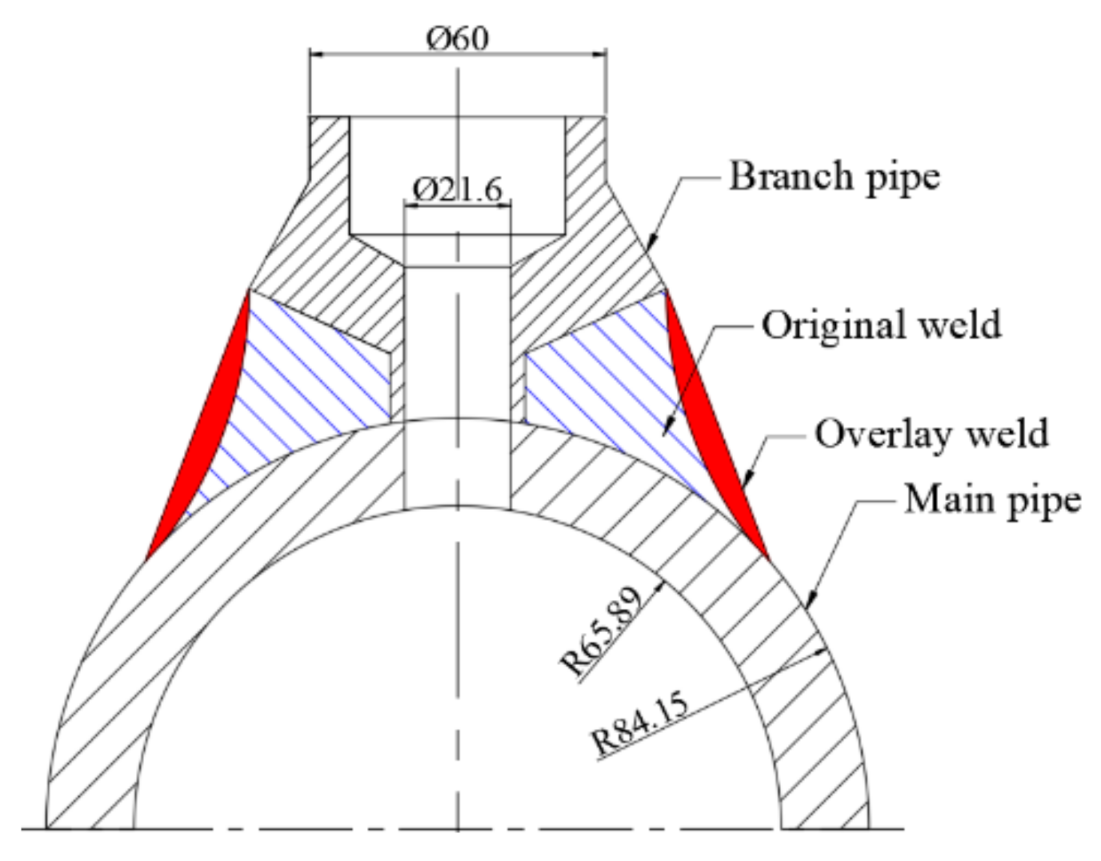
2. Materials, Geometry, and the Welding Process
3. Residual Stress Measurement
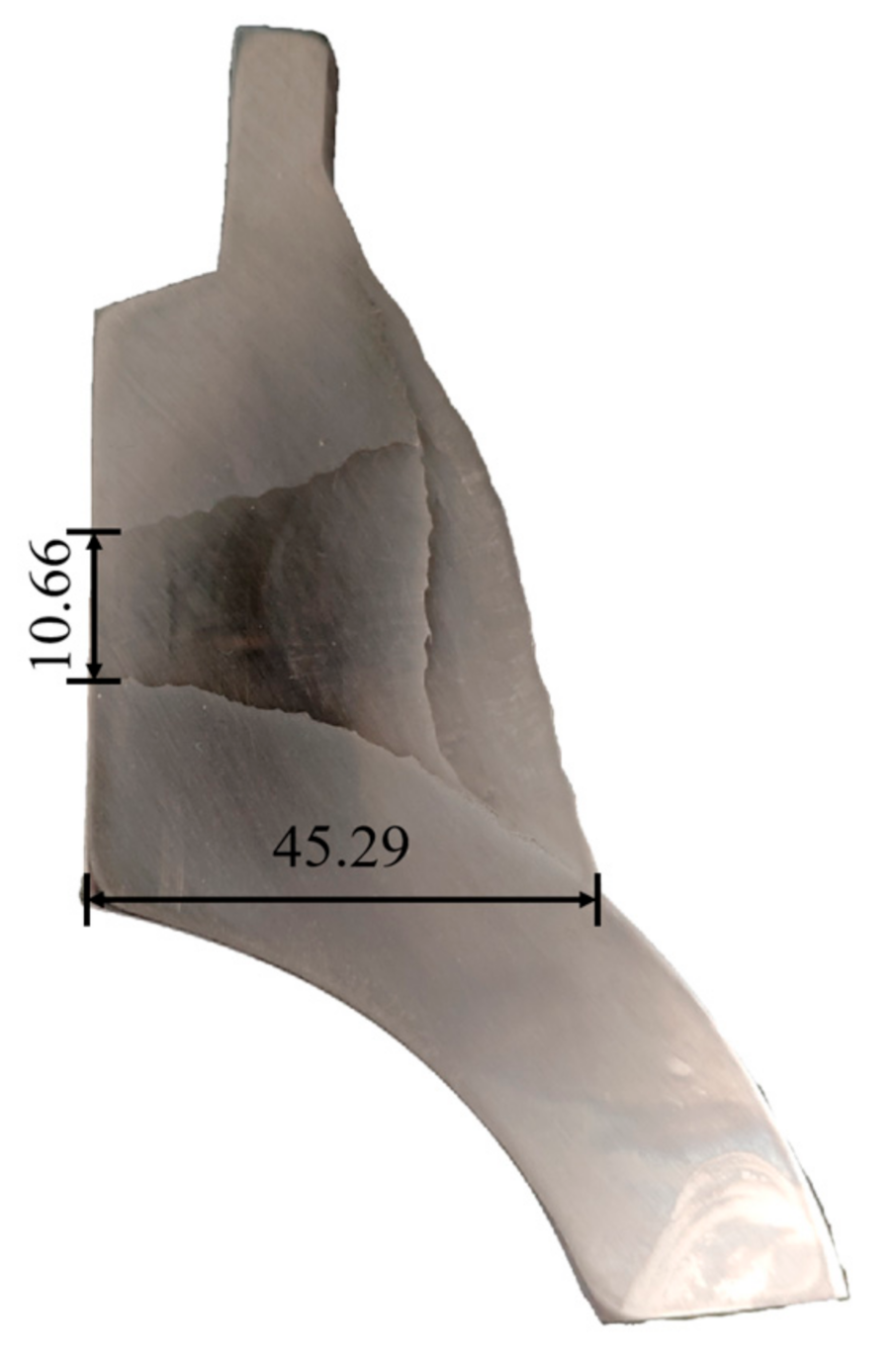
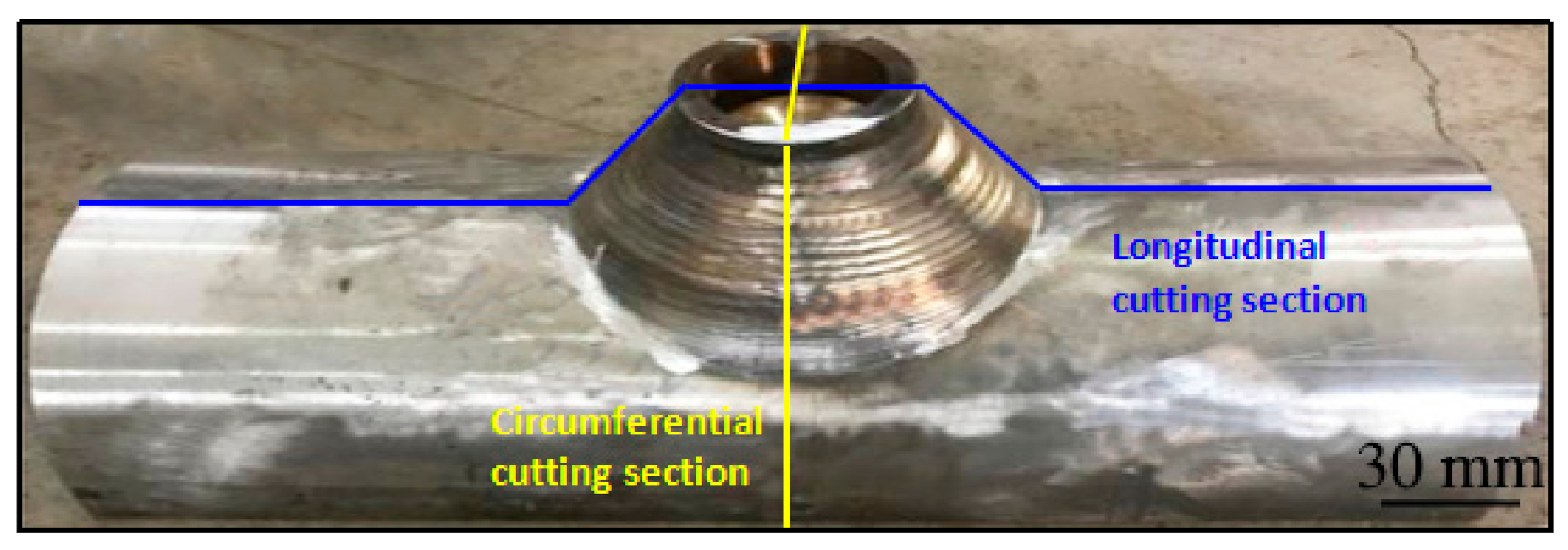
3.1. Sample Cutting
3.2. Contour Scanning
3.3. Stress Calculation
3.4. Data Processing
4. Results and Discussion
5. Conclusions
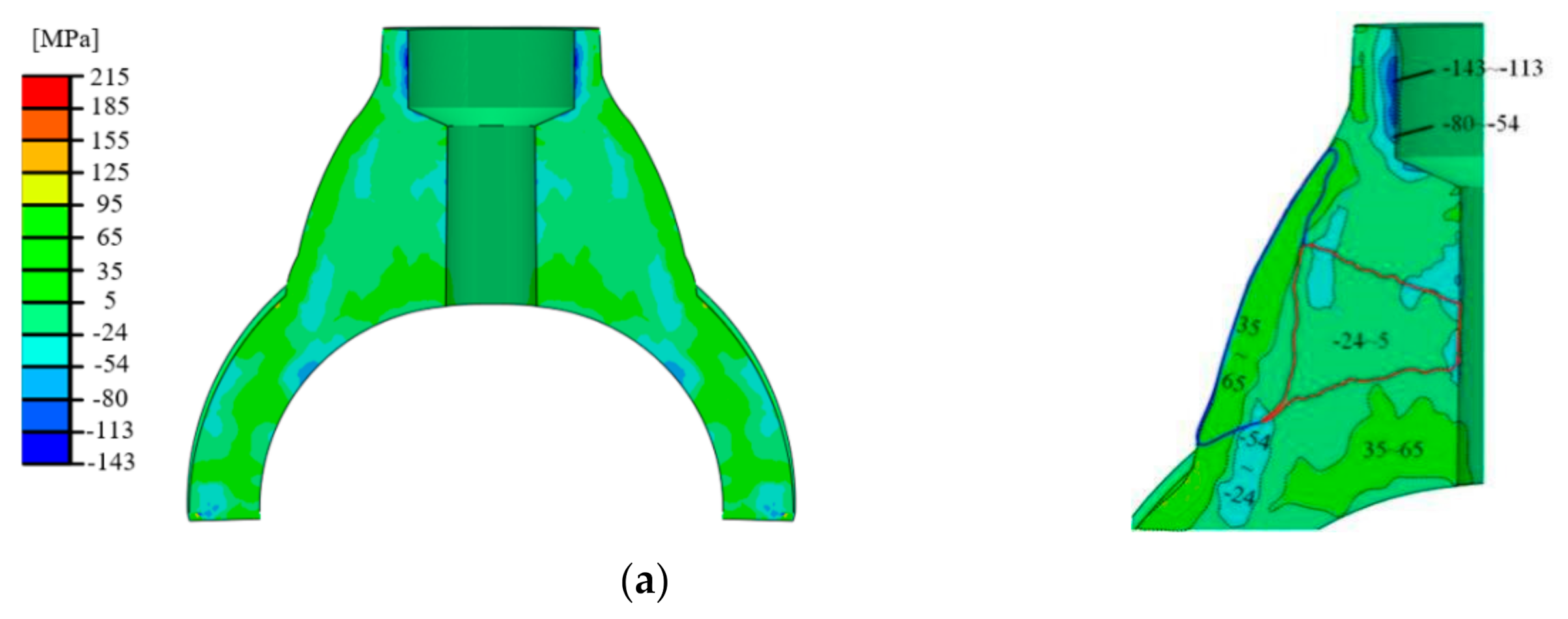
- The compressive residual stress is formed in the original 316L weld, and a higher compressive stress (−50 MPa) and a lager compressive area can be observed in the longitudinal section.
- The 10-mm-thick overlay repair process can introduce compressive stress into the crack located in the original weld, which is beneficial for crack closure and provides both time saving and economic benefits for repair welding.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liooold, J.C. Welding Metallurgy and Weldability; Wiley: Hoboken, NJ, USA, 2015; pp. 130–139. [Google Scholar]
- Fink, C. An investigation on ductility-dip cracking in the base metal heat-affected zone of wrought nickel base alloys—part I: Metallurgical effects and cracking mechanism. Weld. World 2016, 60, 939–950. [Google Scholar] [CrossRef]
- Hua, C.; Lu, H.; Yu, C. Reduction of ductility-dip cracking susceptibility by ultrasonic-assisted GTAW. J. Mater. Process. Technol. 2017, 239, 240–250. [Google Scholar] [CrossRef]
- Dong, P.; Hong, J.K.; Bouchard, P.J. Analysis of residual stresses at weld repairs. Int. J. Press. Vessel. Pip. 2005, 82, 258–269. [Google Scholar] [CrossRef]
