
Inverse Identification of the Ductile Failure Law for Ti6Al4V Based on Orthogonal Cutting Experimental Outcomes

 , ,
, ,  and
and
Abstract
:
1. Introduction
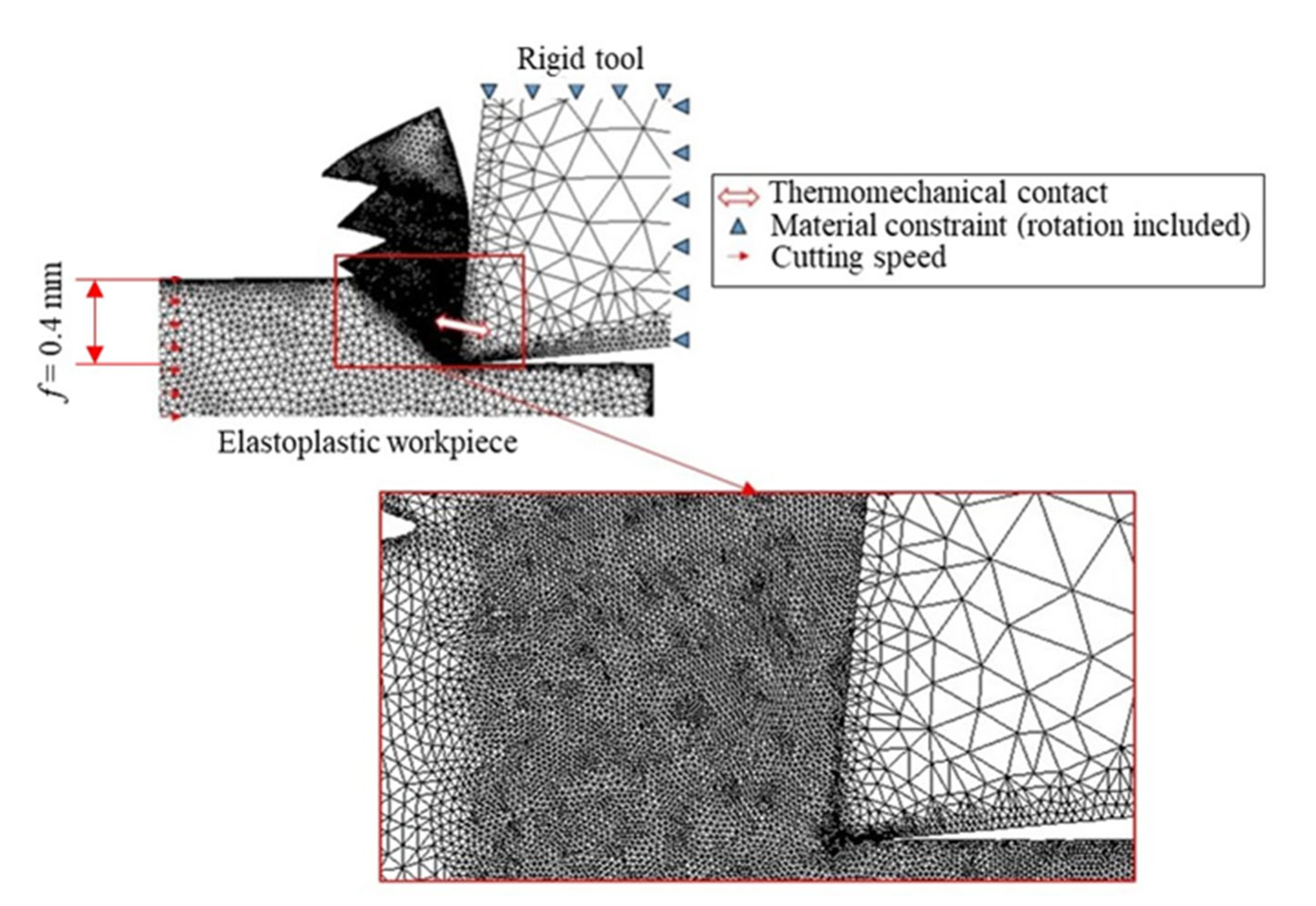
2. Finite Element Model
3. Experimental Set-Up
4. Results
5. Discussion
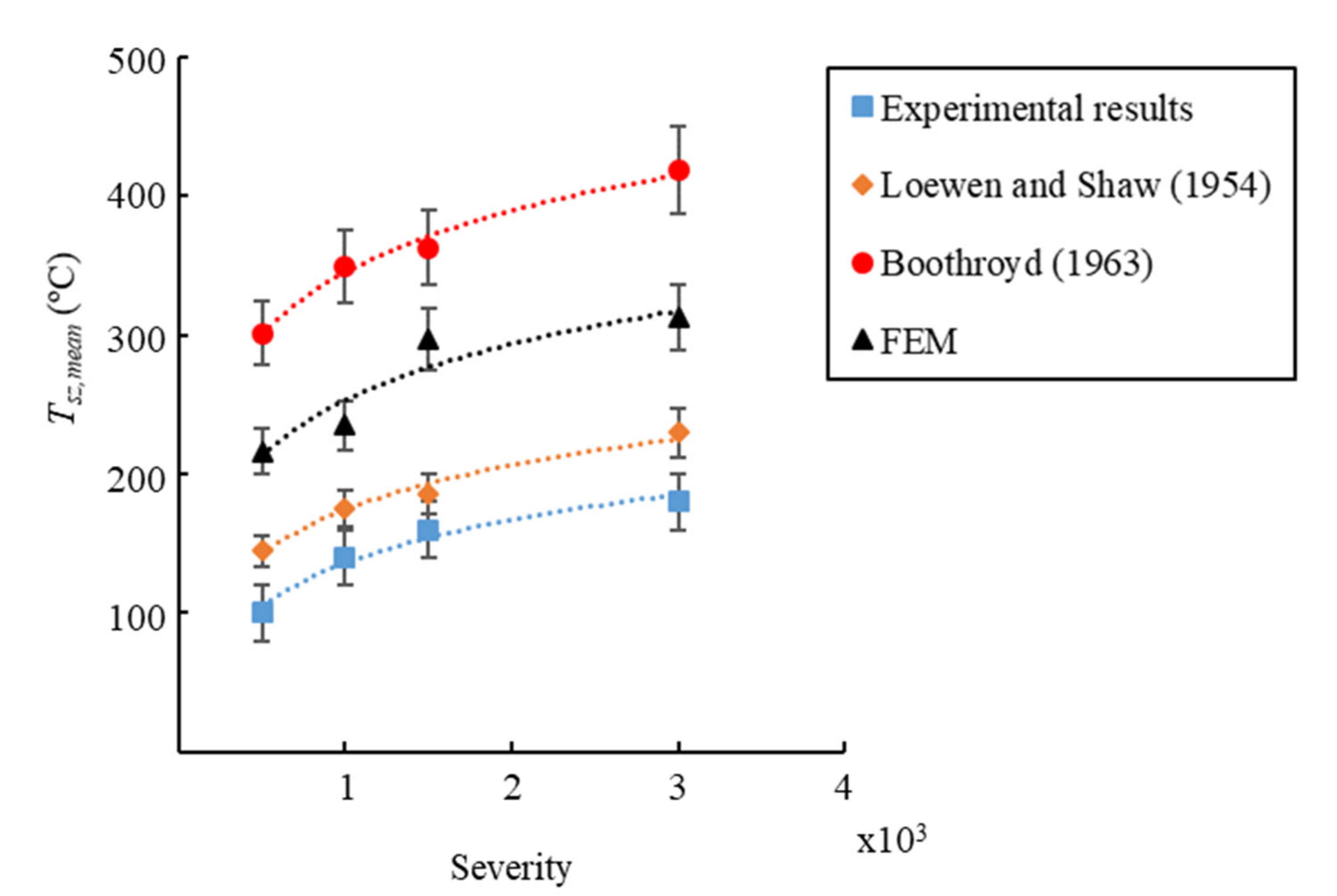
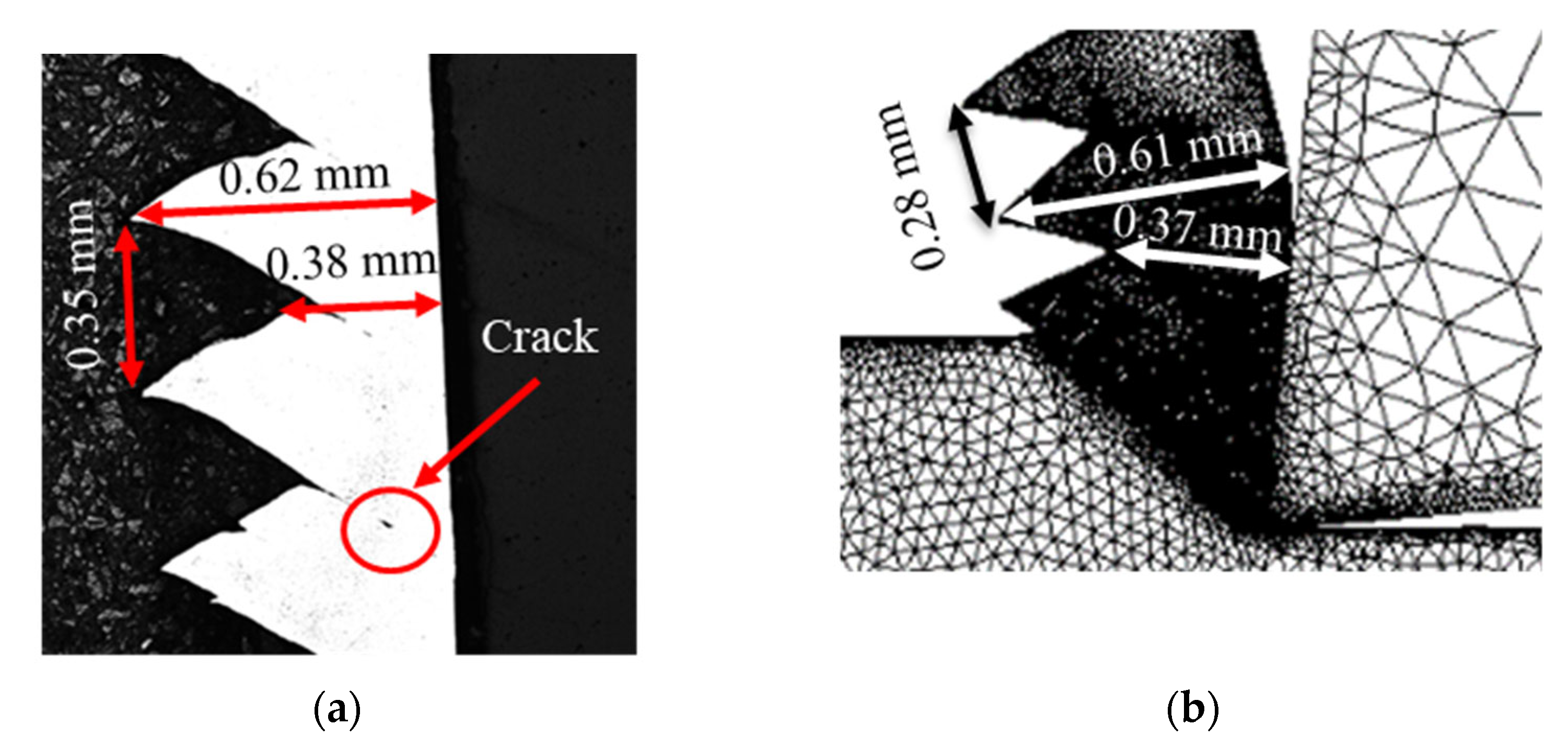
5.1. Model Validation
