
Effect of Semi-Solid Processing on the Microstructure and Mechanical Properties of Aluminum Alloy Chips with Eutectic Mg2Si Intermetallics


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- High-strength aluminum alloy with a spheroidized aluminum matrix was successfully fabricated through a pressure-less semi-solid process at 550, 560, and 570 °C. Spheroidized aluminum alloy is characterized by a higher strength than general aluminum. In the case of optimal conditions for spheroidizing the aluminum matrix, the sample could be fabricated at a temperature of 570 °C with a holding time of 30 min and a pressure of 80 MPa. The pressure-less process (pressure released from 80 MPa to 0 MPa at 450 °C) enabled fabricating of high-strength aluminum alloy in which the aluminum matrix was spheroidized with holding times of 10 min and 30 min at temperatures below 570 °C.
- In the microstructure, uniform spheroidization was observed in the matrix of the high-strength aluminum alloy fabricated by the pressure-less process. The spheroidization of this matrix seems to be caused by the Ostwald ripening mechanism of the dendrite arms destroyed after the pressure-less process.
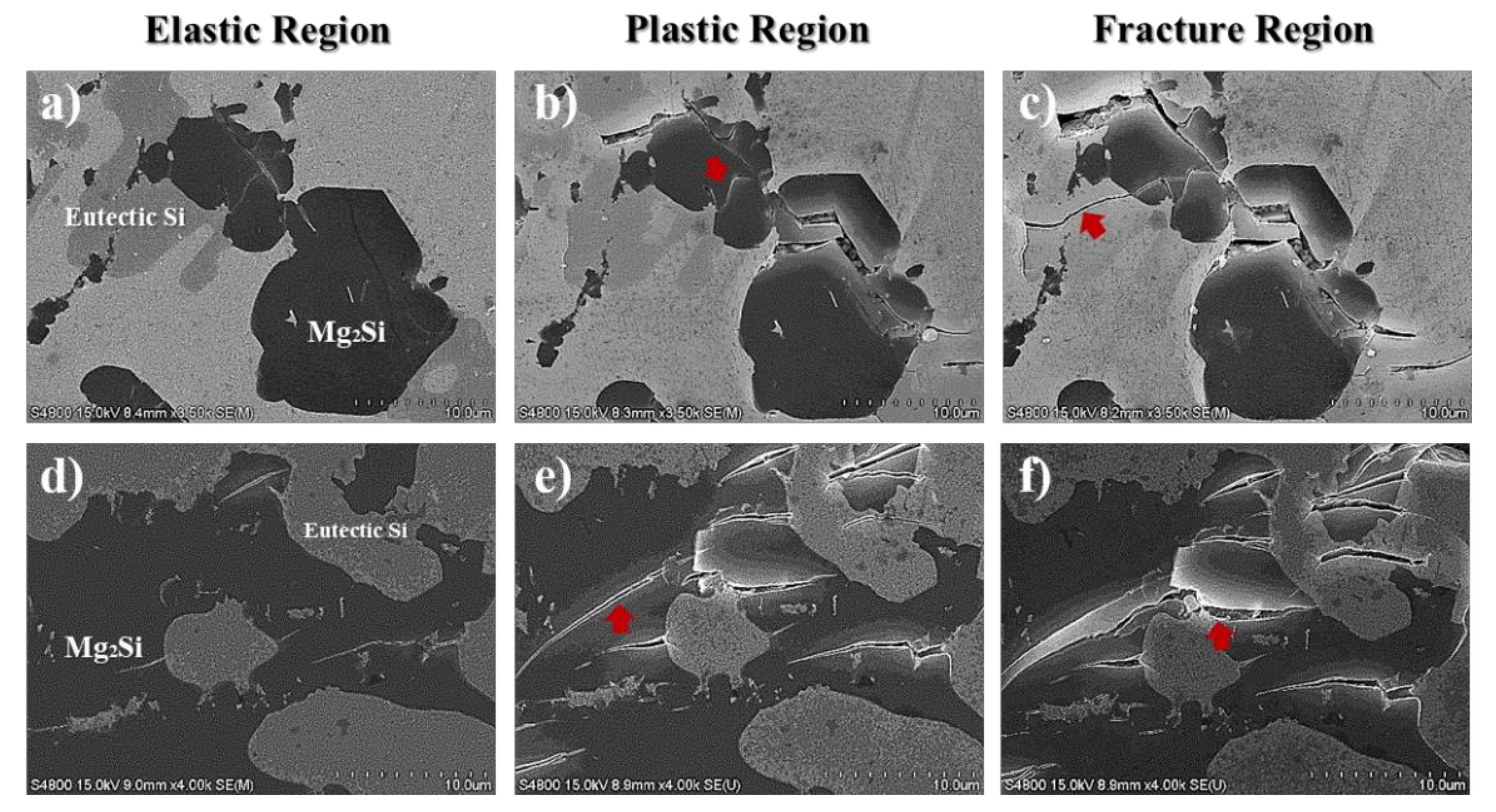
- For the high-strength aluminum alloy with a short holding time of 10 min in the pressure-less process, no deformation of the Mg2Si phase was observed. In contrast, a significantly deformed Mg2Si phase was observed for the high-strength aluminum alloy with a holding time of 30 min. This result is due to changes in the mechanical properties of the Mg2Si phase with increasing holding time. In addition, it was found that the strength of the Mg2Si phase decreased as the holding time increased due to the formation of a liquid pool on the Mg2Si phase.
- The high-strength aluminum alloy fabricated by a holding time of 30 min in the pressure-less process had lower compressive strength than the aluminum alloy fabricated by a holding time of 10 min. The Vickers hardness results showed that the main reason for the low strength of the high-strength aluminum alloy is the low strength of the deformed Mg2Si due to the 30 min holding time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Bakhtiyarov, S.; Siginer, D.A. Rheoprocessing of Semisolid Aluminum Alloys. Encycl. Alum. Its Alloy. 2019, 2, 2395–2406. [Google Scholar] [CrossRef]
- Hassas-Irani, S.B.; Zarei-Hanzaki, A.; Bazaz, B.; Roostaei, A.A. Microstructure evolution and semi-solid deformation behavior of an A356 aluminum alloy processed by strain induced melt activated method. Mater. Des. 2013, 46, 579–587. [Google Scholar] [CrossRef]
