
Laser Powder Bed Fusion of Intermetallic Titanium Aluminide Alloys Using a Novel Process Chamber Heating System: A Study on Feasibility and Microstructural Optimization for Creep Performance

Abstract
:1. Introduction
2. Processing, Materials and Experimental Procedure
3. Results and Discussion
3.1. Microstructural Characterization and the Formation of Banded Microstructures during Post-Processing
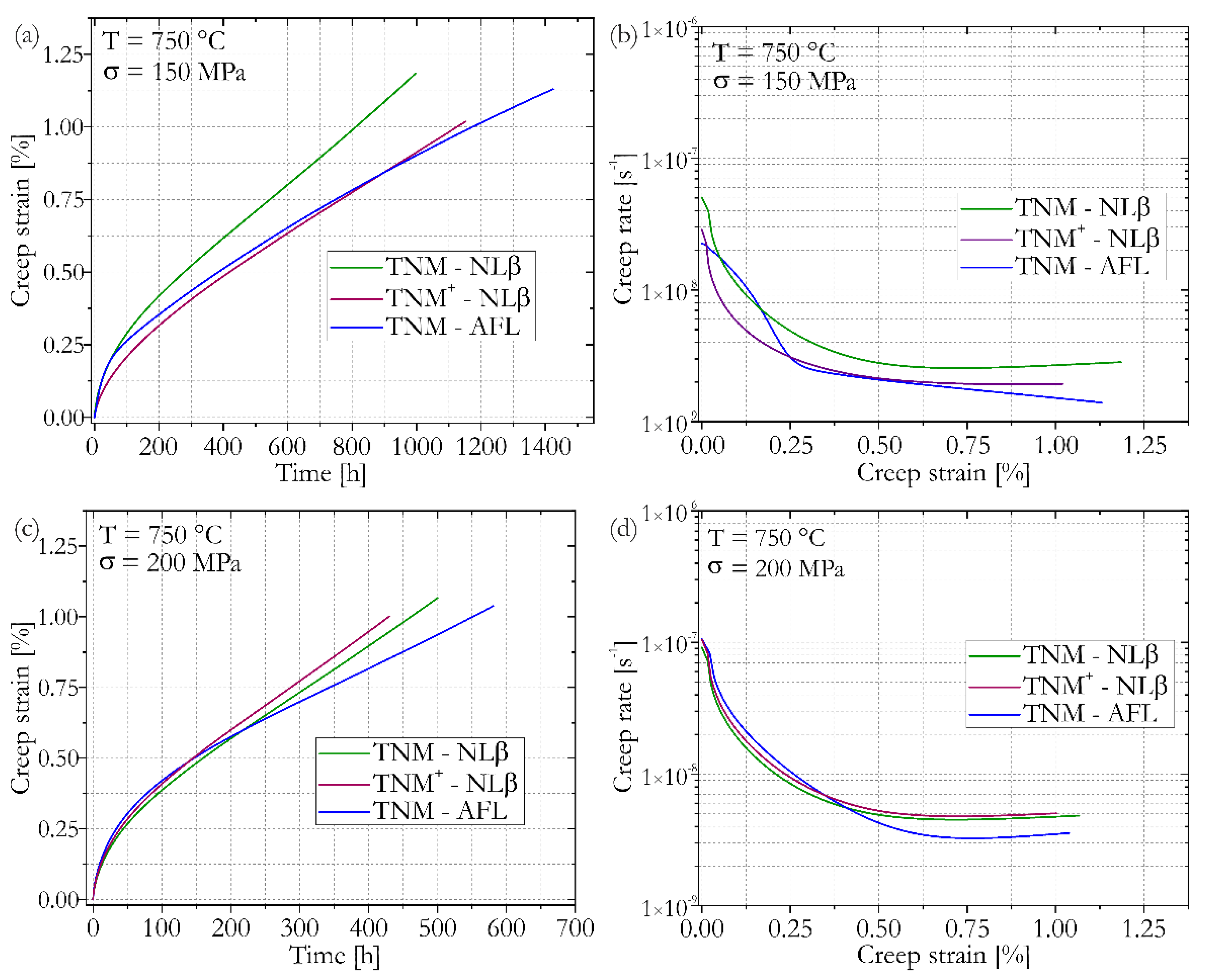
3.2. Creep Properties of LPBF Processed TNM and TNM+ Alloys
