
Capability of Multi-Material Laser-Based Powder Bed Fusion—Development and Analysis of a Prototype Large Bore Engine Component


Abstract
:1. Introduction
- ●
- metal–metal combinations are investigated in eleven publications, especially
- ●
- metal–non-metal combinations are investigated in five publications, especially
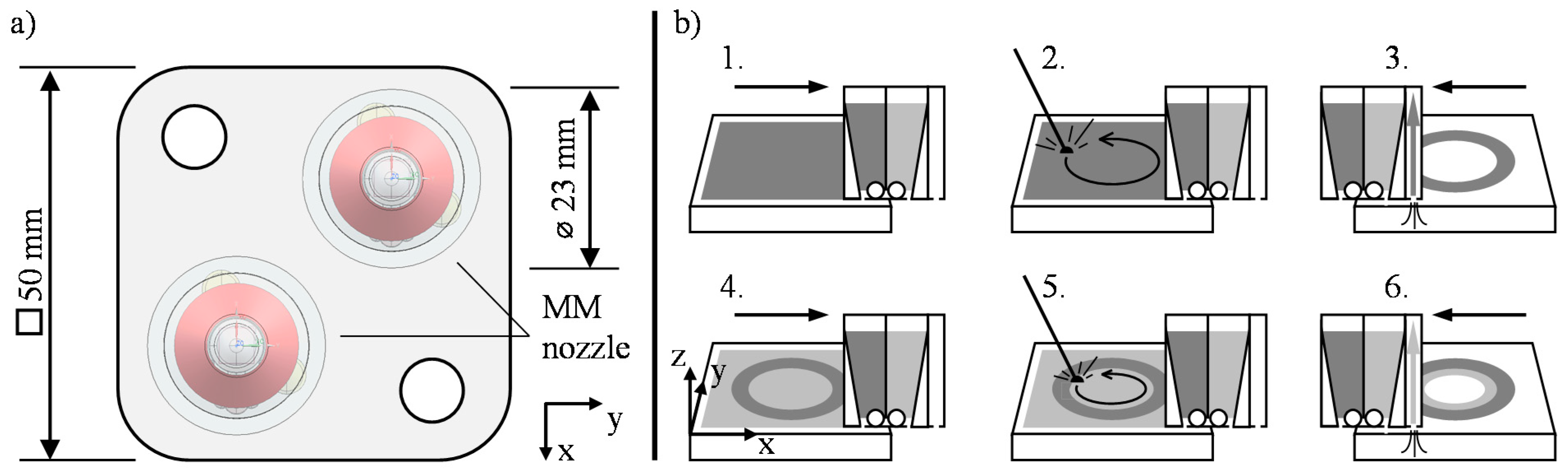
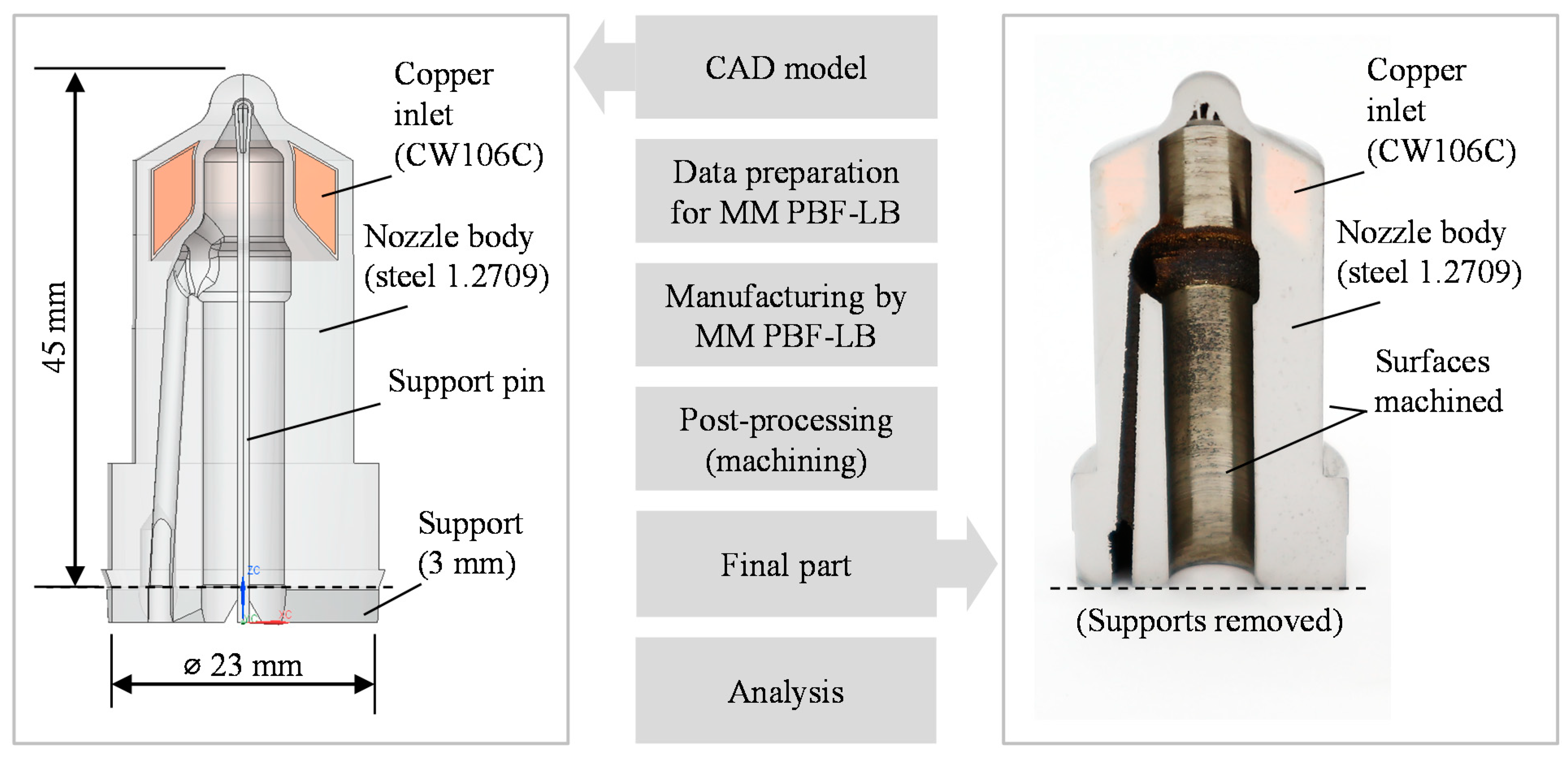
2. Method, Materials, and Component Manufacturing
3. Results and Discussion
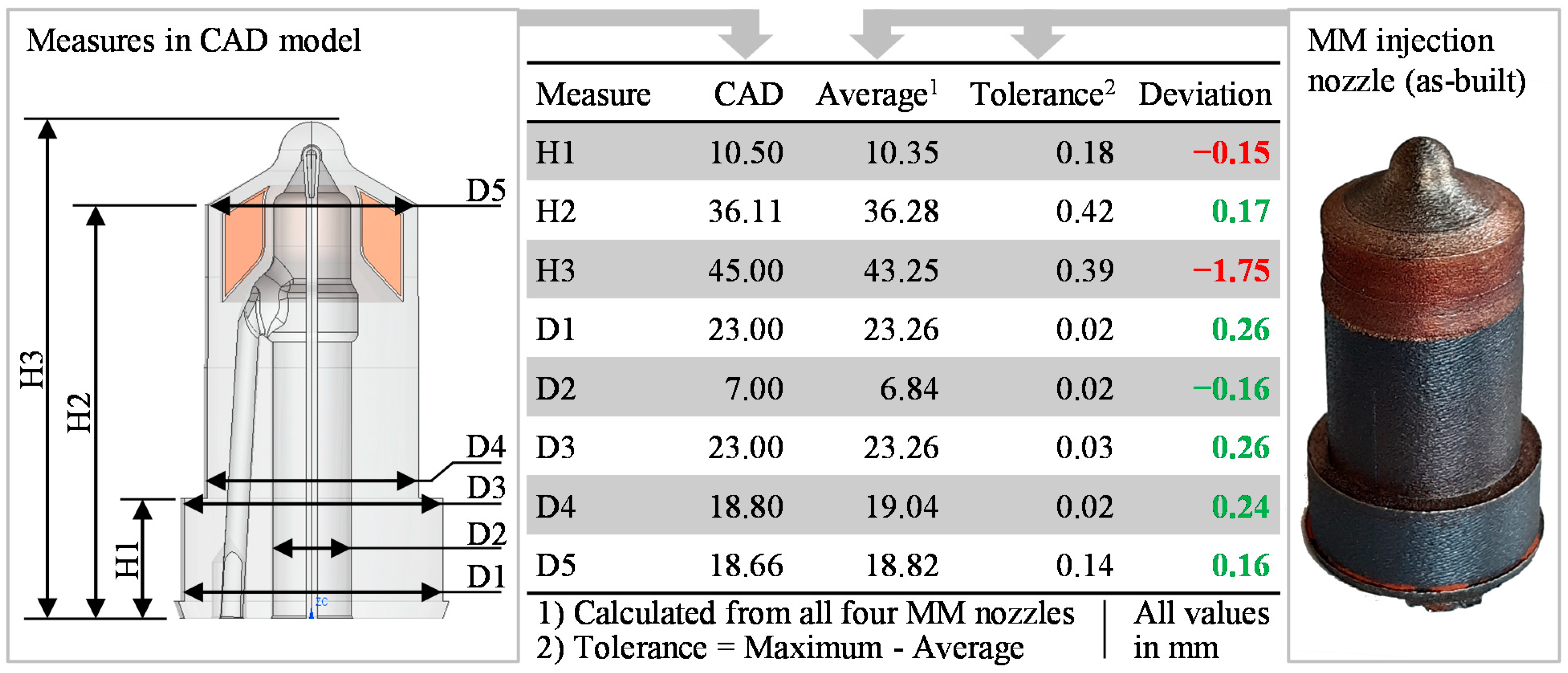
3.1. Manufacturability Analysis
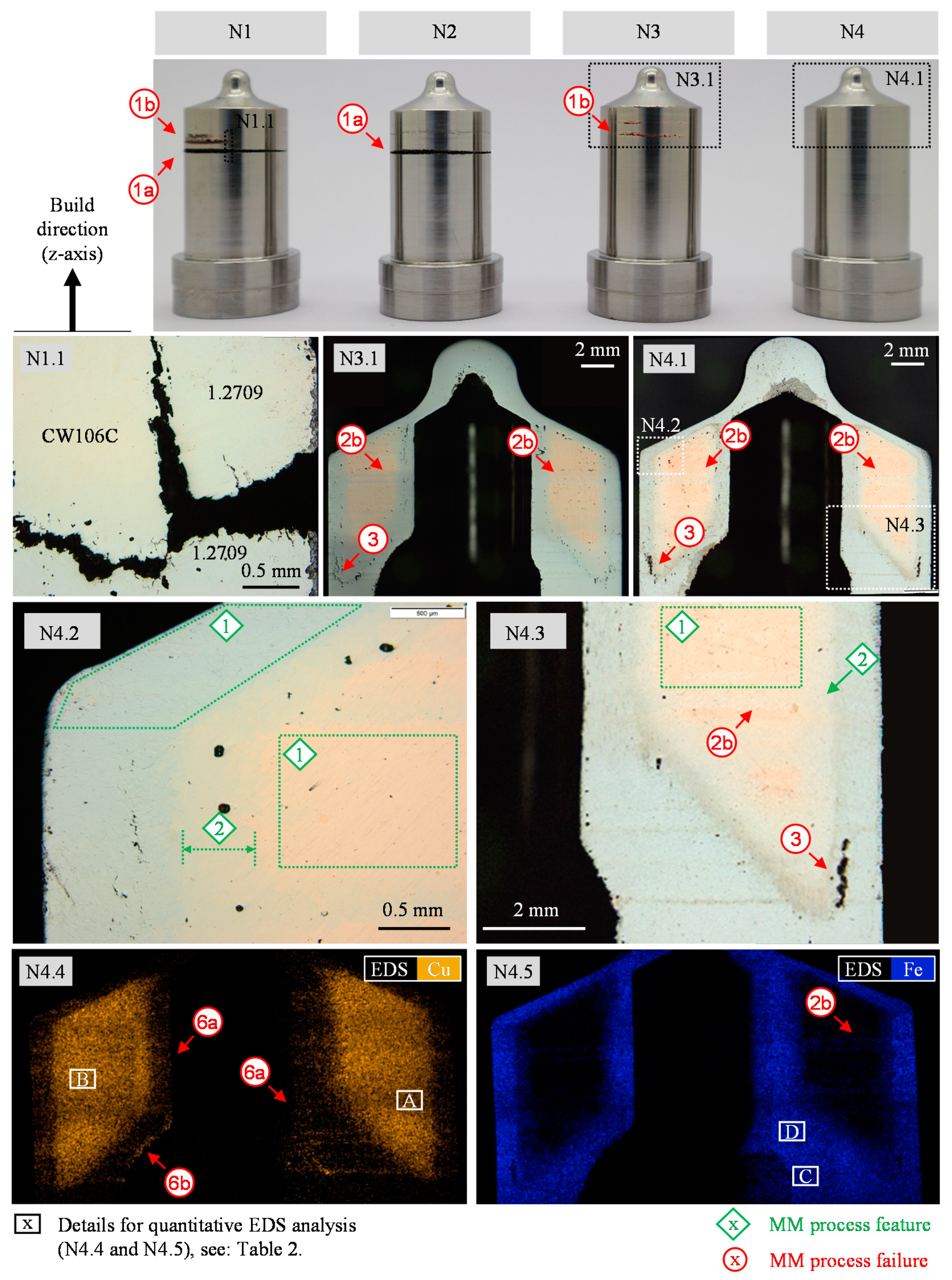
3.2. Metallographic Characterization
