
Analysis of a New SEN Design with an Inner Flow Divider

 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Cases Specifications
3. Performance Analysis Using CFD Simulations
3.1. Numerical Model Description
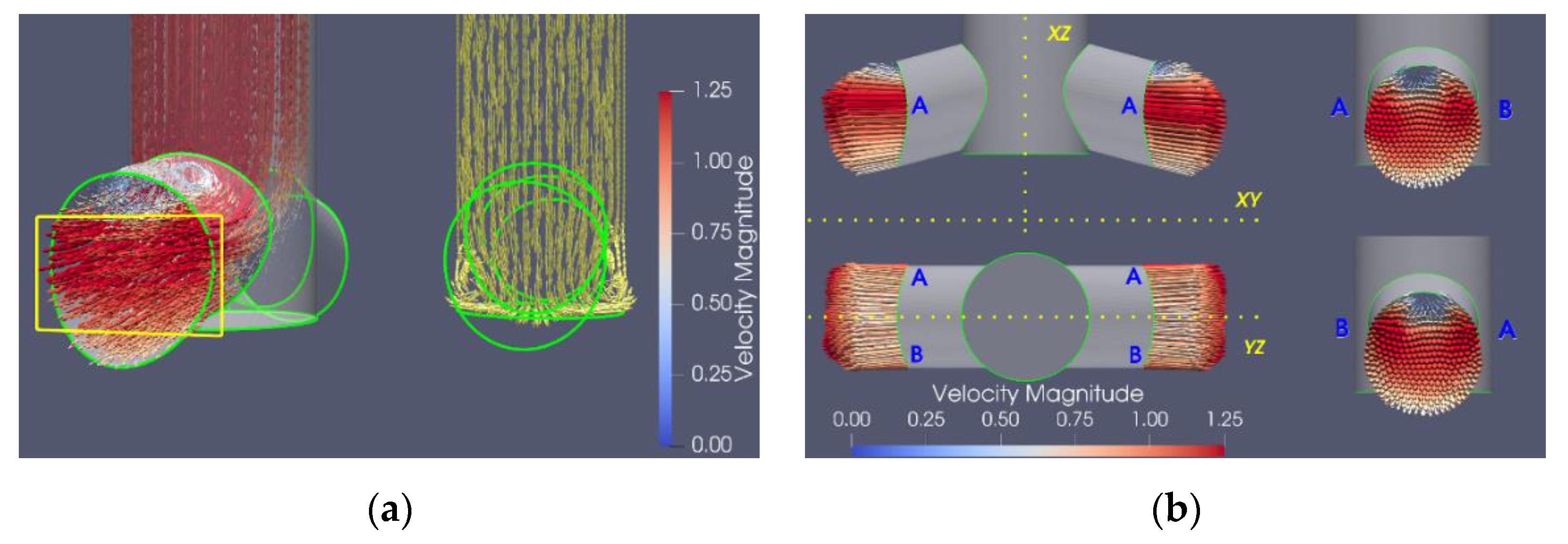
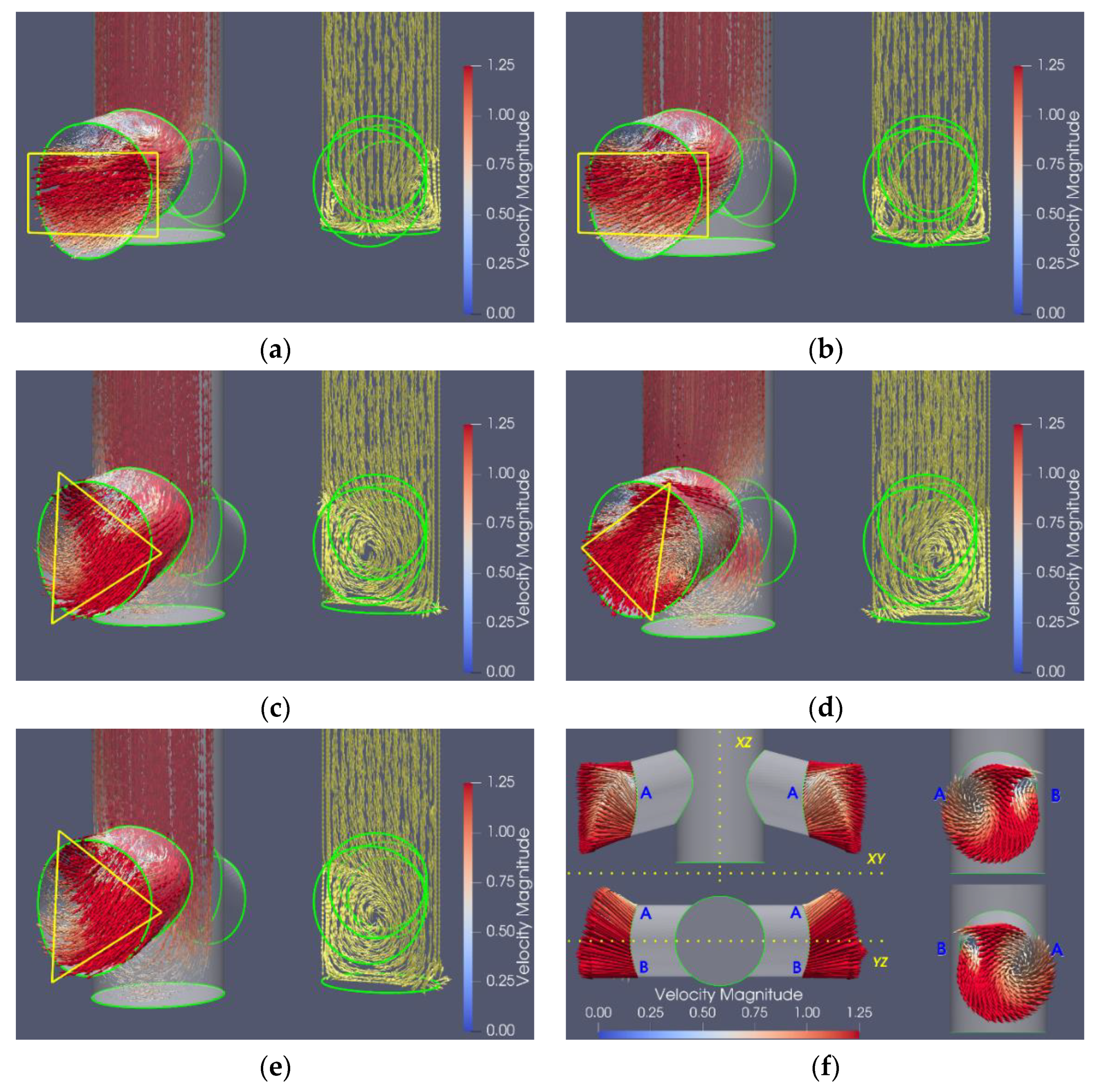
3.2. Analysis of the Hydrodynamic Behavior inside FB and WB-Nozzles
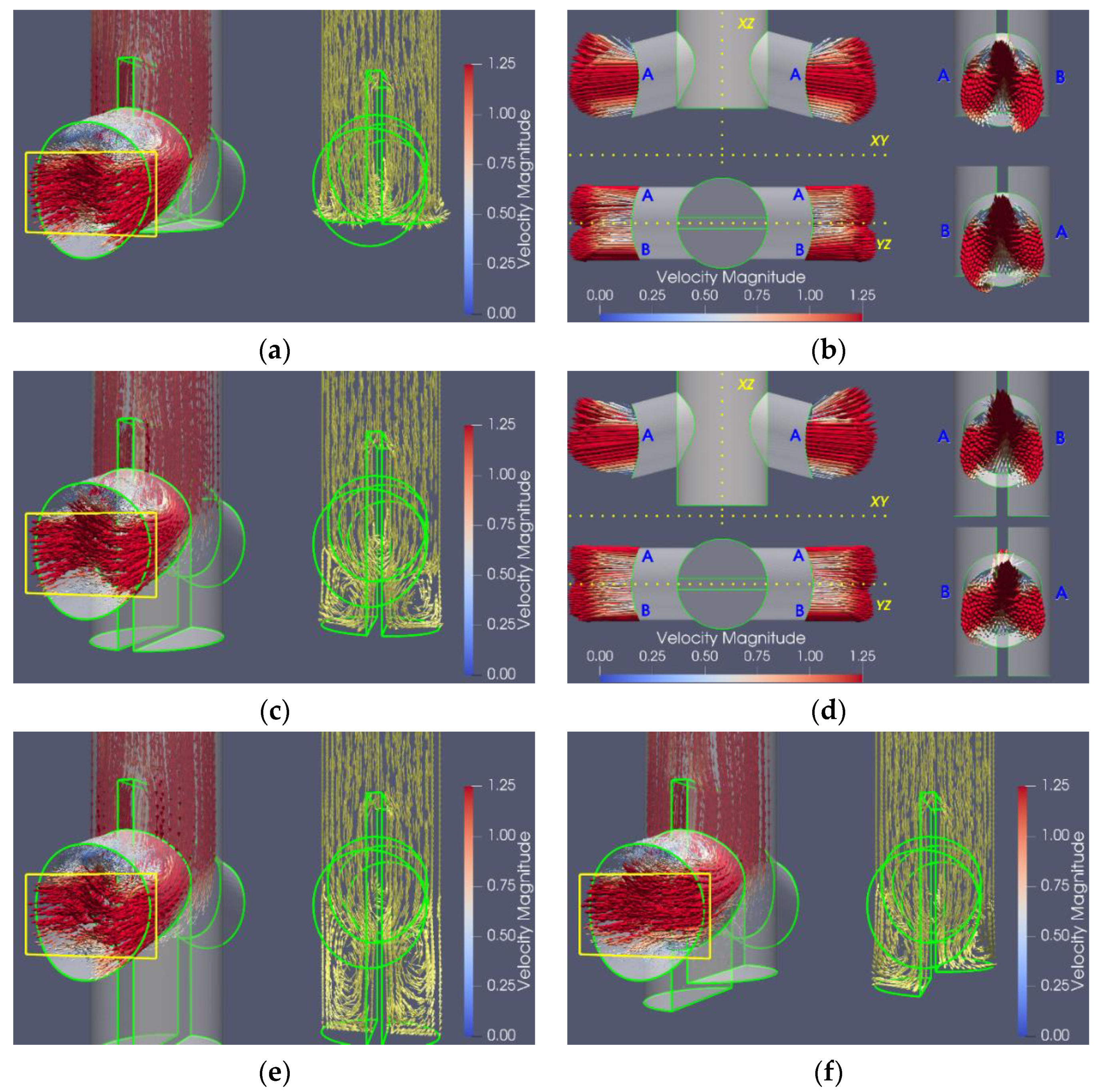
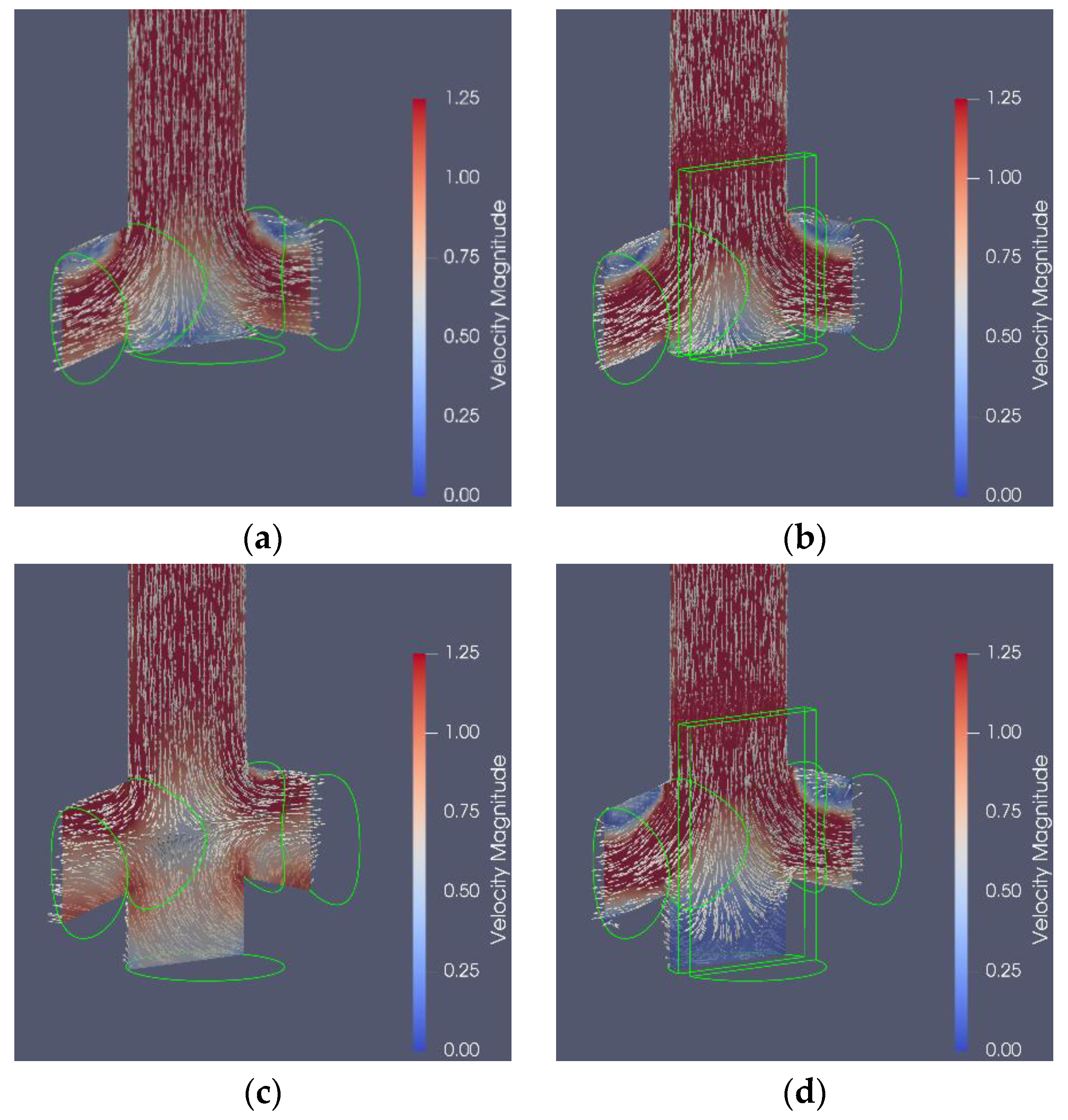
3.3. Analysis of the Hydrodynamic Behavior for Nozzles with Flow Divider
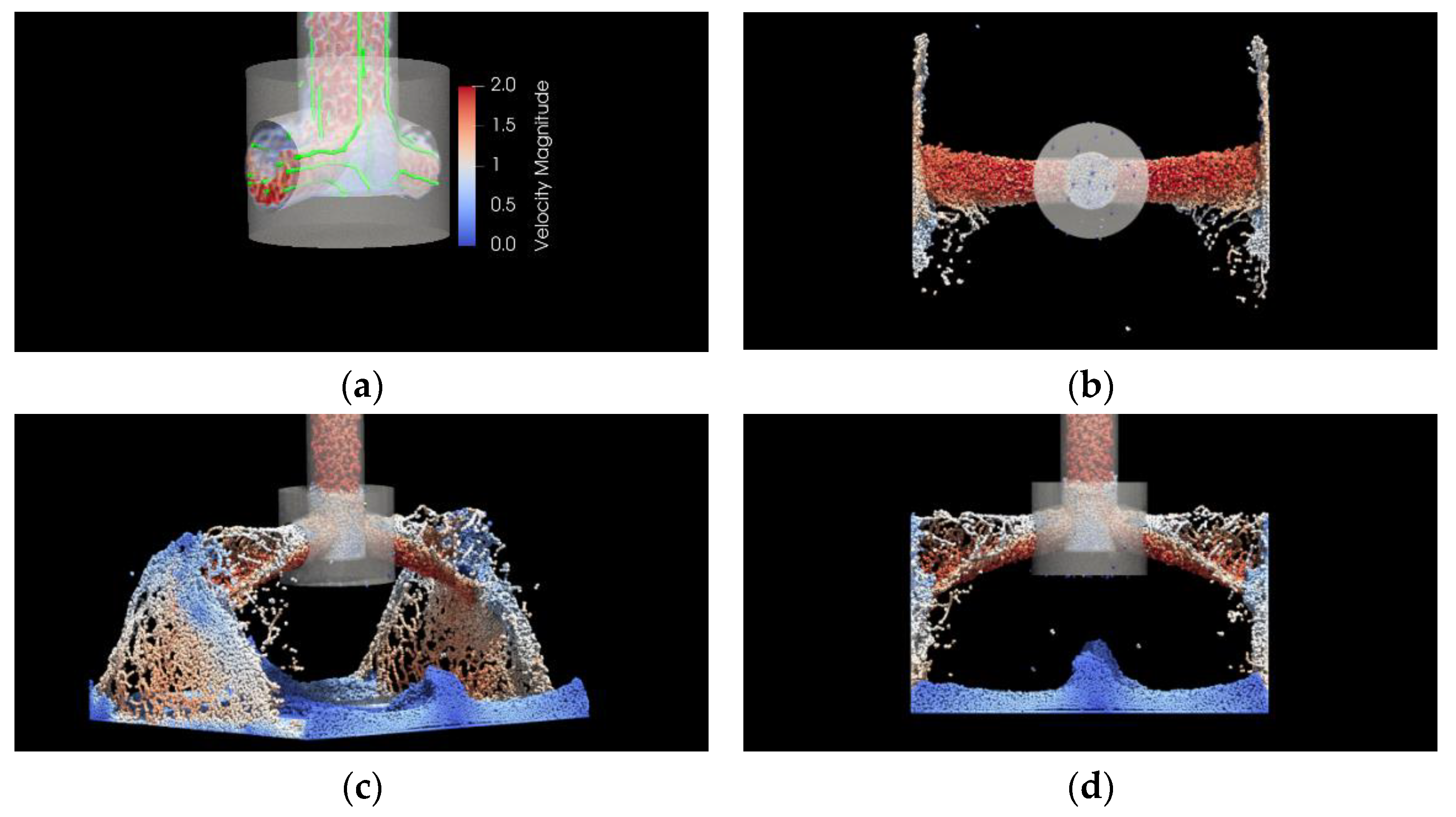
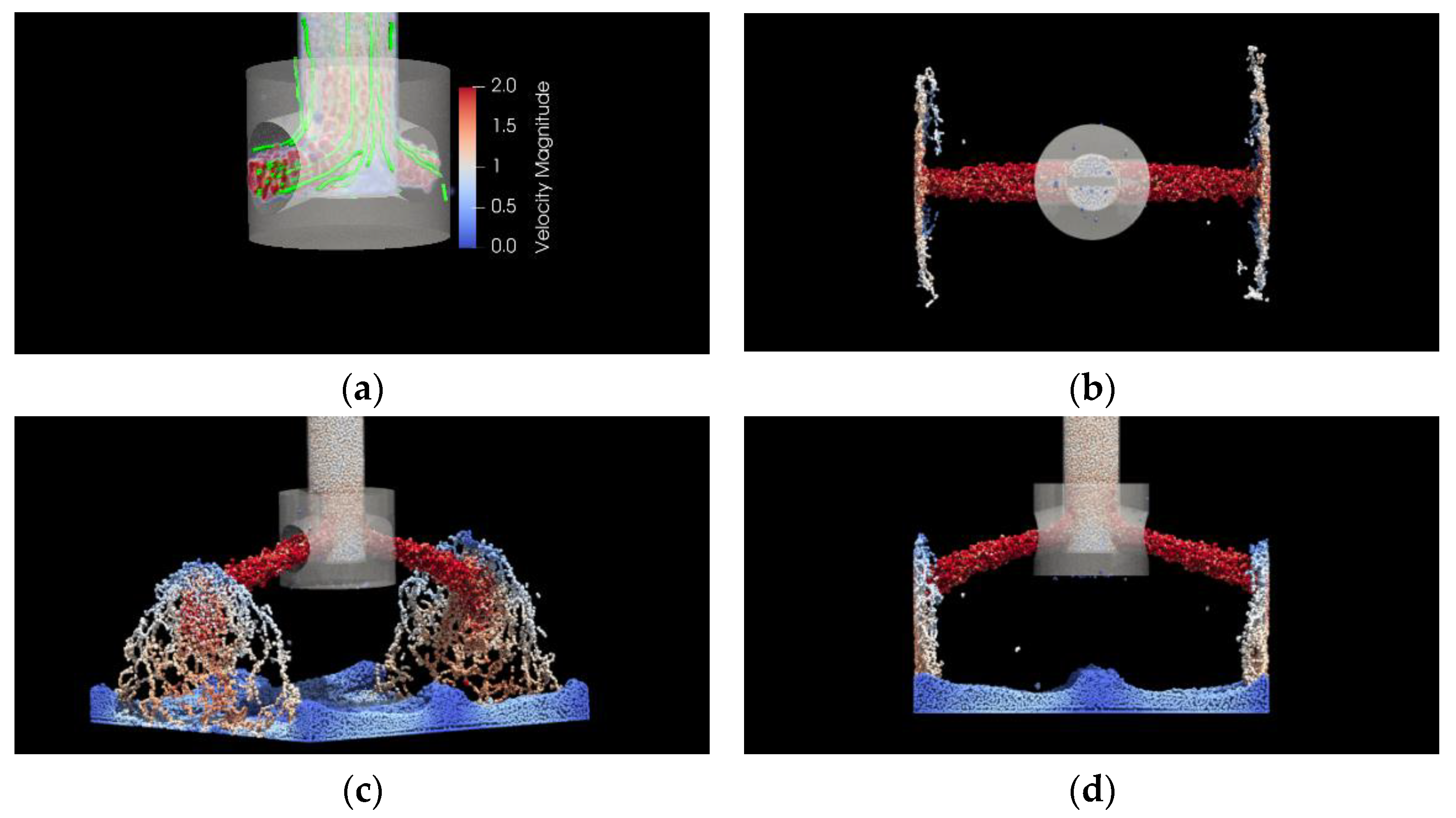
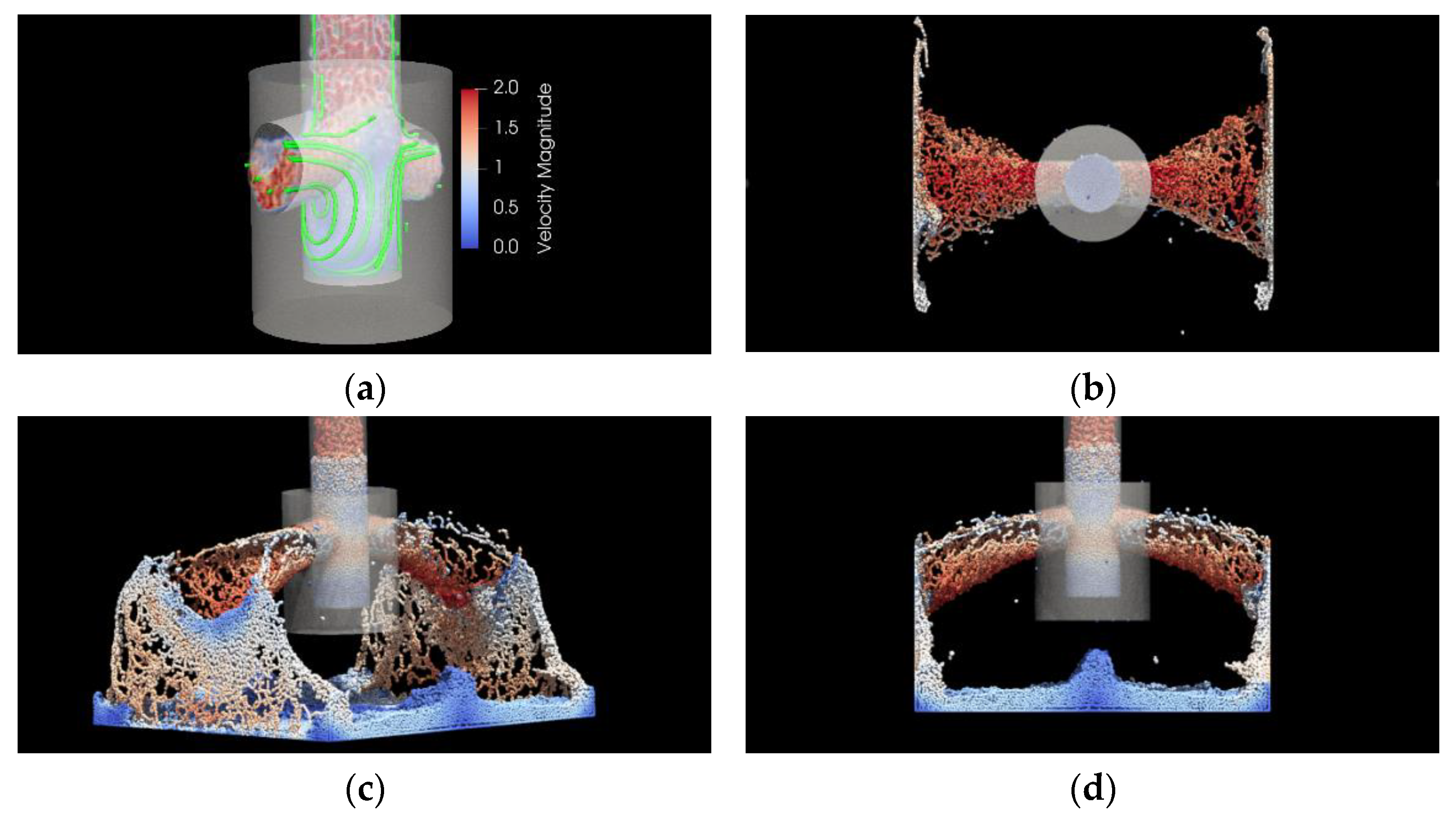
4. Performance Analysis Using SPH Simulations
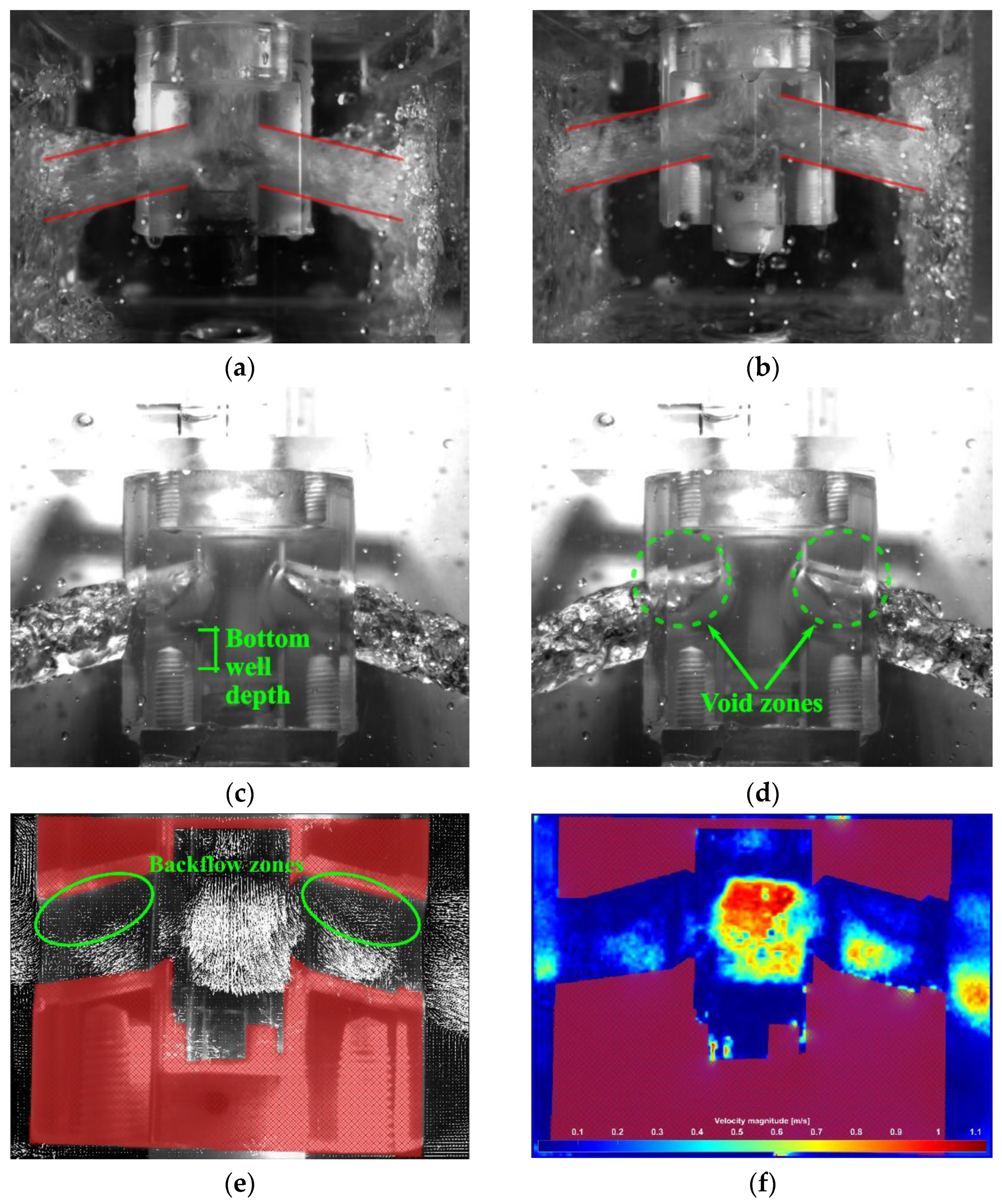
5. Performance Analysis Using Experimental Tests
