

In Situ Alloying of Fe-Cr-Co Permanent Magnet by Selective Laser Melting of Elemental Iron, Chromium and Cobalt Mixed Powders

Abstract
:1. Introduction
2. Materials and Methods
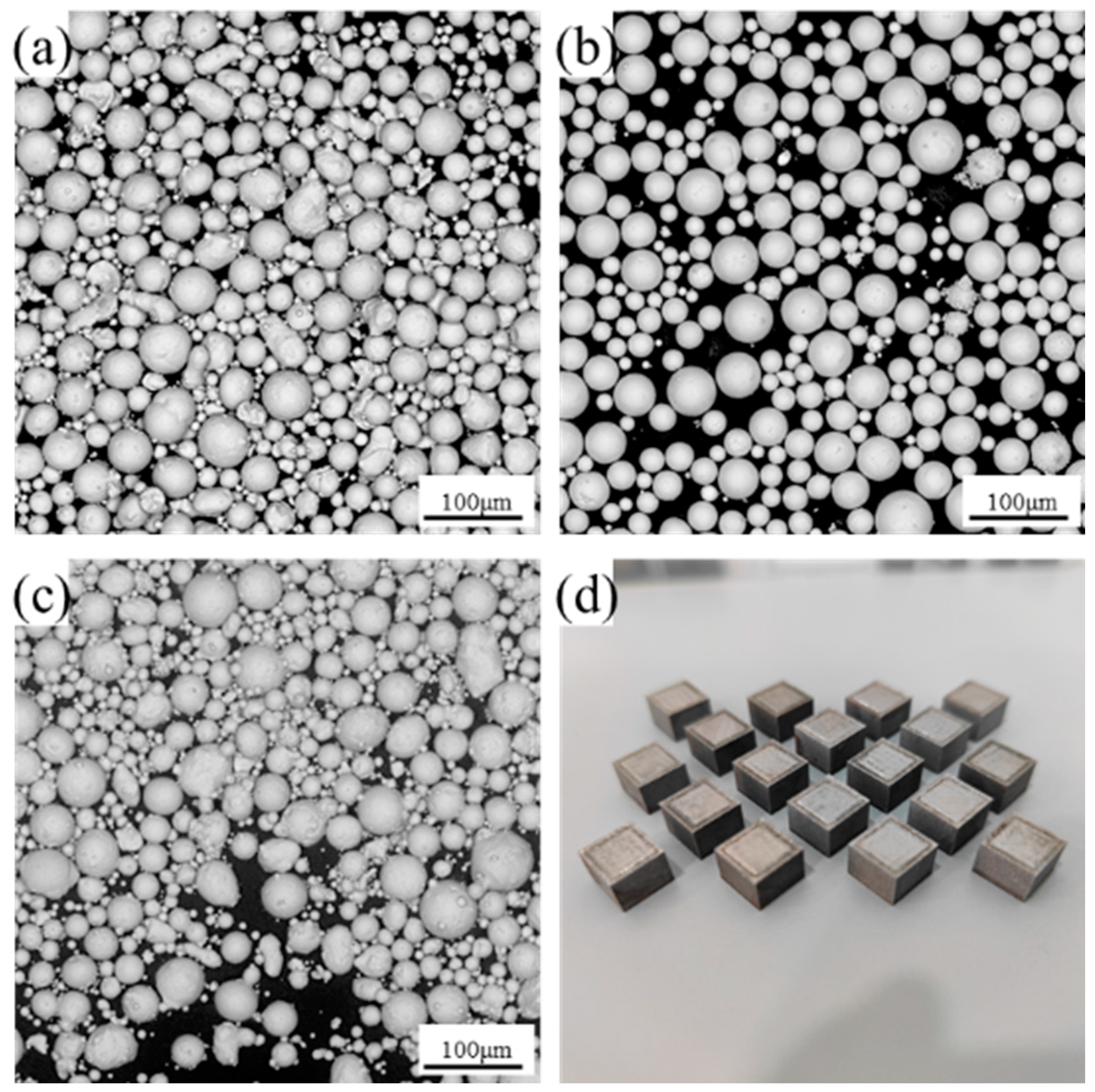
2.1. Specimen Preparation
2.2. Characterizations
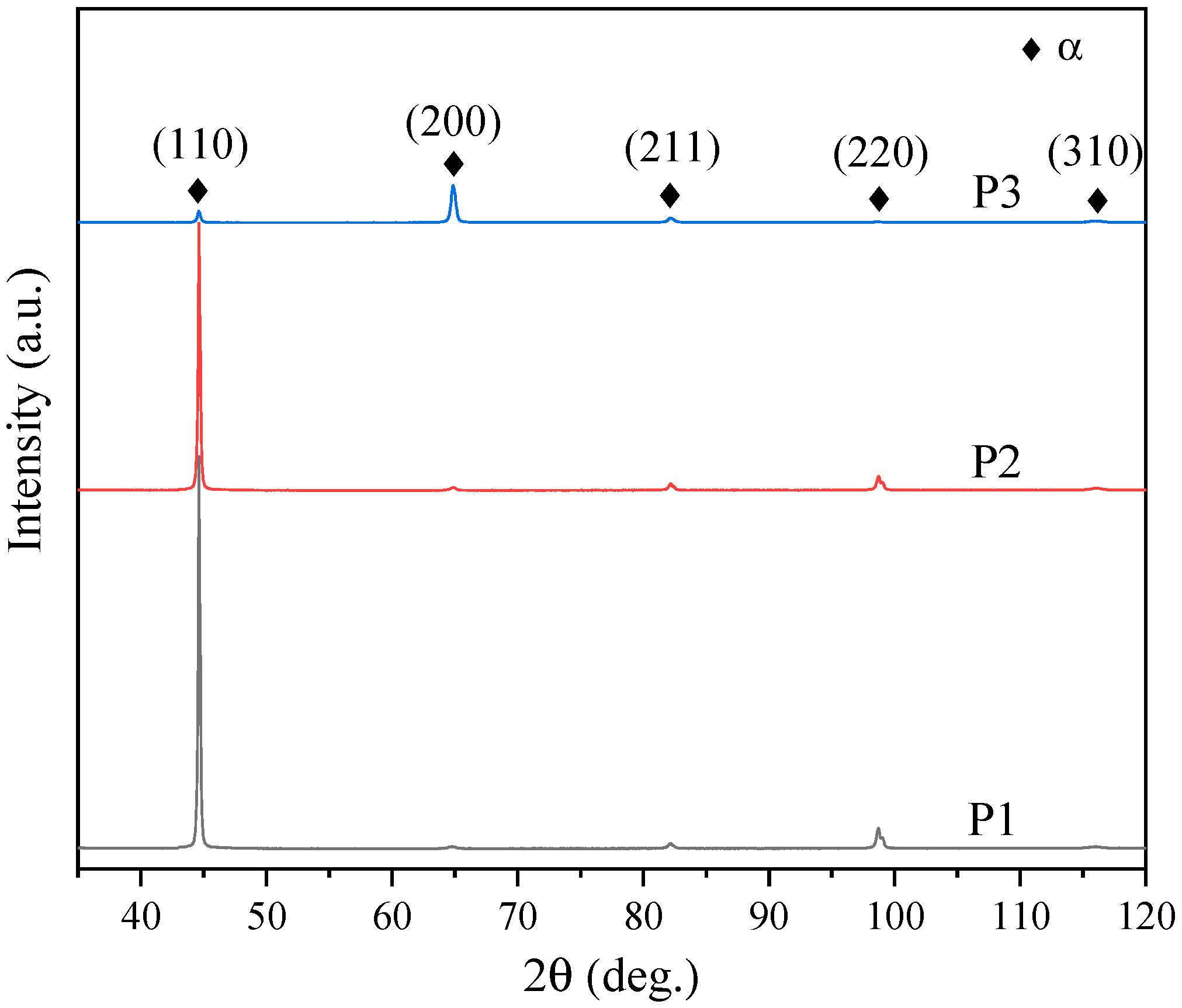
3. Results and Discussion
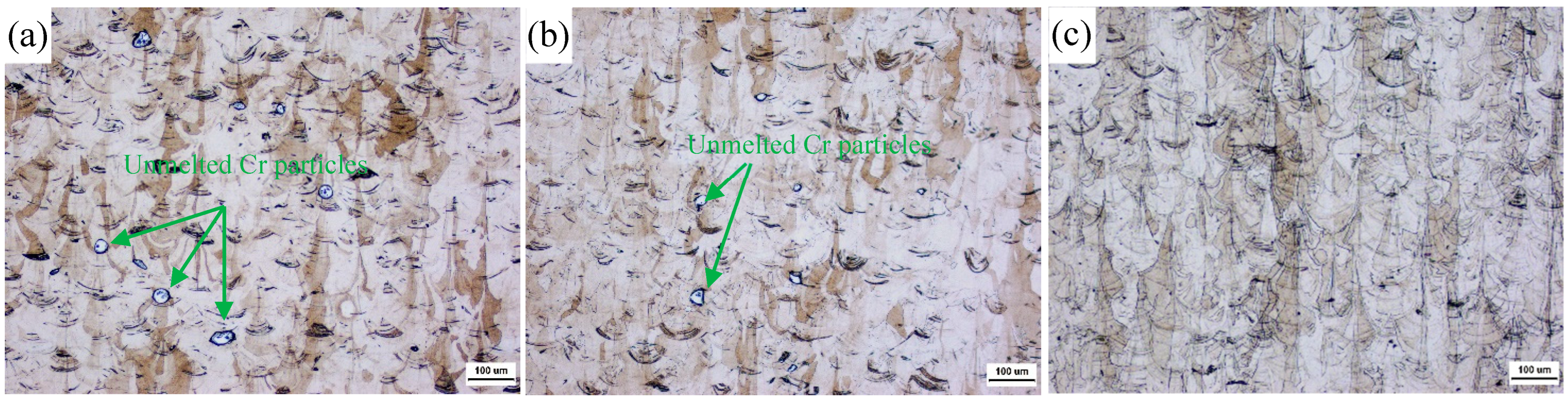
3.1. Forming Behavior
3.2. Magnetic Behavior
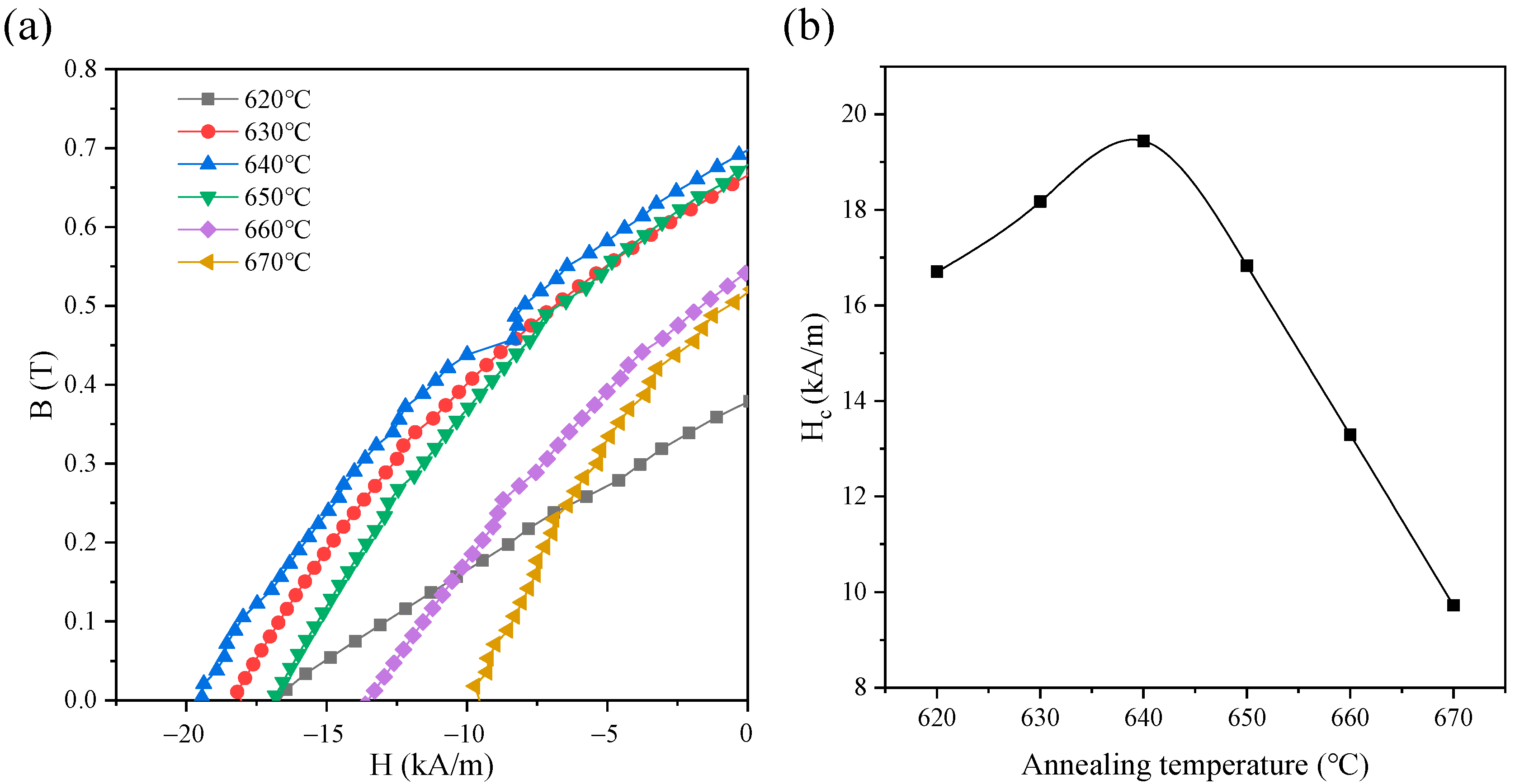
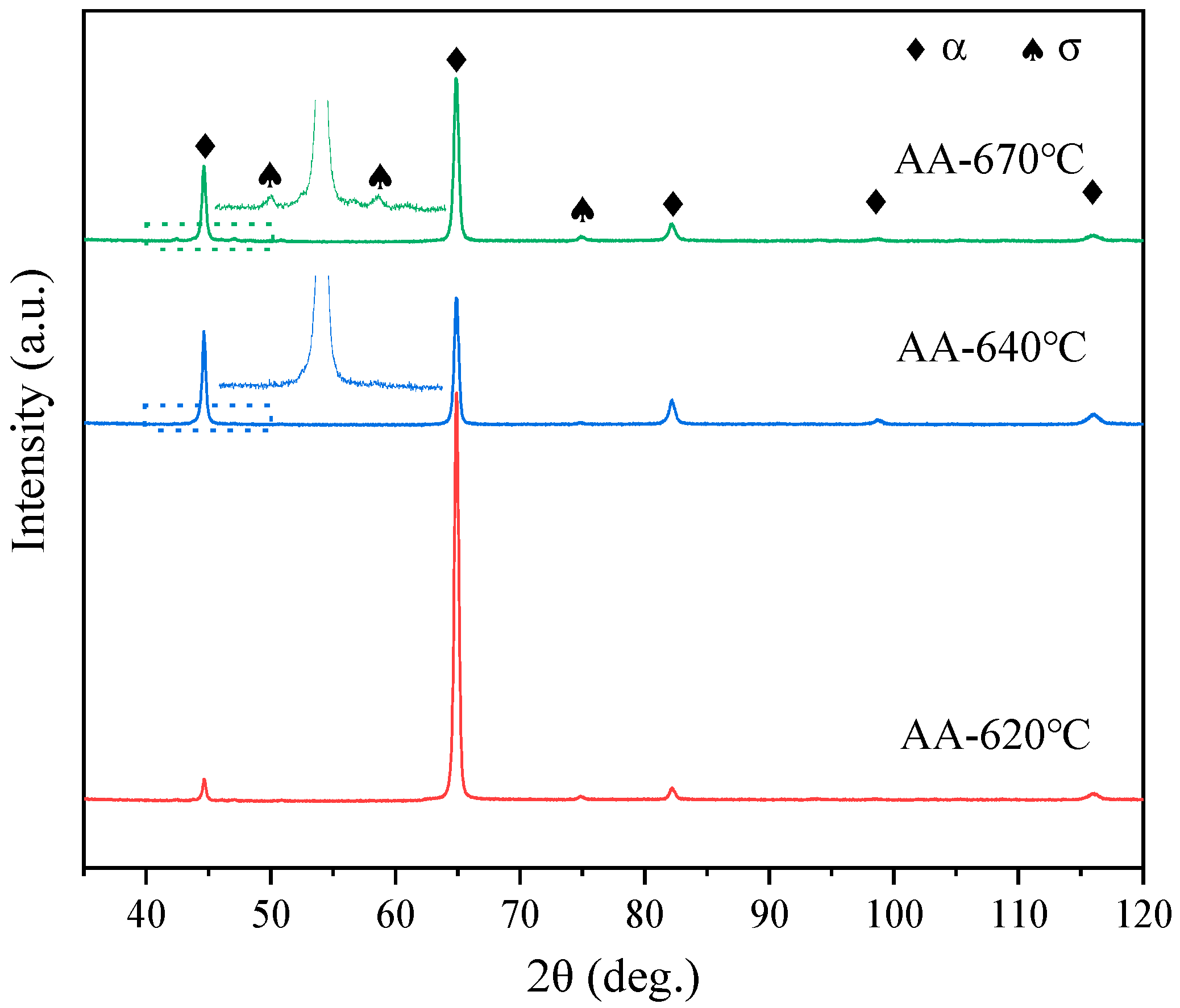
3.2.1. Effect of Annealing Treatment
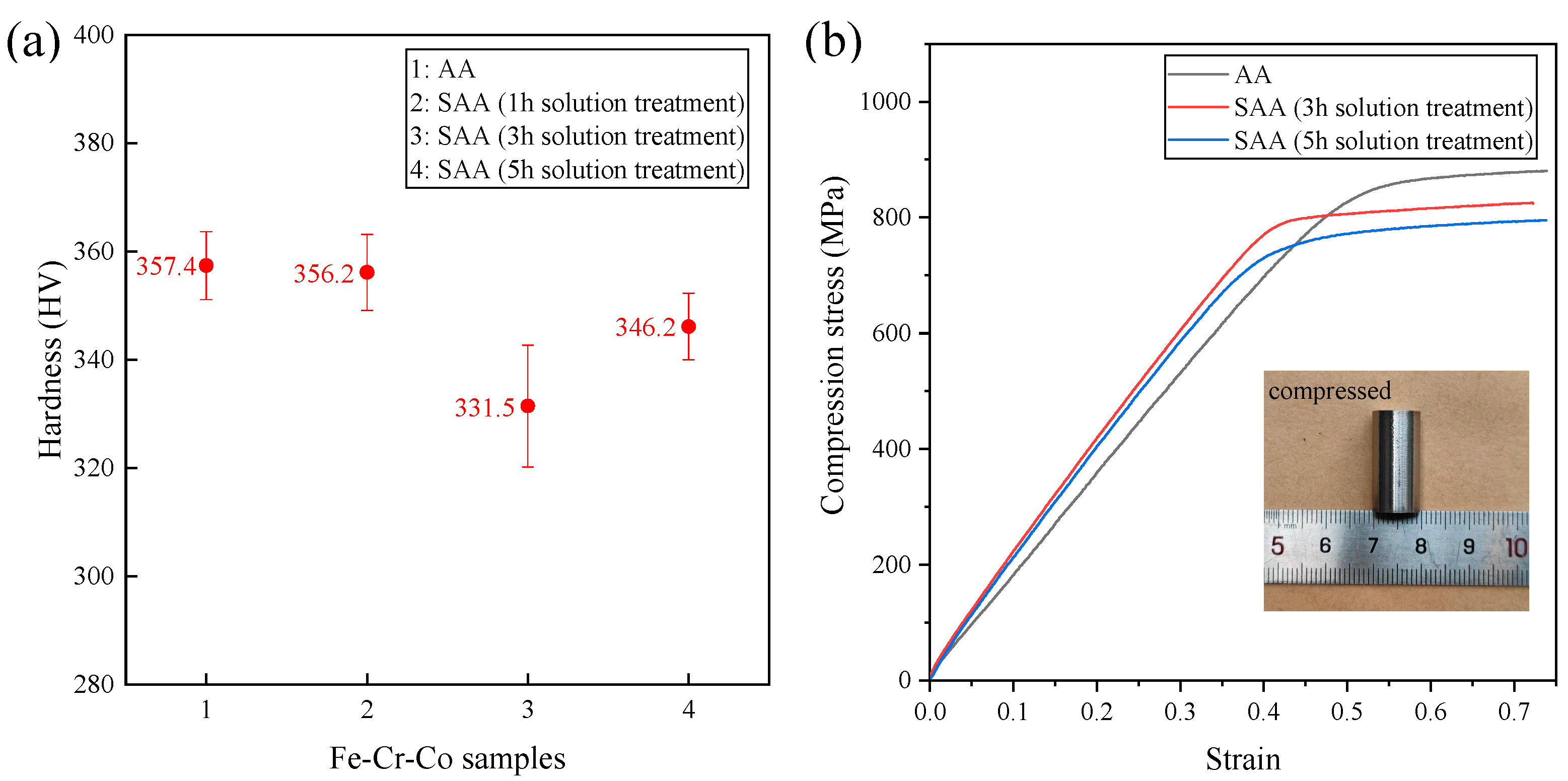
3.2.2. Effect of Solid Solution Treatment
3.3. Mechanical Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaneko, H.; Homma, M.; Nakamura, K. New Ductile Permanent Magnet of Fe-Cr-Co System. AIP Conf. Proc 1972, 5, 1088–1092. [Google Scholar] [CrossRef]
- Sugimoto, S.; Okada, M.; Homma, M. The enhancement of the magnetic properties of Fe-Cr-Co-Mo polycrystalline permanent magnet alloys by cold rolling and annealing. J. Appl. Phys. 1988, 63, 3707–3709. [Google Scholar] [CrossRef]
- Mohseni Zonoozi, E.; Kianvash, A. Microstructure, magnetic and mechanical properties of Fe–28Cr–15Co–1Si cast magnets containing Mo and Ti additives. Appl. Phys. A 2020, 126, 720. [Google Scholar] [CrossRef]