- Delamination (1a) at the start of the Cu area, which corresponds to the start of the MM coating process, visible at nozzle N1 and N2, and (1b) within the Cu area, visible at nozzle N1 and N3. It can be seen that the delamination propagated between the Cu and Fe area; see Figure 5, N1.1. One of the four nozzles (nozzle N4) was manufactured without delamination.
- Coating defects occurred in both material transition directions, specifically (2a) Cu in steel area and (2b) steel in Cu area. The defect pattern was the same among all parts in a build job, which indicates that switching of materials was not successful on a whole layer; see Figure 5, N3.1 and N4.1.
- Vertical crack / high porosity at the start of the Cu area. Despite there being no delamination at nozzle N4, an internal vertical crack occurred at the start of the Cu area between the steel and the Cu volume. Since the crack was visible on both sides of the nozzle (see Figure 5, N4.1), it was estimated that the defect had a ring shape. In comparison, this area showed high porosity at nozzle N3, but no continuous crack.
- Porosity in transition area was visible, which was likely caused by the combination of the materials. In the presented study, the transition area had no specific process parameter set.
- Vertical cracks occurred in the steel area. The cracks were vertically oriented along the Cu area in the thin wall of the steel shell.
- Cross-contamination, (6a) even in areas with proper MM coating function, and (6b) accumulation of CW106C at steel down skin surfaces. The cross-contamination of the Cu alloy in the steel area was higher on average than the contamination of steel in the CW106C area, which became apparent from EDX analysis (see Figure 5, N4.4, N4.5, and Table 2).
3.3. Defect Formation and Mitigation
4. Conclusions and Outlook
- Quality comparable to mono-material parts that are manufactured by a PBF-LB/M system without MM capabilities. This is valid for the steel apart from the MM section, but especially for steel and Cu in areas where the MM process worked without failure (see Figure 5, N4.2).
- Geometrically specified transition area between the materials is visible. As defined in the CAD model of the part, a geometrically defined transition area of 400 µm was obtained by the MM process (see Figure 5, N4.2).
