
Investigation of Material Properties of Wall Structures from Stainless Steel 316L Manufactured by Laser Powder Bed Fusion

 ,
,  , and
, and
Abstract
:1. Introduction
1.1. Powder Bed Fusion of Metals via Laser Beam
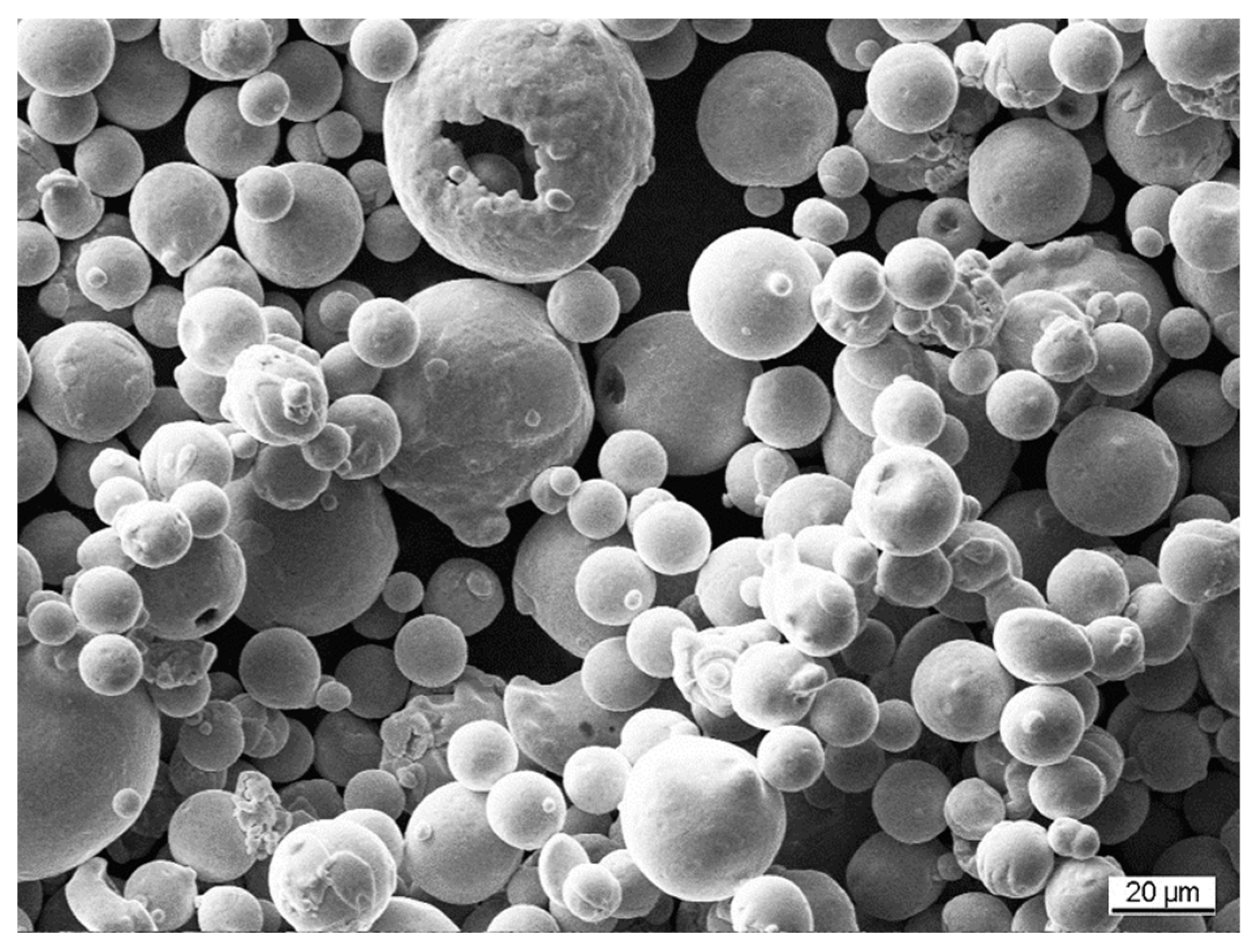
1.2. Powder Feedstock
1.3. Process Parameters and Machine Influence
1.4. Standards and Regulations
1.5. Objective of This Work
2. Materials and Methods
