
High-Strain Deformation and Spallation Strength of 09CrNi2MoCu Steel Obtained by Direct Laser Deposition

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure and Mechanical Properties under Static Loads
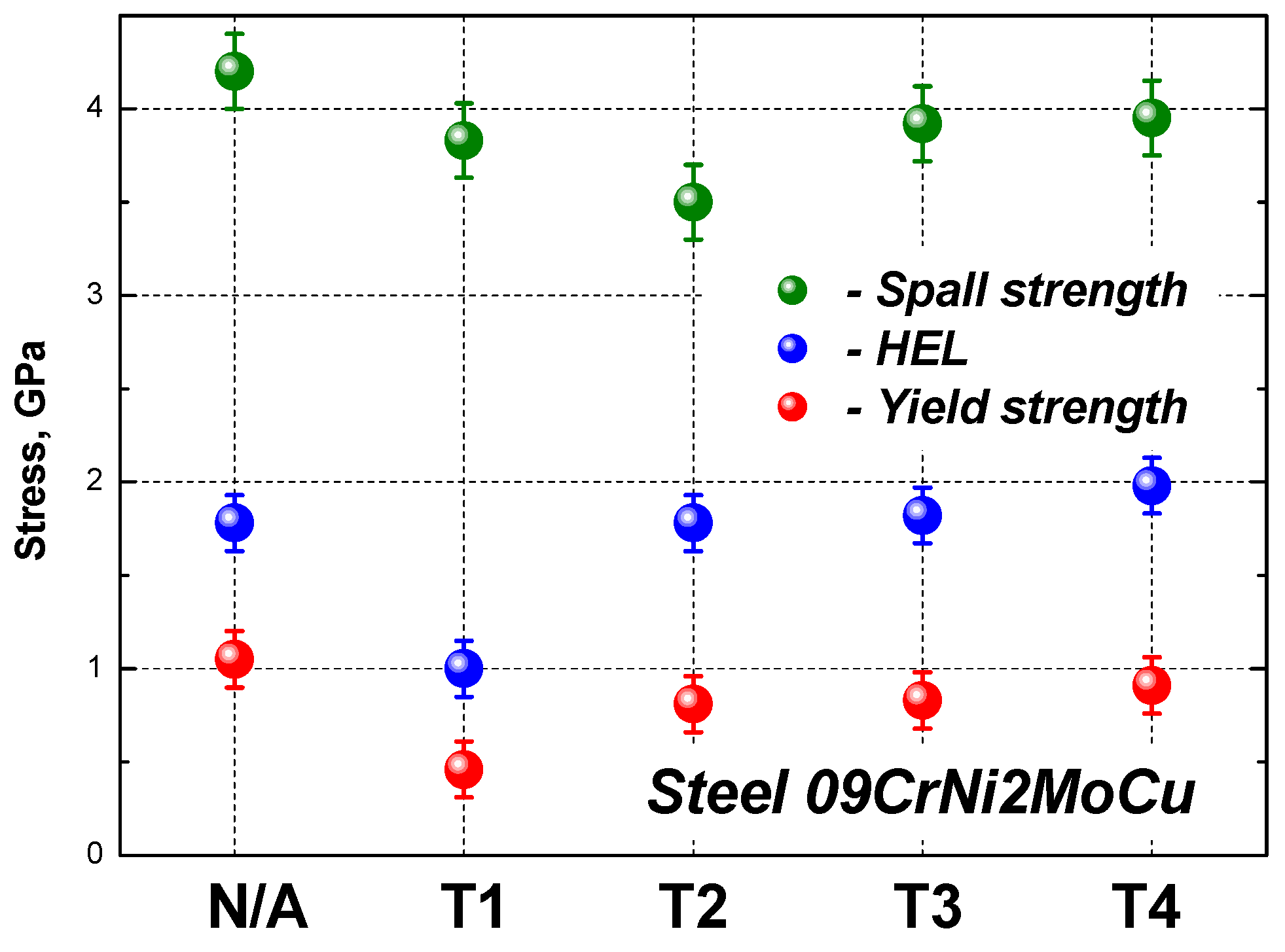
3.2. Strength Properties under Shock Loading
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kuznetsov, M.; Turichin, G.; Silevich, V.; Ochkasov, V.; Sorokin, A. Research of technological possibility of increasing erosion resistance rotor blade using laser cladding. Procedia Manuf. 2019, 36, 163–175. [Google Scholar] [CrossRef]
- Mendagaliyev, R.; Turichin, G.A.; Klimova-Korsmik, O.G.; Zotov, O.G.; Eremeev, A.D. Microstructure and Mechanical Properties of Laser Metal Deposited Cold-Resistant Steel for Arctic Application. Procedia Manuf. 2019, 36, 249–255. [Google Scholar] [CrossRef]
- Toloui, M.; Militzer, M. Phase field modeling of the simultaneous formation of bainite and ferrite in TRIP steel. Acta Mater. 2018, 144, 786–800. [Google Scholar] [CrossRef]
- Korsmik, R.; Tsybulskiy, I.; Rodionov, A.; Klimova-Korsmik, O.; Gogolukhina, M.; Ivanov, S.; Zadykyan, G.; Mendagaliev, R. The approaches to design and manufacturing of large-sized marine machinery parts by direct laser deposition. Procedia CIRP. 2020, 94, 298–303. [Google Scholar] [CrossRef]
- Mendagaliyev, R.V.; Zadykyan, G.G.; Davletshin, A.O.; Mukashev, T.; Rashkovets, M. Direct laser deposition of cold-resistant steels for Arctic shelf development. Mater. Today Proc. 2020, 30, 707–711. [Google Scholar] [CrossRef]
- Babkin, K.; Zemlyakov, E.; Ivanov, S.; Vildanov, A.; Topalov, I.; Turichin, G. Distortion prediction and compensation in direct laser deposition of large axisymmetric Ti-6Al-4Vpart. Procedia CIRP. 2020, 94, 357–361. [Google Scholar] [CrossRef]
- Ponnusamy, P.; Sharma, B.; Masood, S.H.; Rashid, R.R.; Rashid, R.; Palanisamy, S.; Ruan, D. A study of tensile behavior of SLM processed 17-4PH stainless steel. Mater. Today Proc. 2021, 45, 4531–4534. [Google Scholar] [CrossRef]
- Roth, C.C.; Tancogne-Dejean, T.; Mohr, D. Plasticity and fracture of cast and SLM AlSi10Mg: High-through put testing and modeling. Addit. Manuf. 2021, 43, 101998. [Google Scholar]
- Sklyar, M.O.; Turichin, G.A.; Klimova, O.G.; Zotov, O.G.; Topalov, I.K. Microstructure of 316L stainless steel components produced by direct laser deposition. Steel Transl. 2016, 46, 883–887. [Google Scholar] [CrossRef]
- Yao, Y.; Huang, Y.; Chen, B.; Tan, C.; Su, Y.; Feng, J. Influence of processing parameters and heat treatment on the mechanical properties of 18Ni300 manufactured by laser based directed energy deposition. Opt. Laser Technol. 2018, 105, 171–179. [Google Scholar] [CrossRef]
- Akbari, M.; Kovacevic, R. An investigation on mechanical and microstructural properties of 316L Sip arts fabricated by a robotized laser/wire direct metal deposition system. Addit. Manuf. 2018, 23, 487–497. [Google Scholar]
