
Tailoring the Microstructure of an AA5754 Aluminum Alloy by Tuning the Combination of Heat Treatment, Friction Stir Welding, and Cold Rolling
 , ,
, ,  and
and
Abstract
:1. Introduction
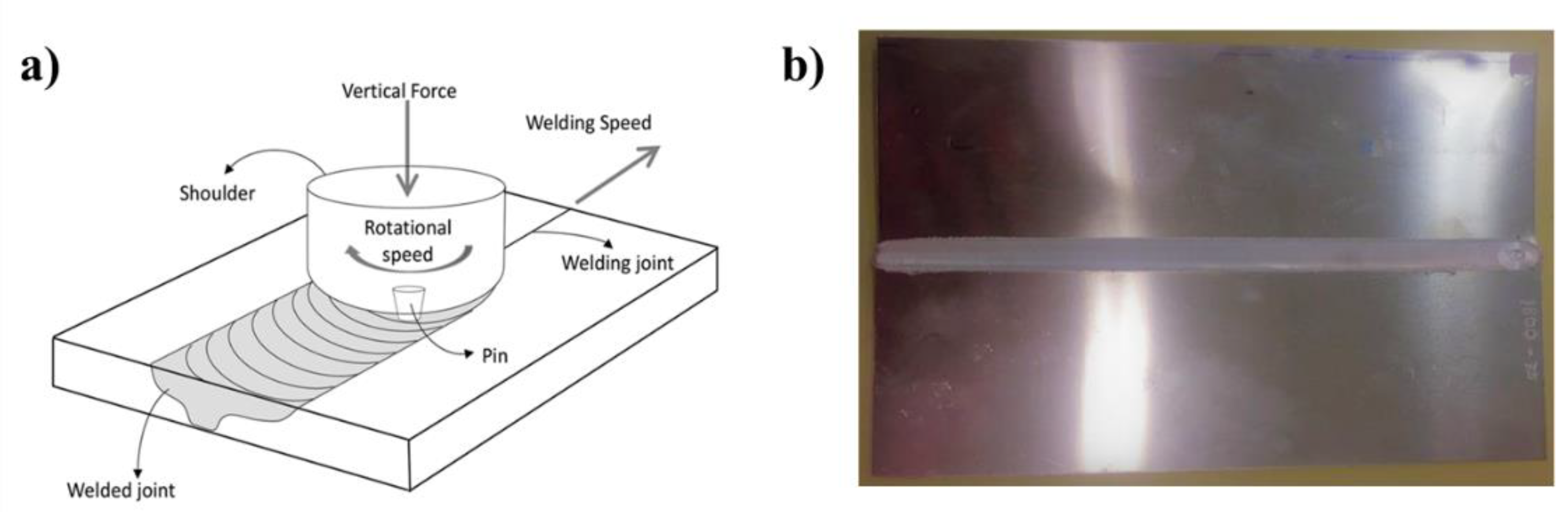
2. Experimental Procedures and Methods
3. Results and Discussion
- i
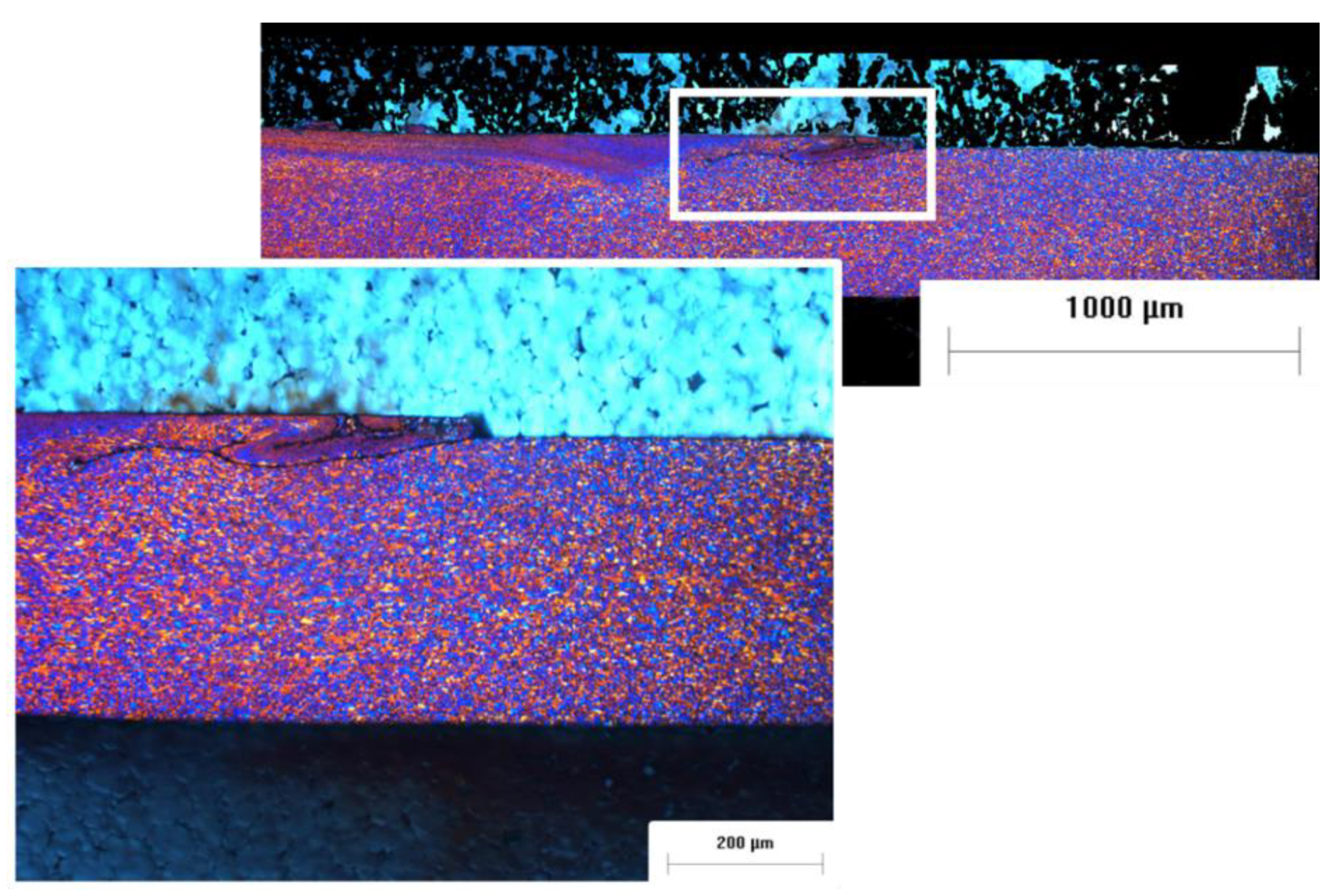
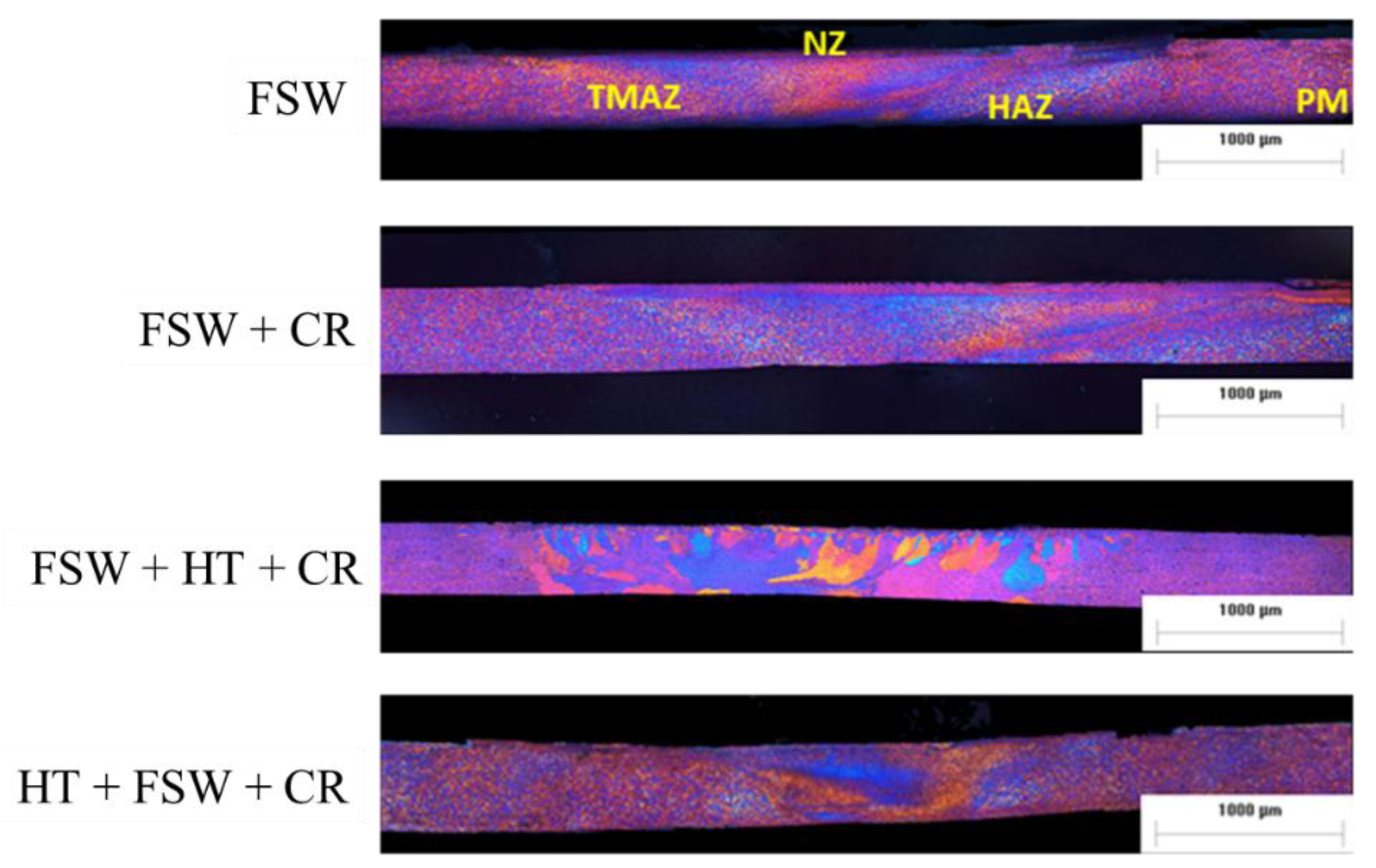
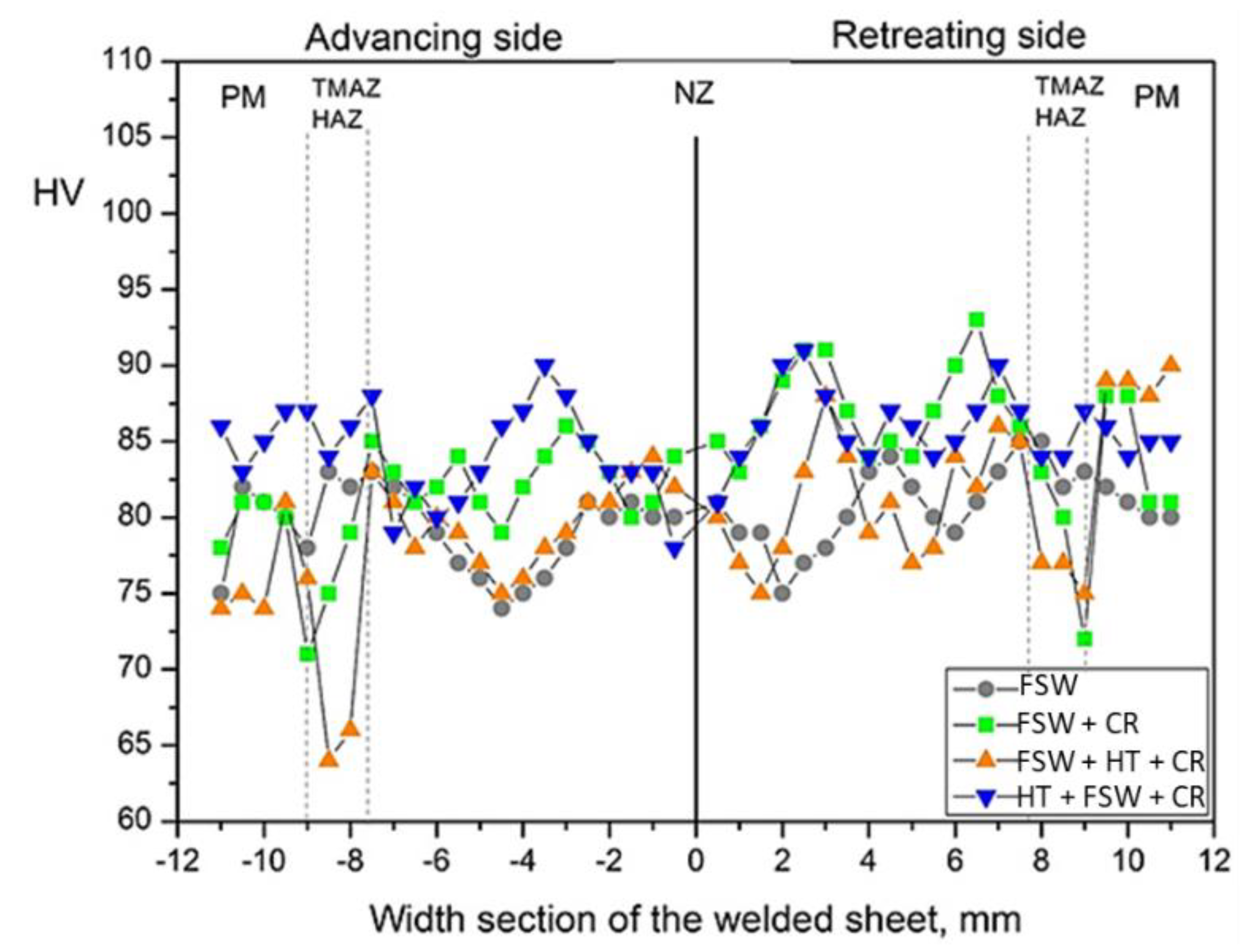
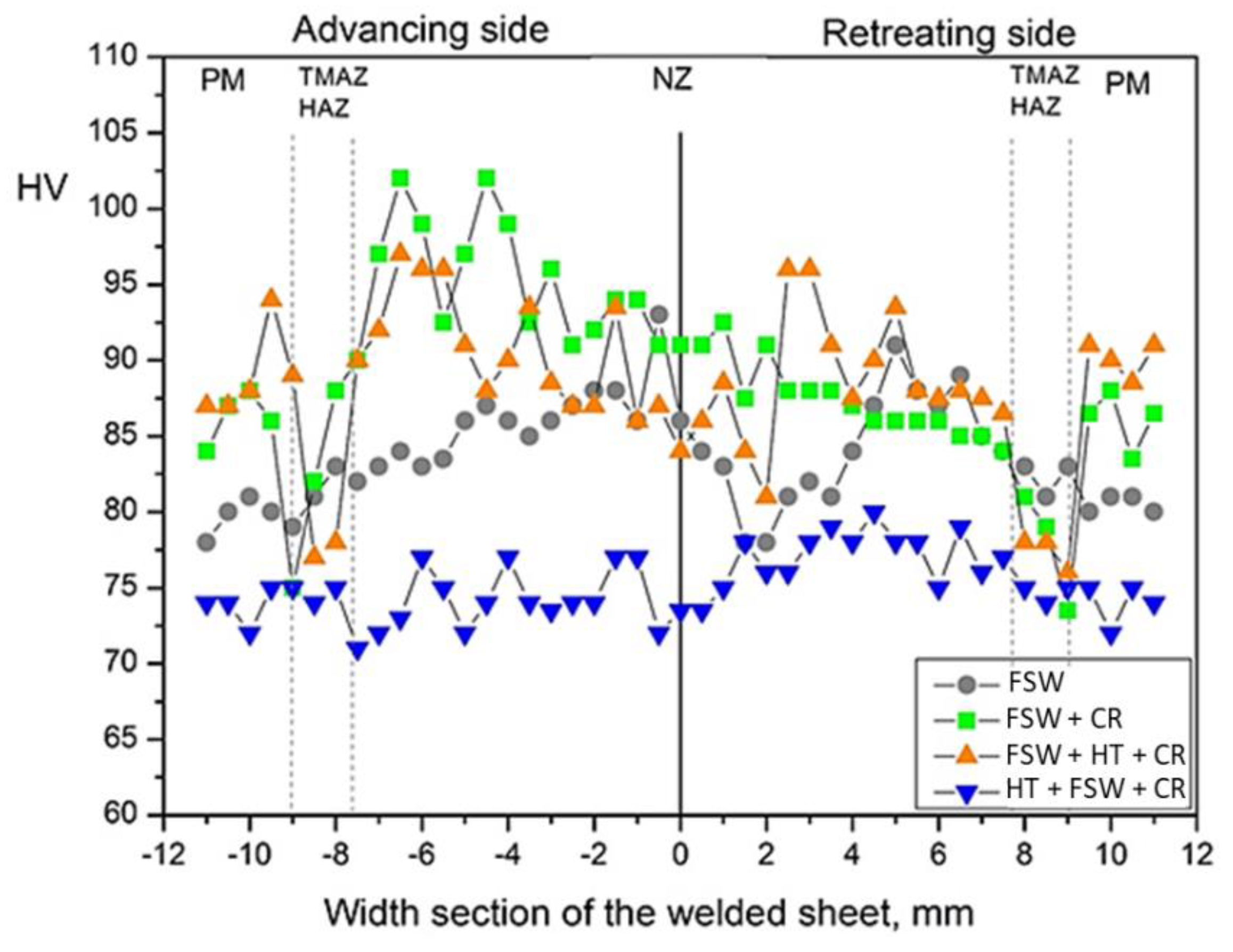
- NZ (nugget zone): this region undergoes the greatest plastic deformation and is typically characterized by an equiaxed and recrystallized grain structure;
- ii
- TMAZ (thermo-mechanical affected zone): a zone in which the material has been subjected to both plastic deformation and heating;
- iii
- HAZ (heat-affected zone): a zone in which the welding heat cycle caused alteration of the microstructure and mechanical properties of the material; however, there was no plastic deformation; and
- iv
- PM (parent material): an area that has undergone a weak heat cycle, if none; it is not plastically deformed, and does not show alterations to either the microstructure or mechanical properties.
4. Conclusions