- Belozerov, E.V.; Mushnikov, N.V.; Ivanova, G.V.; Shchegoleva, N.N.; Serikov, V.V.; Kleinerman, N.M.; Vershinin, A.V.; Uimin, M.A. High-strength magnetically hard Fe-Cr-Co-based alloys with reduced content of chromium and cobalt. Phys. Met. Met. 2012, 113, 319–325. [Google Scholar] [CrossRef]
- Han, X.-h.; Li, Y.; Zhao, Y.; Chi, X.; Zhang, C.; Bian, L.; Sun, J.-b.; Zhang, Y. Microstructure and phase transition of Fe-24Cr-12Co-1.5Si ribbons. J. Alloys Compd. 2018, 731, 10–17. [Google Scholar] [CrossRef]
- Jin, S.; Chin, G. Fe-Cr-Co magnets. IEEE Trans. Magn. 1987, 23, 3187–3192. [Google Scholar] [CrossRef]
- Ustyukhin, A.S.; Ankudinov, A.B.; Zelensky, V.A.; Alymov, M.I.; Milyaev, I.M.; Vompe, T.A. Synthesis, thermal treatment, and characterization of sintered hard magnetic Fe–30Cr–16Co alloy. J. Alloys Compd. 2022, 902, 163754. [Google Scholar] [CrossRef]
- Vompe, T.A.; Milyaev, I.M. Magnetic properties of the Fe-24%Cr-15%Co-3%Mo-1.5%Ti hard magnetic alloy in anisotropic and isotropic states. IOP Conf. Ser. Mater. Sci. Eng. 2020, 848, 012096. [Google Scholar] [CrossRef]
- Ustyukhin, A.S.; Ankudinov, A.B.; Zelenskii, V.A.; Milyaev, I.M.; Alymov, M.I. Improvement of magnetic properties by hot rolling of sintered powder alloy in the Fe–Cr–Co system. Dokl. Phys. Chem. 2017, 476, 193–196. [Google Scholar] [CrossRef]