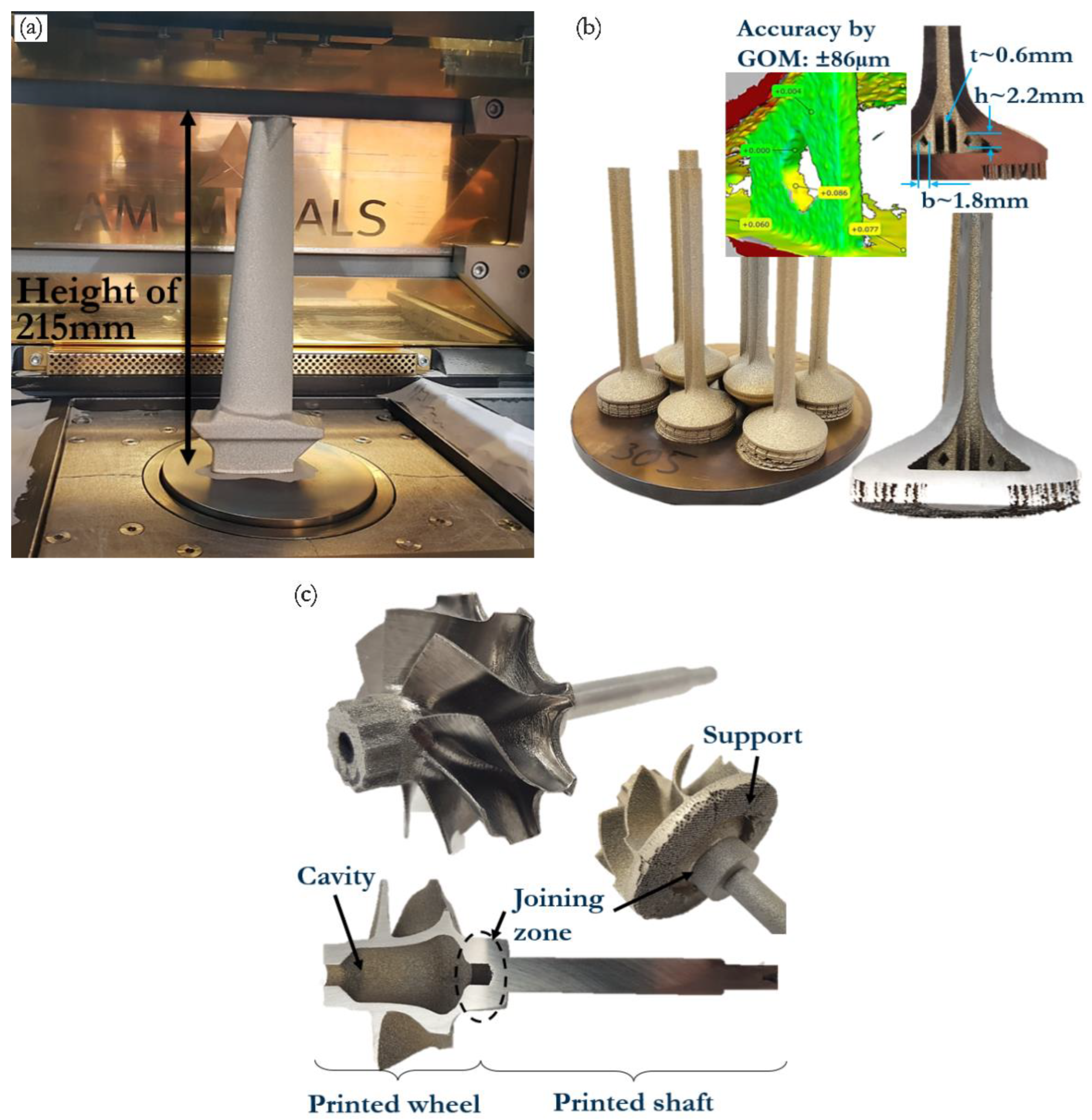
3.3. Feasibility of Laser Powder Bed Fusion of TNM Components
4. Summary
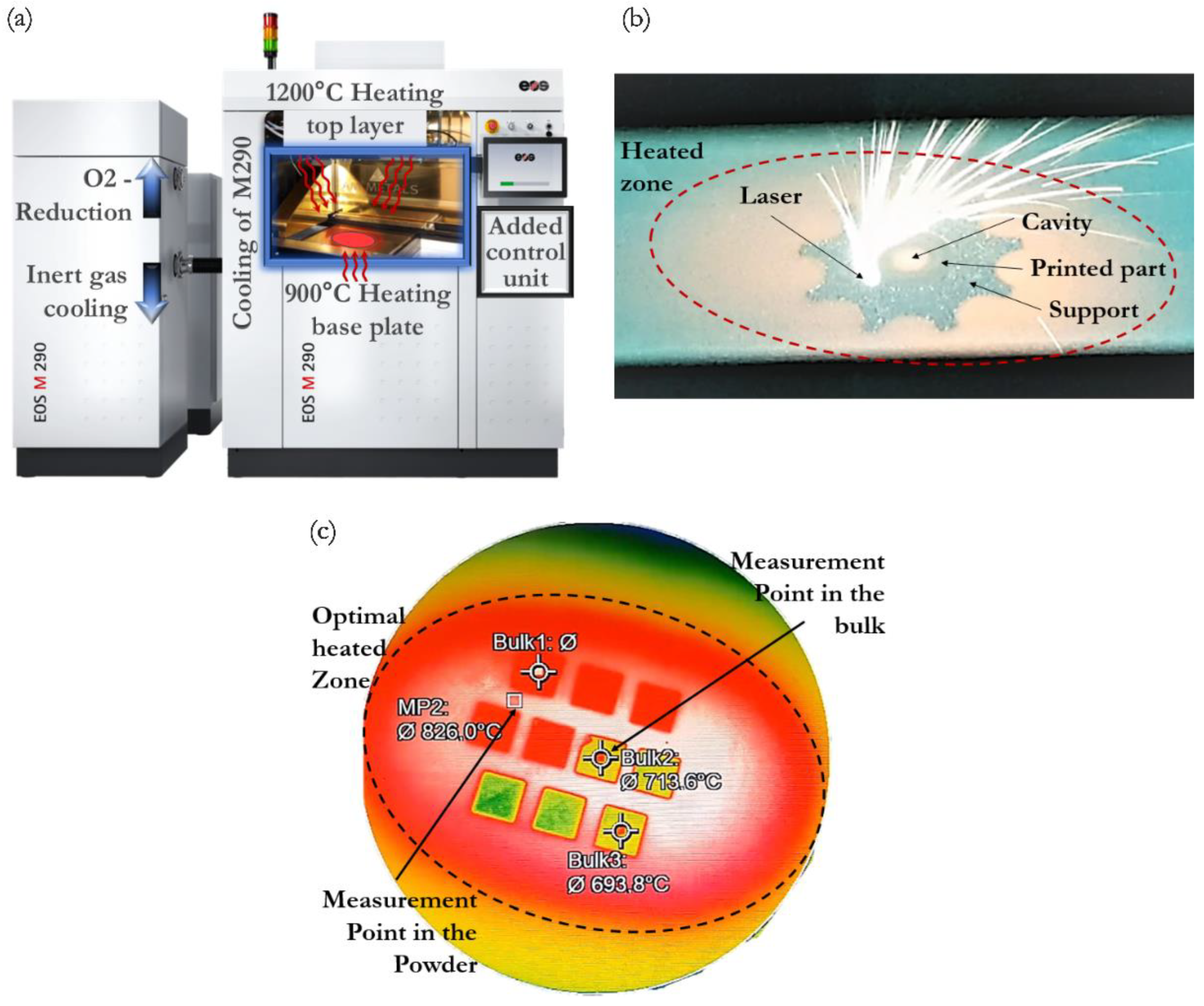
- A novel laser powder bed fusion machine, which allows controlling the building temperature from the top of the manufactured part, was utilized to manufacture intermetallic TNM and TNM+ samples as well as demonstrator components. The evaporation-related loss of Al during the LPBF process was about 1 at.%.