5.2. Ductile Failure Model Validation
6. Inverse Approach
7. Conclusions
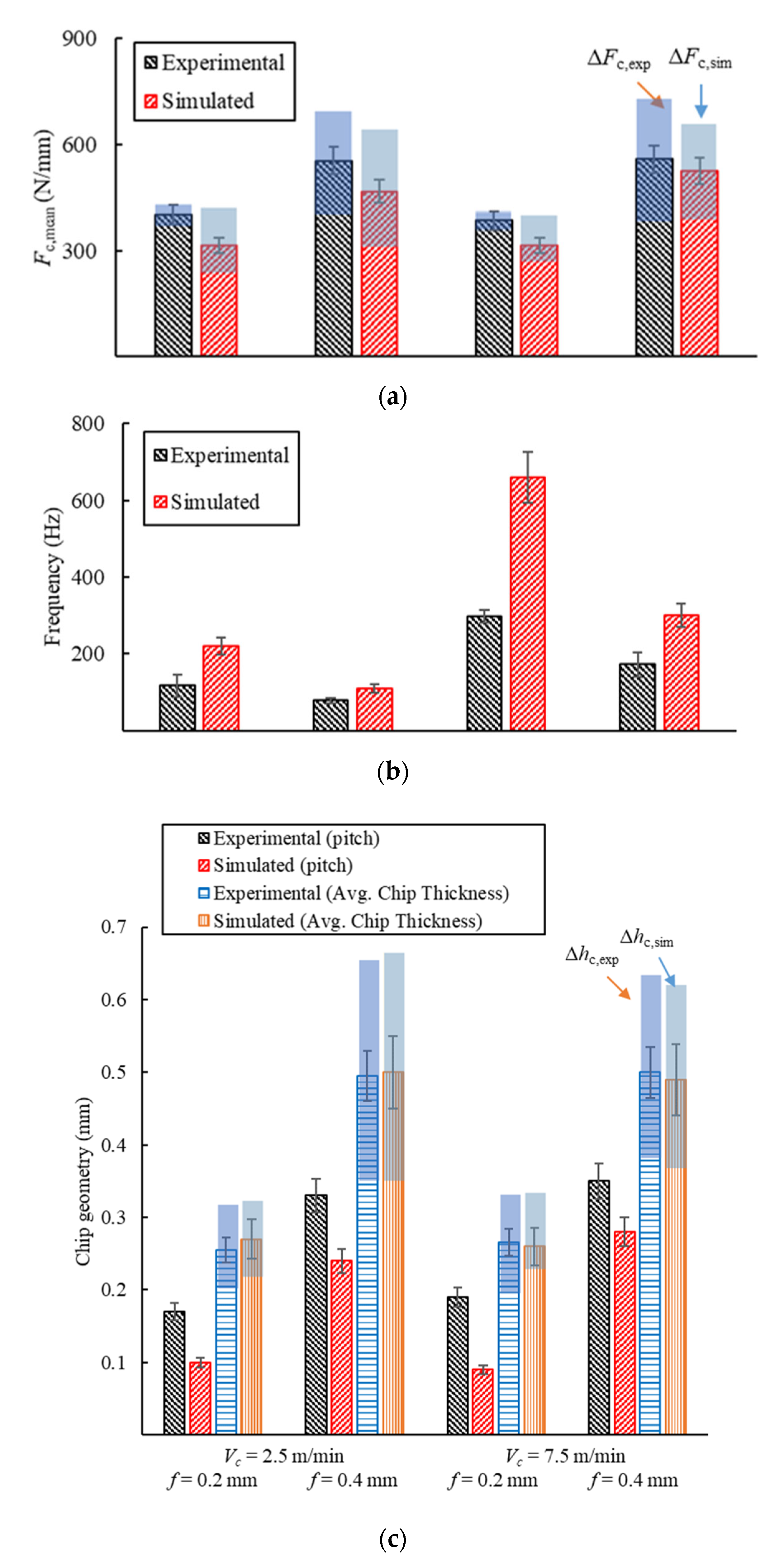
- The numerical model employed is able to reproduce chip segmentation and to simulate forces and the shape of thermal fields accurately. Therefore, the ductile failure model implemented reproduced the physical phenomena occurring during cutting.