- Reza Amini, R.; Ali, G.; Majid, T.; Mazaher, R. Magnetic features of Fe-Cr-Co alloys with tailoring chromium content fabricated by spark plasma sintering. J. Magn. Magn. Mater. 2017, 426, 744–752. [Google Scholar] [CrossRef]
- Lin, Z.; Zhaolong, X.; Xiaodi, L.; Engang, W. Spinodal Decomposition in Fe-25Cr-12Co Alloys under the Influence of High Magnetic Field and the Effect of Grain Boundary. Nanomaterials 2018, 8, 578. [Google Scholar] [CrossRef]
- Altafi, M.; Ghasemi, A.; Sharifi, E.M. The influence of cold rolling and thermomagnetic treatment on the magnetic and mechanical properties of Fe-23Cr-9Co alloy. J. Magn. Magn. Mater. 2019, 491, 165537. [Google Scholar] [CrossRef]
- Masoud, A.; Ehsan Mohammad, S.; Ali, G. The effect of various heat treatments on the magnetic behavior of the Fe-Cr-Co magnetically hard alloy. J. Magn. Magn. Mater. 2020, 507, 166837. [Google Scholar] [CrossRef]
- Zhaolong, X.; Lin, Z.; Yan, X.; Bailing, A.; Rongmei, N.; Masoud, M.; Theo, S.; Jun, L.; Robert, E.G.; Tiannan, M.; et al. Ultrafine microstructure and hardness in Fe-Cr-Co alloy induced by spinodal decomposition under magnetic field. Mater. Des. 2021, 199, 109383. [Google Scholar] [CrossRef]
- Popovich, A.A. Additive Technologies as Breakthrough Solutions for Creating Advanced Functional Materials. Met. Sci. Heat Treat. 2020, 62, 18–24. [Google Scholar] [CrossRef]