- The application of annealing and cold rolling before and/or after the FSW with condition A parameters (high advancing speed) showed neither remarkable variations nor trends in the microhardness profile of the joining, from the nugget to the parent metal;
- For the samples welded with condition B FSW parameters, the application of the annealing heat treatment before the FSW process rather than after FSW and cold rolling results in an overall softening of the alloy; this is more pronounced on the advancing side of the welded sheet, where the other experimental conditions (FSW, FSW + CR, and FSW + CR + HT) show the highest overall microhardness mean values;
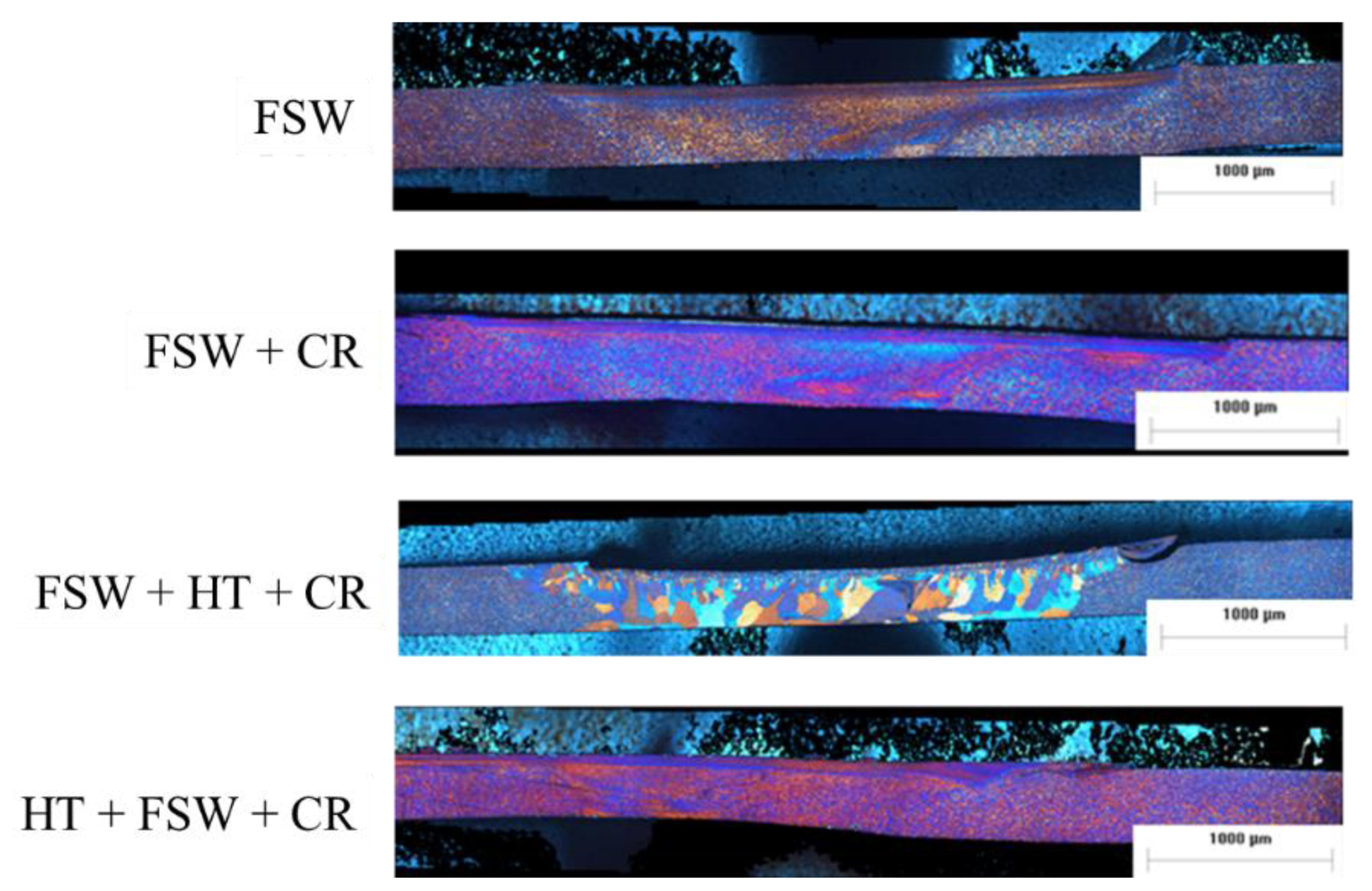
- From a microstructural point of view, the sequence FSW + HT + CR resulted in a significant grain growth throughout the welding joint of both FSW conditions (A and B).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Salih, O.S.; Ou, H.; Sun, W.; McCartney, D. A review of friction stir welding of aluminium matrix composites. Mater. Des. 2015, 86, 61–71. [Google Scholar] [CrossRef]
- Mofeed Alam, M.; Jha, A.K.; Mukherjee, S.; Panda, S.; Chakraborty, S.S. A Review on Friction Stir Welding—A Green Manufacturing Technology. In Recent Trends in Manufacturing and Materials Towards Industry 4.0. Lecture Notes in Mechanical Engineering; Osman Zahid, M.N., Abdul Sani, A.S., Mohamad Yasin, M.R., Ismail, Z., Che Lah, N.A., Mohd Turan, F., Eds.; Springer: Singapore, 2021. [Google Scholar]