- Salleh, M.S.; Omar, M.Z.; Syarif, J.; Mohammed, M.N. An Overview of Semisolid Processing of Aluminium Alloys. ISRN Mater. Sci. 2013, 2013, 679820. [Google Scholar] [CrossRef]
- Gan, Y.X.; Overfelt, R.A. Fatigue property of semisolid A357 aluminum alloy under different heat treatment conditions. J. Mater. Sci. 2006, 41, 7537–7544. [Google Scholar] [CrossRef]
- Kang, C.G.; Choi, J.S.; Kim, K.H. Effect of strain rate on macroscopic behavior in the compression forming of semi-solid aluminum alloy. J. Mater. Process. Technol. 1999, 88, 159–168. [Google Scholar] [CrossRef]
- Ivanchev, L.; Wilkins, D.; Govender, G.; Du Preez, W.; Bean, R. Rheo-processing of semi-solid metal alloys: A new technology for manufacturing automotive and aerospace components. S. Afr. J. Sci. 2008, 104, 257–259. [Google Scholar]
- Malekan, A.; Emamy, M.; Rassizadehghani, J.; Malekan, M. Effect of Isothermal Holding on Semisolid Microstructure of Al–Mg 2 Si Composites. ISRN Metall. 2012, 2012, 679820. [Google Scholar] [CrossRef]
- Pola, A.; Tocci, M.; Kapranos, P. Microstructure and properties of semi-solid aluminum alloys: A literature review. Metals 2018, 8, 181. [Google Scholar] [CrossRef] [Green Version]
- Abdelgnei, M. The effect of the rheocast process on the microstructure and mechanical properties of Al-5.7Si-2Cu-0.3Mg alloy. J. Kejuruter. 2019, 31, 317–326. [Google Scholar] [CrossRef]
- Mohammadi, H.; Ketabchi, M. Investigation of microstructural and mechanical properties of 7075 AL alloyprepared by sima method. Iran. J. Mater. Sci. Eng. 2013, 10, 32–43. [Google Scholar]
- Chen, Z.Z.; Mao, W.M.; Wu, Z.C. Mechanical properties and microstructures of Al alloy tensile samples produced by serpentine channel pouring rheo-diecasting process. Trans. Nonferrous Met. Soc. China 2011, 21, 1473–1479. [Google Scholar] [CrossRef]
- Shabestari, S.G.; Parshizfard, E. Effect of semi-solid forming on the microstructure and mechanical properties of the iron containing Al-Si alloys. J. Alloys Compd. 2011, 509, 7973–7978. [Google Scholar] [CrossRef]
- Zhao, J.W.; Wu, S. Sen Microstructure and mechanical properties of rheo-diecasted A390 alloy. Trans. Nonferrous Met. Soc. China 2010, 20, s754–s757. [Google Scholar] [CrossRef]
- Xu, C.; Zhao, J.; Guo, A.; Li, H.; Dai, G.; Zhang, X. Effects of injection velocity on microstructure, porosity and mechanical properties of a rheo-diecast Al-Zn-Mg-Cu aluminum alloy. J. Mater. Process. Technol. 2017, 249, 167–171. [Google Scholar] [CrossRef]