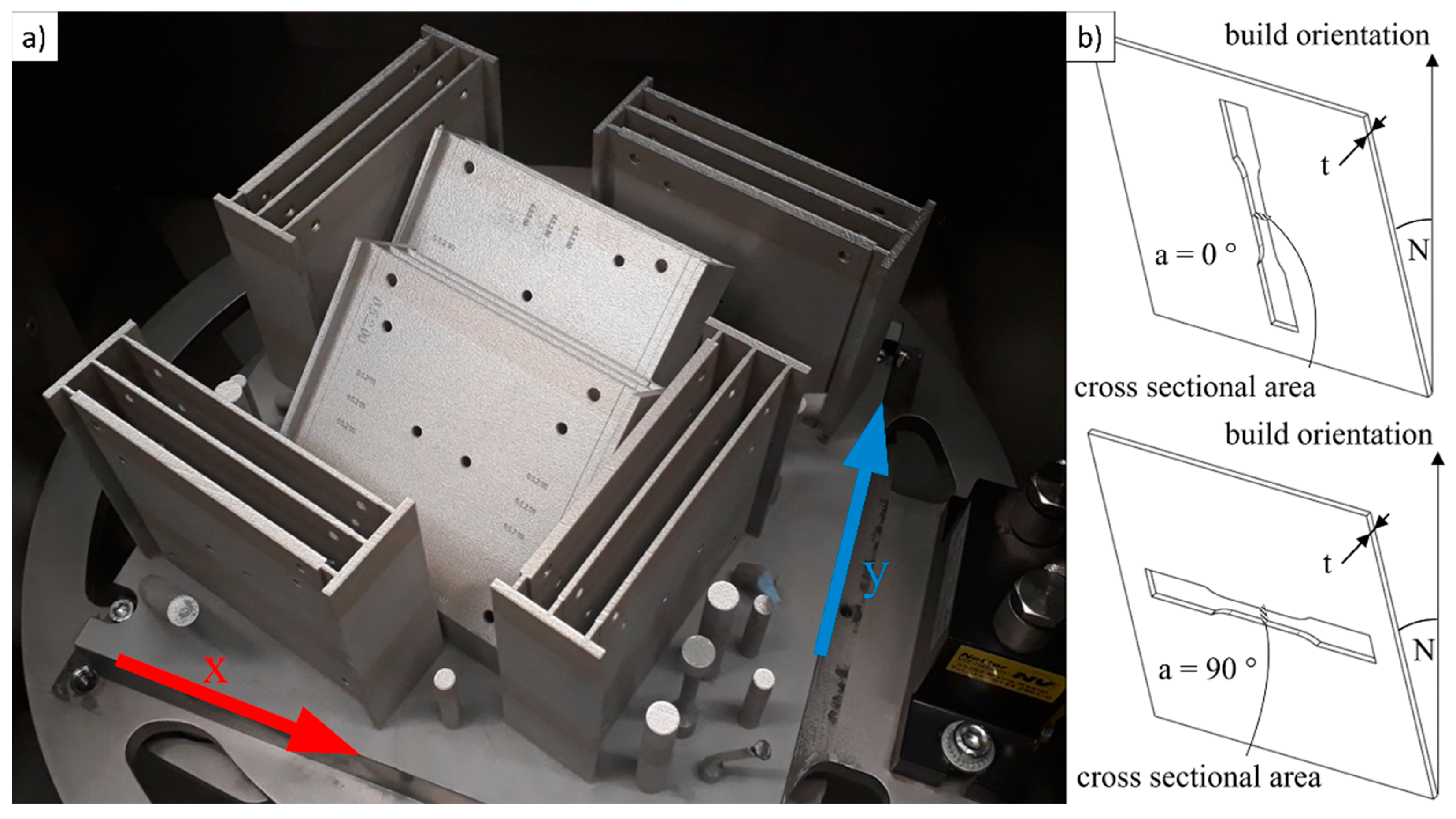
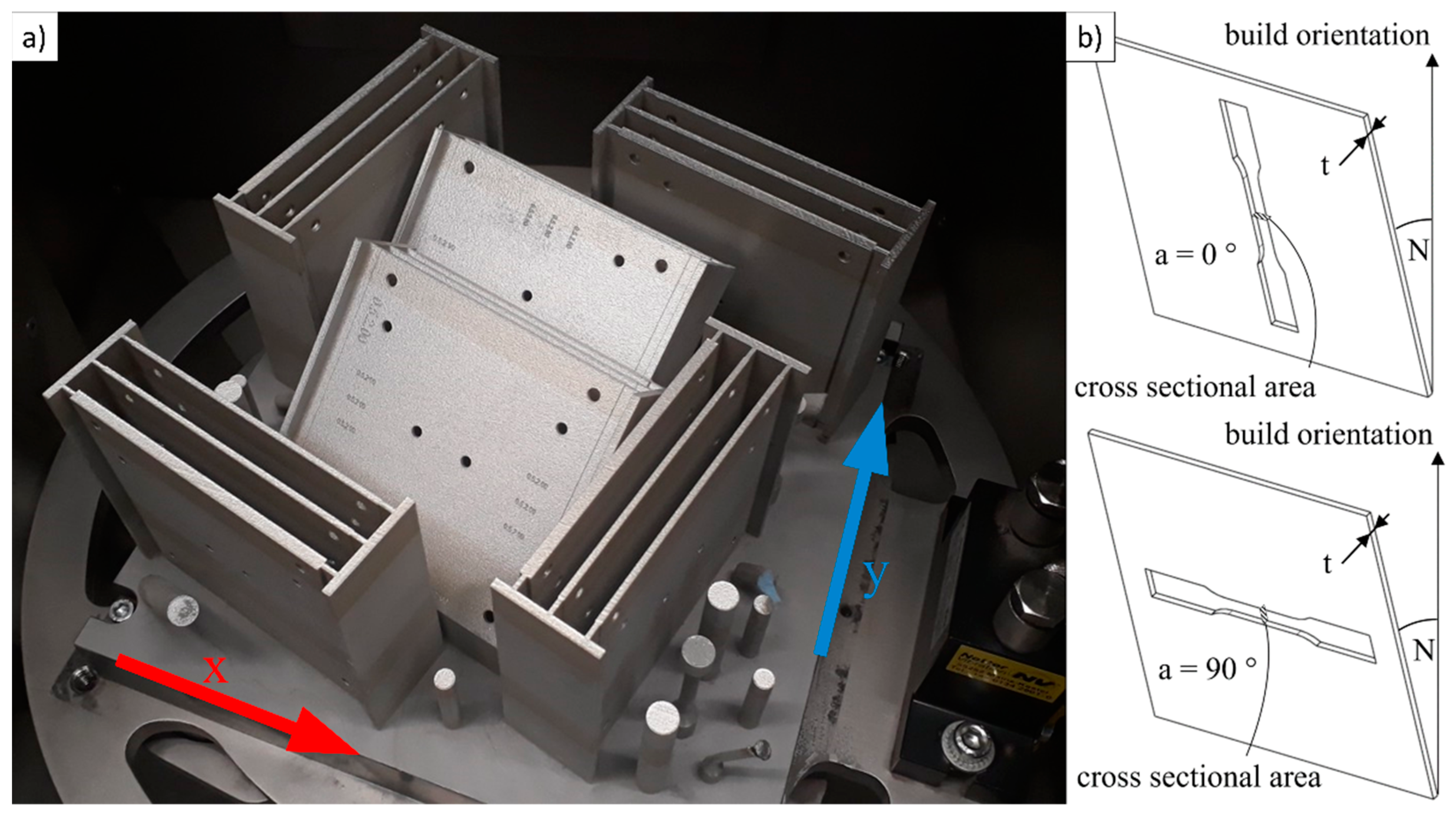
2.1. Geometry
2.2. Additive Manufacturing Systems
2.3. Material
2.4. Examination Methods
3. Results
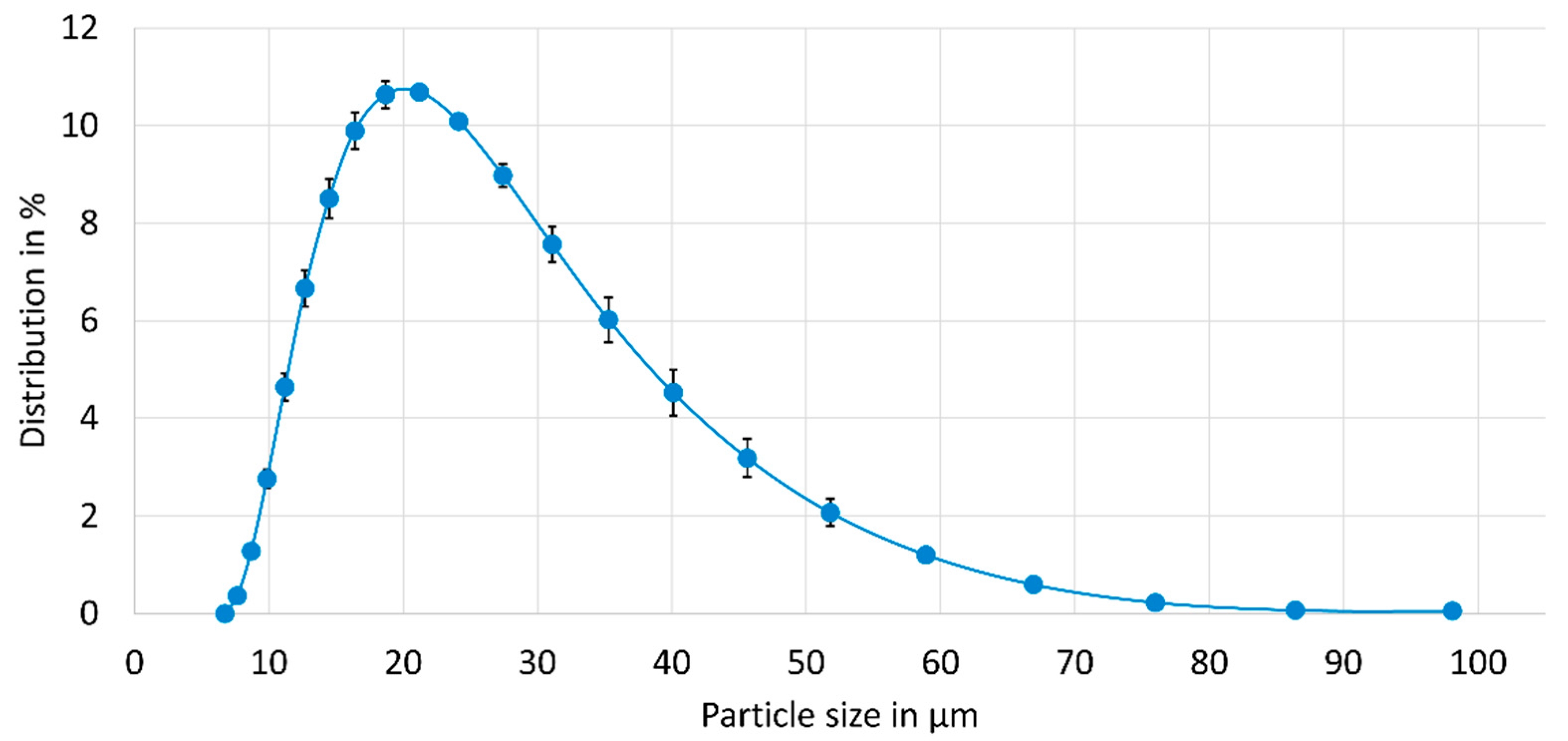