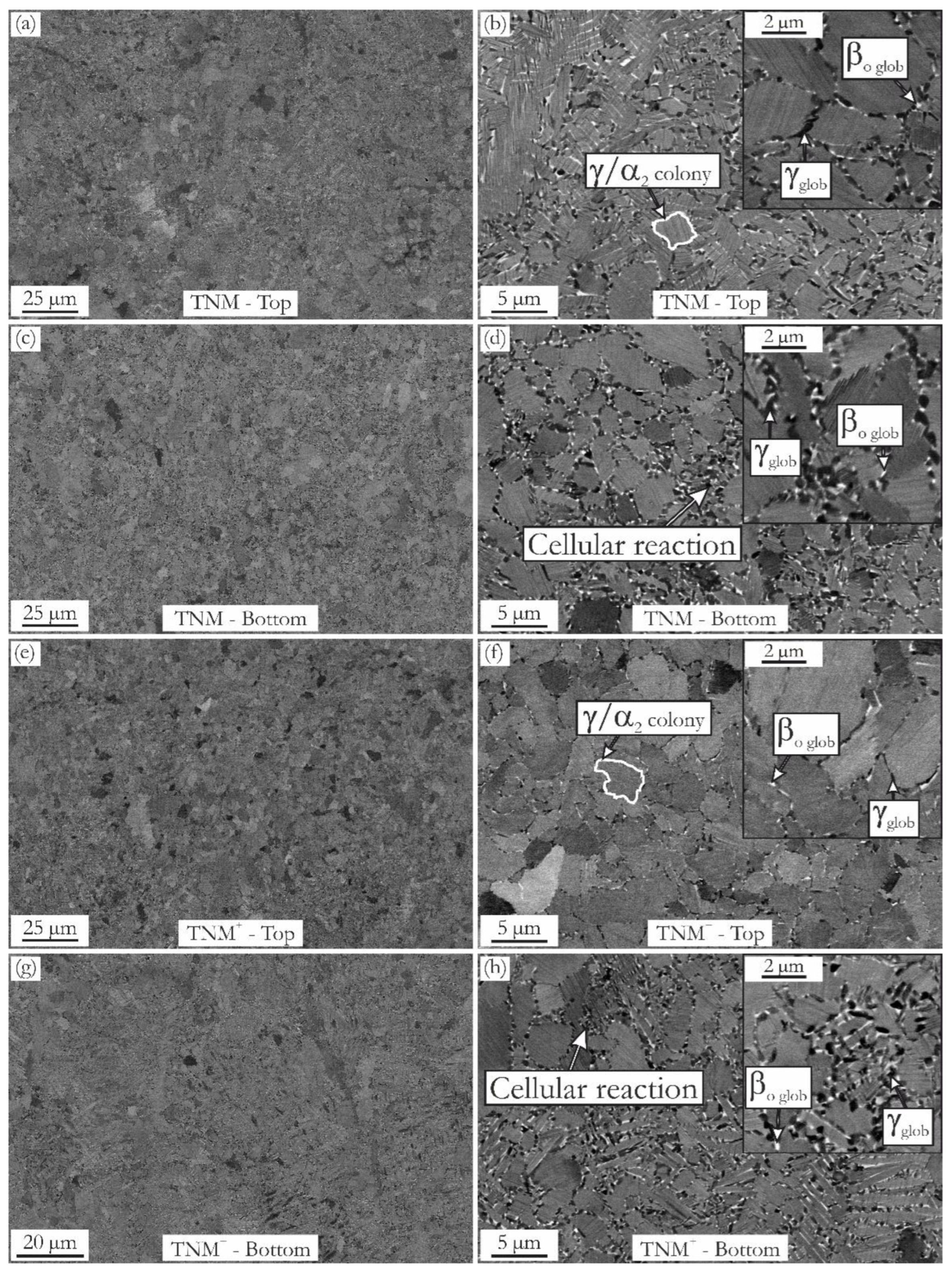
- The microstructure of the samples in the as-built state consists of fine lamellar γ/α2-colonies with globular γ and βo grains situated at the colony boundaries. The amount of globular γ-grains and βo-phase increases from the last consolidated layers down to the base plate due to cellular reaction (discontinuous precipitation), which forms globular γ and βo at the expense of the γ/α2-colonies.