- Bouchard, P.J.; George, D.; Santisteban, J.R. Measurement of the residual stresses in a stainless steel pipe girth weld containing long and short repairs. Int. J. Press. Vessel. Pip. 2005, 82, 299–310. [Google Scholar] [CrossRef]
- Lant, T.; Robinson, D.; Spafford, B.; Storesund, J. Review of Weld Repair Procedures for Low Alloy Steels Designed to Minimise the Risk of Future Cracking. Int. J. Press. Vessel. Pip. 2001, 78, 813–818. [Google Scholar] [CrossRef]
- Branza, T.; Deschaux-Beaume, F.; Sierra, G.; Lours, P. Study and Prevention of Cracking during Weld-Repair of Heat-Resistant Cast Steels. J. Mater. Process. Technol. 2009, 209, 536–547. [Google Scholar] [CrossRef] [Green Version]
- Aloraier, A.; Al-Mazrouee, A.; Price, J.; Shehata, T. Weld Repair Practices without Post Weld Heat Treatment for Ferritic Alloys and Their Consequences on Residual Stresses: A Review. Int. J. Press. Vessel. Pip. 2010, 87, 127–133. [Google Scholar] [CrossRef]
- Guo, Q.; Du, B.; Xu, G. Influence of filler metal on residual stress in multi-pass repair welding of thick P91 steel pipe. Int. J. Adv. Manuf. Technol. 2020, 110, 2977–2989. [Google Scholar] [CrossRef]
- Charkhi, M.; Akbari, D. Experimental and Numerical Investigation of the Effects of the Pre-Heating in the Modification of Residual Stresses in the Repair Welding Process. Int. J. Press. Vessel. Pip. 2019, 171, 79–91. [Google Scholar] [CrossRef]