- Guan, T.; Chen, S.; Chen, X.; Liang, J.; Liu, C.; Wang, M. Effect of laser incident energy on microstructures and mechanical properties of 12CrNi2Y alloy steel by direct laser deposition. J. Mater. Sci. Technol. 2019, 35, 395–402. [Google Scholar] [CrossRef]
- Olasolo, M.; Uranga, P.; Rodriguez-Ibabe, J.M.; López, B. Effect of austenite microstructure and cooling rate on transformation characteristics in a low carbon Nb–V microalloyed steel. Mater. Sci. Eng. A 2011, 528, 2559–2569. [Google Scholar] [CrossRef]
- Zaretsky, E.; Stern, A.; Frage, N. Dynamic response of AlSi10Mg alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2017, 688, 364–370. [Google Scholar] [CrossRef]
- Laurençon, M.; De Resseguier, T.; Loison, D.; Baillargeat, J.; Ngnekou, J.D.; Nadot, Y. Effects of additive manufacturing on the dynamic response of AlSi10Mg to laser shock loading. Mater. Sci. Eng. A 2019, 748, 407–417. [Google Scholar] [CrossRef]
- Wise, J.L.; Adams, D.P.; Nishida, E.E.; Song, B.; Maguire, M.C.; Carroll, J.; Reedlunn, B.; Bishop, J.E.; Palmer, T.A. Comparative shock response of additively manufactured versus conventionally wrought 304L stainless steel. AIP Conf. Proc. 2017, 1793, 100015. [Google Scholar]
- Golosienko, S.A.; Motovilina, G.D.; Khlusova, E.I. Influence of the structure generated at hardening on properties of high-strength cold-resistant steel after tempering. Mater. Sci. Issues 2008, 1, 32–44. [Google Scholar]
- Stchastlivtsev, V.Ì.; Tabatchikova, T.I.; Jakovleva, I.L.; Egorova, L.J.; Vatutin, K.A.; Golosienko, S.A.; Kruglova, A.A.; Khlusova, E.I. Influence of thermo mechanical processing on structure and mechanical properties of ship-building steel 09XH2MDF grade. Mater. Sci. Issues 2008, 1, 20–32. [Google Scholar]
- Kanel, G.I.; Razorenov, S.V.; Utkin, A.V.; Fortov, V.E. Shock-Wave Phenomenain Condensed Matter; Yanus, K.M., Ed.; Springer: Berlin/Heidelberg, Germany, 1996; p. 407. [Google Scholar]
- Kanel, G.I.; Zaretsky, E.B.; Razorenov, S.V.; Ashitkov, S.I.; Fortov, V.E. Unusual plasticity and strength of metals at ultra-short load durations. Phys. Uspekhi. 2017, 60, 490–508. [Google Scholar] [CrossRef] [Green Version]
- Barker, L.M.; Hollenbach, R.E. Laser interferometer for measuring high velocities of any reflecting surface. J. Appl. Phys. 1972, 43, 4669–4675. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Color Metallography. Metallogr. Microstruct. 2004, 9, 493–512. [Google Scholar]
- Zhou, Y.; Jia, T.; Zhang, X.; Liu, Z.; Misra, R.D.K. Investigation on tempering of granular bainite in an offshore platform steel. Mater. Sci. Eng. A 2015, 626, 352–361. [Google Scholar] [CrossRef]
- Li, C.; Duan, R.; Fu, W.; Gao, H.; Wang, D.; Di, X. Improvement of mechanical properties for low carbon ultra-high strength steel strengthened by Cu-rich multistructured precipitation via modification to bainite. Mater. Sci. Eng. A 2021, 817, 141337. [Google Scholar] [CrossRef]
