
Low-Hysteresis Shape Memory Alloy Scale-Up: DSC, XRD and Microstructure Analysis on Heat-Treated Vacuum Induction Melted Ni-Ti-Cu-Pd Alloys

Abstract
:1. Introduction
2. Materials and Methods
3. Results
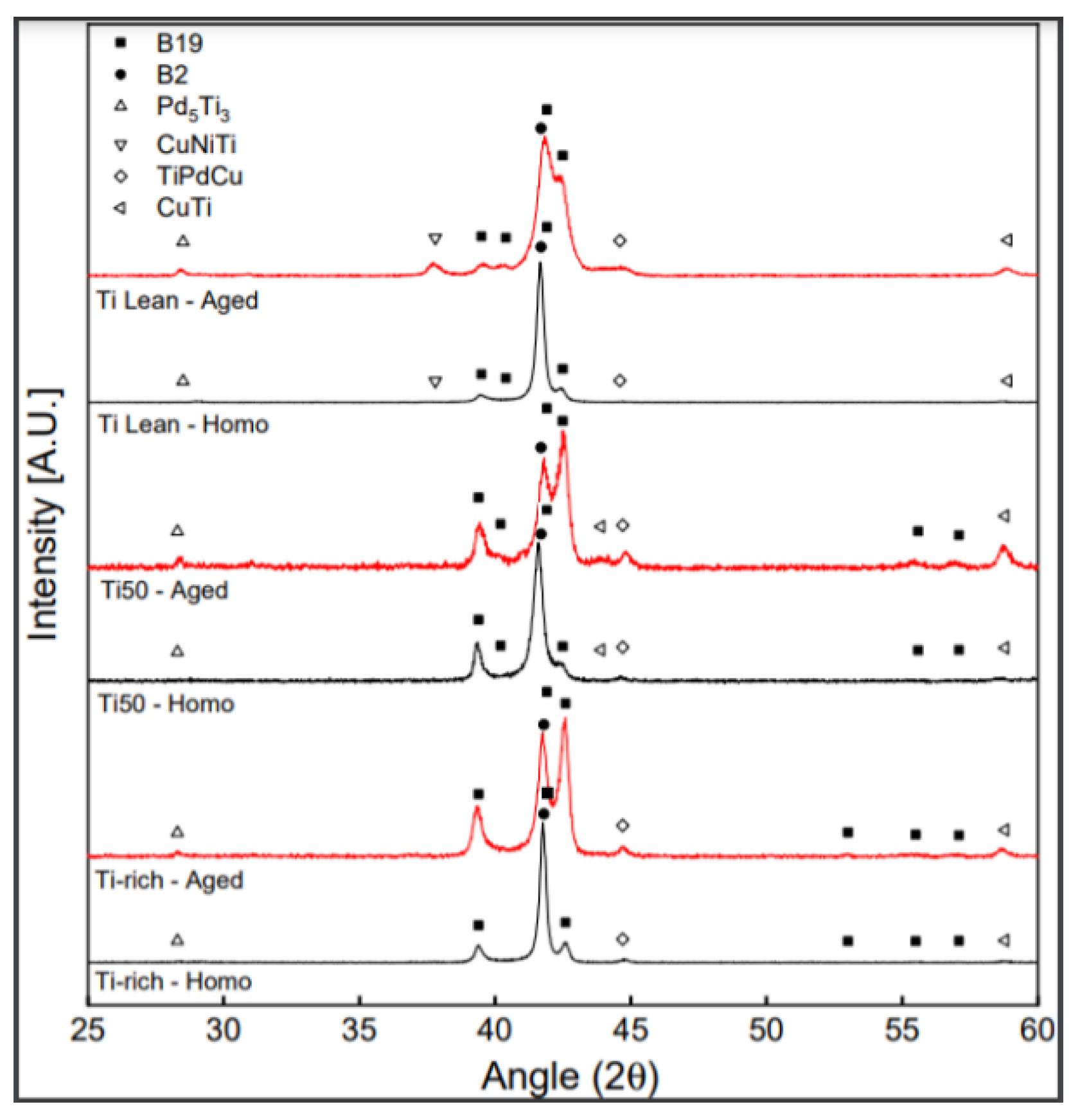
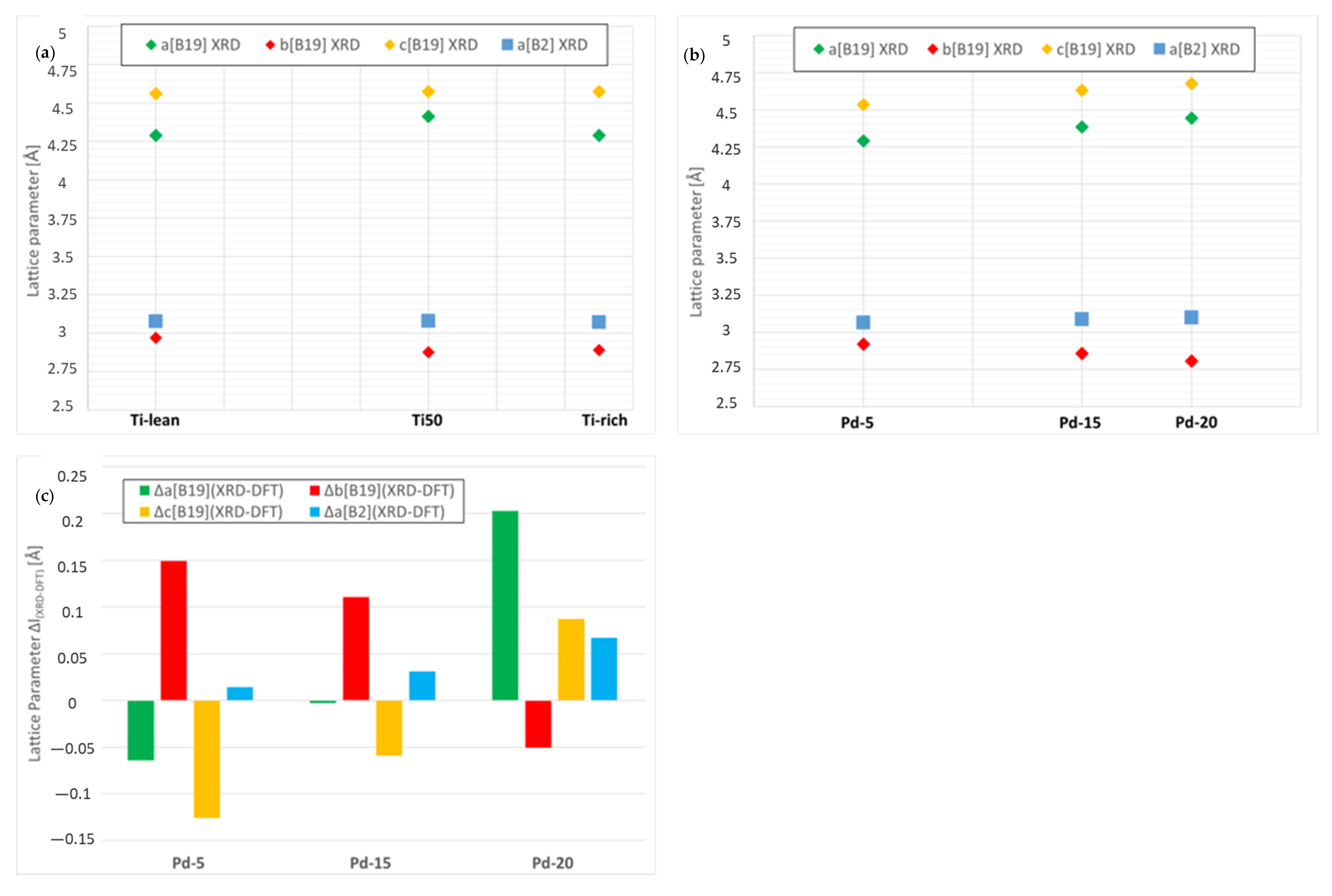
3.1. Group A Study—The Effect of Ti Content
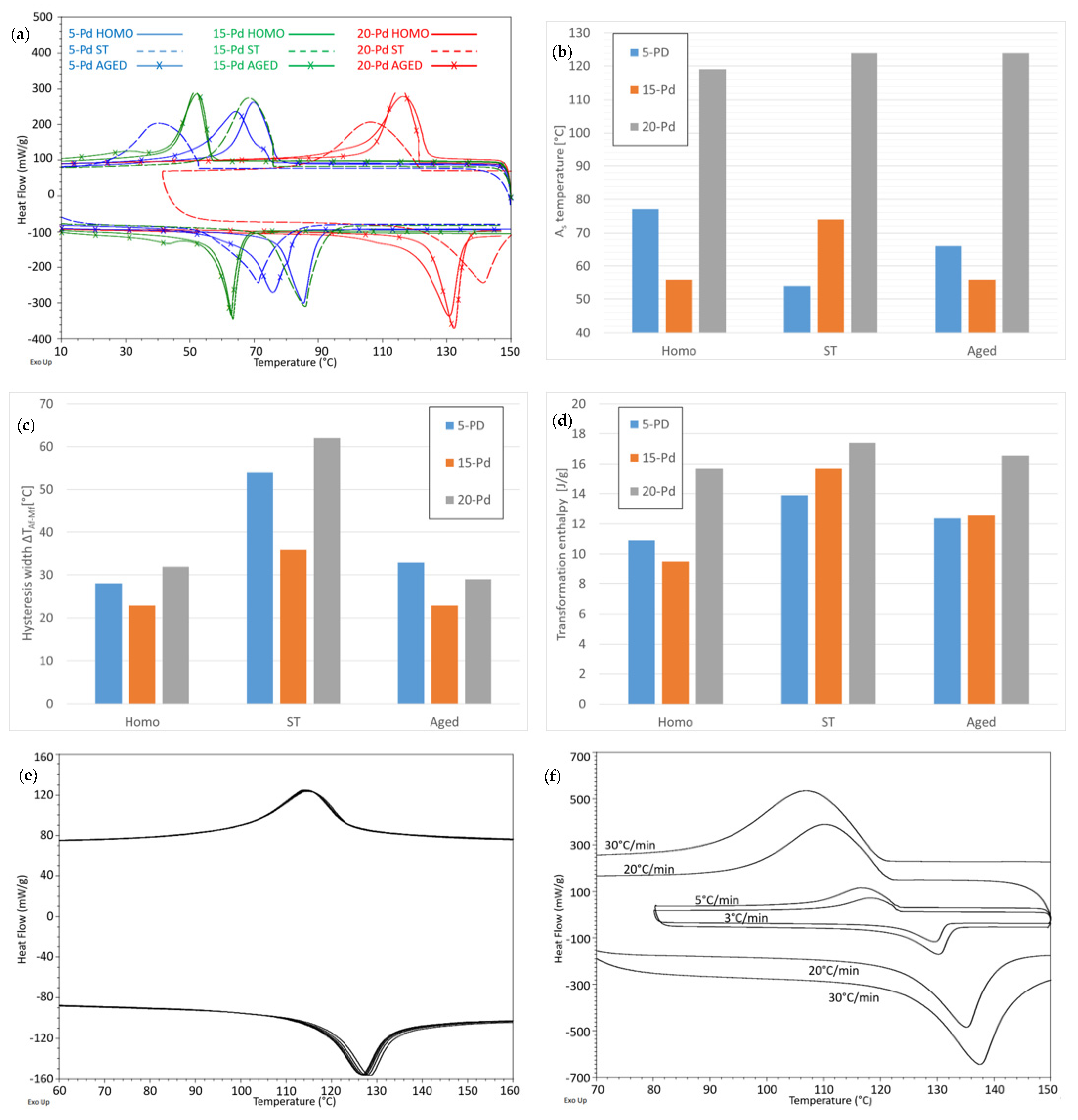
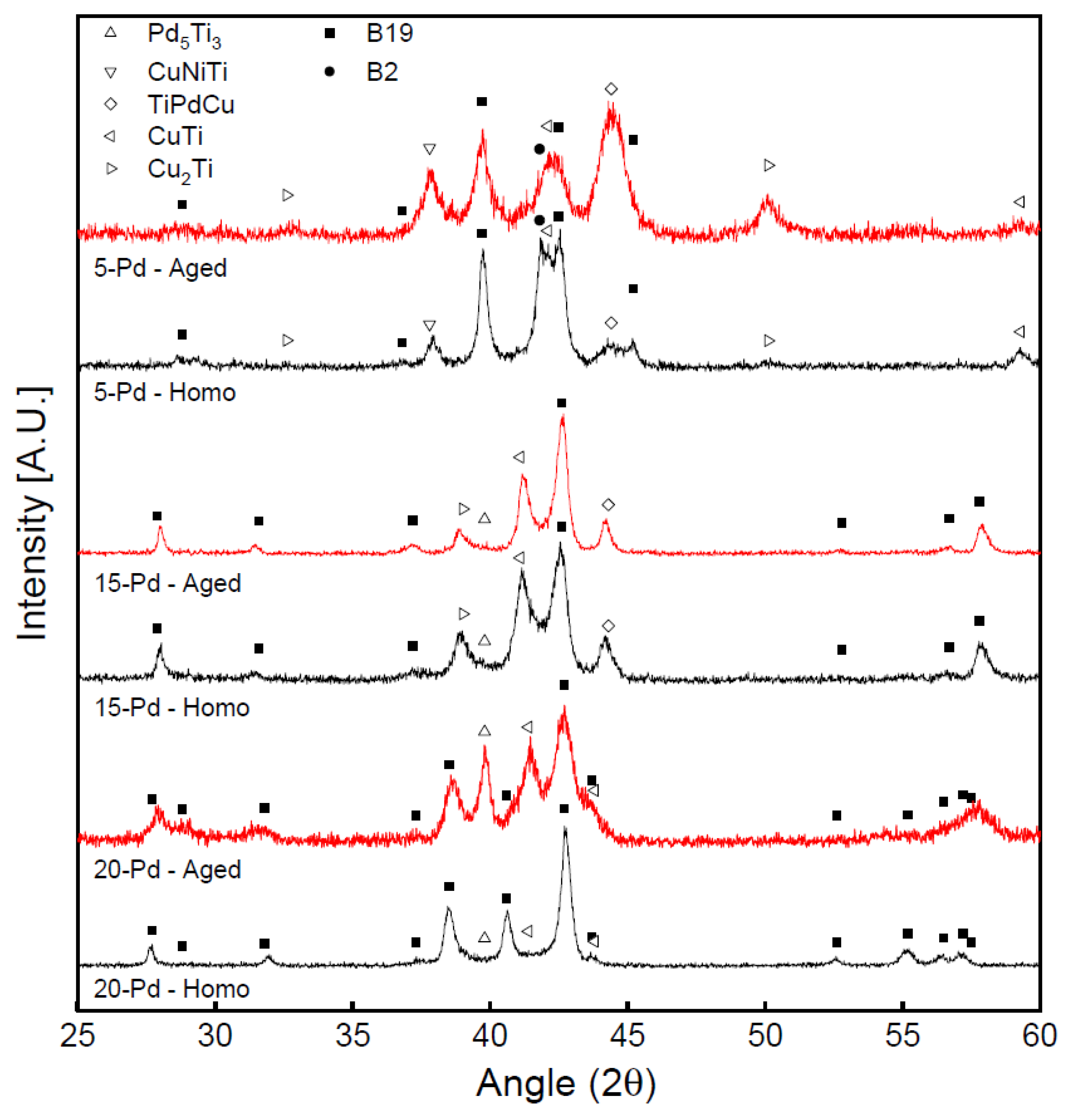
3.2. Group B Study—The Effect of Pd Content
4. Discussion
5. Conclusions
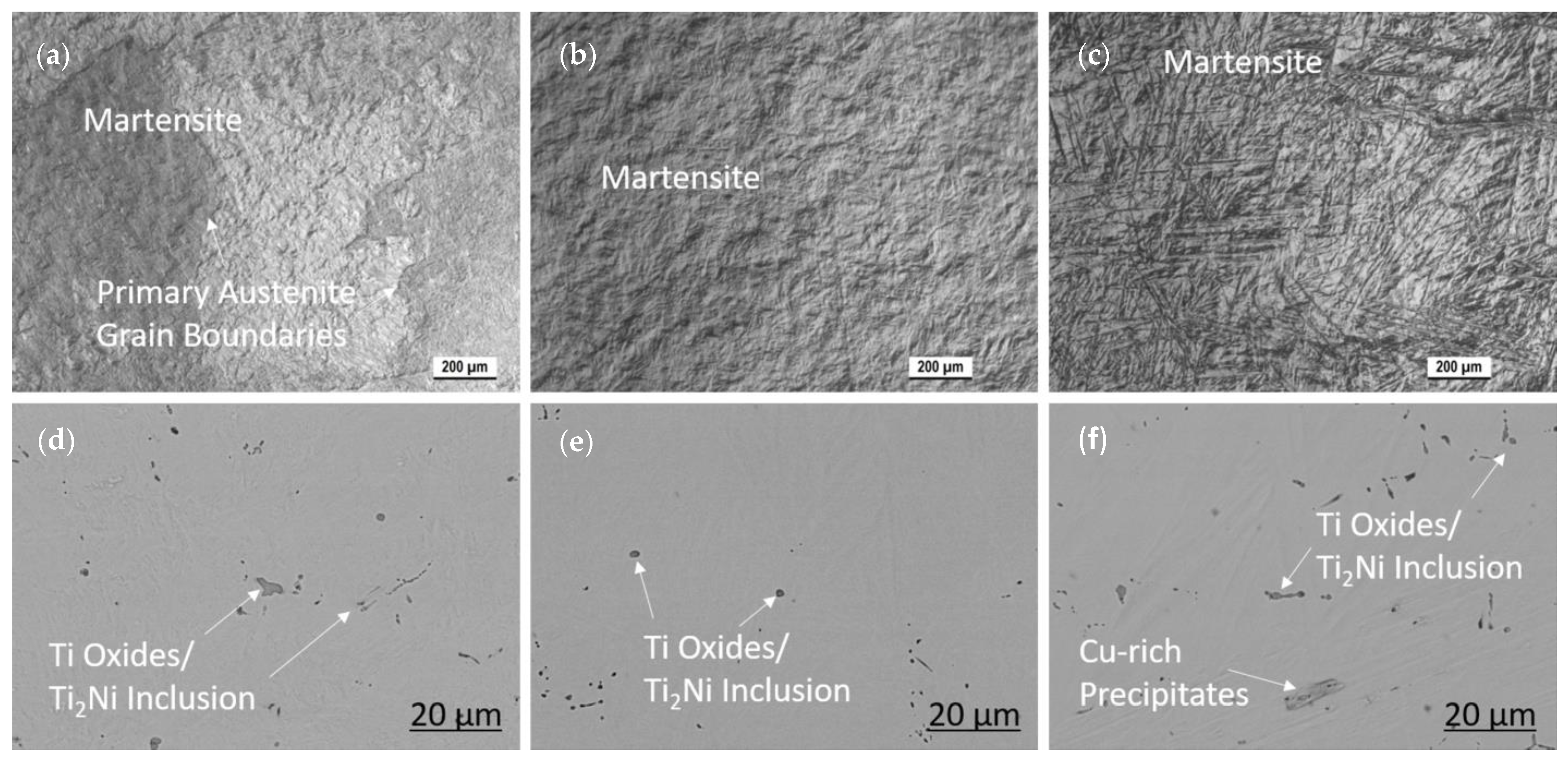
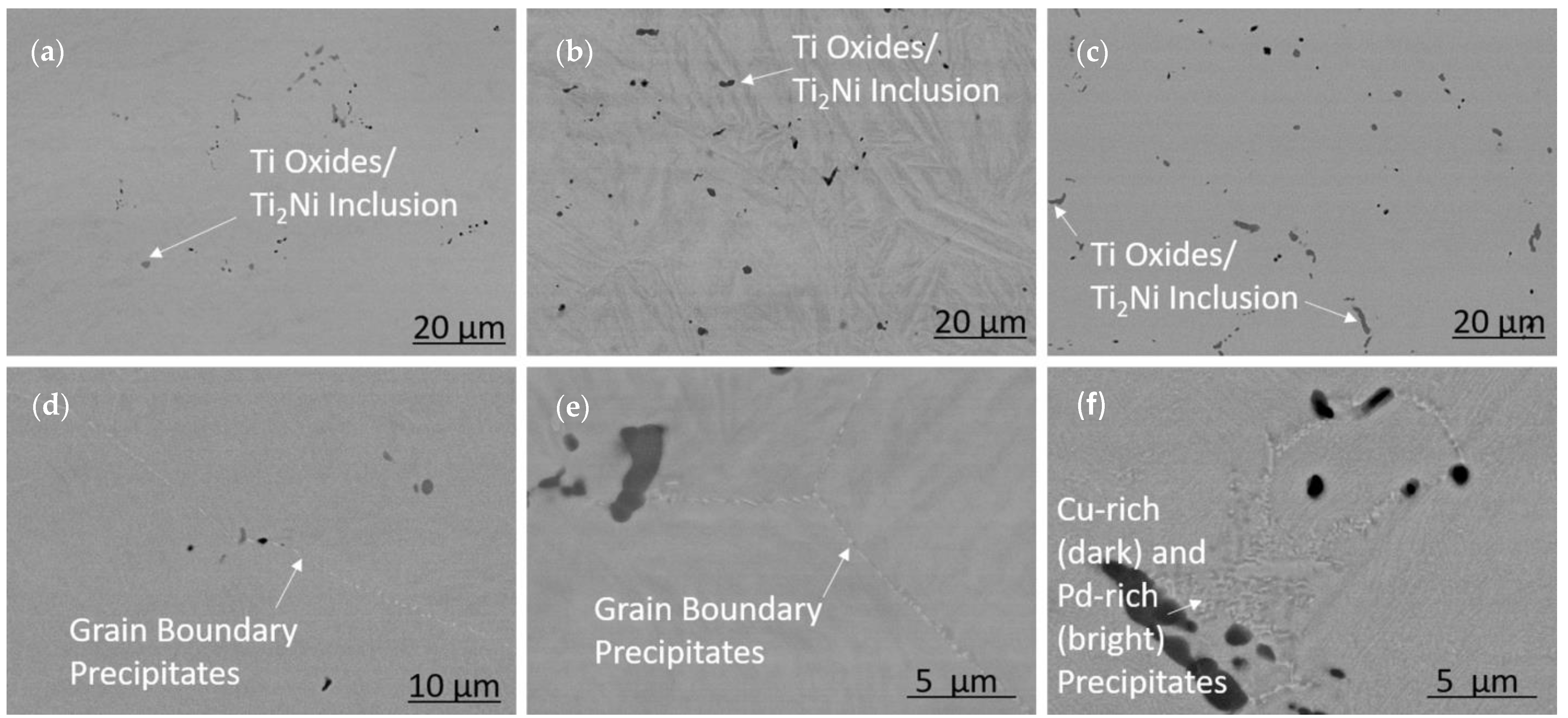