- Yuce, C.; Tutar, M.; Karpat, F.; Yavuz, N. The Optimization of Process Parameters and Microstructural Characterization of Fiber Laser Welded Dissimilar HSLA and MART Steel Joints. Metals 2016, 6, 245. [Google Scholar] [CrossRef] [Green Version]
- Baltazar-Hernández, V.H.; López-Baltazar, E.A.; Alvarado-Hernández, F.; Gómez-Jiménez, S.; Ruiz-Mondragón, J.J.; Biro, E.; Zhou, N. Surface Residual Stress Analysis in GMAW and LBW of the Dissimilar TRIP-DP Steels Joint: An Experimental Approach. Metals 2022, 12, 880. [Google Scholar] [CrossRef]
- Casalino, G. Advances in Welding Metal Alloys, Dissimilar Metals and Additively Manufactured Parts. Metals 2017, 7, 32. [Google Scholar] [CrossRef] [Green Version]
- Yuce, C. Multi-objective optimisation for indentation rate, nugget diameter and tensile load in resistance spot welding using Taguchi-based grey relational analysis. Int. J. Mater. Prod. Technol. 2021, 63, 321–338. [Google Scholar] [CrossRef]
- Tümer, M.; Schneider-Bröskamp, C.; Enzinger, N. Fusion welding of ultra-high strength structural steels—A review. J. Manuf. Process. 2022, 82, 203–229. [Google Scholar] [CrossRef]