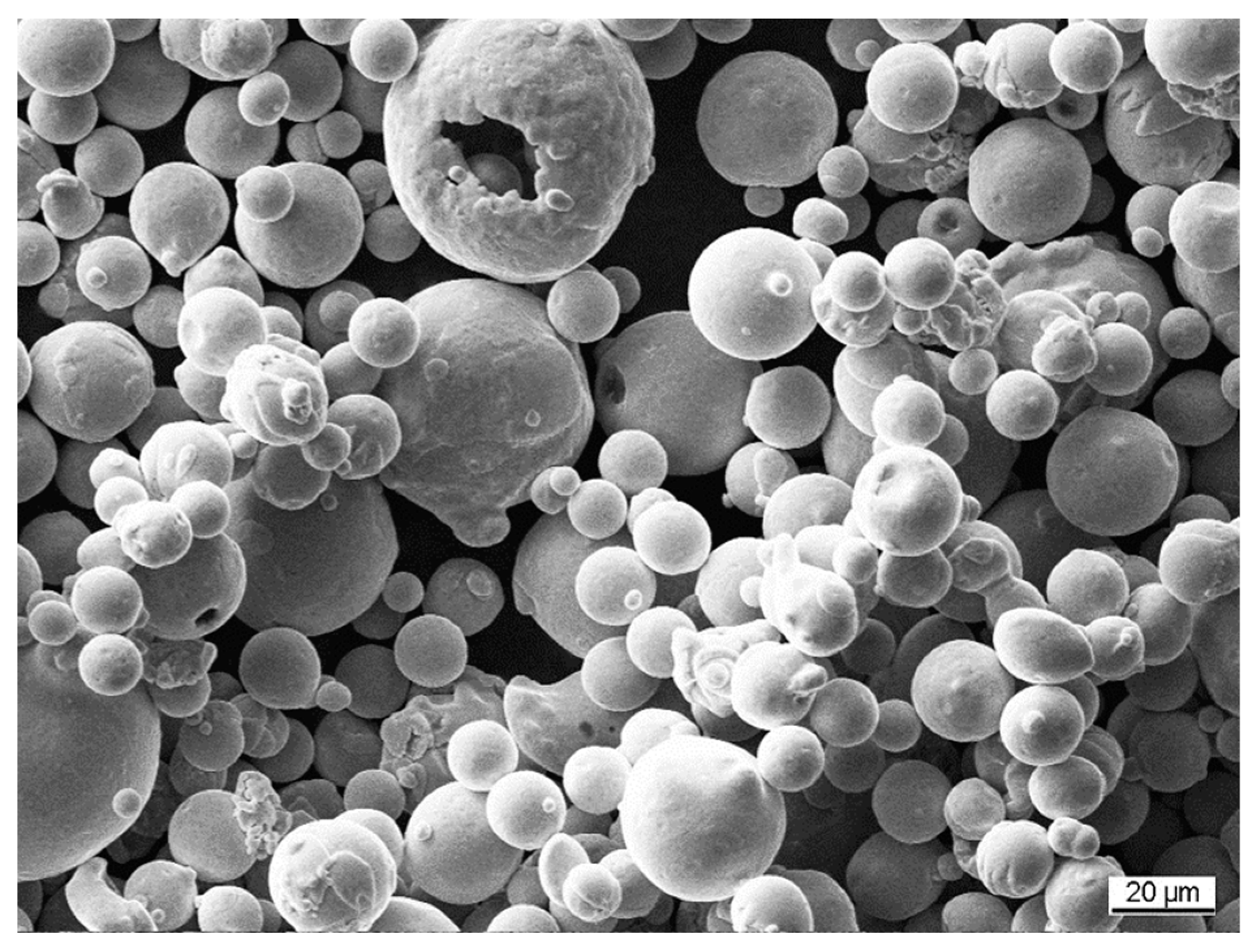
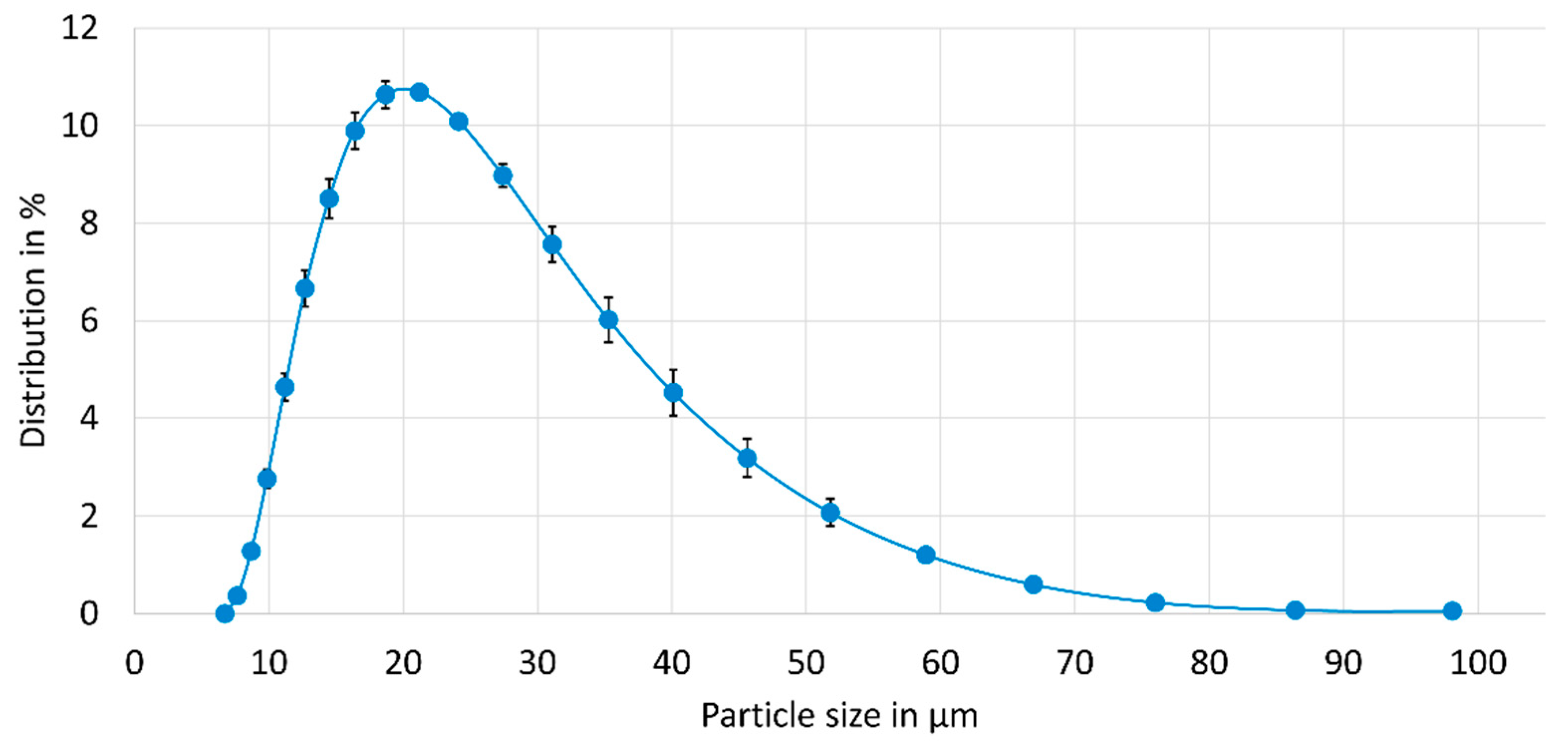
3.1. Particle Size Distribution
3.2. Chemical Composition of the Powder Feedstock
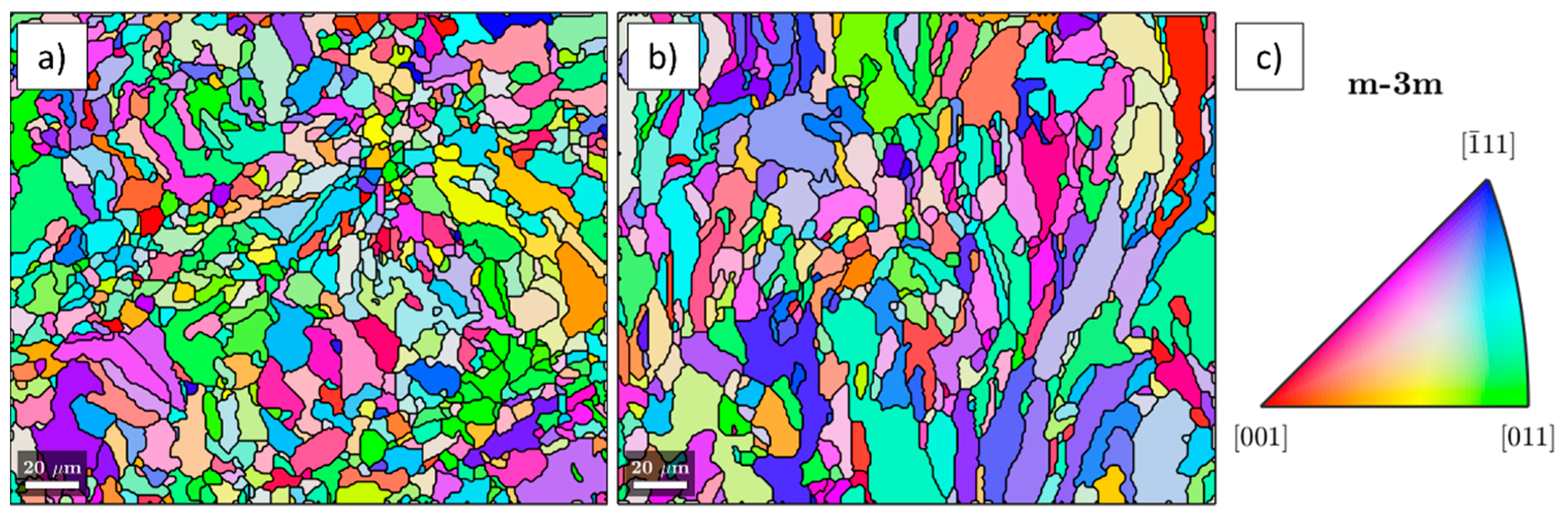
