
Interfacial Reactions between AlSi10 Foam Core and AISI 316L Steel Sheets Manufactured by In-Situ Bonding Process



Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
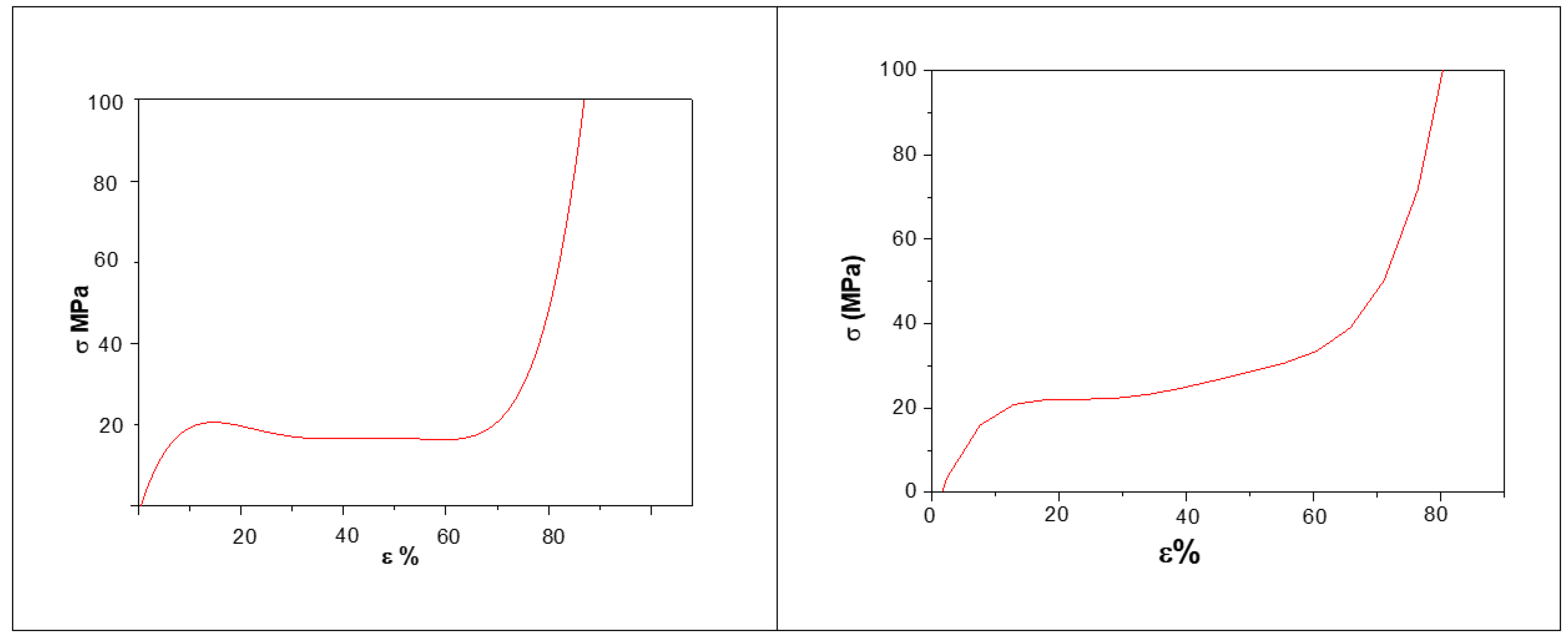
- an increasing trend of the average plateau stress and of the specific absorbed energy (up to 50% strain) with density increase and this is in good agreement with literature data [16];
- a more homogeneous porosity at increasing foaming temperatures in the range 660–700 °C has been found in terms of circularity and an increase of the average diameter due to the coalescence phenomenon;
- as a consequence of that, mechanical properties are significantly modified by the density (and consequently by the average diameters of the pores) rather than circularity change;
- The foaming time affect positively the circularity and causes an increase of the equivalent diameter up to 300 sec, then the trend is reversed.