- El-Keran, A.; Mostafa, R.; Al-Mahdy, R. Mechanical behaviors of joining AL-Alloys based FSW parameters and welding tool design. Int. J. Sci. Eng. Res. 2019, 10, 97–102. [Google Scholar]
- Kuryntsev, S.; Trifonov, V. Mechanical properties of welded joints in AMg5 alloy produced by two-sided friction stir welding. Weld. Int. 2014, 29, 311–313. [Google Scholar] [CrossRef]
- Cabibbo, M.; Forcellese, A.; Santecchia, E.; Paoletti, C.; Spigarelli, S.; Simoncini, M. New Approaches to Friction Stir Welding of Aluminum Light-Alloys. Metals 2020, 10, 233. [Google Scholar] [CrossRef] [Green Version]
- Jain, S.; Gupta, R.; Singh, A.; Sharma, N. Friction Stir Welding: A Review. J. Eng. Comput. Appl. Sci. 2013, 2, 23–31. [Google Scholar]
- Kuryntsev, S.V. Structure and Properties of Welded Joints of the Aluminum Alloy 1550 Produced by Double-Side Friction Welding with Mixing. Met. Sci. Heat Treat. 2014, 56, 310–314. [Google Scholar] [CrossRef]
- Devanathan, C.; Babu, A.S. Friction Stir Welding of Metal Matrix Composite Using Coated Tool. Procedia Mater. Sci. 2014, 6, 1470–1475. [Google Scholar] [CrossRef]
- Tronci, A.; Mckenzie, R.; Leal, R.M.; Rodrigues, D.M. Microstructural and mechanical characterization of 5XXX-H111 friction stir welded tailored blanks. Sci. Technol. Weld. Join. 2011, 16, 433–439. [Google Scholar] [CrossRef]