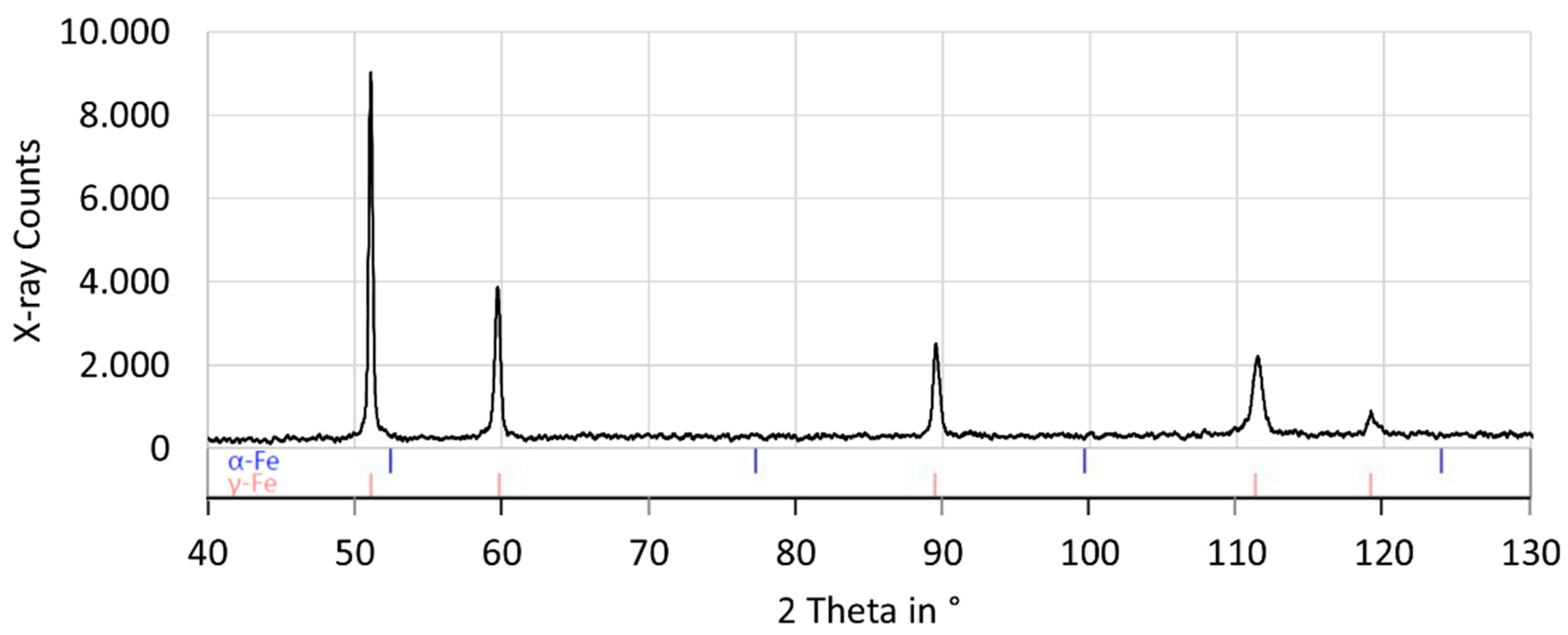
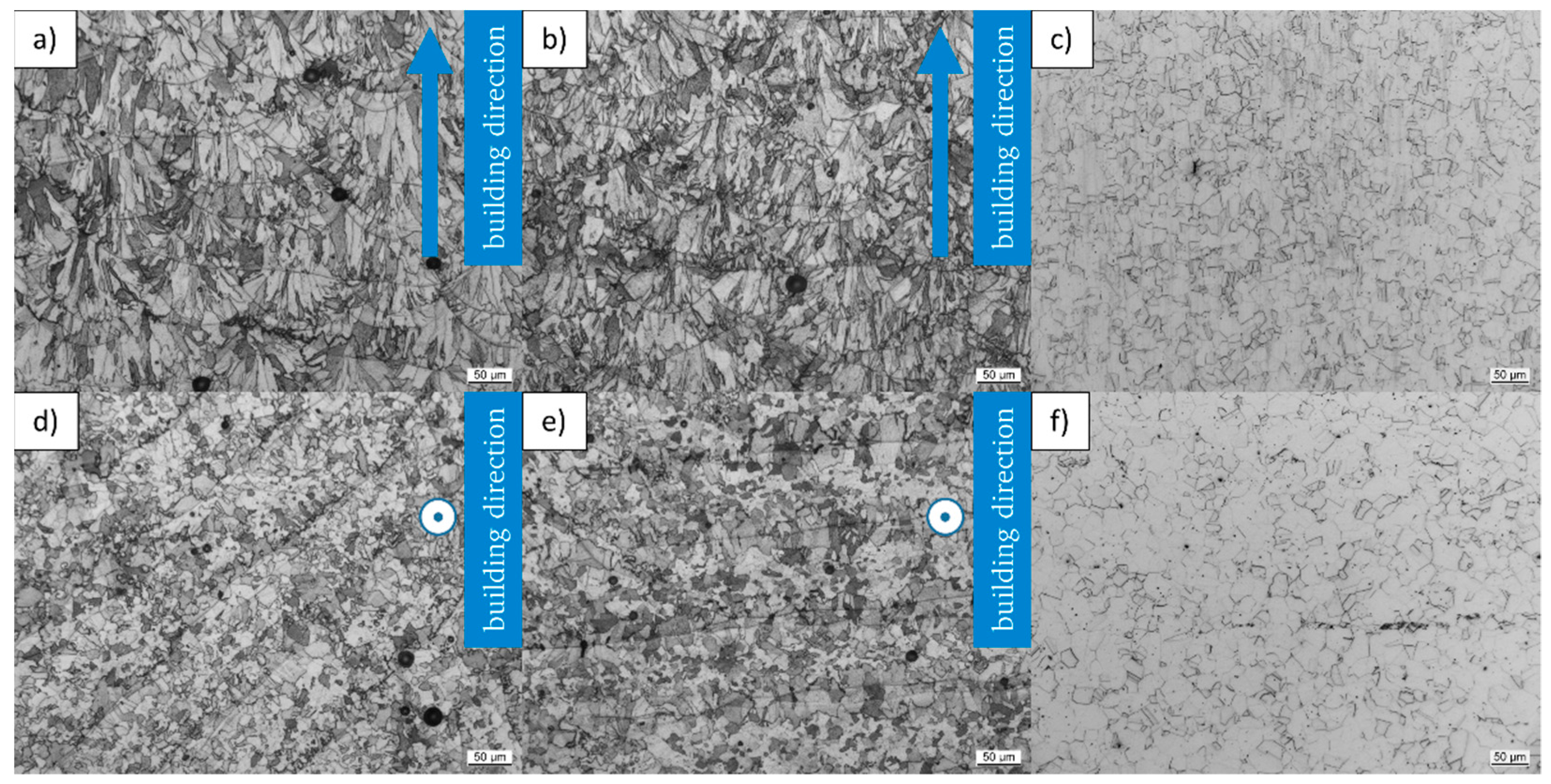
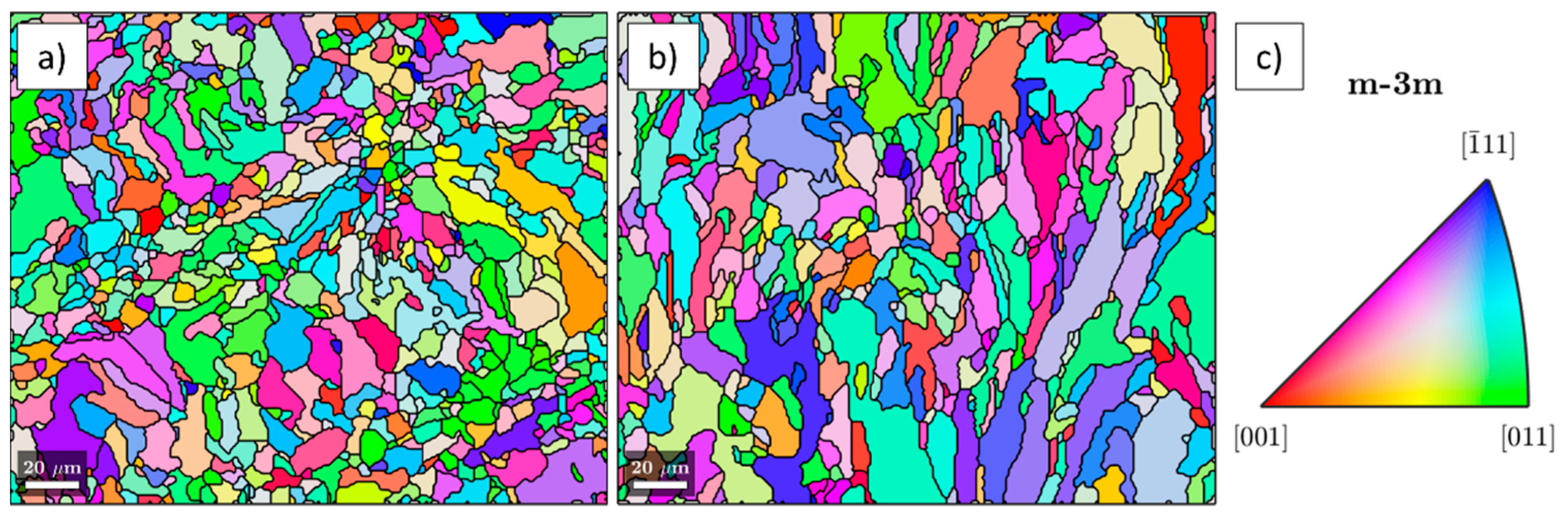
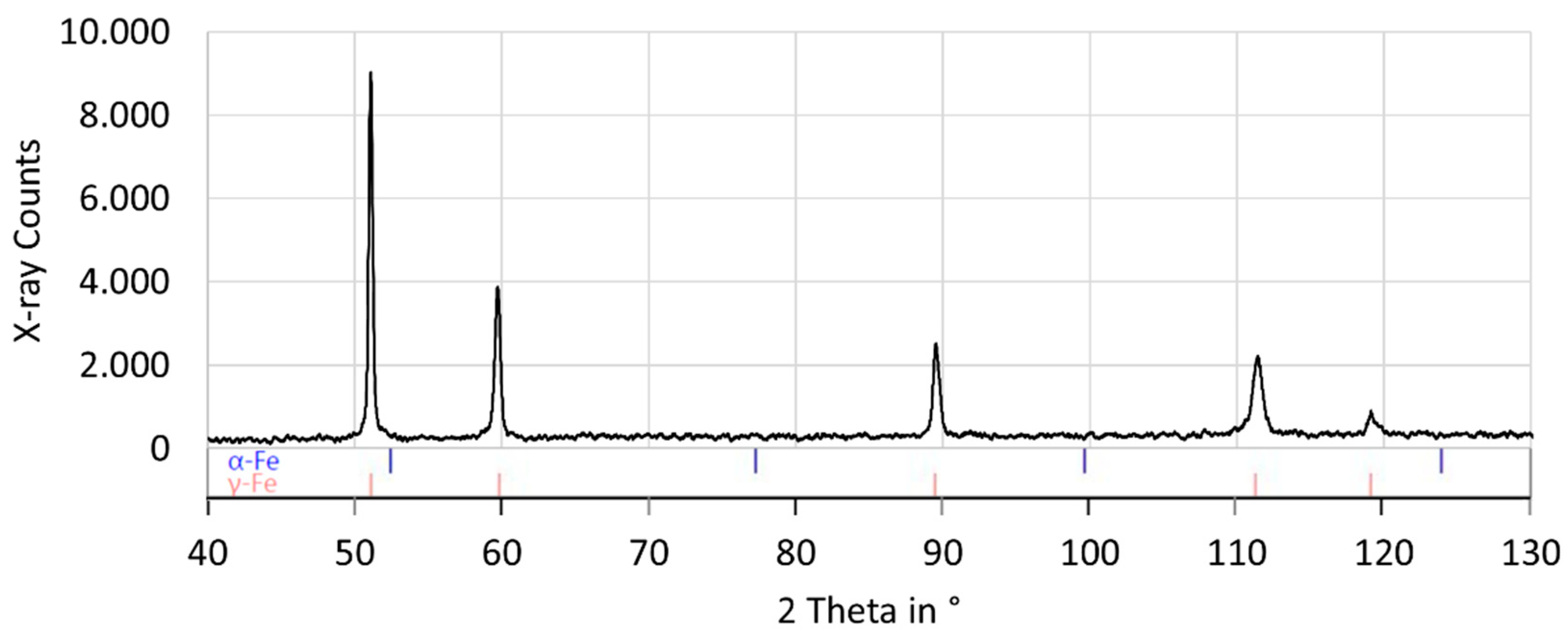
3.3. Microstructure of the Material