- Perić, M.; Nižetić, S.; Tonković, Z. Numerical Simulation and Experimental Investigation of Temperature and Residual Stress Distributions in a Circular Patch Welded Structure. Energies 2020, 13, 54. [Google Scholar] [CrossRef]
- Xiao, X.; Liu, Q.; Hu, M.; Li, K.; Cai, Z. Effect of Welding Sequence and the Transverse Geometry of the Weld Overlay on the Distribution of Residual Stress in the Weld Overlay Repair of T23 Tubes. Metals 2021, 11, 568. [Google Scholar] [CrossRef]
- Moattari, M.; Shokrieh, M.; Moshayedi, H. Effects of Residual Stresses Induced by Repair Welding on the Fracture Toughness of Ni-Based IN939 Alloy. Theor. Appl. Fract. Mech. 2020, 108, 102614. [Google Scholar] [CrossRef]
- Shankar, K.; Wu, W. Effect of Welding and Weld Repair on Crack Propagation Behaviour in Aluminium Alloy 5083 Plates. Mater. Des. 2002, 23, 201–208. [Google Scholar] [CrossRef]
- Prime, M.B.; Gonzales, A.R. The contour method: Simple 2-D mapping of residual stresses. In Proceedings of the Sixth International Conference on Residual Stress, Oxford, UK, 10–12 July 2000; pp. 617–624. [Google Scholar]
- Schajer, G.S. Practical Residual Stress Measurement Methods; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Hosseinzadeh, F.; Bouchard, J.; Kowal, J. Towards good practice guidelines for the contour method of residual stress measurement. J. Eng. 2014, 51, 685–693. [Google Scholar] [CrossRef]
- Olson, M.D.; Dewald, A.T.; Prime, M.B.; Hill, M.R. Estimation of Uncertainty for Contour Method Residual Stress Measurements. Exp. Mech. 2014, 55, 577–585. [Google Scholar] [CrossRef]