- Reichardt, A.; Shapiro, A.A.; Otis, R.; Dillon, R.P.; Borgonia, J.P.; McEnerney, B.W.; Hosemann, P.; Beese, A.M. Advances in additive manufacturing of metal-based functionally graded materials. Int. Mater. Rev. 2021, 66, 1–29. [Google Scholar] [CrossRef]
- Hou, Y.; Su, H.; Zhang, H.; Wang, X.; Wang, C. Fabricating Homogeneous FeCoCrNi High-Entropy Alloys via SLM In Situ Alloying. Metals 2021, 11, 942. [Google Scholar] [CrossRef]
- Fischer, M.; Joguet, D.; Robin, G.; Peltier, L.; Laheurte, P. In situ elaboration of a binary Ti–26Nb alloy by selective laser melting of elemental titanium and niobium mixed powders. Mater. Sci. Eng. C 2016, 62, 852–859. [Google Scholar] [CrossRef]
- Surmeneva, M.A.; Koptyug, A.; Khrapov, D.; Ivanov, Y.F.; Mishurova, T.; Evsevleev, S.; Prymak, O.; Loza, K.; Epple, M.; Bruno, G.; et al. In situ synthesis of a binary Ti–10at% Nb alloy by electron beam melting using a mixture of elemental niobium and titanium powders. J. Mater. Processing Technol. 2020, 282, 116646. [Google Scholar] [CrossRef]
- Martinez, R.; Todd, I.; Mumtaz, K. In situ alloying of elemental Al-Cu12 feedstock using selective laser melting. Virtual Phys. Prototyp. 2019, 14, 242–252. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, J.; Coddet, C. Microstructure and Transformation Behavior of in-situ Shape Memory Alloys by Selective Laser Melting Ti–Ni Mixed Powder. J. Mater. Sci. Technol. 