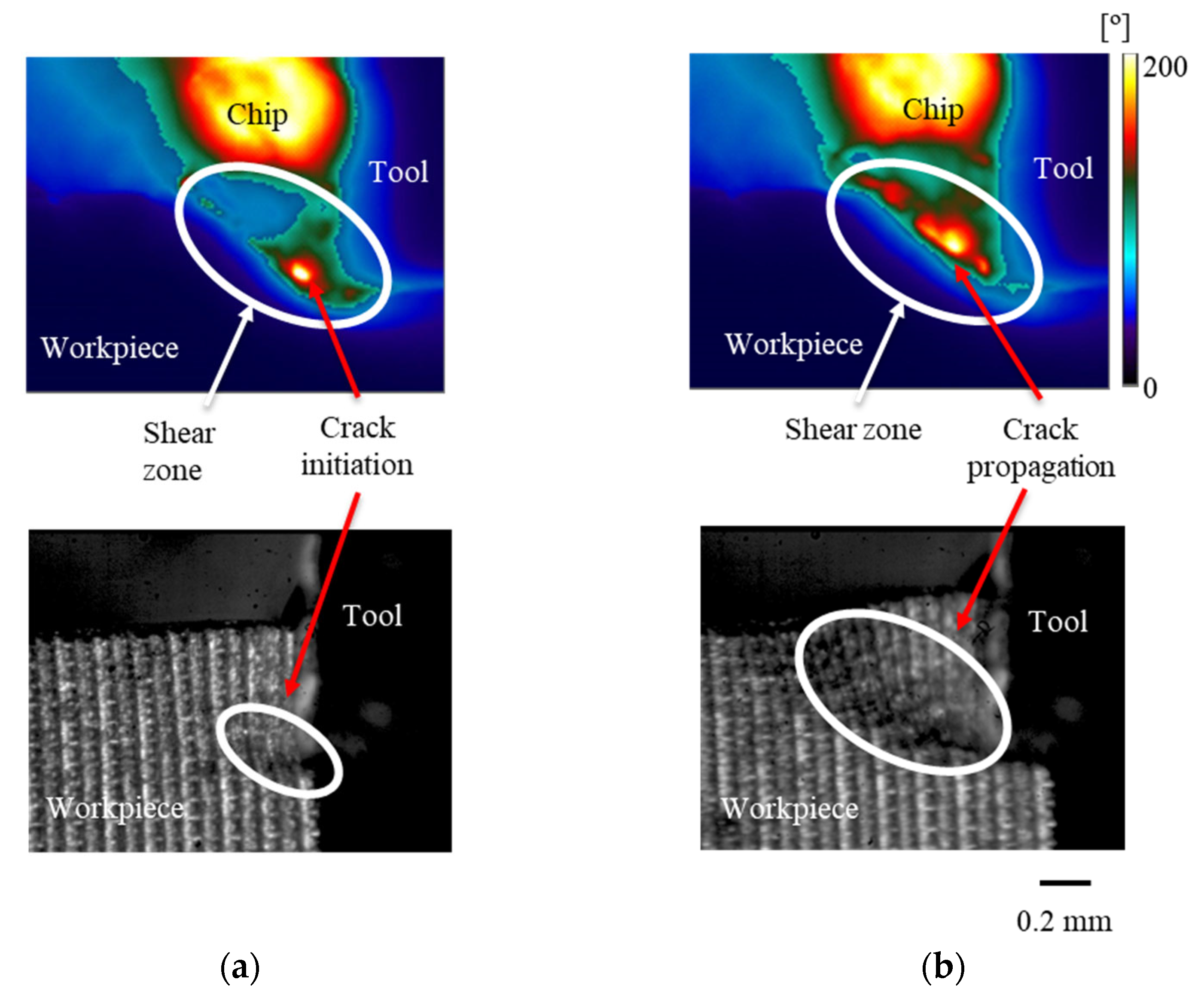
- It was observed that at low cutting speeds, the crack starts close to the tool and then suddenly spreads to the rest of the shear zone, causing drastic failure and proving the lack of ductility of the material. This plastic work is transformed into heat, causing a sudden temperature rise observable by the thermal camera.