- Yadava, M.K.; Mishra, R.S.; Chen, Y.L.; Carlson, B.; Grant, G.J. Study of friction stir joining of thin aluminium sheets in lap joint configuration. Sci. Technol. Weld. Join. 2010, 15, 70–75. [Google Scholar] [CrossRef]
- Chen, Z.W.; Yazdanian, S. Friction Stir Lap Welding: Material flow, joint structure and strength. J. Achiev. Mater. Manuf. Eng. 2012, 55, 629–637. [Google Scholar]
- Liu, H.; Hu, Y.; Peng, Y.; Dou, C.; Wang, Z. The effect of interface defect on mechanical properties and its formation mechanism in friction stir lap welded joints of aluminum alloys. J. Mater. Process. Technol. 2016, 238, 244–254. [Google Scholar] [CrossRef]
- Cabibbo, M.; Paoletti, C.; Simoncini, M.; Forcellese, A. Formability and Grained Structure Refinement of Cold-Rolled Friction Stir Welded AA5754 Sheet. IOP Conf. Ser.: Mater. Sci. Eng. 2019, 611, 012001. [Google Scholar] [CrossRef]
- Gehring, A.; Saal, H. Mechanical properties of aluminium in structural sheeting. Thin-Walled Struct. 2006, 44, 1231–1239. [Google Scholar] [CrossRef]
- Casalino, G.; El Mehtedi, M.; Forcellese, A.; Simoncini, M. Effect of Cold Rolling on the Mechanical Properties and Formability of FSWed Sheets in AA5754-H114. Metals 2018, 8, 223. [Google Scholar] [CrossRef] [Green Version]