2013, 29, 863–867. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.P.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.W.J.; Tor, S.B.; Lim, C.S.; Wong, C.H. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Borgman, J.M.; Conway, P.P.; Torres-Sanchez, C. The use of inorganic process control agents to mill titanium-niobium powders suitable for the selective laser melting process. Powder Technol. 2022, 407, 117546. [Google Scholar] [CrossRef]
- Szymura, S.; Sojka, L. Structure and Magnetic Properties of Fe-Cr-Co-Mo Alloy Melted in Open Induction Furnance. Met Sci 1979, 13, 320–321. [Google Scholar]
- Mukhamedov, B.O.; Ponomareva, A.V.; Abrikosov, I.A. Spinodal decomposition in ternary Fe-Cr-Co system. J. Alloys Compd. 2017, 695, 250–256. [Google Scholar] [CrossRef]
- Wang, X.; Carter, L.N.; Pang, B.; Attallah, M.M.; Loretto, M.H. Microstructure and yield strength of SLM-fabricated CM247LC Ni-Superalloy. Acta Mater. 2017, 128, 87–95. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Straumanis, M.E.; Weng, C.C. The Absorption and Refraction Corrections and the Lattice Constant of Chromium. Am. Mineral. 1956, 41, 437–448. [Google Scholar]
- Yin, J.; Zhang, W.; Ke, L.; Wei, H.; Wang, D.; Yang, L.; Zhu, H.; Dong, P.; Wang, G.; Zeng, X. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu–10Zn alloy. Int. J. Mach. Tools Manuf. 2021, 161, 103686. [Google Scholar] [CrossRef]
- Beiranvand, Z.M.; Ghaini, F.M.; Naffakh-moosavy, H.; Sheikhi, M.; Torkamany, M.J. Magnesium Loss in Nd:YAG Pulsed Laser Welding of Aluminum Alloys. Metall. Mater. Trans. B 2018, 49, 2896–2905. [Google Scholar] [CrossRef]
- Zhuo, L.; Song, B.; Li, R.; Wei, Q.; Yan, C.; Shi, Y. Effect of element evaporation on the microstructure and properties of CuZnAl shape memory alloys prepared by selective laser melting. Opt. Laser Technol. 2020, 127, 106164. [Google Scholar] [CrossRef]
- Jin, S.; Chin, G.; Wonsiewicz, B. A low cobalt ternary Cr-Co-Fe alloy for telephone receiver magnet use. IEEE Trans. Magn. 1980, 16, 139–146. [Google Scholar] [CrossRef]
- Milyaev, I.M.; Milyaev, A.I.; Yusupov, V.S.; Laisheva, N.V.; Lazorenko, G.Y. Effect of Heat Treatment on the Magnetic Hysteretic Properties of an Isotropic Hard Magnetic Fe–30Cr–14Co Alloy. Russ. Metall. (Met.) 2022, 2022, 245–249. [Google Scholar] [CrossRef]
- Xu, X.; Westraadt, J.E.; Odqvist, J.; Youngs, T.G.A.; King, S.M.; Hedström, P. Effect of heat treatment above the miscibility gap on nanostructure formation due to spinodal decomposition in Fe-52.85 at.%Cr. Acta Mater. 2018, 145, 347–358. [Google Scholar] [CrossRef]