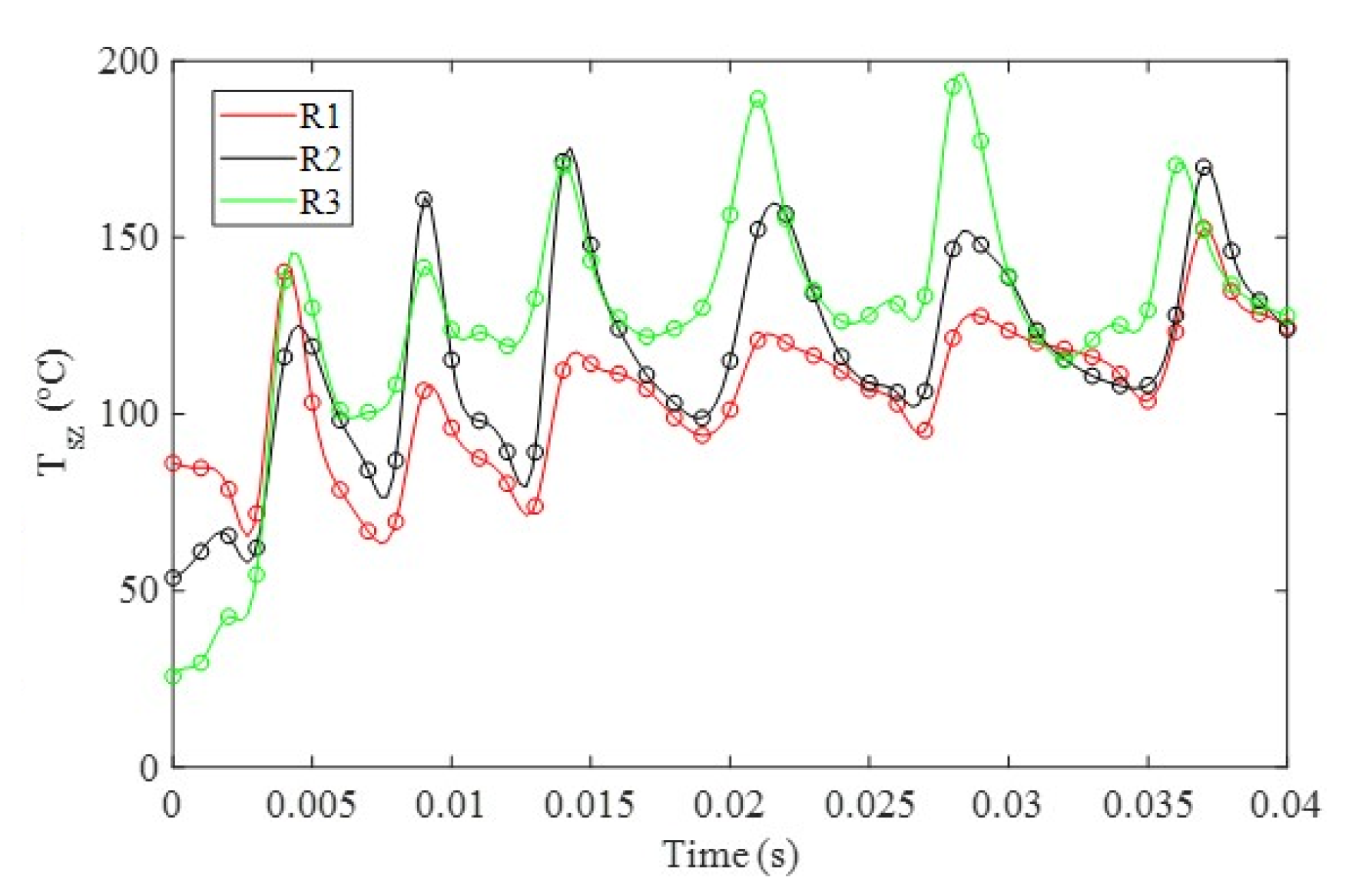
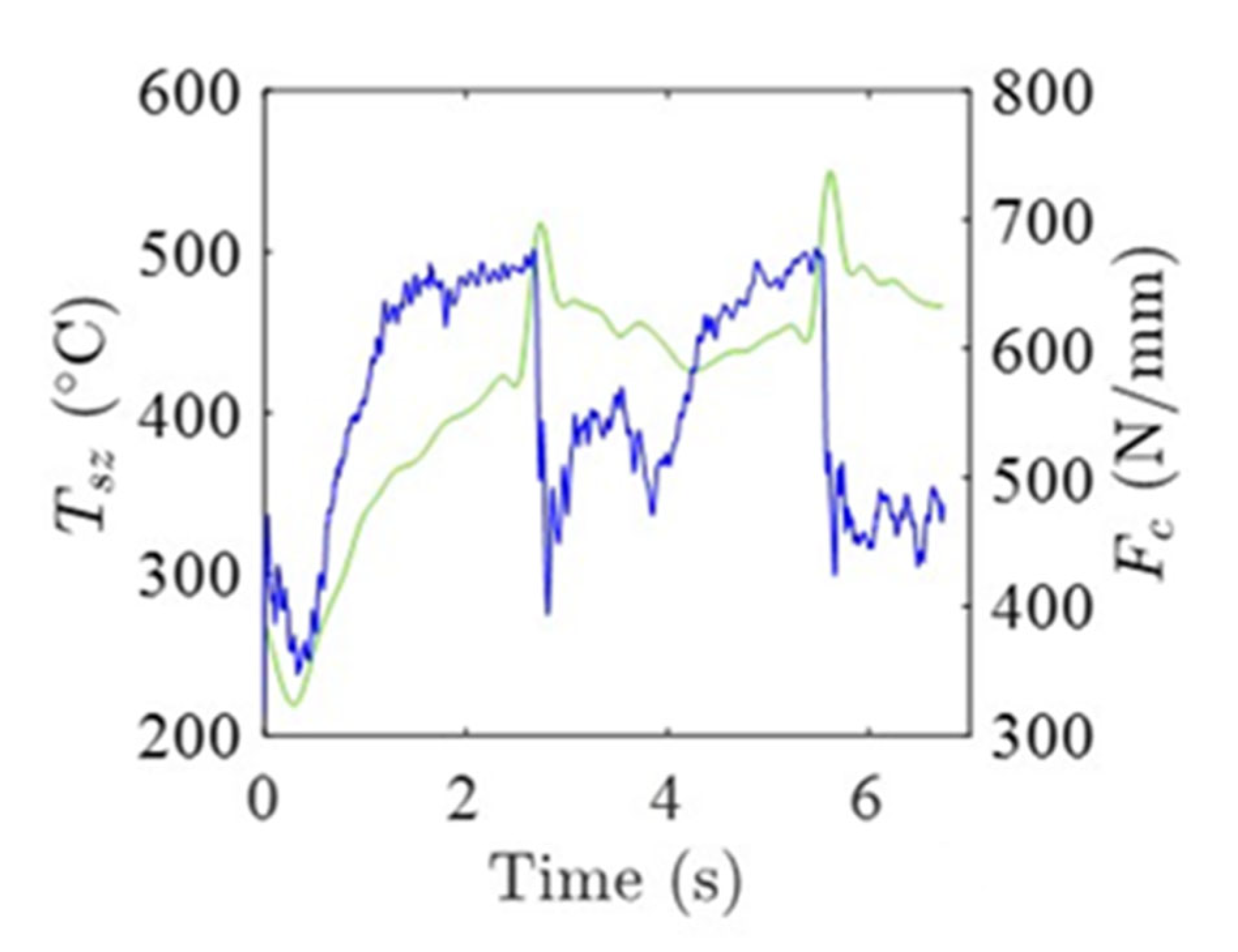
- Chip segmentation produced during machining of Ti6Al4V leads to the oscillation of relevant outcomes such as cutting forces, chip thickness and workpiece temperature.
- The oscillation frequency was observed to be equal based on cutting force and workpiece temperature measurements while signals were in counterphase. This frequency is identified as an interesting input to be considered so as to optimize the numerical model.
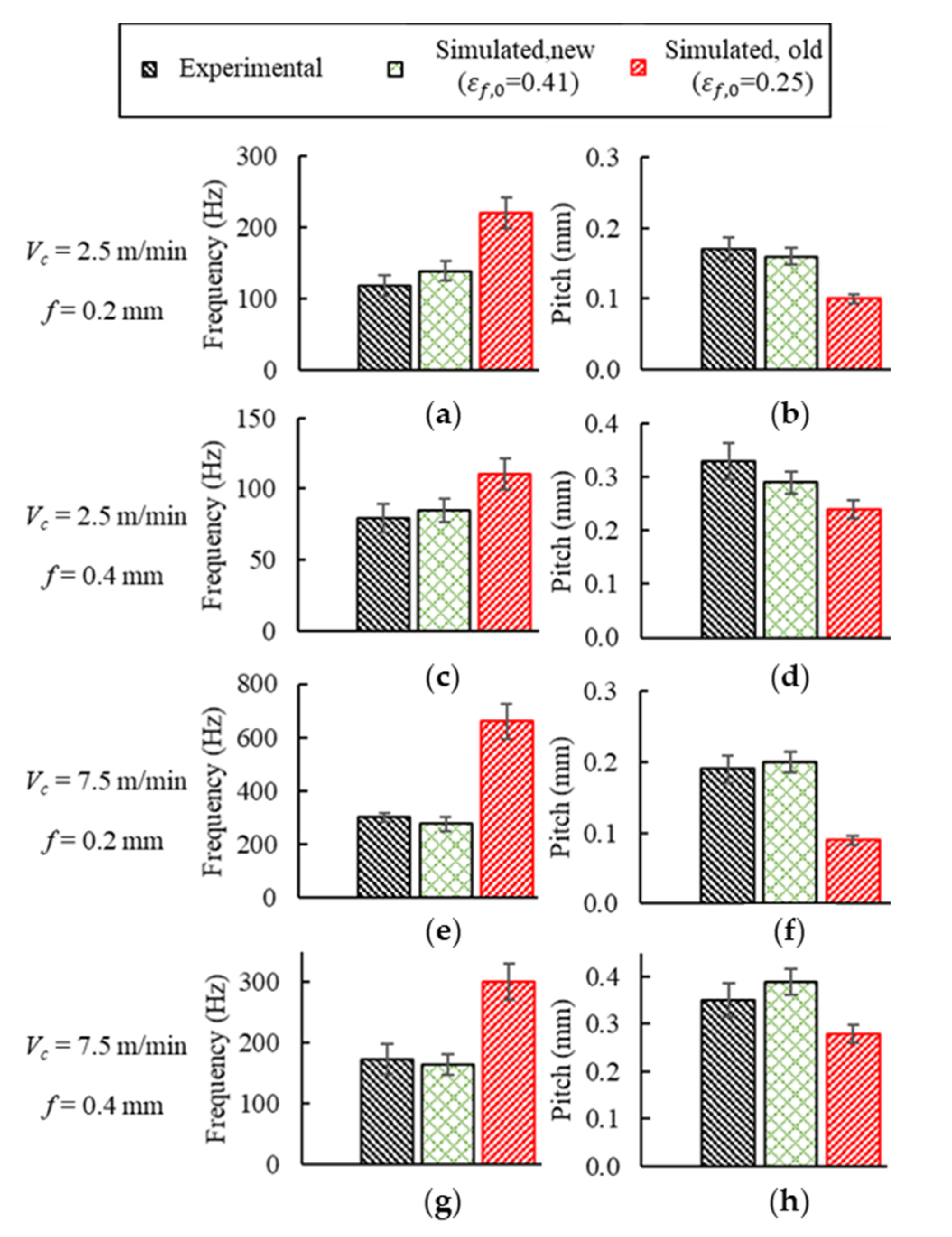
- The ductile failure law was optimized by using inverse methodology by optimizing the parameter εf,0, reducing the error in the frequency prediction from more than 100% to less than 10% in the worst case, maintaining the accuracy in the rest of the predictions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ezugwu, E. Key improvements machining Difficult-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367. [Google Scholar] [CrossRef]
- Ivester, R.W.; Kennedy, M.; Davies, M.; Stevenson, R.; Thiele, J.; Furness, R.; Athavale, S. Assessment machining models: Progress report. Mach. Sci. Technol. 2000, 4, 511–538. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Özel, T.; Umbrello, D.; Davies, M.; Jawahir, I. Recent advances modelling Metal machining Processes. CIRP Ann. 2013, 62, 695–718. [Google Scholar] [CrossRef]
- Melkote, S.N.; Grzesik, W.; Outeiro, J.; Rech, J.; Schulze, V.; Attia, H.; Arrazola, P.-J.; M’Saoubi, R.; Saldana, C. Advances material Friction data modelling Metal machining. CIRP Ann. 2017, 66, 731–754. [Google Scholar] [CrossRef] [Green Version]
- Harzallah, M.; Pottier, T.; Senatore, J.; Mousseigne, M.; Germain, G.; Landon, Y. Numerical experimental investigations Ti6Al4V chip Generation thermo-mechanical couplings Orthogonal cutting. Int. J. Mech. Sci. 2017, 134, 189–202. [Google Scholar] [CrossRef] [Green Version]
- Hor, A.; Morel, F.; Lebrun, J.-L.; Germain, G. Modelling, identification application Phenomenological constitutive Laws large strain rate Temperature range. Mech. Mater. 2013, 64, 91–110. [Google Scholar] [CrossRef] [Green Version]
- Militzer, M.; Botton, G.; Chen, L.-Q.; Howe, J.; Sinclair, C.; Zurob, H. Phase transformations kinetics of ti-6al-4v during very fast heating using in-situ high-energy x-ray diffraction (HE-XRD). In Proceedings of the International Conference on Solid-Solid Phase Transformations in Inorganic Materials, Whistler, BC, Canada, 28 June–3 July 2015. [Google Scholar]
- Shrot, A.; Bäker, M. Is it Possible identify Johnson-Cook law parameters Machining simulations? Int. J. Mater. Form. 2010, 3, 443–446. [Google Scholar] [CrossRef]
- Pujana, J.; Arrazola, P.; M’saoubi, R.; Chandrasekaran, H. Analysis inverse identification Constitutive equations Applied orthogonal cutting process. Int. J. Mach. Tools Manuf. 2007, 47, 2153–2161. [Google Scholar] [CrossRef]
- Shrot, A.; Bäker, M. Determination Johnson–Cook parameters Machining simulations. Comput. Mater. Sci. 2012, 52, 298–304. [Google Scholar] [CrossRef]