- Shin, S.H. FEM Analysis of Plasticity-Induced Error on Measurement of Welding Residual Stress by the Contour Method. J. Mech. Sci. Technol. 2005, 19, 1885–1890. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Gibmeier, J.; Brunotte, K.; Wester, H.; Simon, N.; Kock, C. Investigations on Residual Stresses Within Hot-Bulk-Formed Components Using Process Simulation and the Contour Method. Metals 2021, 11, 566. [Google Scholar] [CrossRef]
- Sun, Y.L.; Roy, M.J.; Vasileiou, A.N. Evaluation of Errors Associated with Cutting-Induced Plasticity in Residual Stress Measurements Using the Contour Method. Exp. Mech. 2017, 57, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Achouri, A.; Hosseinzadeh, F.; Bouchard, P.J. The incremental contour method using asymmetric stiffness cuts. Mater. Des. 2020, 197, 109268. [Google Scholar] [CrossRef]
- Saukkonen, T.; Aalto, M.; Virkkunen, I.; Ehrnstén, U.; Hänninen, H. Plastic Strain and Residual Stress Distributions in an AISI 304 Stainless Steel BWR Pipe Weld; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011. [Google Scholar]
- Hicks, T.G.; Mabe, W.R.; Miller, J.R.; Mullen, J.V. Evaluation of Residual Stresses Induced by Repairs to Small Diameter Stainless Steel Pipe Welds. In Proceedings of the ASME 2015 Pressure Vessels and Piping Conference, Boston, MA, USA, 19–23 July 2015. [Google Scholar]