- Investigating different build directions for LPBF-manufactured cylinders and barrel-vault geometry showed that the build height influences the phase fractions significantly, as a sufficient build height is necessary for the cellular reaction to take place due to the intrinsic long-term annealing during the process.
- Lesser amounts of TIP could be detected within specimens that were heated above their respective HIP temperature during the subsequent pressureless heat treatments, but none for the specimens where the entire heat treatment procedure was performed in a HIP system, where until the end, a pressure of 150 MPa was maintained.
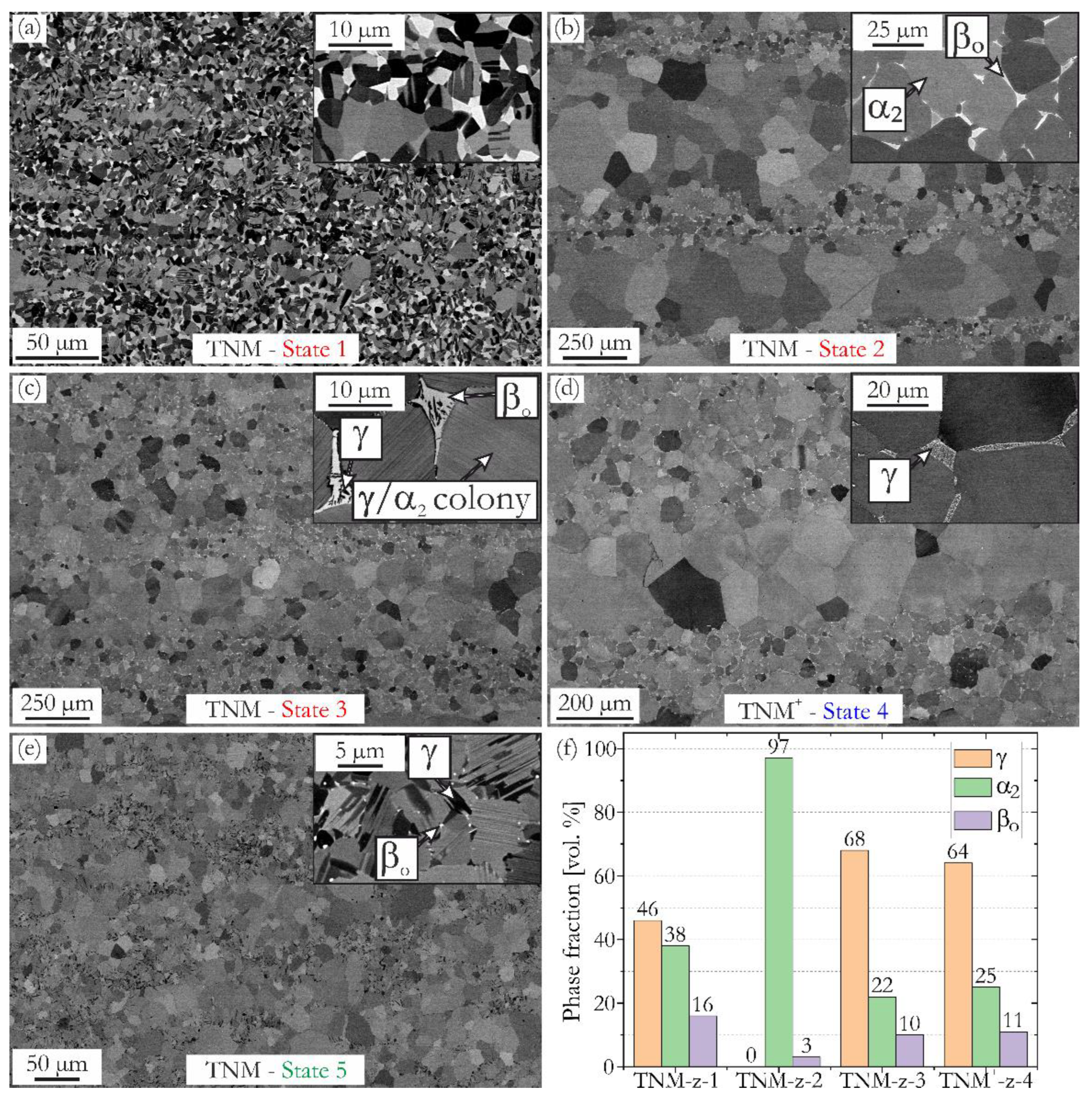
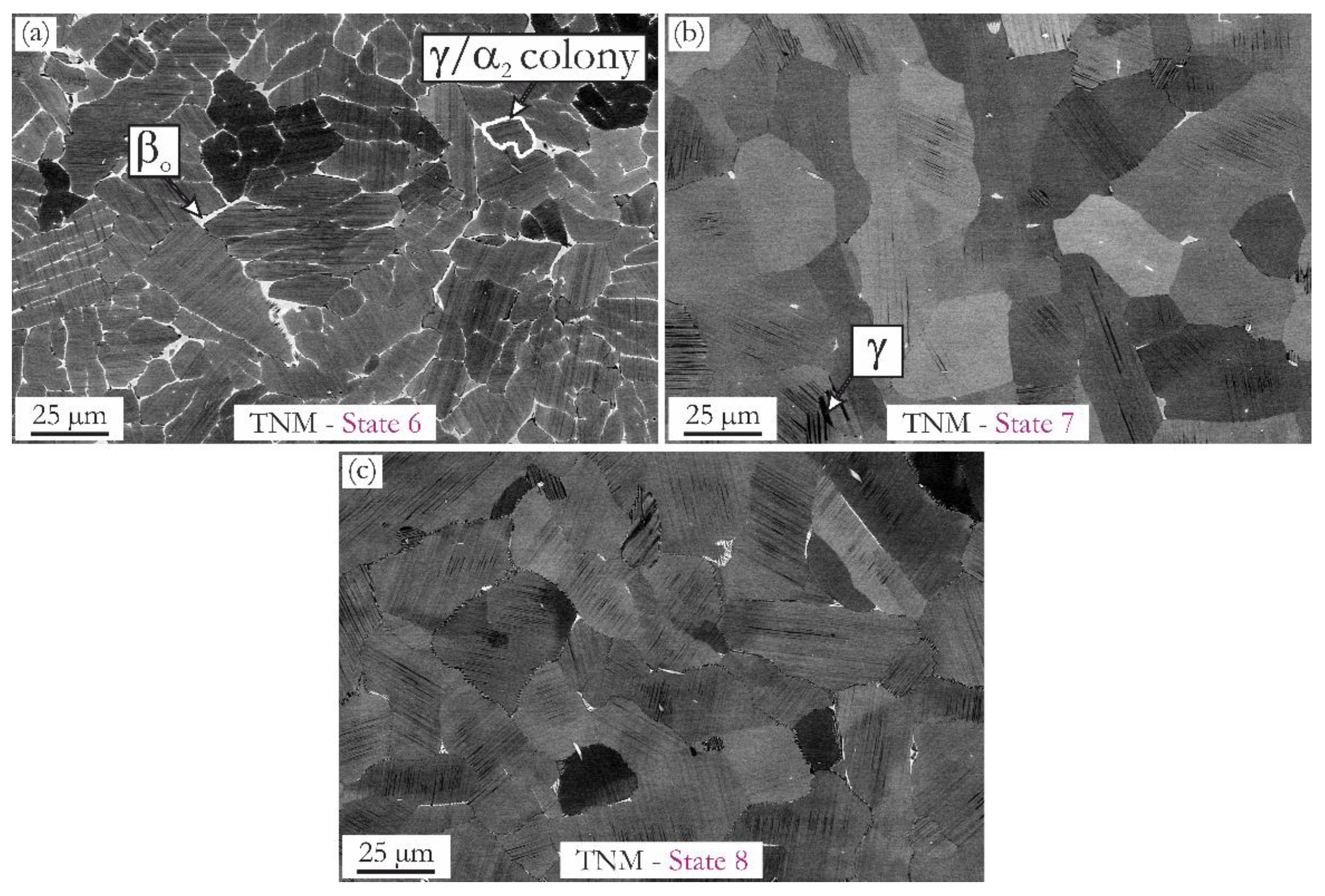
- Sophisticated heat treatment procedures to adjust nearly lamellar β, nearly lamellar γ and almost fully lamellar microstructures were devised and realized. Due to microstructural heterogeneity related to the occurring loss of Al the TNM and TNM+ alloys are prone to form banded microstructures.
- The almost fully lamellar microstructure of the TNM alloy revealed the best creep resistance at 750 °C for 150 MPa and 200 MPa, showing a minimal creep rate of 1.4 × 10−9 s−1 and 3.1 × 10−9 s−1, respectively.
- Finally, demonstrator components with complex geometries, such as aero engine LPT blades, engine outlet valves with hollow features as well as turbocharger turbine wheels, were produced by the novel LPBF process using prealloyed TNM powder.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Thomas, M.; Malot, T.; Aubry, P.; Colin, C.; Vilaro, T.; Bertrand, P. The prospects for additive manufacturing of bulk TiAl alloy. Mater. High Temp. 2016, 33, 571–577. [Google Scholar] [CrossRef] [Green Version]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef] [Green Version]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Löber, L.; Biamino, S.; Ackelid, U.; Sabbadini, S.; Epicoco, P.; Fino, P.; Eckert, J. Comparison of selective laser and electron beam melted titanium aluminides. In Proceedings of the 22nd International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011. [Google Scholar] [CrossRef]
- Dimiduk, D.M. Gamma titanium aluminide alloys—An assessment within the competition of aerospace structural materials. Mater. Sci. Eng. A 1999, 263, 281–288. [Google Scholar] [CrossRef]
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Kim, Y.-W.; Dimiduk, D.M. Progress in the Understanding of Gamma Titanium Aluminides. JOM 1991, 43, 40–47. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, Processing, Microstructure, Properties, and Applications of Advanced Intermetallic TiAl Alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Mayer, S.; Erdely, P.; Fischer, F.D.; Holec, D.; Kastenhuber, M.; Klein, T.; Clemens, H. Intermetallic β-Solidifying γ-TiAl Based Alloys—From Fundamental Research to Application. Adv. Eng. Mater. 2017, 19, 1600735. [Google Scholar] [CrossRef]
- Intergovernmental Panel on Climate Change (IPCC). Aviation and the Global Atmosphere; Penner, J.E., Lister, D.H., Griggs, D.J., Dokken, D.J., McFarland, M., Eds.; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Bewlay, B.P.; Weimer, M.; Kelly, T.; Suzuki, A.; Subramanian, P.R. The Science, Technology, and Implementation of TiAl Alloys in Commercial Aircraft Engines. Mater. Res. Soc. Symp. Proc. 2013, 1516, 49–58. [Google Scholar] [CrossRef]