- Homogenized VIM cast Ni-Ti-Cu-Pd alloys exhibit a non-equilibrium microstructure of a B2/B19 matrix phase with the unavoidable presence of secondary phases. XRD and microscopy analysis revealed the presence of different secondary phases in the melted ingots. Low-melting point tetragonal precipitates were found in all Ni-Ti-Cu-Pd alloys. Most frequently observed were semi-coherent, nanometer-sized Pd5Ti3, Cu2Ti, CuTi and Cu-rich CuTiNi/CuTiPd precipitates. Furthermore, small amounts of Ti-oxides were present in all formulations, which act as nucleation sites for macroscopic (several µm), incoherent Ti2Ni and Ti2Cu precipitates with a high melting point above 1100 °C.
- Despite low cooling rates (1–10 °C/min) of furnace cooling after the homogenization treatment, the content of the secondary phases still increased after the solution treatment and aging at 550 °C × 3 h, confirming a metastable state of homogenized VIM cast alloys.
- This metastable state causes significant deviations in the matrix chemistry from the overall composition. A non-proportional amount of the elements will be dissolved in high melting point precipitates and oxides and deteriorate the matrix composition. Another quantity of elements is distributed in semi-coherent precipitates, which form and can be dissolved by applying heat treatments. Therefore, the highly sensitive Co-Factor condition is difficult to match, and the correlation with calculated/measured λ2 and thermal hysteresis in the here-tested alloys was low. New models that predict the change in the matrix composition due to the formation and precipitation of non-shape memory phases needs to be developed and applied to counterbalance the described effect in the design of alloys.
- In VIM cast alloys, the solution treatment with subsequent aging seemed an effective strategy for most formulations to further reduce hysteresis. However, precipitates tend to enrich also at the grain boundaries, which is expected to impact the workability of the alloys. In particular, in the high Pd-containing alloys, where two different types of precipitates were observed at the grain boundaries, the processability could be compromised after low-temperature annealing.