- Rogalski, G.; Świerczyńska, A.; Landowski, M.; Fydrych, D. Mechanical and Microstructural Characterization of TIG Welded Dissimilar Joints between 304L Austenitic Stainless Steel and Incoloy 800HT Nickel Alloy. Metals 2020, 10, 559. [Google Scholar] [CrossRef]
- Dokme, F.; Kulekci, M.; Esme, U. Microstructural and Mechanical Characterization of Dissimilar Metal Welding of Inconel 625 and AISI 316L. Metals 2018, 8, 797. [Google Scholar] [CrossRef] [Green Version]
- Smith, M.; Levesque, J.B.; Bichler, L. Residual stress analysis in linear friction welded in-service Inconel 718 superalloy via neutron diffraction and contour method approaches. Mater. Sci. Eng. 2017, 691, 168–179. [Google Scholar] [CrossRef]
- Prakash, C.; Krolczyk, G.; Singh, S.; Pramanik, A. (Eds.) Advances in Metrology and Measurement of Engineering Surfaces; Select Proceedings of ICFMMP; Springer: Singapore, 2021. [Google Scholar]
- Lei, Z.; Zou, J.; Wang, D. Finite-element inverse analysis of residual stress for laser welding based on a contour method. Opt. Laser Technol. 2020, 129, 106289. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Base Material | Outer Radius, R0 (mm) | Wall Thickness, t (mm) | Length, L (mm) |
|---|---|---|---|---|
| Main pipe | Z2CND18.12N | 168.3 | 18.26 | 335 |
| Branch pipe | Z2CND18.12N | 60 | 21.5 | 60 |
| Weld Type | Peak Current (A) | Base Current (A) | Voltage (V) | Duration (ms) | Pulse Width (s) | Diameter of the Wire (mm) | Welding Speed (mm·min−1) |
|---|---|---|---|---|---|---|---|
| MMA | – | 90 | 20 | – | – | 3.2 | 150 |
| TIG | 220 | 154 | 9 | 0.2 | 0.2 | 0.9 | 110 |