- Machining of the parts is possible without limitations. Thus, the components yielded a material quality suitable for post-processing by machining.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- DIN EN ISO/ASTM 52921:2017-01, Normbegrifflichkeiten für Die Additive Fertigung_ Koordinatensysteme und Prüfmethodologien (ISO/ASTM 52921:2013); Deutsche Fassung EN_ISO/ASTM 52921:2016; Beuth: Berlin, Germany, 2016.
- Schneck, M.; Horn, M.; Schmitt, M.; Seidel, C.; Schlick, G.; Reinhart, G. Review on additive hybrid- and multi-material-manufacturing of metals by powder bed fusion: State of technology and development potential. Prog. Addit. Manuf. 2021, 6, 881–894. [Google Scholar] [CrossRef]
- Department of Defence. Manufacturing Readiness Level (MRL) Deskbook. 2018. Available online: http://www.dodmrl.com/ (accessed on 19 October 2017).
- Anstaett, C. Multimaterialverarbeitung Mittels Laserstrahlschmelzen am Beispiel von Metallischen Verbindungen mit der Kupferlegierung CW106C. Ph.D. Thesis, Techische Universität München, Munich, Germany, 2020. [Google Scholar]
- Wei, C.; Li, L.; Zhang, X.; Chueh, Y.-H. 3D printing of multiple metallic materials via modified selective laser melting. CIRP Ann. 2018, 67, 245–248. [Google Scholar] [CrossRef] [Green Version]
- Al-Jamal, O.; Hinduja, S.; Li, L. Characteristics of the bond in Cu–H13 tool steel parts fabricated using SLM. CIRP Ann. 2008, 57, 239–242. [Google Scholar] [CrossRef]
- Chivel, Y. New Approach to Multi-material Processing in Selective Laser Melting. Phys. Procedia 2016, 83, 891–898. [Google Scholar] [CrossRef] [Green Version]
- Binder, M.; Illgner, M.; Anstaett, C.; Kindermann, P.; Kirchbichler, L.; Seidel, C. Automated Manufacturing of Sensor-Monitored Parts. Laser Tech. J. 2018, 15, 36–39. [Google Scholar] [CrossRef] [Green Version]
- Wei, C.; Sun, Z.; Chen, Q.; Liu, Z.; Li, L. Additive Manufacturing of Horizontal and 3D Functionally Graded 316L/Cu10Sn Components via Multiple Material Selective Laser Melting. J. Manuf. Sci. Eng. 2019, 141, 081014. [Google Scholar] [CrossRef]
- Girnth, S.; Koopmann, J.; Klawitter, G.; Waldt, N.; Niendorf, T. 3D hybrid-material processing in selective laser melting: Implementation of a selective coating system. Prog. Addit. Manuf. 2019, 4, 399–409. [Google Scholar] [CrossRef]
- Koopmann, J. Multimaterialdruck von Integrierten Elektrischen Strukturen Mittels Selektivem Laserschmelzen. Ph.D. Thesis, Kassel University Press, Kassel, Germany, 2019. [Google Scholar]
- Anstaett, C.; Seidel, C.; Reinhart, G. Herstellung von 3-D-Multimaterialbauteilen aus Kupfer-Chrom-Zirkonium und Werkzeugstahl 1.2709. In Rapid.Tech + FabCon 3.D, Proceedings of the International Trade Show & Conference for Additive Manufacturing, Proceedings of the 15th Rapid.Tech Conference, Erfurt, Germany, 5–7 June 2018; Kynast, M., Eichmann, M., Witt, G., Eds.; Hanser: München, Germany, 2018; pp. 330–344. [Google Scholar]
- Anstaett, C.; Seidel, C.; Reinhart, G. Fabrication of 3D-Multi-Material Parts by Laser Beam Based Powder Bed Fusion. Solid Free. Fabr. Proc. 2017, 2017, 1548–1556. [Google Scholar]
- Anstaett, C.; Seidel, C.; Reinhart, G. Multi-Material Fabrication of Copper-Chrome-Zirconia and Tool Steel 1.2709 by Powder Bed Based Laser Beam Melting. In Proceedings of the Conference: Lasers in Manufacturing 2019, Munich, Germany; 2016; pp. 14–15. Available online: https://www.researchgate.net/publication/348167253_Metal_powder_cross-contaminations_in_multi-material_laser_powder_bed_fusion_Influence_of_CuCr1Zr_particles_in_AlSi10Mg_feedstock_on_part_properties (accessed on 15 November 2021).