- Kaneko, H.; Homma, M.; Minowa, T. Effect of V and V + Ti additions on the structure and properties of Fe-Cr-Co ductile magnet alloys. IEEE Trans. Magn. 1976, 12, 977–979. [Google Scholar] [CrossRef]
- Wu, X.; Bu, S.; Han, X.; Zhang, C.; Sun, J.; Zhang, Y.; Pan, Y. Effects of Si and/or Ti Addition on the Microstructure and Magnetic Properties of Fe–Cr–Co Ribbons. IEEE Trans. Magn. 2017, 53, 2100208. [Google Scholar] [CrossRef]
- Sun, X.Y.; Xu, C.Y.; Zhen, L.; Lu, L.X.; Qin, L.C. Spinodal decomposition in Fe–25Cr–12Co–1Si alloy under a 100kOe magnetic field. J. Magn. Magn. Materials. 2006, 306, 69–72. [Google Scholar] [CrossRef]
- Suzudo, T.; Takamizawa, H.; Nishiyama, Y.; Caro, A.; Toyama, T.; Nagai, Y. Atomistic modeling of hardening in spinodally-decomposed Fe–Cr binary alloys. J. Nucl. Mater. 2020, 540, 152306. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
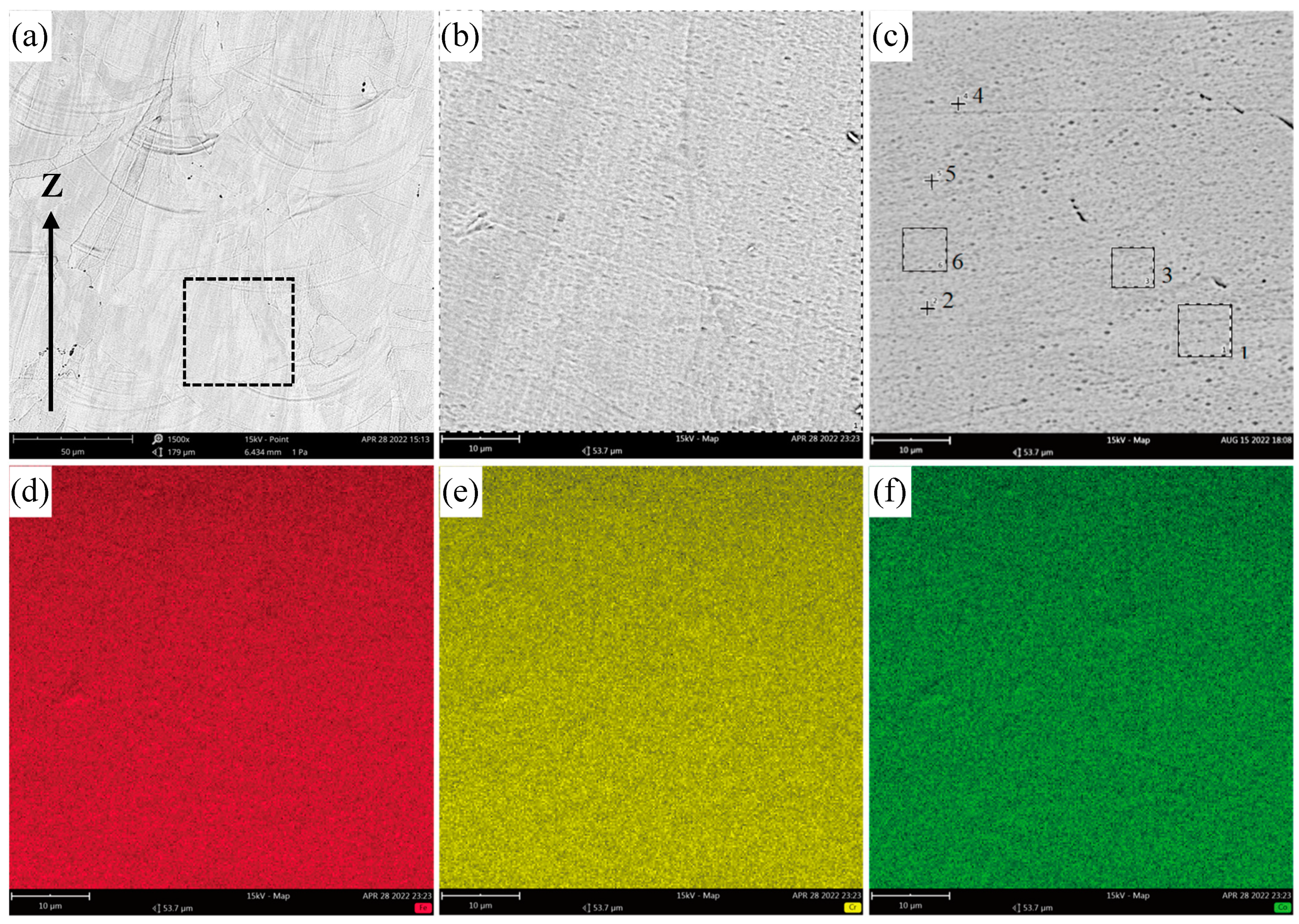
| Element Composition (wt.%) | Fe | Cr | Co | |
|---|---|---|---|---|
| EDS | Region 1 | 61.88 | 21.68 | 16.44 |
| Point 2 | 61.99 | 21.85 | 16.16 | |
| Region 3 | 61.97 | 21.72 | 16.31 | |
| Point 4 | 62.09 | 21.45 | 16.46 | |
| Point 5 | 61.79 | 22.42 | 15.79 | |
| Region 6 | 62.22 | 21.66 | 16.12 | |
| Average value | 61.99 | 21.80 | 16.21 | |
| Composition deviation | 0.37% | 2.84% | 2.59% | |