- Habel, U.; Heutling, F.; Kunze, C.; Smarsly, W.; Das, G.; Clemens, H. Forged Intermetallic γ-TiAl Based Alloy Low Pressure Turbine Blade in the Geared Turbofan. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2016. [Google Scholar] [CrossRef]
- Tetsui, T.; Shindo, K.; Kobayashi, S.; Takeyama, M. A newly developed hot worked TiAl alloy for blades and structural components. Scr. Mater. 2002, 47, 399–403. [Google Scholar] [CrossRef]
- Kastenhuber, M.; Rashkova, B.; Clemens, H.; Mayer, S. Enhancement of creep properties and microstructural stability of intermetallic β-solidifying γ-TiAl based alloys. Intermetallics 2015, 63, 19–26. [Google Scholar] [CrossRef]
- Wu, X. Review of alloy and process development of TiAl alloys. Intermetallics 2006, 14, 1114–1122. [Google Scholar] [CrossRef]
- Baudana, G.; Biamino, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B.; Pavese, M.; Ugues, D.; Fino, P.; Badini, C. Electron Beam Melting of Ti-48Al-2Nb-0.7Cr-0.3Si: Feasibility investigation. Intermetallics 2016, 73, 43–49. [Google Scholar] [CrossRef]
- Biamino, S.; Penna, A.; Ackelid, U.; Sabbadini, S.; Tassa, O.; Fino, P.; Pavese, M.; Gennaro, P.; Badini, C. Electron beam melting of Ti–48Al–2Cr–2Nb alloy: Microstructure and mechanical properties investigation. Intermetallics 2011, 19, 776–781. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Klassen, A.; Forster, V.E.; Juechter, V.; Körner, C. Numerical simulation of multi-component evaporation during selective electron beam melting of TiAl. J. Mater. Process. Technol. 2017, 247, 280–288. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Körner, C. Selective electron beam melting of Ti–48Al–2Nb–2Cr: Microstructure and aluminium loss. Intermetallics 2014, 49, 29–35. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.A.; Satko, D.P.; Ackelid, U.; Semiatin, S.L.; Lewandowski, J.J. Effects of HIP on microstructural heterogeneity, defect distribution and mechanical properties of additively manufactured EBM Ti-48Al-2Cr-2Nb. J. Alloys Compd. 2017, 729, 1118–1135. [Google Scholar] [CrossRef]
- Todai, M.; Nakano, T.; Liu, T.; Yasuda, H.Y.; Hagihara, K.; Cho, K.; Ueda, M.; Takeyama, M. Effect of building direction on the microstructure and tensile properties of Ti-48Al-2Cr-2Nb alloy additively manufactured by electron beam melting. Addit. Manuf. 2017, 13, 61–70. [Google Scholar] [CrossRef] [Green Version]
- Wartbichler, R.; Clemens, H.; Mayer, S.; Ghibaudo, C.; Rizza, G.; Galati, M.; Iuliano, L.; Biamino, S.; Ugues, D. On the Formation Mechanism of Banded Microstructures in Electron Beam Melted Ti–48Al–2Cr–2Nb and the Design of Heat Treatments as Remedial Action. Adv. Eng. Mater. 2021, 23, 2101199. [Google Scholar] [CrossRef]
- Wartbichler, R.; Bürstmayr, R.; Clemens, H.; Mayer, S. Selected Methods of Quantitative Phase Analysis of an Additively Manufactured TNM Titanium Aluminide Alloy. Pract. Metallogr. 2019, 56, 220–229. [Google Scholar] [CrossRef]
- Wartbichler, R.; Clemens, H.; Mayer, S. Electron Beam Melting of a β-Solidifying Intermetallic Titanium Aluminide Alloy. Adv. Eng. Mater. 2019, 21, 1900800. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 41101. [Google Scholar] [CrossRef]