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, F.; Zhou, H.; Zhang, L.; Chen, W.; Ren, Y.; Wang, S.; Yang, W.; Zhang, X. Dependency of Flow Pattern in the Mold on the Distribution of Inclusions along the Thickness of Continuous Casting Slabs. Metall. Mater. Trans. B 2021, 52, 2536–2550. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, L.; Zhou, Q.; Chen, W.; Jiang, R.; Yin, K.; Yang, W. Clogging-induced asymmetrical and transient flow pattern in a steel continuous casting slab strand measured using nail boards. Steel Res. Int. 2021, 92, 2000547. [Google Scholar] [CrossRef]
- Hua, C.; Wang, M.; Senk, D.; Wang, H.; Zhang, Q.; Zhi, J.; Bao, Y. Cone Clogging of Submerged Entry Nozzle in Rare Earth Treated Ultra-Low Carbon Al-Killed Steel and Its Effect on the Flow Field and Vortex in the Mold. Metals 2021, 11, 662. [Google Scholar] [CrossRef]
- Lee, W.; Kim, J.G.; Jung, J.-I.; Huh, K.Y. Prediction of nozzle clogging through fluid–structure interaction in the continuous steel casting process. Steel Res. Int. 2021, 92, 2000549. [Google Scholar] [CrossRef]
- Vakhrushev, A.; Kharicha, A.; Karimi-Sibaki, E.; Wu, M.; Ludwig, A.; Nitzl, G.; Tang, Y.; Hackl, G.; Watzinger, J.; Eckert, S. Generation of Reverse Meniscus Flow by Applying An Electromagnetic Brake. Metall. Mater. Trans. B 2021. [Google Scholar] [CrossRef]
- Gupta, D.; Lahiri, A.K. Water modelling study of the jet characteristics in a continuous casting mould. Steel Res. Int. 1992, 63, 201–204. [Google Scholar] [CrossRef]
- Gupta, D.; Lahiri, A.K. A water model study of the flow asymmetry inside a continuous slab casting mold. Metall. Mater. Trans. B 1996, 27, 757–764. [Google Scholar] [CrossRef]