- Alipour, M.; Aghdam, B.G.; Rahnoma, H.E.; Emamy, M. Investigation of the effect of Al-5Ti-1B grain refiner on dry sliding wear behavior of an Al-Zn-Mg-Cu alloy formed by strain-induced melt activation process. Mater. Des. 2013, 46, 766–775. [Google Scholar] [CrossRef]
- Jiang, H.; Lu, Y.; Huang, W.; Li, X.; Li, M. Microstructural evolution and mechanical properties of the semisolid Al-4Cu-Mg alloy. Mater. Charact. 2003, 51, 1–10. [Google Scholar] [CrossRef]
- Dai, W.; Wu, S.; Lü, S.; Lin, C. Effects of rheo-squeeze casting parameters on microstructure and mechanical properties of AlCuMnTi alloy. Mater. Sci. Eng. A 2012, 538, 320–326. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, W.; Xiao, W.; Yamagata, H.; Ma, C. li Microstructural evolution during reheating of A356 machining chips at semisolid state. Int. J. Miner. Metall. Mater. 2017, 24, 891–900. [Google Scholar] [CrossRef]
- Kim, B.J.; Jung, S.S.; Hwang, J.H.; Park, Y.H.; Lee, Y.C. Effect of eutectic Mg2si phase modification on the mechanical properties of Al-8Zn-6Si-4Mg-2Cu cast alloy. Metals 2019, 9, 32. [Google Scholar] [CrossRef] [Green Version]
- Kim, B.; Hwang, J.; Park, Y.; Lee, Y. Microstructural improvement of eutectic al + mg2si phases on al–zn–si–mg cast alloy with tib2 particles additions. Materials 2021, 14, 2902. [Google Scholar] [CrossRef]
- Bonner, S.; Schaffer, G.; Yao, J.-Y. Pressure Assisted Sintering of an Aluminium Alloy. Mater. Sci. Forum 2009, 618–619, 627–630. [Google Scholar] [CrossRef]
- Maleki, A.; Niroumand, B.; Shafyei, A. Effects of squeeze casting parameters on density, macrostructure and hardness of LM13 alloy. Mater. Sci. Eng. A 2006, 428, 135–140. [Google Scholar] [CrossRef]
- Hashemi, H.R.; Ashoori, H.; Davami, P. Microstructure and tensile properties of squeeze cast Al–Zn–Mg–Cu alloy. Mater. Sci. Technol. 2001, 17, 639–644. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Heshmati-Manesh, S.; Abedi, H.R.; Hassas-Irani, S.B. The semisolid microstructural evolution of a severely deformed A356 aluminum alloy. Mater. Des. 2013, 49, 878–887. [Google Scholar] [CrossRef]
- Nie, S.; Gao, B.; Wang, X.; Cao, Z.; Guo, E.; Wang, T. The influence of holding time on the microstructure evolution of mg–10Zn–6.8Gd–4Y alloy during semi-solid isothermal heat treatment. Metals 2019, 9, 420. [Google Scholar] [CrossRef] [Green Version]
- Kondoh, K.; Tsuzuki, R.; Yuasa, E. Tribological properties of magnesium matrix composite alloys dispersed with Mg2Si particles. Adv. Technol. Mater. Mater. Process. J. 2005, 7, 33–36. [Google Scholar] [CrossRef]
- Pitchayyapillai, G.; Seenikannan, P.; Balasundar, P.; Narayanasamy, P. Effect of nano-silver on microstructure, mechanical and tribological properties of cast 6061 aluminum alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 2137–2145. [Google Scholar] [CrossRef]