| Samples | Hc (kA/m) | Br (T) | (BH)max (kJ/m3) |
|---|---|---|---|
| AA | 19.44 | 0.69 | 4.54 |
| SAA (1 h solution treatment) | 22.35 | 0.84 | 7.24 |
| SAA (3 h solution treatment) | 22.84 | 0.86 | 7.98 |
| SAA (5 h solution treatment) | 18.77 | 0.70 | 4.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Y.; Zhang, H.; Su, H.; Shen, P.; Hou, Y.; Zhou, D. In Situ Alloying of Fe-Cr-Co Permanent Magnet by Selective Laser Melting of Elemental Iron, Chromium and Cobalt Mixed Powders. Metals 2022, 12, 1634. https://doi.org/10.3390/met12101634
He Y, Zhang H, Su H, Shen P, Hou Y, Zhou D. In Situ Alloying of Fe-Cr-Co Permanent Magnet by Selective Laser Melting of Elemental Iron, Chromium and Cobalt Mixed Powders. Metals. 2022; 12(10):1634. https://doi.org/10.3390/met12101634
Chicago/Turabian StyleHe, Yazhou, Hao Zhang, Hang Su, Peng Shen, Yaqing Hou, and Dong Zhou. 2022. "In Situ Alloying of Fe-Cr-Co Permanent Magnet by Selective Laser Melting of Elemental Iron, Chromium and Cobalt Mixed Powders" Metals 12, no. 10: 1634. https://doi.org/10.3390/met12101634
APA StyleHe, Y., Zhang, H., Su, H., Shen, P., Hou, Y., & Zhou, D. (2022). In Situ Alloying of Fe-Cr-Co Permanent Magnet by Selective Laser Melting of Elemental Iron, Chromium and Cobalt Mixed Powders. Metals, 12(10), 1634. https://doi.org/10.3390/met12101634