- Tsukaguchi, Y. Immersion Nozzle for Continuous Casting and Continuous Casting Method Using the Immersion Nozzle. U.S. Patent 20070158884A1, 12 July 2007. [Google Scholar]
- Yoshida, H.; Morishita, M. Split Nozzle with Immersion Weir. JP4686442B2, 25 May 2011. [Google Scholar]
- Schurmann, D.; Willers, B.; Hackl, G.; Tang, Y.; Eckert, S. Experimental Study of the Mold Flow Induced by a Swirling Flow Nozzle and Electromagnetic Stirring for Continuous Casting of Round Blooms. Metall. Mater. Trans. B 2019, 50, 716–731. [Google Scholar] [CrossRef]
- Gan, M.; Pan, W.; Wang, Q.; Zhang, X.; He, S. Effect of Exit Shape of Submerged Entry Nozzle on Flow Field and Slag Entrainment in Continuous Casting Mold. Metall. Mater. Trans. B 2020, 51, 2862–2870. [Google Scholar] [CrossRef]
- Kumar, M.; Mishra, P.; Roy, A.K. Analysis of Different Mould Section Sizes to Optimize the Submerged Entry Nozzle to Measure the Meniscus Fluctuation in a Continuous Casting Mould. Crystals 2021, 11, 564. [Google Scholar] [CrossRef]
- Lee, W.-H.; Yi, K.-W. Relationship between Fluid Flow Stability and Submerged Entry Nozzle Port Angle in a Conventional Slab Continuous-Casting Mold. Met. Mater. Int. 2020. [Google Scholar] [CrossRef]
- Deng, X.; Ji, C.; Cui, Y.; Li, L.; Yin, X.; Yang, Y.; McLean, A. Flow pattern control in continuous slab casting moulds: Physical modelling and plant trials. Ironmak. Steelmak. 2017, 44, 461–471. [Google Scholar] [CrossRef]
- Real-Ramirez, C.A.; Carvajal-Mariscal, I.; Sanchez-Silva, F.; Cervantes-de-la-Torre, F.; Diaz-Montes, J.; Gonzalez-Trejo, J. Three-Dimensional Flow Behavior Inside the Submerged Entry Nozzle. Metall. Mater. Trans. B 2018, 49, 1644–1657. [Google Scholar] [CrossRef]