- Gussone, J.; Hagedorn, Y.-C.; Gherekhloo, H.; Kasperovich, G.; Merzouk, T.; Hausmann, J. Microstructure of γ-titanium aluminide processed by selective laser melting at elevated temperatures. Intermetallics 2015, 66, 133–140. [Google Scholar] [CrossRef]
- Mizuta, K.; Hijikata, Y.; Fujii, T.; Gokan, K.; Kakehi, K. Characterization of Ti-48Al-2Cr-2Nb built by selective laser melting. Scr. Mater. 2021, 203, 114107. [Google Scholar] [CrossRef]
- Löber, L.; Schimansky, F.P.; Kühn, U.; Pyczak, F.; Eckert, J. Selective laser melting of a beta-solidifying TNM-B1 titanium aluminide alloy. J. Mater. Process. Technol. 2014, 214, 1852–1860. [Google Scholar] [CrossRef] [Green Version]
- Soliman, H.A.; Yakout, M.; Elbestawi, M. Laser powder bed fusion of titanium aluminides using sequential thermal scanning strategy. J. Manuf. Processes 2022, 83, 438–457. [Google Scholar] [CrossRef]
- Doubenskaia, M.; Domashenkov, A.; Smurov, I.; Petrovskiy, P. Study of Selective Laser Melting of intermetallic TiAl powder using integral analysis. Int. J. Mach. Tools Manuf. 2018, 129, 1–14. [Google Scholar] [CrossRef]
- Schimbäck, D.; Braun, J.; Leichtfried, G.; Clemens, H.; Mayer, S. Laser powder bed fusion of an engineering intermetallic TiAl alloy. Mater. Des. 2021, 201, 109506. [Google Scholar] [CrossRef]
- Doubenskaia, M.; Grigoriev, S.; Zhirnov, I.; Smurov, I. Parametric analysis of SLM using comprehensive optical monitoring. Rapid Prototyp. J. 2016, 22, 40–50. [Google Scholar] [CrossRef]
- Gussone, J.; Garces, G.; Haubrich, J.; Stark, A.; Hagedorn, Y.-C.; Schell, N.; Requena, G. Microstructure stability of γ-TiAl produced by selective laser melting. Scr. Mater. 2017, 130, 110–113. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, W.; Güther, V. Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Clemens, H.; Kestler, H. Processing and Applications of Intermetallic γ-TiAl-Based Alloys. Adv. Eng. Mater. 2000, 2, 551–570. [Google Scholar] [CrossRef]
- Wegmann, G.; Gerling, R.; Schimansky, F.-P. Temperature induced porosity in hot isostatically pressed gamma titanium aluminide alloy powders. Acta Mater. 2003, 51, 741–752. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. Porosity regrowth during heat treatment of hot isostatically pressed additively manufactured titanium components. Scr. Mater. 2016, 122, 72–76. [Google Scholar] [CrossRef]
- Li, W.; Liu, J.; Zhou, Y.; Li, S.; Wen, S.; Wei, Q.; Yan, C.; Shi, Y. Effect of laser scanning speed on a Ti-45Al-2Cr-5Nb alloy processed by selective laser melting: Microstructure, phase and mechanical properties. J. Alloys Compd. 2016, 688, 626–636. [Google Scholar] [CrossRef]
- Li, W.; Liu, J.; Zhou, Y.; Wen, S.; Tan, J.; Li, S.; Wei, Q.; Yan, C.; Shi, Y. Texture evolution, phase transformation mechanism and nanohardness of selective laser melted Ti-45Al-2Cr-5Nb alloy during multi-step heat treatment process. Intermetallics 2017, 85, 130–138. [Google Scholar] [CrossRef]
- Li, W.; Liu, J.; Zhou, Y.; Wen, S.; Wei, Q.; Yan, C.; Shi, Y. Effect of substrate preheating on the texture, phase and nanohardness of a Ti–45Al–2Cr–5Nb alloy processed by selective laser melting. Scr. Mater. 2016, 118, 13–18. [Google Scholar] [CrossRef]
- AM Metals Home Page. Available online: https://www.am-metals.de (accessed on 30 September 2022).