- An apparent correlation between CC II, martensitic morphology and thermal cycling stability was observed. The here-presented results hint at finer martensite features and higher thermal cycling stability when CC II approaches 0. However, these observations need to be further confirmed as the experiments were not designed to principally investigate this hypothesis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, W. On the selection of shape memory alloys for actuators. Mater. Des. 2002, 23, 11–19. [Google Scholar] [CrossRef]
- Chluba, C.; Ge, W.; de Miranda, R.L.; Strobel, J.; Kienle, L.; Quandt, E.; Wuttig, M. Ultralow-fatigue shape memory alloy films. Science 2015, 348, 1004–1007. [Google Scholar] [CrossRef]
- Gil, F.J.; Planell, J.A. Effect of copper addition on the superelastic behavior of Ni-Ti shape memory alloys for orthodontic applications. J. Biomed. Mater. Res. Appl. Biomater. 1999, 48, 682–688. [Google Scholar] [CrossRef]
- Duerig, T.; Pelton, A.; Trepanier, C. “Nitinol: The Book.” Part 1, Mechanisms and Behavior; ASM International: Novelty, OH, USA, 2011. [Google Scholar]
- Nam, T.H.; Saburi, T.; Shimizu, K. Cu-content dependence of shape memory characteristics in Ti-Ni-Cu alloys. Mater. Trans. JIM 1990, 31, 959–967. [Google Scholar] [CrossRef] [Green Version]
- Tang, W.; Sandström, R.; Wei, Z.G.; Miyazaki, S. Experimental Investigation and Thermodynamic Calculation of the Ti-Ni-Cu Shape Memory Alloys. Metall. Mater. Trans. A 2000, 31, 2423–2430. [Google Scholar] [CrossRef]
- Callisti, M.; Tichelaar, F.D.; Mellor, B.G.; Polcar, T. Effects of Cu on the microstructural and mechanical properties of sputter deposited Ni-Ti thin films. Surf. Coat. Technol. 2013, 237, 261–268. [Google Scholar] [CrossRef] [Green Version]
- Ball, J.M.; James, R.D. Fine phase mixtures as minimizers of energy. Arch. Ration. Mech. Anal. 1987, 100, 13–52. [Google Scholar] [CrossRef]
- Chen, X.; Srivastava, V.; Dabade, V.; James, R.D. Study of the cofactor conditions: Conditions of supercompatibility between phases. J. Mech. Phys. Solids 2013, 61, 2566–2587. [Google Scholar] [CrossRef] [Green Version]
- Gu, H.; Bumke, L.; Chluba, C.; Quandt, E.; James, R.D. Phase engineering and supercompatibility of shape memory alloys. Mater. Today 2018, 21, 265–277. [Google Scholar] [CrossRef]
- Frenzel, J.; Wieczorek, A.; Opahle, I.; Maaß, B.; Drautz, R.; Eggeler, G. On the effect of alloy composition on martensite start temperatures and latent heats in Ni–Ti-based shape memory alloys. Acta Mater. 2015, 90, 213–231. [Google Scholar] [CrossRef]
- Tong, Y.; Shuitcev, A.; Zheng, Y. Recent development of TiNi-based shape memory alloys with high cycle stability and high transformation temperature. Adv. Eng. Mater. 2020, 22, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Chluba, C.; Ossmer, H.; Zamponi, C.; Kohl, M.; Quandt, E. Ultra-low fatigue quaternary TiNi-based films for elastocaloric cooling. Shape Mem. Superelasticity 2016, 2, 95–103. [Google Scholar] [CrossRef] [Green Version]
- Chluba, C.; Ge, W.; Dankwort, T.; Bechtold, C.; de Miranda, R.L.; Kienle, L.; Wuttig, M.; Quandt, E. Effect of crystallographic compatibility and grain size on the functional fatigue of sputtered TiNiCuCo thin films. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2016, 374, 20150311. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tong, Y.; Gu, H.; James, R.D.; Qi, W.; Shuitcev, A.V.; Li, L. Novel TiNiCuNb shape memory alloys with excellent thermal cycling stability. J. Alloys Compd. 2019, 782, 343–347. [Google Scholar] [CrossRef]
- Xue, D.; Balachandran, P.V.; Hogden, J.; Theiler, J.; Xue, D.; Lookman, T. Accelerated search for materials with targeted properties by adaptive design. Nat. Commun. 2016, 7, 11241. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, M.; Ullrich, J.; Wieczorek, A.; Frenzel, J.; Schütze, A.; Eggeler, G.; Seelecke, S. Thermal stabilization of NiTiCuV shape memory alloys: Observations during elastocaloric training. Shap. Mem. Superelast. 2015, 1, 132–141. [Google Scholar] [CrossRef] [Green Version]