- Kanel, G.I. Spall fracture: Methodological aspects, mechanism sand governing factors. Int. J. Fract. 2010, 163, 173–191. [Google Scholar] [CrossRef]
- Razorenov, S.V.; Garkushin, G.V.; Ignatova, O.N. Resistance to Dynamic Deformation and Fracture of Tantalum with Different Grain and Defect Structures. Phys. Solid State 2012, 54, 790–797. [Google Scholar] [CrossRef]
- Kanel, G.I. Shock Wave in Solid State Physics; Fizmatlit, M., Ed.; CRC Press: Boca Raton, FL, USA, 2018; p. 208. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Grade | C | Si | Mn | Cr | Ni | Mo | Cu | Al | Fe | Ca |
|---|---|---|---|---|---|---|---|---|---|---|
| 09CrNi2MoCu Powder | 0.08–0.11 | 0.17–0.37 | 0.30–0.70 | 0.30–0.70 | 1.80–2.20 | 0.35 | 0.40–0.70 | 0.01–0.05 | Bal. | 0.03 |
| No. Mode | Type of Treatment | Processing Mode |
|---|---|---|
| 1 | Rolled products | Hot rolling steel |
| T1 | Deposition sample | DLD |
| T2 | Stress relief annealing | 1. T = 550 °C, t = 30 min. followed by air cooling; |
| T3 | Annealing, quenching and tempering | 1. Annealing T = 550 °C, t = 30 min, air cooling; 2. Quenching T = 900 °C, t = 2 h, cooling in oil; 3. Tempering T = 600 °C, t = 4 h, cooling in the furnace; |
| T4 | Quenching and tempering | 1. Quenching in oil T = 900 °C, t = 2 h; 2. Tempering T = 600 °C, t = 4 h, cooling in the furnace. |
| Mode | Yield Strength (MPa) | Ultimate Strength (MPa) | Relative Elongation (%) |
|---|---|---|---|
| hot-roiled | 512.6 | 690.6 | 25.4 |
| T1 | 750.5 | 783.6 | 18.1 |
| T2 | 405.6 | 574.5 | 25.9 |
| T3 | 768.7 | 839.1 | 16.4 |
| T4 | 741.5 | 821.4 | 15.6 |
| No. | hsp, mm | himp, mm | Pmax, GPa | , 105c−1 | σHEL, GPa | Y, GPa | σsp, GPa | hsp, mm |
|---|---|---|---|---|---|---|---|---|
| 1 (N/A) | 2.0 | 0.43 | 5.1 | 2.1 | 1.78 | 0.95 | 4.2 | 0.39 |
| T1 | 2.01 | 0.43 | 5.12 | 2.3 | 1.0 | 0.46 | 3.83 | 0.35 |
| T2 | 1.97 | 0.43 | 4.96 | 1.7 | 1.78 | 0.81 | 3.5 | 0.45 |
| T3 | 2.03 | 0.46 | 5.25 | 2.0 | 1.82 | 0.83 | 3.92 | 0.42 |
| T4 | 1.96 | 0.46 | 5.69 | 2.2 | 1.98 | 0.91 | 3.95 | 0.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klimova-Korsmik, O.; Turichin, G.; Mendagaliyev, R.; Razorenov, S.; Garkushin, G.; Savinykh, A.; Korsmik, R. High-Strain Deformation and Spallation Strength of 09CrNi2MoCu Steel Obtained by Direct Laser Deposition. Metals 2021, 11, 1305. https://doi.org/10.3390/met11081305
Klimova-Korsmik O, Turichin G, Mendagaliyev R, Razorenov S, Garkushin G, Savinykh A, Korsmik R. High-Strain Deformation and Spallation Strength of 09CrNi2MoCu Steel Obtained by Direct Laser Deposition. Metals. 2021; 11(8):1305. https://doi.org/10.3390/met11081305
Chicago/Turabian StyleKlimova-Korsmik, Olga, Gleb Turichin, Ruslan Mendagaliyev, Sergey Razorenov, Gennady Garkushin, Andrey Savinykh, and Rudolf Korsmik. 2021. "High-Strain Deformation and Spallation Strength of 09CrNi2MoCu Steel Obtained by Direct Laser Deposition" Metals 11, no. 8: 1305. https://doi.org/10.3390/met11081305