| Z2CND18.12N | element | C | Si | Mn | P | S | Cr | Ni | Mo |
| content/% | 0.027 | 0.42 | 1.22 | 0.005 | 0.002 | 18.48 | 9.98 | 0.193 | |
| ER316L | element | C | Si | Mn | P | S | Cr | Ni | Mo |
| content/% | 0.016 | 0.50 | 1.86 | 0.030 | 0.006 | 18.92 | 10.69 | 1.25 | |
| ERNiCRFe-7A | element | C | Si | Mn | P | S | Cr | Ni | Mo |
| content/% | 0.038 | 0.40 | 0.5 | 0.013 | 0.009 | 29.64 | balance | 0.017 | |
| element | Cu | Fe | Ti | Al | Nb | B | Zr | Co | |
| content/% | 0.013 | 10.14 | 0.067 | 0.072 | 1.69 | 0.0016 | 0.0006 | 0.016 |
| Material | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|
| Z2CND18.12N | 200 | 0.3 |
| ER316L | 200 | 0.3 |
| ERNiCrFe-7A | 203 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chu, Q.; Kong, X.; Tan, W. Introducing Compressive Residual Stresses into a Stainless-Steel T-Pipe Joint by an Overlay Weld. Metals 2021, 11, 1109. https://doi.org/10.3390/met11071109
Chu Q, Kong X, Tan W. Introducing Compressive Residual Stresses into a Stainless-Steel T-Pipe Joint by an Overlay Weld. Metals. 2021; 11(7):1109. https://doi.org/10.3390/met11071109
Chicago/Turabian StyleChu, Qibao, Xiaofei Kong, and Wei Tan. 2021. "Introducing Compressive Residual Stresses into a Stainless-Steel T-Pipe Joint by an Overlay Weld" Metals 11, no. 7: 1109. https://doi.org/10.3390/met11071109
APA StyleChu, Q., Kong, X., & Tan, W. (2021). Introducing Compressive Residual Stresses into a Stainless-Steel T-Pipe Joint by an Overlay Weld. Metals, 11(7), 1109. https://doi.org/10.3390/met11071109