- Daoud, M.; Jomaa, W.; Chatelain, J.F.; Bouzid, A. A machining Based methodology identify material constitutive lawFiniteelementSimulation. Int. J. Adv. Manuf. Technol. 2015, 77, 2019–2033. [Google Scholar] [CrossRef]
- Agmell, M.; Ahadi, A.; Ståhl, J.-E. Identification plasticity constants Orthogonal cutting inverse analysis. Mech. Mater. 2014, 77, 43–51. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Buchkremer, S. Inverse identification constitutive equation Inconel718 AISI 1045 FE machining Simulations. Procedia Cirp 2013, 8, 212–217. [Google Scholar] [CrossRef] [Green Version]
- Sartkulvanich, P.; Koppka, F.; Altan, T. Determination flow stress Metalcutting Simulation progress report. J. Mater. Process. Technol. 2004, 146, 61–71. [Google Scholar] [CrossRef]
- Razanica, S.; Malakizadi, A.; Larsson, R.; Cedergren, S.; Josefson, B. FE modeling simulation Machining Alloy718 based ductile continuum damage. Int. J. Mech. Sci. 2020, 171, 105375. [Google Scholar]
- Malakizadi, A.; Cedergren, S.; Sadik, I.; Nyborg, L. Inverse identification flow stress Metal cutting Process using Response Surface Methodology. Simul. Model. Pract. Theory 2016, 60, 40–53. [Google Scholar] [CrossRef]
- Hardt, M.; Schraknepper, D.; Bergs, T. Investigations Application Downhill Simplex Algorithm Inverse Determination Material Model Parameters FE-Machining Simulations. Simul. Model. Pract. Theory 2021, 107, 102214. [Google Scholar] [CrossRef]
- Franchi, R.; Del Prete, A.; Umbrello, D. Inverse analysis Procedure determine flow stress Friction data finite element modeling Machining. Int. J. Mater. Form. 2017, 10, 685–695. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, X.; Ding, H. Inverse identification material plastic constitutive parameters based DIC determined Workpiece deformation Fields orthogonal cutting. Procedia CIRP 2018, 71, 134–139. [Google Scholar] [CrossRef]
- Zhang, X.-M.; Zhang, K.; Zhang, D.; Outeiro, J.; Ding, H. New In Situ Imaging Based Methodology Identify Material Constitutive Model Coefficients Metal Cutting Process. J. Manuf. Sci. Eng. 2019, 141. [Google Scholar] [CrossRef] [Green Version]
- Thimm, B.; Steden, J.; Reuber, M.; Christ, H.-J. Using Digital Image Correlation Measurements Inverse Identification Constitutive Material Parameters applied Metal Cutting Simulations. Procedia CIRP 2019, 82, 95–100. [Google Scholar] [CrossRef]
- Davies, M.; Ueda, T.; M’saoubi, R.; Mullany, B.; Cooke, A. On measurement Temperature material removal processes. CIRP Ann. 2007, 56, 581–604. [Google Scholar] [CrossRef]
- Sutter, G.; Faure, L.; Molinari, A.; Ranc, N.; Pina, V. An experimental Technique measurement Temperature fields orthogonal cutting High speed Machining. Int. J. Mach. Tools Manuf. 2003, 43, 671–678. [Google Scholar] [CrossRef] [Green Version]
- Soler, D.; Aristimuño, P.; Saez-de-Buruaga, M.; Garay, A.; Arrazola, P. New calibration Method measure rake face temperature Tool dry orthogonal cutting using thermography. Appl. Therm. Eng. 2018, 137, 74–82. [Google Scholar] [CrossRef]
- Dinc, C.; Lazoglu, I.; Serpenguzel, A. Analysis thermal fields Orthogonal machining infrared imaging. J. Mater. Process. Technol. 2008, 198, 147–154. [Google Scholar] [CrossRef]