3.4. Mechanical Properties of the Material
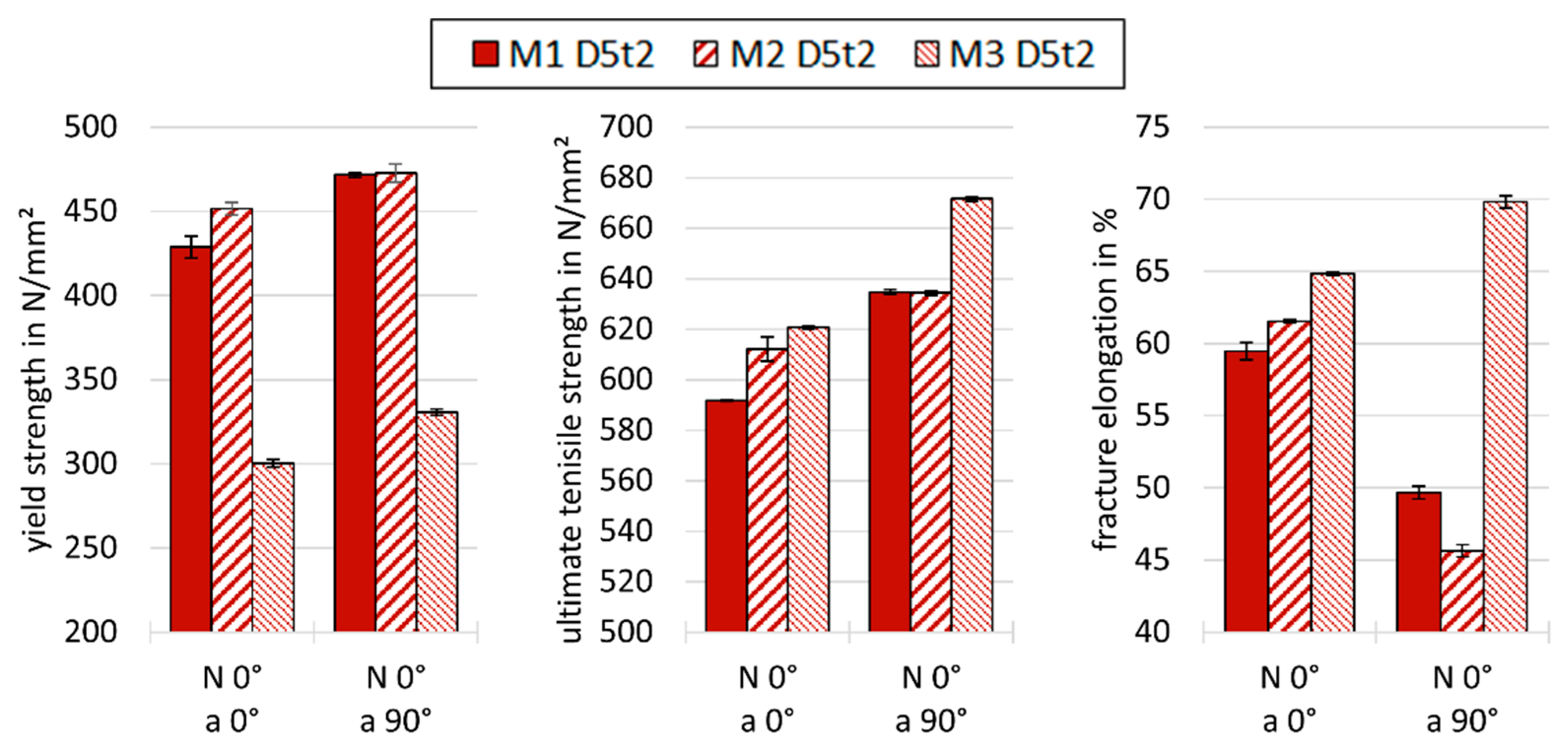
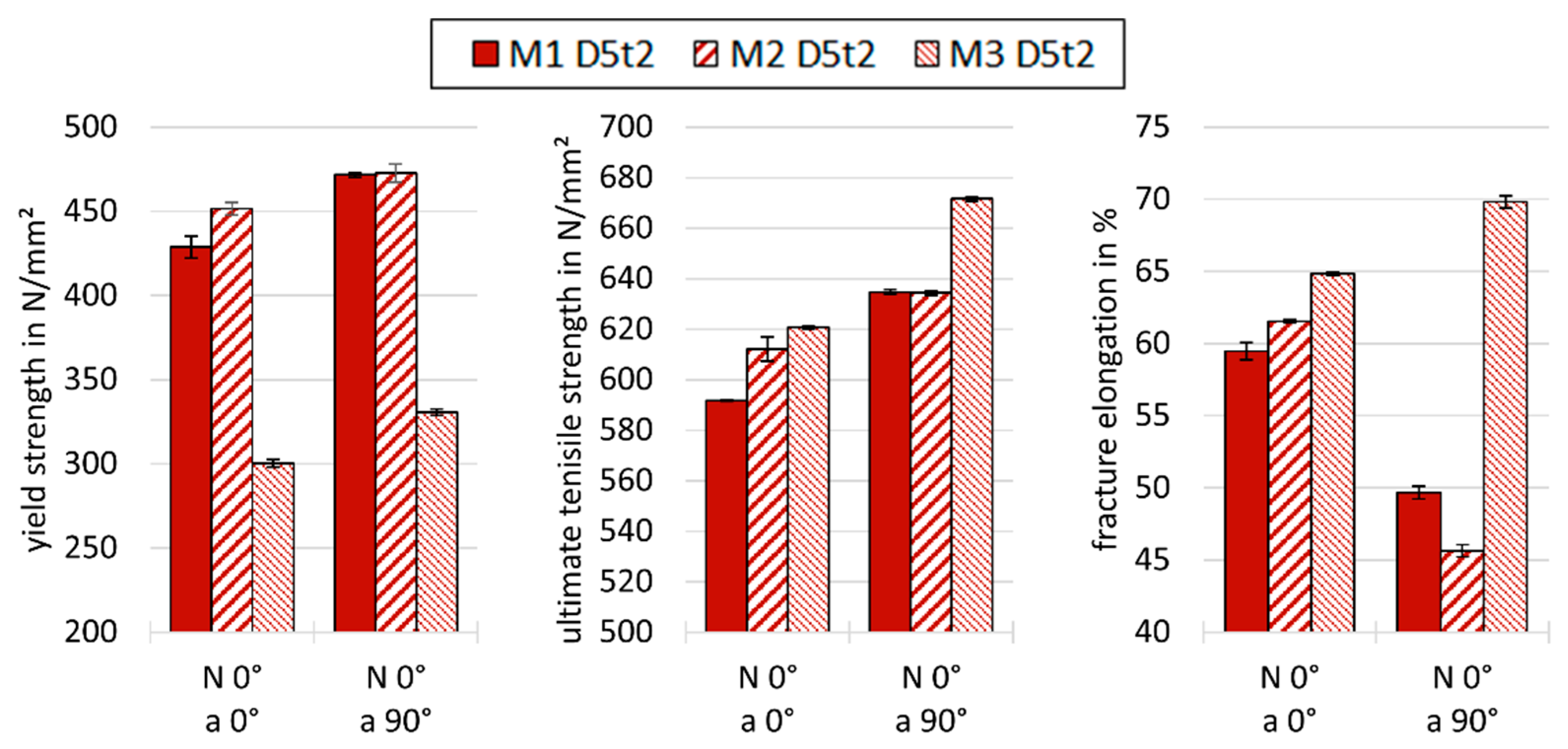
3.4.1. Comparison of PBF-LB/M-Manufactured Specimens and Specimens from Sheet Metal