- Zhang, X.; Wei, C.; Chueh, Y.-H.; Li, L. An Integrated Dual Ultrasonic Selective Powder Dispensing Platform for Three-Dimensional Printing of Multiple Material Metal/Glass Objects in Selective Laser Melting. J. Manuf. Sci. Eng. 2018, 141, 011003. [Google Scholar] [CrossRef] [Green Version]
- Ott, M. Multimaterialverarbeitung bei der Additiven Strahl- und Pulverbettbasierten Fertigung, Iwb. Ph.D. Thesis, Techische Universität München, Munich, Germany, 2012. [Google Scholar]
- Koopmann, J.; Voigt, J.; Niendorf, T. Additive Manufacturing of a Steel–Ceramic Multi-Material by Selective Laser Melting. Met. Mater. Trans. A 2019, 50, 1042–1051. [Google Scholar] [CrossRef]
- Weißbach, W. Werkstoffkunde: Strukturen, Eigenschaften, Prüfung, 17th ed.; Vieweg + Teubner: Wiesbaden, Germany, 2010. [Google Scholar]
- Phanikumar, G.; Manjini, S.; Dutta, P.; Chattopadhyay, K.; Mazumder, J. Characterization of a continuous CO2 laser-welded Fe-Cu dissimilar couple. Met. Mater. Trans. A 2005, 36, 2137–2147. [Google Scholar] [CrossRef] [Green Version]
- Munitz, A. Liquid separation effects in Fe−Cu alloys solidified under different cooling rates. Met. Mater. Trans. A 1987, 18, 565–575. [Google Scholar] [CrossRef]
- Kauss, N.; Halle, T.; Rosemann, P. Age-hardening behaviour, microstructure and corrosion resistance of the copper alloyed stainless steel 1.4542. IOP Conf. Series Mater. Sci. Eng. 2018, 373, 012020. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Cao, C.; Wei, B. Microstructure evolution of undercooled iron–copper hypoperitectic alloy. Mater. Sci. Eng. A 2001, 313, 198–206. [Google Scholar] [CrossRef]
- Chen, S.; Huang, J.; Xia, J.; Zhang, H.; Zhao, X. Microstructural Characteristics of a Stainless Steel/Copper Dissimilar Joint Made by Laser Welding. Met. Mater. Trans. A 2013, 44, 3690–3696. [Google Scholar] [CrossRef]
- Yao, C.; Xu, B.; Zhang, X.; Huang, J.; Fu, J.; Wu, Y. Interface microstructure and mechanical properties of laser welding copper–steel dissimilar joint. Opt. Lasers Eng. 2009, 47, 807–814. [Google Scholar] [CrossRef]
- Mai, T.; Spowage, A. Characterisation of dissimilar joints in laser welding of steel–kovar, copper–steel and copper–aluminium. Mater. Sci. Eng. A 2004, 374, 224–233. [Google Scholar] [CrossRef]
- Horn, M.; Langer, L.; Schafnitzel, M.; Dietrich, S.; Schlick, G.; Seidel, C.; Reinhart, G. Influence of Metal Powder Cross-Contaminations on Part Quality in Laser Powder Bed Fusion: Copper Alloy Particles in Maraging Steel Feedstock. Procedia CIRP 2020, 94, 167–172. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T.; Shukla, M.; Pityana, S. Functionally Graded Material: An Overview. In Proceedings of the 2012 International Conference of Manufacturing Engineering and Engineering Management, the 2012 International Conference of Mechanical Engineering, London, UK, 4–6 July 2012; Imperial College London: London, UK, 2012; Volume III. [Google Scholar]
- Pei, E.; Loh, G.H.; Harrison, D.; Almeida, H.D.A.; Verona, M.D.M.; Paz, R. A study of 4D printing and functionally graded additive manufacturing. Assem. Autom. 2017, 37, 147–153. [Google Scholar] [CrossRef]
- Popov, V.V.; Fleisher, A. Hybrid additive manufacturing of steels and alloys. Manuf. Rev. 2020, 7, 6. [Google Scholar] [CrossRef] [Green Version]