- EOS Home Page. Available online: https://www.eos.info/en (accessed on 30 September 2022).
- AMCM Home Page. Available online: https://amcm.com/ (accessed on 30 September 2022).
- Trumpf Vertical-Cavity Surface-Emitting Laser Solutions and Photodiodes Home Page. Available online: https://www.trumpf.com/en_US/products/vcsel-solutions-photodiodes/ (accessed on 30 September 2022).
- Gerling, R.; Clemens, H.; Schimansky, F.P. Powder Metallurgical Processing of Intermetallic Gamma Titanium Aluminides. Adv. Eng. Mater. 2004, 6, 23–38. [Google Scholar] [CrossRef]
- Fleißner-Rieger, C.; Pogrielz, T.; Obersteiner, D.; Pfeifer, T.; Clemens, H.; Mayer, S. An Additively Manufactured Titanium Alloy in the Focus of Metallography. Pract. Metallogr. 2021, 58, 4–31. [Google Scholar] [CrossRef]
- McCusker, L.B.; von Dreele, R.B.; Cox, D.E.; Louer, D.; Scardi, P. Rietveld refinement guidelines. J. Appl. Crystallogr. 1999, 32, 36–50. [Google Scholar] [CrossRef] [Green Version]
- Vyazovkin, S.; Burnham, A.K.; Criado, J.M.; Pérez-Maqueda, L.A.; Popescu, C.; Sbirrazzuoli, N. ICTAC Kinetics Committee recommendations for performing kinetic computations on thermal analysis data. Thermochim. Acta 2011, 520, 1–19. [Google Scholar] [CrossRef]
- Andersson, J.-O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, H.-L.; Chen, Q.; Engström, A. Development of CALPHAD database for both Ti- and TiAl-based alloys. MATEC Web Conf. 2020, 321, 12011. [Google Scholar] [CrossRef]
- Klein, T.; Rashkova, B.; Holec, D.; Clemens, H.; Mayer, S. Silicon distribution and silicide precipitation during annealing in an advanced multi-phase γ-TiAl based alloy. Acta Mater. 2016, 110, 236–245. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Intermetallic Titanium Aluminides as Innovative High Temperature Lightweight Structural Materials—How Materialographic Methods Have Contributed to Their Development. Pract. Metallogr. 2015, 52, 691–721. [Google Scholar] [CrossRef]
- Scheu, C.; Stergar, E.; Schober, M.; Cha, L.; Clemens, H.; Bartels, A.; Schimansky, F.-P.; Cerezo, A. High carbon solubility in a γ-TiAl-based Ti–45Al–5Nb–0.5C alloy and its effect on hardening. Acta Mater. 2009, 57, 1504–1511. [Google Scholar] [CrossRef] [Green Version]
- Werner, R.; Schloffer, M.; Schwaighofer, E.; Clemens, H.; Mayer, S. Thermodynamic Calculations of Phase Equilibria and Phase Fractions of a β-Solidifying TiAl Alloy using the CALPHAD Approach. Mater. Res. Soc. Symp. Proc. 2012, 1516, 59–64. [Google Scholar] [CrossRef]
- Schmoelzer, T.; Liss, K.-D.; Zickler, G.A.; Watson, I.J.; Droessler, L.M.; Wallgram, W.; Buslaps, T.; Studer, A.; Clemens, H. Phase fractions, transition and ordering temperatures in TiAl–Nb–Mo alloys: An in- and ex-situ study. Intermetallics 2010, 18, 1544–1552. [Google Scholar] [CrossRef]
- Smith, C.S. Grains, Phases, and Interfaces: An Interpretation of Microstructure. Trans. Metall. Soc. AIME 1948, 175, 15–51. [Google Scholar]
- Hillert, M. On the theory of normal and abnormal grain growth. Acta Metall. 1965, 13, 227–238. [Google Scholar] [CrossRef]
- Filippini, M.; Beretta, S.; Içöz, C.; Patriarca, L. Effect of the Microstructure on the Fatigue Strength of a TiAl Intermetallic Alloy Produced by Additive Manufacturing. Mater. Res. Soc. Symp. Proc. 2015, 1760, 127–132. [Google Scholar] [CrossRef] [Green Version]