- Gonzalez-Trejo, J.; Real-Ramirez, C.A.; Carvajal-Mariscal, I.; Sanchez-Silva, F.; Cervantes-De-La-Torre, F.; Miranda-Tello, R.; Gabbasov, R. Hydrodynamic Analysis of the Flow inside the Submerged Entry Nozzle. Math. Probl. Eng. 2020, 2020, 6267472. [Google Scholar] [CrossRef]
- Real-Ramirez, C.A.; Carvajal-Mariscal, I.; Gonzalez-Trejo, J.; Miranda-Tello, R.; Gabbasov, R.; Sanchez-Silva, F.; Cervantes-de-la-Torre, F. Visualization and measurement of turbulent flow inside a SEN and off the ports. Rev. Mex. Fis. 2021, 67, 1–10. [Google Scholar]
- Gonzalez-Trejo, J.; Real-Ramirez, C.A.; Miranda-Tello, J.R.; Gabbasov, R.; Carvajal-Mariscal, I.; Sanchez-Silva, F.; Cervantes-de-la-Torre, F. Influence of the Submerged Entry Nozzle’s Bottom Well on the Characteristics of Its Exit Jets. Metals 2021, 11, 398. [Google Scholar] [CrossRef]
- Kumar, M.; Mishra, P.; Roy, A.K. Experimental optimization of submerged entry nozzle submergence depth to reduce meniscus fluctuations: A water model study. Mater. Today Proc. 2021, 41, 426–430. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Z.; Wang, F.; Li, B.; Gan, Y. Experimental investigation of trajectories, velocities and size distributions of bubbles in a continuous-casting mold. Powder Technol. 2021, 387, 325–335. [Google Scholar] [CrossRef]
- The OpenFOAM Foundation. OpenFOAM v8 User Guide; The OpenFOAM Foundation: Bracknell, UK, 2020. [Google Scholar]
- Davidson, L. An Introduction to Rurbulence Models. Available online: http://www.tfd.chalmers.se/~lada/postscript_files/kompendium_turb.pdf (accessed on 15 January 2021).