- El-Galy, I.M.; Saleh, B.I.; Ahmed, M.H. Functionally graded materials classifications and development trends from industrial point of view. SN Appl. Sci. 2019, 1, 1378. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.; Chew, Y.; Bi, G.; Wang, D.; Ma, W.; Yang, Y.; Zhou, K. Additive manufacturing of steel–copper functionally graded material with ultrahigh bonding strength. J. Mater. Sci. Technol. 2020, 72, 217–222. [Google Scholar] [CrossRef]
- Santos, L.M.S.; De Jesus, J.; Ferreira, J.M.; Costa, J.; Capela, C. Fracture Toughness of Hybrid Components with Selective Laser Melting 18Ni300 Steel Parts. Appl. Sci. 2018, 8, 1879. [Google Scholar] [CrossRef] [Green Version]
- Wallis, C.; Buchmayr, B.; Kitzmantel, M.; Brandstätter, E. Additive Manufacturing of Maragin Steel on a Copper Substrate using Selective Laser Melting. In Proceedings of the 2nd Metal Additive Manufacturing Conference 2016–MAMC 2016, Linz, Austria, 24–25 November 2016. [Google Scholar]
- Yeong, W.Y.; Chen, S. Selective Laser Melting of Copper Based Alloy on Steel: A Preliminary Study. In Proceedings of the 2nd International Conference on Progress in Additive Manufacturing (Pro-AM 2016), Nanyang Technological University, Singapore, 16–19 May 2016. [Google Scholar]
- Chen, J.; Yang, Y.; Wang, D.; Liu, Z.; Song, C. Effect of manufacturing steps on the interfacial defects of laser powder bed fusion 316L/CuSn10. Mater. Lett. 2021, 292, 129377. [Google Scholar] [CrossRef]
- Chueh, Y.-H.; Wei, C.; Zhang, X.; Li, L. Integrated laser-based powder bed fusion and fused filament fabrication for three-dimensional printing of hybrid metal/polymer objects. Addit. Manuf. 2019, 31, 100928. [Google Scholar] [CrossRef]
- Chueh, Y.-H.; Zhang, X.; Ke, J.C.-R.; Li, Q.; Wei, C.; Li, L. Additive manufacturing of hybrid metal/polymer objects via multiple-material laser powder bed fusion. Addit. Manuf. 2020, 36, 101465. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, D.; Sing, S.; Chua, C.; Loh, L. Interfacial characterization of SLM parts in multi-material processing: Metallurgical diffusion between 316L stainless steel and C18400 copper alloy. Mater. Charact. 2014, 94, 116–125. [Google Scholar] [CrossRef]
- Binder, M. Potentials and Challenges of Multi-Material Processing by Laser-Based Powder Bed Fusion. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium 2018, Austin, TX, USA, 13–15 August 2018; pp. 376–387. [Google Scholar]
- Oelschlegel, H.J. Dieselmotorische Verbrennung. In Springer Reference Technik, Handbuch Dieselmotoren; Tschöke, H., Mollenhauer, K., Maier, R., Eds.; Springer Fachmedien: Wiesbaden, Germany, 2018; pp. 91–116. [Google Scholar]
- Zeh, D.; Okumuşoğlu, A. Einspritzdüsen und Düsenhalter für Diesel-Einspritzsysteme. In Springer Reference Technik, Handbuch Dieselmotoren; Tschöke, H., Mollenhauer, K., Maier, R., Eds.; Springer Fachmedien: Wiesbaden, Germany, 2018; pp. 299–307. [Google Scholar]
- Gradl, P.R.; Teasley, T.W.; Protz, C.S.; Garcia, M.B.; Ellis, D.; Kantzos, C. Advancing GRCop-based Bimetallic Additive Manufacturing to Optimize Component Design and Applications for Liquid Rocket Engines. AIAA Propuls. Energy 2021. [Google Scholar] [CrossRef]
- Walker, J.; Middendorf, J.R.; Lesko, C.C.; Gockel, J. Multi-material laser powder bed fusion additive manufacturing in 3-dimensions. Manuf. Lett. 2021. [Google Scholar] [CrossRef]
- Wei, C.; Li, L. Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion. Virtual Phys. Prototyp. 2021, 16, 347–371. [Google Scholar] [CrossRef]
- Aerosint. How Multi-Powder Deposition will Transform Industrial 3D Printing. 2018. Available online: https://aerosint.com/powder-deposition-multimaterial-printing/ (accessed on 15 September 2021).