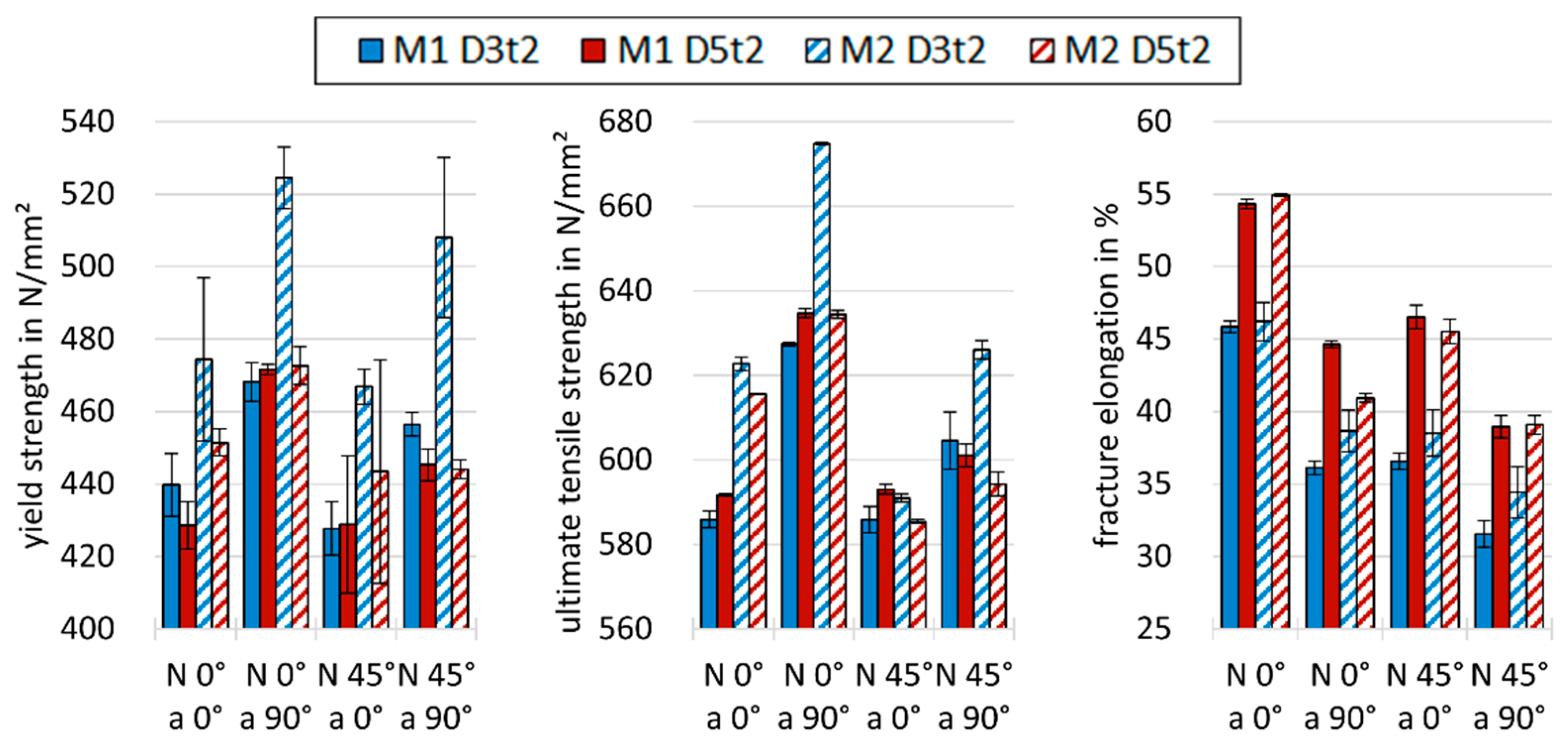
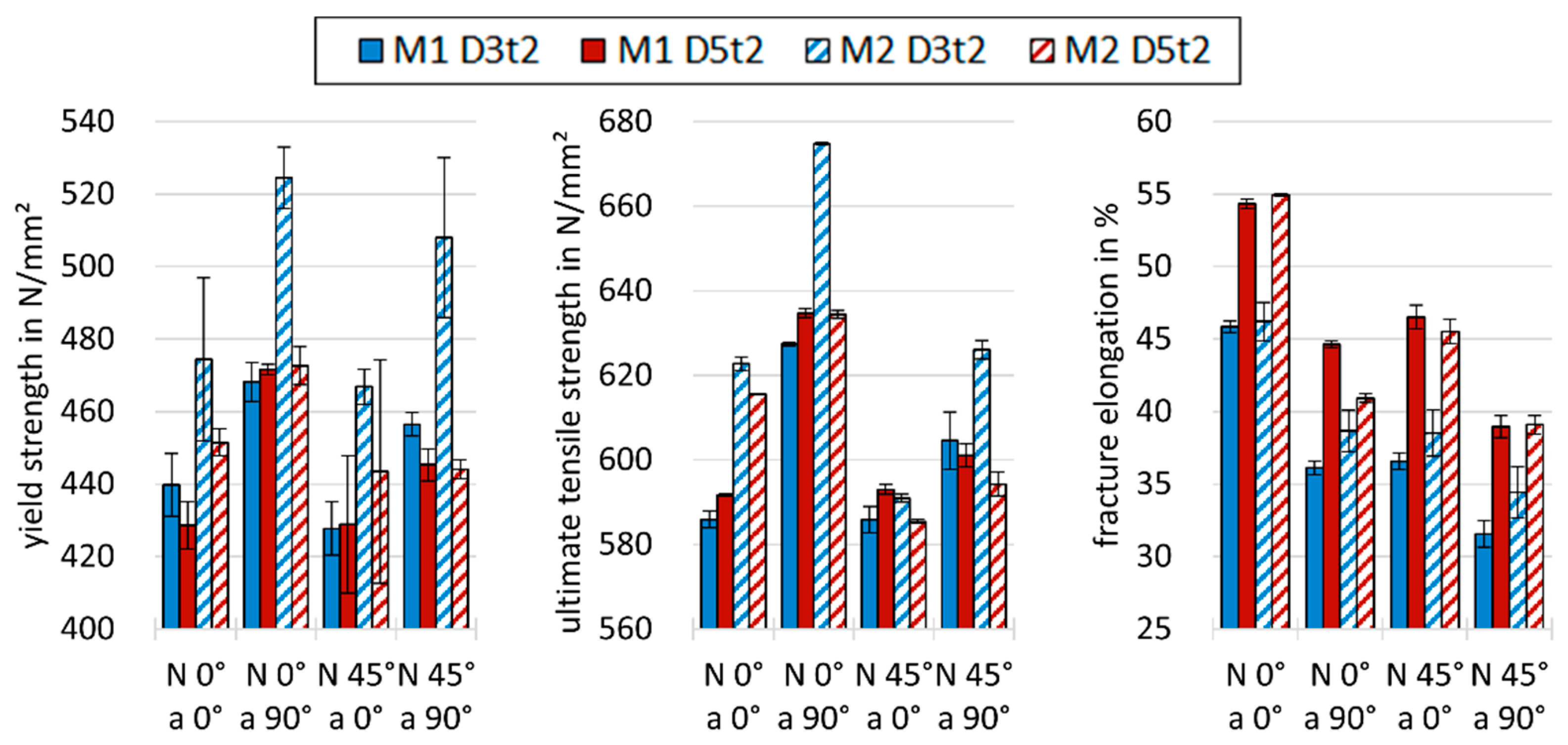
3.4.2. Comparison of Specimens from Two Machines Identical in Construction
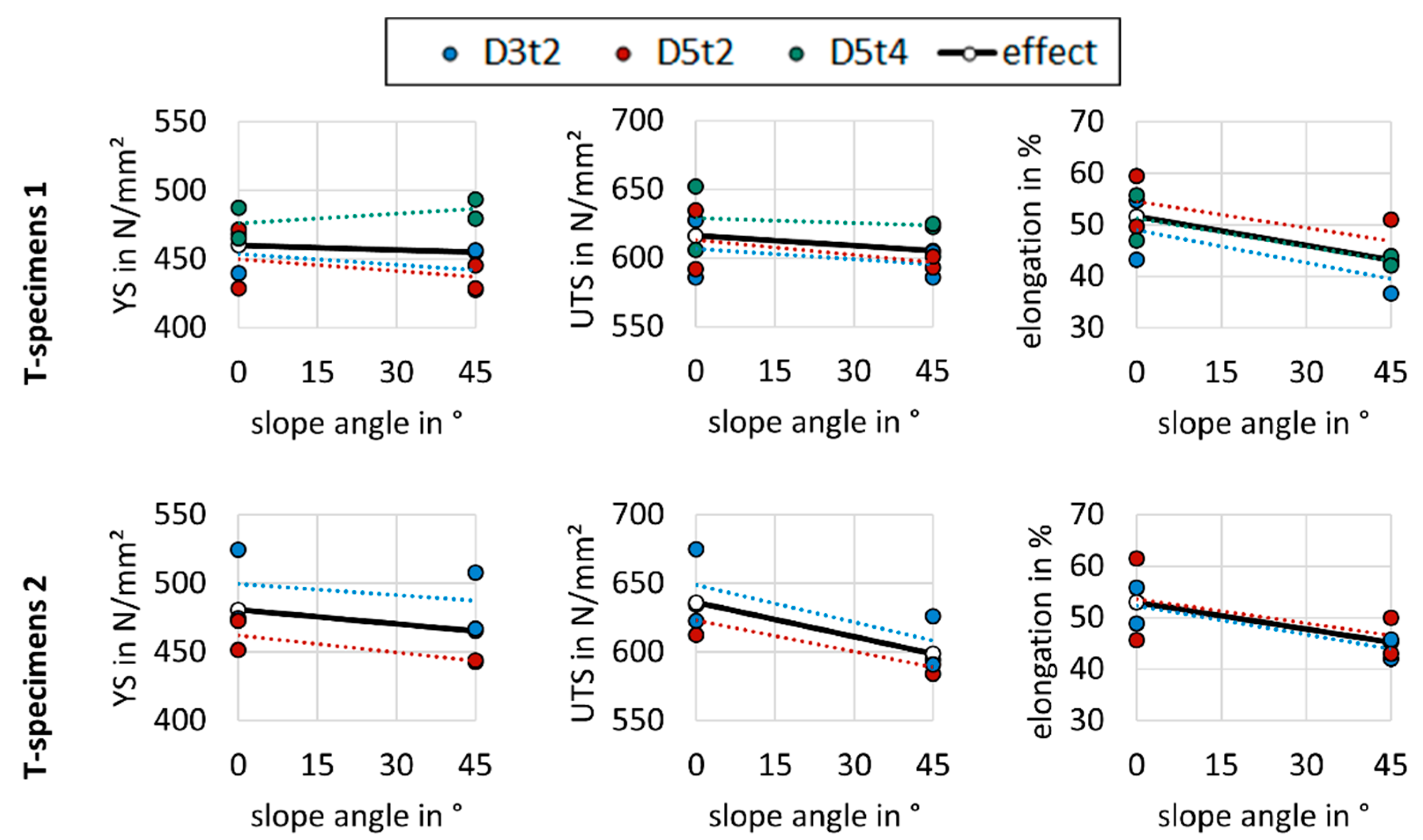
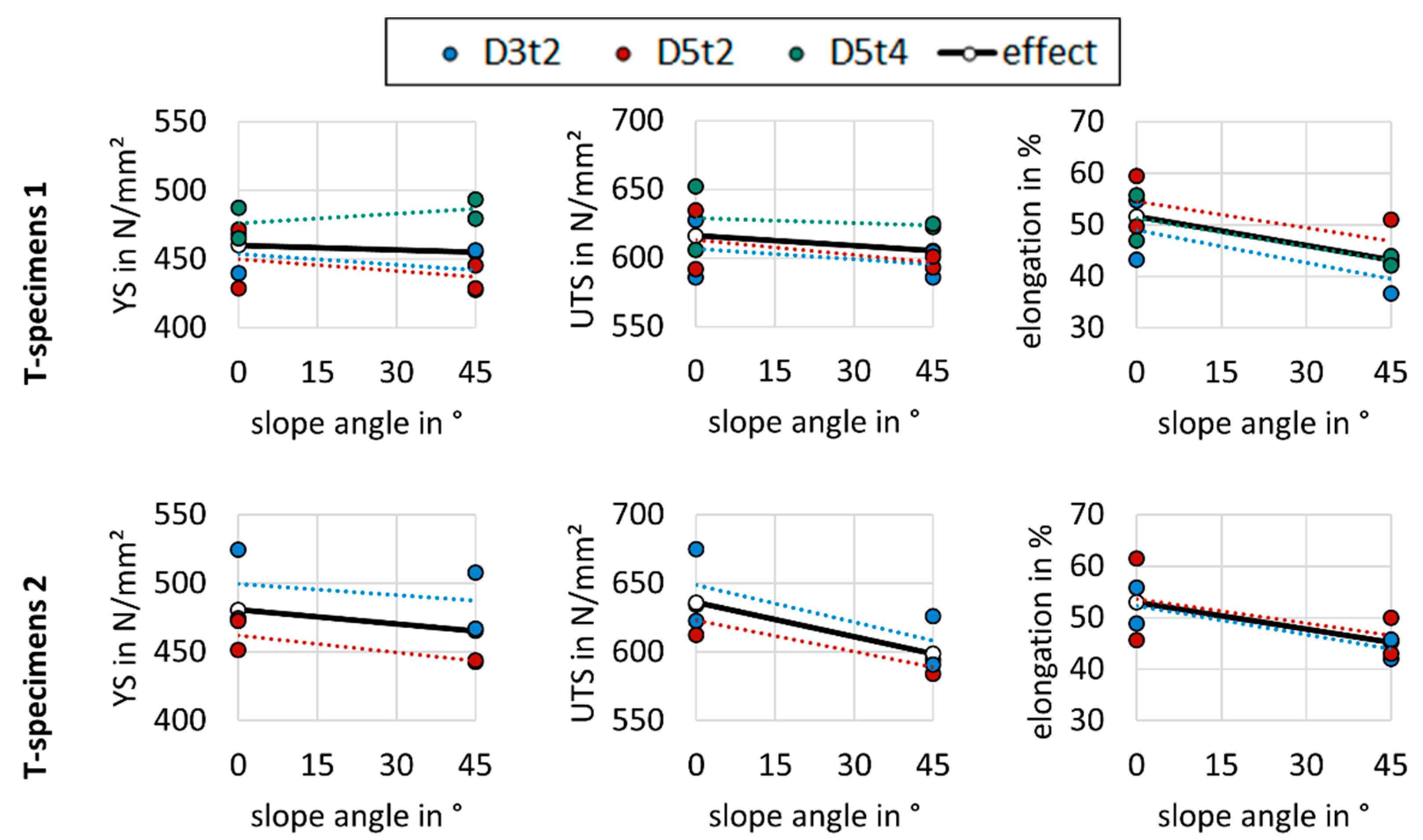