- Klein, T.; Niknafs, S.; Dippenaar, R.; Clemens, H.; Mayer, S. Grain Growth and β to α Transformation Behavior of a β-Solidifying TiAl Alloy. Adv. Eng. Mater. 2015, 17, 786–790. [Google Scholar] [CrossRef]
- Kastenhuber, M.; Klein, T.; Clemens, H.; Mayer, S. Tailoring microstructure and chemical composition of advanced γ-TiAl based alloys for improved creep resistance. Intermetallics 2018, 97, 27–33. [Google Scholar] [CrossRef]
- Wimler, D.; Lindemann, J.; Clemens, H.; Mayer, S. Microstructural Evolution and Mechanical Properties of an Advanced γ-TiAl Based Alloy Processed by Spark Plasma Sintering. Materials 2019, 12, 1523. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Ti [at.%] | Al [at.%] | Nb [at.%] | Mo [at.%] | B [at.%] | C [at.%] | Si [at.%] | O [m. ppm] | N [m. ppm] |
|---|---|---|---|---|---|---|---|---|---|
| TNM powder | bal | 43.65 | 3.94 | 1.01 | 0.11 | - | - | 800–1000 * | 60 |
| TNM+ powder | bal | 42.75 | 4.00 | 1.03 | 0.11 | - | - | 820 | 550 |
| TNM as-built | bal | 42.74 | 3.97 | 1.02 | 0.10 | 0.32 | 0.36 | 870 | 70 |
| TNM+ as-built | bal | 41.66 | 4.12 | 1.02 | 0.11 | 0.41 | 0.38 | 870 | 360 |
| Designation | α2 [vol.%] | βo [vol.%] | γ [vol.%] | ρrel [%] |
|---|---|---|---|---|
| TNM z | 28 | 9 | 63 | 99.85 |
| TNM+ z | 31 | 8 | 61 | 99.97 |
| TNM+ 45° | 32 | 7 | 61 | 99.93 |
| TNM+ xy | 48 | 6 | 46 | 99.97 |
| Designation | α2 [vol.%] | βo [vol.%] | γ [vol.%] | ρrel [%] | HV10 |
|---|---|---|---|---|---|
| TNM state 1—z | 38 | 16 | 46 | 100 | 395 |
| TNM state 2—z | 97 | 3 | 0 | 99.98 | 434 |
| TNM state 3—z | 22 | 10 | 68 | 99.99 | 460 |
| TNM+ state 4—z | 25 | 11 | 64 | 100 | 499 |
| TNM+ state 4—45° | 25 | 11 | 64 | 100 | 490 |
| TNM+ state 4—xy | 25 | 12 | 63 | 100 | 492 |
| Designation | Creep Parameters [°C/MPa] | tcreep [h] | εmax at tcreep [%] | Minimal Creep Rate [s−1] | t1% [h] |
|---|---|---|---|---|---|
| TNM NLβ | 750 °C/150 MPa | 998 | 1.17 | 2.5 × 10−9 | 811 |
| TNM NLβ | 750 °C/200 MPa | 500 | 1.06 | 4.5 × 10−9 | 461 |
| TNM+ NLβ | 750 °C/150 MPa | 1152 | 1.02 | 1.9 × 10−9 | 1125 |
| TNM+ NLβ | 750 °C/200 MPa | 430 | 1.00 | 4.8 × 10−9 | 429 |
| TNM AFL | 750 °C/150 MPa | 1424 | 1.14 | * 1.4 × 10−9 | 1174 |
| TNM AFL | 750 °C/200 MPa | 581 | 1.04 | 3.1 × 10−9 | 551 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wartbichler, R.; Maiwald-Immer, T.; Pürstl, F.; Clemens, H. Laser Powder Bed Fusion of Intermetallic Titanium Aluminide Alloys Using a Novel Process Chamber Heating System: A Study on Feasibility and Microstructural Optimization for Creep Performance. Metals 2022, 12, 2087. https://doi.org/10.3390/met12122087
Wartbichler R, Maiwald-Immer T, Pürstl F, Clemens H. Laser Powder Bed Fusion of Intermetallic Titanium Aluminide Alloys Using a Novel Process Chamber Heating System: A Study on Feasibility and Microstructural Optimization for Creep Performance. Metals. 2022; 12(12):2087. https://doi.org/10.3390/met12122087
Chicago/Turabian StyleWartbichler, Reinhold, Tobias Maiwald-Immer, Fabian Pürstl, and Helmut Clemens. 2022. "Laser Powder Bed Fusion of Intermetallic Titanium Aluminide Alloys Using a Novel Process Chamber Heating System: A Study on Feasibility and Microstructural Optimization for Creep Performance" Metals 12, no. 12: 2087. https://doi.org/10.3390/met12122087