- Heigel, J.C.; Whitenton, E.; Lane, B.; Donmez, M.A.; Madhavan, V.; Moscoso-Kingsley, W. Infrared measurement temperature Tool–chip interface While machining Ti–6Al–4V. J. Mater. Process. Technol. 2017, 243, 123–130. [Google Scholar] [CrossRef] [Green Version]
- Sutter, G.; Ranc, N. Temperature fields chip High speed Orthogonal cutting—An Experimental investigation. Int. J. Mach. Tools Manuf. 2007, 47, 1507–1517. [Google Scholar] [CrossRef] [Green Version]
- Zhang, F.; Yu, K.; Zhang, K.; Liu, Y.; Xu, K.; Liu, Y. An emissivity Measurement apparatus infrared spectrum. Infrared Phys. Technol. 2015, 73, 275–280. [Google Scholar] [CrossRef]
- Harzallah, M.; Pottier, T.; Gilblas, R.; Landon, Y.; Mousseigne, M.; Senatore, J. Thermomechanical coupling Investigation Ti-6Al-4V orthogonal cutting: Experimental Numerical confrontation. Int. J. Mech. Sci. 2020, 169, 105322. [Google Scholar] [CrossRef]
- Cotterell, M.; Ares, E.; Yanes, J.; López, F.; Hernandez, P.; Peláez, G. Temperature Strain Measurement Chip Formation Orthogonal Cutting Conditions Applied Ti6Al4V. Procedia Eng. 2013, 63, 922–930. [Google Scholar] [CrossRef] [Green Version]
- Jawahir, I.; Brinksmeier, E.; M’saoubi, R.; Aspinwall, D.; Outeiro, J.; Meyer, D.; Umbrello, D.; Jayal, A. Surface integrity material removal processes: Recent advances. CIRP Ann. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Komanduri, R.; Hou, Z. A review experimental techniques Measurement heat Temperatures generated some manufacturing processes Tribology. Tribol. Int. 2001, 34, 653–682. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.-M. High performance Cutting advanced aerospace alloys Composite materials. CIRP Ann. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced Surface integrity titanium Nickel alloys A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Childs, T.H.; Arrazola, P.-J.; Aristimuno, P.; Garay, A.; Sacristan, I. Ti6Al4V metal Cutting chip Formation experiments modelling Wide range cutting speeds. J. Mater. Process. Technol. 2018, 255, 898–913. [Google Scholar] [CrossRef] [Green Version]
- Ye, G.; Jiang, M.; Xue, S.; Ma, W.; Dai, L. On instability Chip flow high-speed machining. Mech. Mater. 2018, 116, 104–119. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Material constitutive Model chip separation criterion influence Modeling Ti6Al4V machining Experimental validation strictly orthogonal cutting condition. Int. J. Mech. Sci. 2016, 107, 136–149. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hosseini, A. Machining Difficult-Cut Materials; Springer: Berlin, Germany, 2019. [Google Scholar]
- Elbestawi, M.; Srivastava, A.; El-Wardany, T. A model chip formation Machining hardened steel. CIRP Ann. 1996, 45, 71–76. [Google Scholar] [CrossRef]
- Ortiz-de-Zarate, G.; Sela, A.; Soriano, D.; Soler, D.; Aristimuño, P.; Arrazola, P. Influence chip segmentation Ti64 topography Machined surface. In Proceedings of the AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2019; Volume 2113, p. 080022. [Google Scholar]