- After that the coalescence phenomenon takes over, the equivalent diameter suddenly increases and, finally, the pore’s circularity is lowered.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Costanza, G.; Gusmano, G.; Montanari, R.; Tata, M.E. Manufacturing Routes and Applications of Metal Foams. Metall. Ital. 2003, 95, 31–35. [Google Scholar]
- Banhart, J. Manufacturing, Characterization and Application of Cellular Metals and Metal Foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Costanza, G.; Tata, M.E. Mechanical Behavior of PCMT and SDP Al Foams: A Comparison. Procedia Struct. Integr. 2020, 25, 55–62. [Google Scholar] [CrossRef]
- Rizov, V.; Shipsha, A.; Zenkert, D. Indentation Study of Foam Core Sandwich Composite Panels. Compos. Struct. 2005, 69, 95–102. [Google Scholar] [CrossRef]
- Khayargoli, P.; Loya, V.; Lefebvre, L.P.; Medraj, M. The Impact of Microstructure on the Permeability of Metal Foams. CSME Forum 2004, 2004, 220–228. [Google Scholar]
- Sadeghi, E.; Hsieh, S.; Bahrami, M. Thermal Conductivity and Contact Resistance of Metal Foams. J. Phys. D Appl. Phys. 2011, 44, 125406. [Google Scholar] [CrossRef]
- Seeligher, H.W. Manufacture of Aluminum Foam Sandwich (AFS) Components. Adv. Eng. Mater. 2002, 4, 753–758. [Google Scholar] [CrossRef]
- Seeligher, H.W. Aluminum Foam Sandwich (AFS) Ready for Market Introduction. Adv. Eng. Mater. 2004, 6, 448–451. [Google Scholar] [CrossRef]
- Irven, G.; Duncan, A.; Whitehouse, A.; Carolan, D.; Fergusson, A.; Dear, J.P. Impact Response of Composite Sandwich Structures with Toughened Matrices. Mater. Des. 2021, 203, 109629. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Q.; Gao, J.; Wang, M.; Zhang, Y.; Cai, Z. Numerical Study on the Plastic Forming of Doubly Curved Surfaces of Aluminum Foam Sandwich Panel Using 3d Voronoi Model. Metals 2021, 11, 675. [Google Scholar] [CrossRef]
- Zhao, Y.; Yang, Z.; Yu, T.; Xin, D. Mechanical Properties and Energy Absorption Capabilities of Aluminium Foam Sandwich Structure Subjected to Low-velocity Impact. Constr. Build. Mater. 2021, 273, 121996. [Google Scholar] [CrossRef]
- Banhart., J.; Seeliger, H.W. Aluminium Foam Sandwich Panels: Manufacture, Metallurgy and Applications. Adv. Eng. Mater. 2008, 10, 793–802. [Google Scholar] [CrossRef]
- Weiss, M.; Abeyrathna, B.; Pereira, M. Roll Formability of Aluminium Foam Sandwich Panels. Int. J. Adv. Manuf. Technol. 2018, 97, 953–965. [Google Scholar] [CrossRef]
- Sun, X.; Huang, P.; Zhang, X.; Han, N.; Lei, J.; Yao, Y.; Zu, G. Densification Mechanism for the Precursor of AFS under Different Rolling Temperatures. Materials 2019, 12, 3933. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Costanza, G.; Tata, M.E. Metal Foams: Recent Experimental Results and Further Developments. Metall. Ital. 2011, 103, 3–7. [Google Scholar]
- Grilek, K.; Maric, G.; Jakovljevic, S. A Study on Energy Absorption of Aluminium Foam. BHM 2010, 155, 231–234. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Foaming Temperature (°C) | Foaming Time (s) | Circularity | Average Equivalent Diameter (mm) | Relative Density (ρ/ρ0) | Specific Absorbed Energy (J/g) | Plateasu Stress σpl (MPa) |
|---|---|---|---|---|---|---|
| 660 | 160 | 0.47 | 1.7 | 0.32 | 7.5 | 20 |
| 660 | 180 | 0.50 | 1.9 | 0.28 | 7.2 | 19 |
| 660 | 220 | 0.51 | 2.2 | 0.27 | 7.0 | 18 |
| 660 | 240 | 0.54 | 2.5 | 0.25 | 6.8 | 18 |
| 660 | 280 | 0.60 | 2.8 | 0.23 | 6.7 | 17 |
| 660 | 300 | 0.65 | 3.1 | 0.22 | 6.5 | 17 |
| 660 | 350 | 0.55 | 4.6 | 0.23 | 6.8 | 17 |
| 680 | 160 | 0.60 | 1.9 | 0.31 | 7.6 | 19 |
| 680 | 180 | 0.68 | 1.95 | 0.29 | 7.5 | 18 |
| 680 | 220 | 0.71 | 2.1 | 0.28 | 7.3 | 18 |
| 680 | 240 | 0.75 | 2.3 | 0.26 | 7.1 | 17 |
| 680 | 280 | 0.77 | 2.5 | 0.25 | 7.0 | 17 |
| 680 | 300 | 0.81 | 2.8 | 0.24 | 6.8 | 16 |
| 680 | 350 | 0.67 | 3.8 | 0.25 | 7.8 | 17 |
| 700 | 160 | 0.68 | 1.8 | 0.31 | 7.7 | 20 |
| 700 | 180 | 0.70 | 1.9 | 0.30 | 7.6 | 19 |
| 700 | 220 | 0.72 | 2.3 | 0.28 | 7.5 | 18 |
| 700 | 240 | 0.75 | 2.5 | 0.26 | 7.4 | 18 |
| 700 | 280 | 0.78 | 2.8 | 0.24 | 7.3 | 17 |
| 700 | 300 | 0.80 | 3.2 | 0.22 | 7.1 | 16 |
| 700 | 350 | 0.70 | 4.0 | 0.21 | 6.5 | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Costanza, G.; Tata, M.E. Interfacial Reactions between AlSi10 Foam Core and AISI 316L Steel Sheets Manufactured by In-Situ Bonding Process. Metals 2021, 11, 1374. https://doi.org/10.3390/met11091374
Costanza G, Tata ME. Interfacial Reactions between AlSi10 Foam Core and AISI 316L Steel Sheets Manufactured by In-Situ Bonding Process. Metals. 2021; 11(9):1374. https://doi.org/10.3390/met11091374
Chicago/Turabian StyleCostanza, Girolamo, and Maria Elisa Tata. 2021. "Interfacial Reactions between AlSi10 Foam Core and AISI 316L Steel Sheets Manufactured by In-Situ Bonding Process" Metals 11, no. 9: 1374. https://doi.org/10.3390/met11091374
APA StyleCostanza, G., & Tata, M. E. (2021). Interfacial Reactions between AlSi10 Foam Core and AISI 316L Steel Sheets Manufactured by In-Situ Bonding Process. Metals, 11(9), 1374. https://doi.org/10.3390/met11091374