- Cabibbo, M.; Forcellese, A.; Simoncini, M.; Pieralisi, M.; Ciccarelli, D. Effect of welding motion and pre-/post-annealing of friction stir welded AA5754 joints. Mater. Des. 2016, 93, 146–159. [Google Scholar] [CrossRef]
- Hayar, F. Electron beam welding of 7075 aluminum alloy: Microstructure and fracture properties. Eng. Sci. Technol. Int. J. 2022, 34, 101093. [Google Scholar]
- Rodríguez, A.; Calleja, A.; López de Lacalle, L.N.; Pereira, O.; González, H.; Urbikain, G.; Laye, J. Burnishing of FSW Aluminum Al–Cu–Li Components. Metals 2019, 9, 260. [Google Scholar] [CrossRef] [Green Version]
- Egea, A.S.; Rodriguez, A.; Celentano, D.; Calleja, A.; de Lacalle, L.L. Joining metrics enhancement when combining FSW and ball-burnishing in a 2050 aluminium alloy. Surf. Coat. Technol. 2019, 367, 327–335. [Google Scholar] [CrossRef] [Green Version]
- Vimalraj, C.; Kah, P. Experimental Review on Friction Stir Welding of Aluminium Alloys with Nanoparticles. Metals 2021, 11, 390. [Google Scholar] [CrossRef]
- Sare, E.; Fatmagül, T. Effect of double-sided friction stir welding on the mechanical and microstructural characteristics of AA5754 aluminium alloy. Mater. Test. 2021, 63, 829–835. [Google Scholar]
- Sindhuja, M.; Neelakrishnan, S.; Davidson, B.S. Effect of Welding Parameters on Mechanical Properties of Friction Stir Welding of Dissimilar Metals- A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1185, 012019. [Google Scholar] [CrossRef]