- Ortiz-de-Zarate, G.; Sela, A.; Ducobu, F.; Saez-de-Buruaga, M.; Soler, D.; Childs, T.; Arrazola, P. Evaluation different flow stress laws coupled Physical based Ductile failure Criterion modelling Chip formation Process Ti-6Al-4VBroachingconditions. Procedia CIRP 2019, 82, 65–70. [Google Scholar] [CrossRef]
- Ortiz-de-Zarate, G.; Sela, A.; Madariaga, A.; Childs, T.; Arrazola, P. Sensitivity analysis input parameters Physical based Ductile failure Model Ti-6Al-4V Prediction surface integrity. Procedia CIRP 2020, 87, 533–538. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics three metals subjected Various strains, Strain rates, Temperatures pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Wilkins, M.; Streit, R.; Reaugh, J. Cumulative Strain Damage Model Ductile Fracture: Simulation Prediction Engineering Fracture Tests; Science Applications, Inc.: San Diego, CA, USA, 1980. [Google Scholar]
- Wierzbicki, T.; Xue, L. On Effect Third Invariant Stress Deviator Ductile Fracture; Impact and Crashworthiness Laboratory: Cambridge, MA, USA, 2005; Volume 136. [Google Scholar]
- Lian, J.; Sharaf, M.; Archie, F.; Münstermann, S. A hybrid Approach modelling Plasticity failure behaviour Advanced high Strength steel Sheets. Int. J. Damage Mech. 2013, 22, 188–218. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On fracture Locus equivalent strain Stress triaxiality Space. Int. J. Mech. Sci. 2004, 46, 81–98. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On cut Value negative triaxiality Fracture. Eng. Fract. Mech. 2005, 72, 1049–1069. [Google Scholar] [CrossRef]
- Cheng, W.; Outeiro, J.; Costes, J.-P.; M’Saoubi, R.; Karaouni, H.; Astakhov, V. A constitutive Model Ti6Al4V considering State stress Strain rate Effects. Mech. Mater. 2019, 137, 103103. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Bai, Y.; Xu, C. Evaluation ductile fracture models Finite element Simulation metal cutting processes. J. Manuf. Sci. Eng. 2014, 136. [Google Scholar] [CrossRef]
- Loewen, E.G.; Shaw, M.C. On analysis Cutting tool Temperatures. Tras. ASME 1954, 76, 217. [Google Scholar]
- Miloševi, N.; Aleksi, I. Thermophysical properties solid phase Ti-6Al-4V alloy Wide temperature Range. Int. J. Mater. Res. 2012, 103, 707–714. [Google Scholar] [CrossRef]
- Bai, W.; Sun, R.; Roy, A.; Silberschmidt, V.V. Improved analytical Prediction chip formation Orthogonal cutting titanium alloy Ti6Al4V. Int. J. Mech. Sci. 2017, 133, 357–367. [Google Scholar] [CrossRef] [Green Version]
- Boothroyd, G. Temperatures orthogonal metal cutting. Proc. Inst. Mech. Eng. 1963, 177, 789–810. [Google Scholar]
- Budak, E.; Altintas, Y.; Armarego, E. Prediction milling force coefficients Orthogonal cutting Data. J. Manuf. Sci. Eng. 1996, 118, 216–224. [Google Scholar] [CrossRef]
- Allahverdizadeh, N.; Gilioli, A.; Manes, A.; Giglio, M. An experimental numerical study Damage characterization Ti–6AL–4V titanium alloy. Int. J. Mech. Sci. 2015, 93, 32–47. [Google Scholar] [CrossRef]
- Hammer, J.T. Plastic Deformation Ductile Fracture Ti6Al4V Various Loading Conditions. Master’s Thesis, The Ohio State University, Columbus, OH, USA, 2012. [Google Scholar]