- Al Hasan, N.M.; Hou, H.; Sarkar, S.; Thienhaus, S.; Mehta, A.; Ludwig, A.; Takeuchi, I. Combinatorial synthesis and high-throughput characterization of microstructure and phase transformation in NiTiCuV quaternary thin-film library. Engineering 2020, 6, 637–643. [Google Scholar] [CrossRef]
- Lindquist, P.G.; Wayman, C.M. Transformation behavior of Tri50.(Ni (5o-x) Pdx) and Tisa-(Ni (5o-x) Ptx) alloys. MRS Int’l. Mtg. Adv. Mats 1989, 9, 129–134. [Google Scholar]
- Lapin, V.B.; Egorushkin, V.E.; Shabalovskaya, S.A.; Ivanova, O.P. Electronic structure of TiNi, TiPd, and Ti (Ni1-xPdx) alloys. Solid State Commun. 1990, 73, 471–475. [Google Scholar] [CrossRef]
- Namigata, Y.; Hattori, Y.; Khan, M.I.; Kim, H.Y.; Miyazaki, S. Enhancement of shape memory properties through precipitation hardening in a Ti-Rich Ti-Ni-Pd high temperature shape memory alloy. Mater. Trans. 2016, 57, 241–249. [Google Scholar] [CrossRef] [Green Version]
- Hattori, Y.; Taguchi, T.; Kim, H.Y.; Miyazaki, S. Effect of stoichiometry on shape memory properties and functional stability of Ti–Ni–Pd alloys. Materials 2019, 12, 798. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zarnetta, R.; Takahashi, R.; Young, M.L.; Savan, A.; Furuya, Y.; Thienhaus, S.; Maaß, B.; Rahim, M.; Frenzel, J.; Brunken, H.; et al. Identification of quaternary shape memory alloys with near-zero thermal hysteresis and unprecedented functional stability. Adv. Funct. Mater 2010, 20, 1917–1923. [Google Scholar] [CrossRef]
- Singh, N.; Talapatra, A.; Junkaew, A.; Duong, T.; Gibbons, S.; Li, S.; Thawabi, H.; Olivos, E.; Arróyave, R. Effect of ternary additions to structural properties of NiTi alloys. Comput. Mater. Sci. 2016, 112, 347–355. [Google Scholar] [CrossRef] [Green Version]
- Imahashi, M.; Khan, M.I.; Kim, H.Y.; Miyazaki, S. The effect of Pd content on microstructure and shape-memory properties of Ti–Ni–Pd–Cu alloys. Mater. Sci. Eng. A 2014, 602, 19–24. [Google Scholar] [CrossRef]
- Khan, M.I.; Kim, H.Y.; Miyazaki, S. A review of TiNiPdCu alloy system for high temperature shape memory applications. Shap. Mem. Superelast. 2015, 1, 85–106. [Google Scholar] [CrossRef] [Green Version]
- Meng, X.L.; Li, H.; Cai, W.; Hao, S.J.; Cui, L.S. Thermal cycling stability mechanism of Ti50.5Ni33.5Cu11.5Pd4.5 shape memory alloy with near-zero hysteresis. Scr. Mater. 2015, 103, 30–33. [Google Scholar] [CrossRef]
- Rehman, S.U.; Khan, M.; Khan, A.N.; Khan, M.I.; Ali, L.; Jaffery, S.H.I. Effect of precipitation hardening and thermomechanical training on microstructure and shape memory properties of Ti50Ni15Pd25Cu10 high temperature shape memory alloys. J. Alloys Compd. 2014, 616, 275–283. [Google Scholar] [CrossRef]
- Zhang, Z.J.; James, R.D. Low Hysteresis Materials and Methods. U.S. Patent 20060086432A1, 27 April 2006. [Google Scholar]
- Lemke, J.N.; Cadelli, A.; Gallino, F.; Coda, A. Characterization of processing effect on microstructure and hysteresis in NiTiCu alloys. In Proceedings of the ASM International—International Conference on Shape Memory and Superelastic Technologies, SMST 2019, Konstanz, Germany, 13–17 May 2019; pp. 50–51. [Google Scholar]
- Giannozzi, P.; Baroni, S.; Bonini, N.; Calandra, M.; Car, R.; Cavazzoni, C.; Ceresoli, D.; Chiarotti, G.L.; Cococcioni, M.; Dabo, I.; et al. QUANTUM ESPRESSO: A modular and open-source software project for quantum simulations of materials. J. Phys. Condens. Matter 2009, 21, 395502. [Google Scholar] [CrossRef]
- Lemke, J.N.; Coda, A. DSC and microstructure analysis of high temperature Ni-Ti-Hf, low hysteresis Ni-Ti-Cu and conventional super-elastic and shape memory Ni-Ti alloy ingots and wires. Mater. Today Commun. 2019, 21, 100666. [Google Scholar] [CrossRef]
- König, D.; Buenconsejo, P.J.S.; Grochla, D.; Hamann, S.; Pfetzing-Micklich, J.; Ludwig, A. Thickness-dependence of the B2–B19 martensitic transformation in nanoscale shape memory alloy thin films: Zero-hysteresis in 75 nm thick Ti51Ni38Cu11 thin films. Acta Mater. 2012, 60, 306–313. [Google Scholar] [CrossRef]
- Chowdhury, P.; Sehitoglu, H. Deformation physics of shape memory alloys—Fundamentals at atomistic frontier. Prog. Mater. Sci. 2017, 88, 49–88. [Google Scholar] [CrossRef]