- Förster, J.; Wunderer, M.; Michatz, M.; Anstätt, C.; Seidel, C.; Schilp, J. Entwicklung eines elektrofotografischen Pulverapplikationsmoduls für laserbasierte Pulverbettschmelzverfahren—Ladungserhalt und Entladung eines Fotoleiters durch Umgebungsbeleuchtung. In Proceedings of the 17th Rapid.Tech 3D Conference, Erfurt, Germany, 22–23 June 2021; Kynast, M., Witt, G., Eichmann, M., Eds.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2021; pp. 235–244. [Google Scholar]
- Foerster, J.; Michatz, M.; Anstaett, C.; Seidel, C.; Schilp, J. Aspects of Developing a Powder Application Module Based on Electrophotography for Additive Powder Bed Based Processes. SSRN J. 2020, 147–152. [Google Scholar] [CrossRef]
- SLM Solutions AG. Product Description SLM 280 2.0. Available online: https://www.slm-solutions.com/products-and-solutions/machines/slm-280/ (accessed on 15 September 2021).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Laser Power | Scan Speed | Hatch Distance | Scan Strategy | Layer Thickness |
|---|---|---|---|---|---|
| W | mm/s | µm | - | µm | |
| Steel (1.2709) | 200 | 600 | 105 | Meander | 30 |
| Cu (CW106C) | 400 | 400 | 125 |
| Composition | Detail A | Detail B | Detail C | Detail D |
|---|---|---|---|---|
| wt.% | ||||
| Fe | 5.51 | 1.97 | 61.31 | 62.95 |
| Ni | 1.50 | 0.38 | 16.26 | 16.36 |
| Co | 0.71 | 0.17 | 9.28 | 9.28 |
| Mo | 0.42 | 0.08 | 4.28 | 4.54 |
| Ti | 0.08 | 0.05 | 1.12 | 1.01 |
| 1.2709 * | 8.22 | 2.65 | 92.25 | 94.14 |
| Cu | 91.08 | 97.60 | 7.63 | 5.80 |
| Cr | 0.61 | 0.64 | 0.12 | 0.06 |
| Zr | 0.09 | 0.00 | 0.00 | 0.00 |
| CW106C * | 91.78 | 98.24 | 7.75 | 5.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schneck, M.; Horn, M.; Schindler, M.; Seidel, C. Capability of Multi-Material Laser-Based Powder Bed Fusion—Development and Analysis of a Prototype Large Bore Engine Component. Metals 2022, 12, 44. https://doi.org/10.3390/met12010044
Schneck M, Horn M, Schindler M, Seidel C. Capability of Multi-Material Laser-Based Powder Bed Fusion—Development and Analysis of a Prototype Large Bore Engine Component. Metals. 2022; 12(1):44. https://doi.org/10.3390/met12010044
Chicago/Turabian StyleSchneck, Matthias, Max Horn, Maik Schindler, and Christian Seidel. 2022. "Capability of Multi-Material Laser-Based Powder Bed Fusion—Development and Analysis of a Prototype Large Bore Engine Component" Metals 12, no. 1: 44. https://doi.org/10.3390/met12010044
APA StyleSchneck, M., Horn, M., Schindler, M., & Seidel, C. (2022). Capability of Multi-Material Laser-Based Powder Bed Fusion—Development and Analysis of a Prototype Large Bore Engine Component. Metals, 12(1), 44. https://doi.org/10.3390/met12010044