- Cho, Y.H.; Kim, T.S. Estimation of ultimate strength in single shear bolted connections with aluminum alloys (6061-T6). Thin-Walled Struct. 2016, 101, 43–57. [Google Scholar] [CrossRef]
- Razak, M.I. Design and Development of Alloy Wheel. Tech. Rep. 2015, 9, 3983–3991. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Group | Process Temperature (°C) | Pressure (MPa) | Holding Time (Min) | Matrix Behavior |
|---|---|---|---|---|
| A | 550 | 80 | 30 (Holding time at final process temperature) | Dendrite arm |
| 560 | Dendrite arm | |||
| 570 | Spheroidization | |||
| 580 | Needle shape | |||
| B | 550 | Pl process at 450 °C (80 MPa to 0 MPa) | 10 (Holding time at 450 °C) | Spheroidization |
| 560 | ||||
| 570 | ||||
| C | 550 | Pl process at 450 °C (80 MPa to 0 MPa) | 30 (Holding time at 450 °C) | Spheroidization |
| 560 | ||||
| 570 |
| Element Composition | Al | Zn | Si | Mg | Cu |
|---|---|---|---|---|---|
| True density (g/cm3) | 2.7 | 7.14 | 2.33 | 1.73 | 8.96 |
| Sample Type | Group B (550 °C) | Group B (570 °C) | Group C (550 °C) | Group C (570 °C) | |
|---|---|---|---|---|---|
| Phase | |||||
| Al | 115.3 | 131.2 | 114.8 | 134.6 | |
| Eutectic Si | 253 | 255.6 | 253.8 | 252.3 | |
| Mg2Si | 378.8 | 382.5 | 262.3 | 311.2 | |
| Temperature (°C) | 550 | 560 | 570 | |
|---|---|---|---|---|
| Compressive Yield strength (MPa) | Group B | 414.9 | 582.2 | 723.7 |
| Group C | 350.7 | 437.6 | 520.3 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, Y.G.; Jung, S.S.; Park, Y.H.; Lee, Y.C. Effect of Semi-Solid Processing on the Microstructure and Mechanical Properties of Aluminum Alloy Chips with Eutectic Mg2Si Intermetallics. Metals 2021, 11, 1414. https://doi.org/10.3390/met11091414
Son YG, Jung SS, Park YH, Lee YC. Effect of Semi-Solid Processing on the Microstructure and Mechanical Properties of Aluminum Alloy Chips with Eutectic Mg2Si Intermetallics. Metals. 2021; 11(9):1414. https://doi.org/10.3390/met11091414
Chicago/Turabian StyleSon, Yong Guk, Sung Soo Jung, Yong Ho Park, and Young Cheol Lee. 2021. "Effect of Semi-Solid Processing on the Microstructure and Mechanical Properties of Aluminum Alloy Chips with Eutectic Mg2Si Intermetallics" Metals 11, no. 9: 1414. https://doi.org/10.3390/met11091414
APA StyleSon, Y. G., Jung, S. S., Park, Y. H., & Lee, Y. C. (2021). Effect of Semi-Solid Processing on the Microstructure and Mechanical Properties of Aluminum Alloy Chips with Eutectic Mg2Si Intermetallics. Metals, 11(9), 1414. https://doi.org/10.3390/met11091414