- Miranda, A.C.D.O.; Gerlich, A.; Walbridge, S. Aluminum friction stir welds: Review of fatigue parameter data and probabilistic fracture mechanics analysis. Eng. Fract. Mech. 2015, 147, 243–260. [Google Scholar] [CrossRef]
- Gabrielli, F.; Forcellese, A.; El Mehtedi, M.; Simoncini, M. Mechanical Properties and Formability of Cold Rolled Friction Stir Welded Sheets in AA5754 for Automotive Applications. Procedia Eng. 2017, 183, 245–250. [Google Scholar] [CrossRef]
- Elnabi, M.M.A.; Elshalakany, A.B.; Abdel-Mottaleb, M.; Osman, T.; El Mokadem, A. Influence of friction stir welding parameters on metallurgical and mechanical properties of dissimilar AA5454–AA7075 aluminum alloys. J. Mater. Res. Technol. 2019, 8, 1684–1693. [Google Scholar] [CrossRef]
- Sinhmar, S.; Dwivedi, D.K. Mechanical behavior of FSW joint welded by a novel designed stationary shoulder tool. J. Mater. Process. Technol. 2019, 277, 116482. [Google Scholar] [CrossRef]
- Leitão, C.; Louro, R.; Rodrigues, D. Using torque sensitivity analysis in accessing Friction Stir Welding/Processing conditions. J. Mater. Process. Technol. 2012, 212, 2051–2057. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Cu | Mn | Si | Fe | Mg | Cr | Ti | Ni | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.1 | 0.5 | 0.4 | 0.4 | 2.6–3.6 | 0.3 | 0.15 | - | Bal. |