- Simha, C.H.M.; Williams, B.W. Modelingfailure Ti-6Al-4V using damage mechanics incorporating effects Anisotropy, rate temperature Strength. Int. J. Fract. 2016, 198, 101–115. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Predictive Models | Empirical | Analytical | Numerical | Hybrid |
|---|---|---|---|---|
| Advantages | Fast and direct estimation of industry parameters. Applicable to most machining operations | Fast prediction. | More accurate than analytical models. Direct estimation of industrial outcomes | Combines the strengths of other approaches |
| Drawbacks | Costly. Extensive experimentation. Valid only in the range of experimentation | Less accurate. Usually limited to 2D analyses | Long computational time. Reliability of material characterization | Needs extensive databases obtained by simulations and/or tests |
| Ref. | Fc − Ff | Tsz | hc | ∅ | lc | Other |
|---|---|---|---|---|---|---|
| [9] | ✓ | ✓ | ✓ | ✓ | Ttool | |
| [10] | ✓ | ✓ | ✓ | Tch | ||
| [11,12,13] | ✓ | ✓ | ||||
| [14] | ✓ | t | ||||
| [15,16] | ✓ | ✓ | ✓ | |||
| [17] | ✓ | ✓ | Ttool | |||
| [18] | ✓ | ✓ | ||||
| [19] | ✓ | ✓ | ✓ | |||
| [20,21] | ✓ | - |
| Ref. | Material | Flow Stress Law | Ductile Failure Law | Friction Law |
|---|---|---|---|---|
| [10] | AISI52100 | ✓ | ||
| [12] | AISI4140 | ✓ | ||
| [9] | 42CrMo4, 20NiCrMo | ✓ | ||
| [14] | AISIH13, AISI1045, AISI P20 | ✓ | ||
| [11] | Al2024-T3, Al6061-T6, Al6082-T6 | ✓ | ||
| [16] | Inconel 718, AISI 1080, Al6082-T6 | ✓ | ||
| [13] | Inconel 718, AISI 1045 | ✓ | ✓ | |
| [17] | AISI 1045 | ✓ | ||
| [18] | SAF 2507, AISI 316 | ✓ | ✓ | |
| [19] | Al6061-T4 | ✓ | ||
| [20] | NAB Alloy | ✓ | ||
| [15] | Inconel 718 | ✓ | ✓ | |
| [21] | AISI 1045 | ✓ |
| A (MPa) | B (MPa) | C | n | (s−1) | Tmelt (°C) | m |
| 1130 | 530 | 0.0165 | 0.39 | 1 | 1650 | 0.61 |
| a | c | TL (°C) | TU (°C) | ||
|---|---|---|---|---|---|
| 0.25 | 0.0012 | −1.5 | 1 | 600 | 700 |
| Tool | Ref. | TPUN 160308 |
|---|---|---|
| Rake angle, (°) | 6 | |
| Clearance angle, (°) | 5 | |
| Coating | Uncoated | |
| Edge radius, (µm) | 25 | |
| Cutting conditions | Cutting speed, Vc (m/min) | 2.5 and 7.5 |
| Feed, f (mm) | 0.2 and 0.4 | |
| Width, w (mm) | 4 | |
| Lubrication | Type | Dry |
| Workpiece | Material | Ti6Al4V |
| Element | V | Al | Fe | C | O | N | Ti |
|---|---|---|---|---|---|---|---|
| Weight (%) | 4.05 | 6.36 | 0.16 | 0.015 | 0.019 | 0.006 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sela, A.; Soler, D.; Ortiz-de-Zarate, G.; Germain, G.; Ducobu, F.; Arrazola, P.J. Inverse Identification of the Ductile Failure Law for Ti6Al4V Based on Orthogonal Cutting Experimental Outcomes. Metals 2021, 11, 1154. https://doi.org/10.3390/met11081154
Sela A, Soler D, Ortiz-de-Zarate G, Germain G, Ducobu F, Arrazola PJ. Inverse Identification of the Ductile Failure Law for Ti6Al4V Based on Orthogonal Cutting Experimental Outcomes. Metals. 2021; 11(8):1154. https://doi.org/10.3390/met11081154
Chicago/Turabian StyleSela, Andrés, Daniel Soler, Gorka Ortiz-de-Zarate, Guénaël Germain, François Ducobu, and Pedro J. Arrazola. 2021. "Inverse Identification of the Ductile Failure Law for Ti6Al4V Based on Orthogonal Cutting Experimental Outcomes" Metals 11, no. 8: 1154. https://doi.org/10.3390/met11081154