- Askeland, R.D.; Phule, P.P. Essentials of Materials Science and Engineering; Thomson: Toronto, ON, Canada, 2004. [Google Scholar]
- Gandy, D. Carbon Steel Handbook, Final Report; EPRI-Electric Power Research Institute: Palo Alto, CA, USA, 2007. [Google Scholar]
- Lexcellent, C. Shape-Memory Alloys Handbook; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Yin, H.; He, Y.; Moumni, Z.; Sun, Q. Effects of grain size on tensile fatigue life of nanostructured NiTi shape memory alloy. Int. J. Fatigue 2016, 88, 166–177. [Google Scholar] [CrossRef]
- Benafan, O.; Bigelow, G.S.; Garg, A.; Noebe, R.D.; Gaydosh, D.J.; Rogers, R.B. Processing and scalability of NiTiHf high-temperature shape memory alloys. Shape Mem. Superelast. 2021, 7, 109–165. [Google Scholar] [CrossRef]
- Xi, S.; Su, Y. Phase field study of the microstructural dynamic evolution and mechanical response of NiTi shape memory alloy under mechanical loading. Materials 2021, 14, 183. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Group | Code | Nominal Composition in at. % | Co-Factor Calculations | ||||
|---|---|---|---|---|---|---|---|
| Ti | Ni | Cu | Pd | CCI: |λ2 − 1| | CCII: Twins Type I/II (1E-4) | ||
| A | Ti-lean | 49.8 | 27.6 | 14 | 8.6 | ||
| DFT | 50 | 27.3 | 14.1 | 8.6 | 0.0002 | 2.4–4.0 | |
| A | Ti50 | 50 | 29.1 | 11.5 | 9.4 | ||
| DFT | 50 | 28.9 | 11.7 | 9.4 | 0.0004 | 0.2–1.7 | |
| A | Ti-rich | 50.2 | 30.9 | 9 | 9.9 | ||
| DFT | 50 | 30.5 | 9.4 | 10.2 | 0.0003 | 1.4–2.8 | |
| B | 5-Pd | 50.2 | 33.3 | 11.5 | 5 | ||
| DFT | 50 | 33.6 | 11.7 | 4.7 | 0.0012 | 3.8–5.0 | |
| B | 15-Pd | 50.2 | 23.3 | 11.5 | 15 | ||
| DFT | 50 | 23.4 | 11.7 | 14.8 | 0.0009 | 16.6–18.6 | |
| B | 20-Pd | 50.2 | 18.3 | 11.5 | 20 | ||
| DFT | 50 | 18.0 | 11.7 | 20.3 | 0.0014 | 27.5–29.8 | |
| Alloy | 900 °C × 24 h (HOMO) (°C) | 900 °C × 30 min (ST) (°C) | 550 °C × 180 min (AGED) (°C) | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Furnace Cooled | Water Quenched | Water Quenched | ||||||||||||||||
| As | Ap | Af | Ms | Mp | Mf | As | Ap | Af | Ms | Mp | Mf | As | Ap | Af | Ms | Mp | Mf | |
| Ti-lean | 16 | 24 | 31 | 20 | 13 | −1 | 23 | 34 | 39 | 21 | 13 | 1 | 21 | 30 | 44 | 23 | 14 | 4 |
| Ti50 | 37 | 47 | 58 | 35 | 26 | 12 | 33 | 50 | 57 | 40 | 26 | 11 | 40 | 49 | 57 | 38 | 28 | 14 |
| Ti-rich | 44 | 57 | 61 | 53 | 43 | 32 | 50 | 65 | 75 | 52 | 38 | 23 | 51 | 57 | 61 | 52 | 48 | 39 |
| Alloy | 900 °C × 24 h (HOMO) (°C) | 900 °C × 30 min (ST) (°C) | 550 °C × 180 min (AGED) (°C) | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Furnace Cooled | Water Quenched | Water Quenched | ||||||||||||||||
| As | Ap | Af | Ms | Mp | Mf | As | Ap | Af | Ms | Mp | Mf | As | Ap | Af | Ms | Mp | Mf | |
| 5-Pd | 77 | 85 | 90 | 77 | 70 | 62 | 54 | 71 | 80 | 54 | 40 | 26 | 66 | 76 | 83 | 73 | 64 | 50 |
| 15-Pd | 56 | 63 | 67 | 56 | 52 | 44 | 74 | 86 | 93 | 75 | 68 | 57 | 56 | 63 | 67 | 56 | 52 | 44 |
| 20-Pd | 119 | 131 | 135 | 124 | 116 | 103 | 124 | 141 | 151 | 121 | 106 | 89 | 124 | 132 | 136 | 122 | 116 | 107 |
| ρ (kg/m3) | K (W/mK) | c (J/kgK) | T (K) | N | A (mm2) |
| 7600 | 25 | 470 | 298 | 2 | 5452 |
| ρm (kg/m3) | L (J/kg) | cm (J/kgK) | Tm (K) | ΔTs (K) | V (mm3) |
| 6450 | 25,000 | 320 | 1583 | 70 | 62,015 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lemke, J.N.; Gallino, F.; Cresci, M.; Zilio, S.; Coda, A. Low-Hysteresis Shape Memory Alloy Scale-Up: DSC, XRD and Microstructure Analysis on Heat-Treated Vacuum Induction Melted Ni-Ti-Cu-Pd Alloys. Metals 2021, 11, 1387. https://doi.org/10.3390/met11091387
Lemke JN, Gallino F, Cresci M, Zilio S, Coda A. Low-Hysteresis Shape Memory Alloy Scale-Up: DSC, XRD and Microstructure Analysis on Heat-Treated Vacuum Induction Melted Ni-Ti-Cu-Pd Alloys. Metals. 2021; 11(9):1387. https://doi.org/10.3390/met11091387
Chicago/Turabian StyleLemke, Jannis Nicolas, Federico Gallino, Matteo Cresci, Stefano Zilio, and Alberto Coda. 2021. "Low-Hysteresis Shape Memory Alloy Scale-Up: DSC, XRD and Microstructure Analysis on Heat-Treated Vacuum Induction Melted Ni-Ti-Cu-Pd Alloys" Metals 11, no. 9: 1387. https://doi.org/10.3390/met11091387