| Feature | Value |
|---|---|
| Shoulder diameter (mm) | 15 |
| Cone base diameter (mm) | 3.9 |
| Pin height (mm) | 2.3 |
| Pin angle (°) | 30 |
| Parameter Set | Rotational Speed (rpm) | Welding Speed (mm/min) |
|---|---|---|
| A | 1800 | 75 |
| B | 2400 | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabibbo, M.; Santecchia, E.; di Pompeo, V.; Gatto, M.L.; Spigarelli, S. Tailoring the Microstructure of an AA5754 Aluminum Alloy by Tuning the Combination of Heat Treatment, Friction Stir Welding, and Cold Rolling. Metals 2022, 12, 1675. https://doi.org/10.3390/met12101675
Cabibbo M, Santecchia E, di Pompeo V, Gatto ML, Spigarelli S. Tailoring the Microstructure of an AA5754 Aluminum Alloy by Tuning the Combination of Heat Treatment, Friction Stir Welding, and Cold Rolling. Metals. 2022; 12(10):1675. https://doi.org/10.3390/met12101675
Chicago/Turabian StyleCabibbo, Marcello, Eleonora Santecchia, Valerio di Pompeo, Maria Laura Gatto, and Stefano Spigarelli. 2022. "Tailoring the Microstructure of an AA5754 Aluminum Alloy by Tuning the Combination of Heat Treatment, Friction Stir Welding, and Cold Rolling" Metals 12, no. 10: 1675. https://doi.org/10.3390/met12101675