- Liu, F. A thorough description of how wall functions are implemented in OpenFOAM. In Proceedings of CFD with OpenSource Software; OpenCFD: Bracknell, UK, 2016; pp. 1–33. [Google Scholar]
- Geuzaine, C.; Remacle, J.-F. Gmsh: A 3-D finite element mesh generator with built-in pre- and post-processing facilities. Int. J. Numer. Methods Eng. 2009, 79, 1309–1331. [Google Scholar] [CrossRef]
- Chaudhary, R.; Lee, G.-G.; Thomas, B.G.; Kim, S.-H. Transient Mold Fluid Flow with Well- and Mountain-Bottom Nozzles in Continuous Casting of Steel. Metall. Mater. Trans. B 2008, 39, 870–884. [Google Scholar] [CrossRef] [Green Version]
- Real, C.; Miranda, R.; Vilchis, C.; Barron, M.; Hoyos, L.; Gonzalez, J. Transient Internal Flow Characterization of a Bifurcated Submerged Entry Nozzle. ISIJ Int. 2006, 46, 1183–1191. [Google Scholar] [CrossRef]
- Rustico, E.; Jankowski, J.; Hérault, A.; Bilotta, G.; Del Negro, C. Multi-GPU, multi-node SPH implementation with arbitrary domain decomposition. In Proceedings of the 9th International SPHERIC Workshop, Paris, France, 3–5 June 2014. [Google Scholar]
- Gabbasov, R.; González-Trejo, J.; Real-Ramírez, C.A.; Molina, M.M.; la Torre, F.C. Evaluation of GPUSPH Code for Simulations of Fluid Injection Through Submerged Entry Nozzle. In Supercomputing; Springer: Cham, Switzerland, 2019; pp. 218–226. [Google Scholar]
- Ferrari, A.; Dumbser, M.; Toro, E.F.; Armanini, A. A new 3D parallel SPH scheme for free surface flows. Comput. Fluids 2009, 38, 1203–1217. [Google Scholar] [CrossRef]
- Vision Research. Phantom Camera Control Help File; Vision Research—AMETEK Material Analysis Division: Mahwah, NJ, USA, 2011. [Google Scholar]
- Litron Lasers Ltd. Litron Pulsed Laser Control Software; Litron Lasers: Rugby, UK, 2014. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nozzle Type | Left Exit Port | Right Exit Port | ||||
|---|---|---|---|---|---|---|
| QLX (m3/s) | QLY (m3/s) | QLX/QLY (%) | QRX (m3/s) | QRY (m3/s) | QRX/QRY (%) | |
| FB | 1.7 × 10−5 | 3.2 × 10−4 | 5.3 | 2.0 × 10−5 | 3.1 × 10−4 | 6.5 |
| WB-02 | 2.2 × 10−5 | 3.2 × 10−4 | 6.9 | 2.1 × 10−5 | 3.1 × 10−4 | 6.8 |
| WB-04 | 1.6 × 10−5 | 3.1 × 10−4 | 5.2 | 1.8 × 10−5 | 3.2 × 10−4 | 5.6 |
| WB-06 | 9.5 × 10−5 | 3.1 × 10−4 | 30.6 | 1.0 × 10−5 | 3.2 × 10−4 | 31.3 |
| WB-08 | 9.9 × 10−5 | 3.1 × 10−4 | 31.9 | 9.4 × 10−5 | 3.2 × 10−4 | 29.4 |
| WB-10 | 8.9 × 10−5 | 3.2 × 10−4 | 27.8 | 9.5 × 10−5 | 3.1 × 10−4 | 30.6 |
| Nozzle Type | Left Exit Port | Right Exit Port | ||||
|---|---|---|---|---|---|---|
| QLX (m3/s) | QLY (m3/s) | QLX/QLY (%) | QRX (m3/s) | QRY (m3/s) | QRX/QRY (%) | |
| FBFD | 1.4 × 10−5 | 3.1 × 10−4 | 4.5 | 1.3 × 10−5 | 3.2 × 10−4 | 4.1 |
| WBFD-10 | 1.7 × 10−5 | 3.2 × 10−4 | 5.3 | 1.5 × 10−5 | 3.2 × 10−4 | 4.7 |
| WBFD-20 | 3.7 × 10−5 | 3.2 × 10−4 | 11.6 | 3.3 × 10−5 | 3.1 × 10−4 | 10.6 |
| WBFD-5-10 | 1.7 × 10−5 | 3.2 × 10−4 | 5.3 | 2.6 × 10−5 | 3.2 × 10−4 | 8.1 |
| System | Left Exit Port | Right Exit Port | ||||
|---|---|---|---|---|---|---|
| QLX (m3/s) | QLY (m3/s) | QLX/QLY (%) | QRX (m3/s) | QRY (m3/s) | QRX/QRY (%) | |
| Case I | 1.1 × 10−4 | 3.0 × 10−4 | 36.7 | 1.1 × 10−4 | 3.0 × 10−4 | 36.7 |
| Case II | 3.2 × 10−5 | 3.0 × 10−4 | 10.7 | 2.6 × 10−5 | 3.1 × 10−4 | 8.4 |
| Case III | 8.4 × 10−5 | 3.1 × 10−4 | 27.1 | 6.1 × 10−5 | 3.3 × 10−4 | 18.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonzalez-Trejo, J.; Gabbasov, R.; Miranda-Tello, J.R.; Carvajal-Mariscal, I.; Cervantes-de-la-Torre, F.; Sanchez-Silva, F.; Real-Ramirez, C.A. Analysis of a New SEN Design with an Inner Flow Divider. Metals 2021, 11, 1437. https://doi.org/10.3390/met11091437
Gonzalez-Trejo J, Gabbasov R, Miranda-Tello JR, Carvajal-Mariscal I, Cervantes-de-la-Torre F, Sanchez-Silva F, Real-Ramirez CA. Analysis of a New SEN Design with an Inner Flow Divider. Metals. 2021; 11(9):1437. https://doi.org/10.3390/met11091437
Chicago/Turabian StyleGonzalez-Trejo, Jesus, Ruslan Gabbasov, Jose Raul Miranda-Tello, Ignacio Carvajal-Mariscal, Francisco Cervantes-de-la-Torre, Florencio Sanchez-Silva, and Cesar Augusto Real-Ramirez. 2021. "Analysis of a New SEN Design with an Inner Flow Divider" Metals 11, no. 9: 1437. https://doi.org/10.3390/met11091437