3.4.3. Influence of the Slope Angle
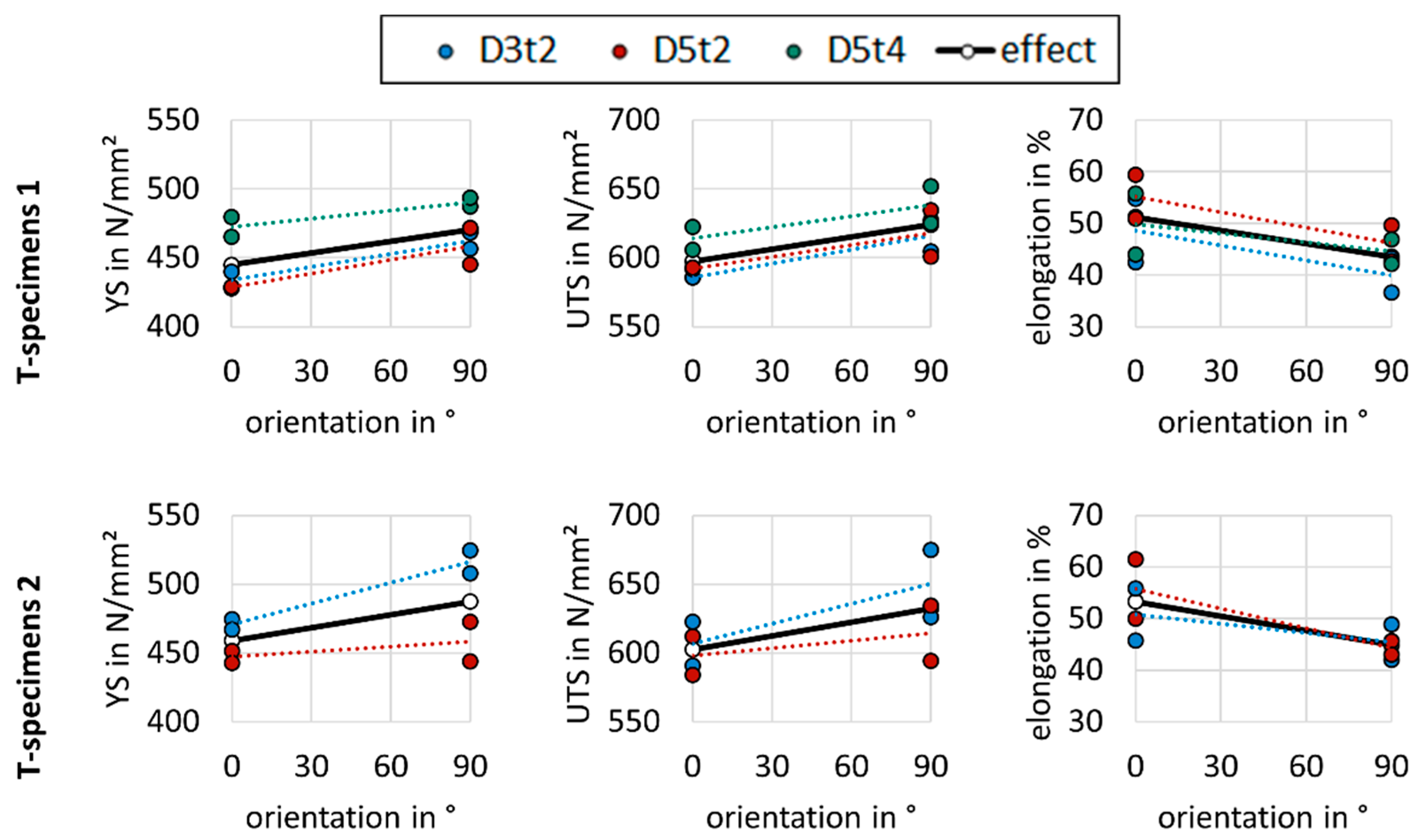
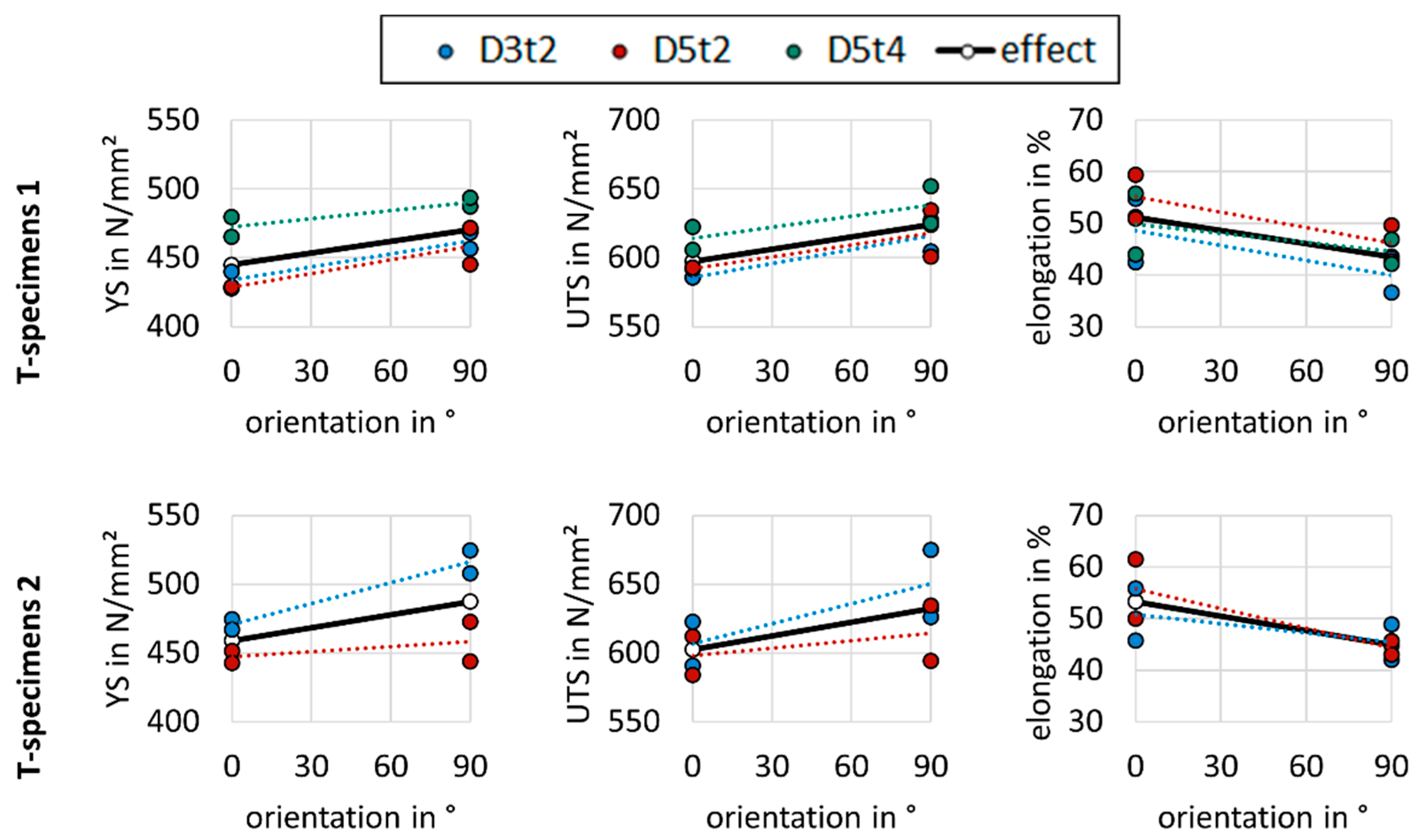
3.4.4. Influence of the Orientation
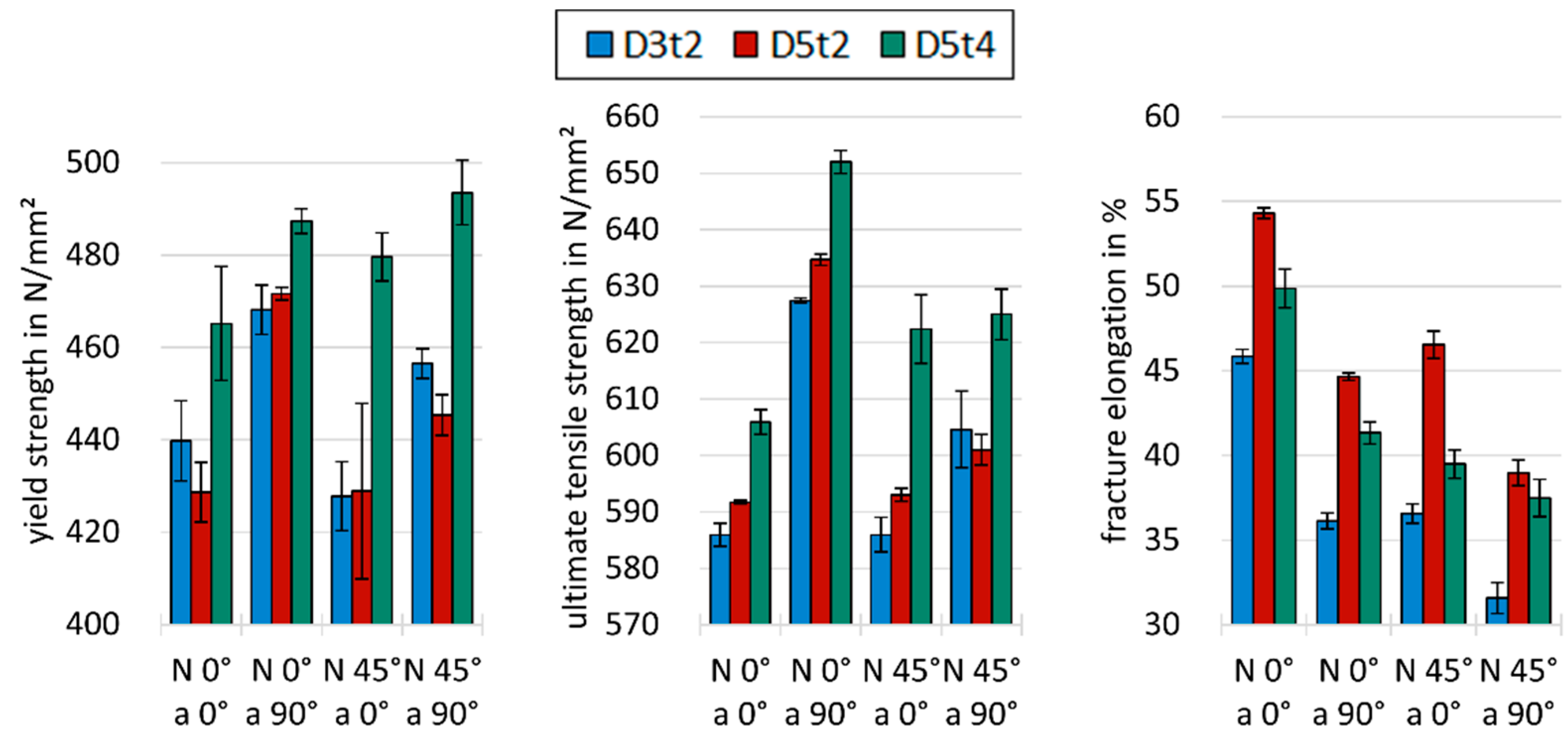
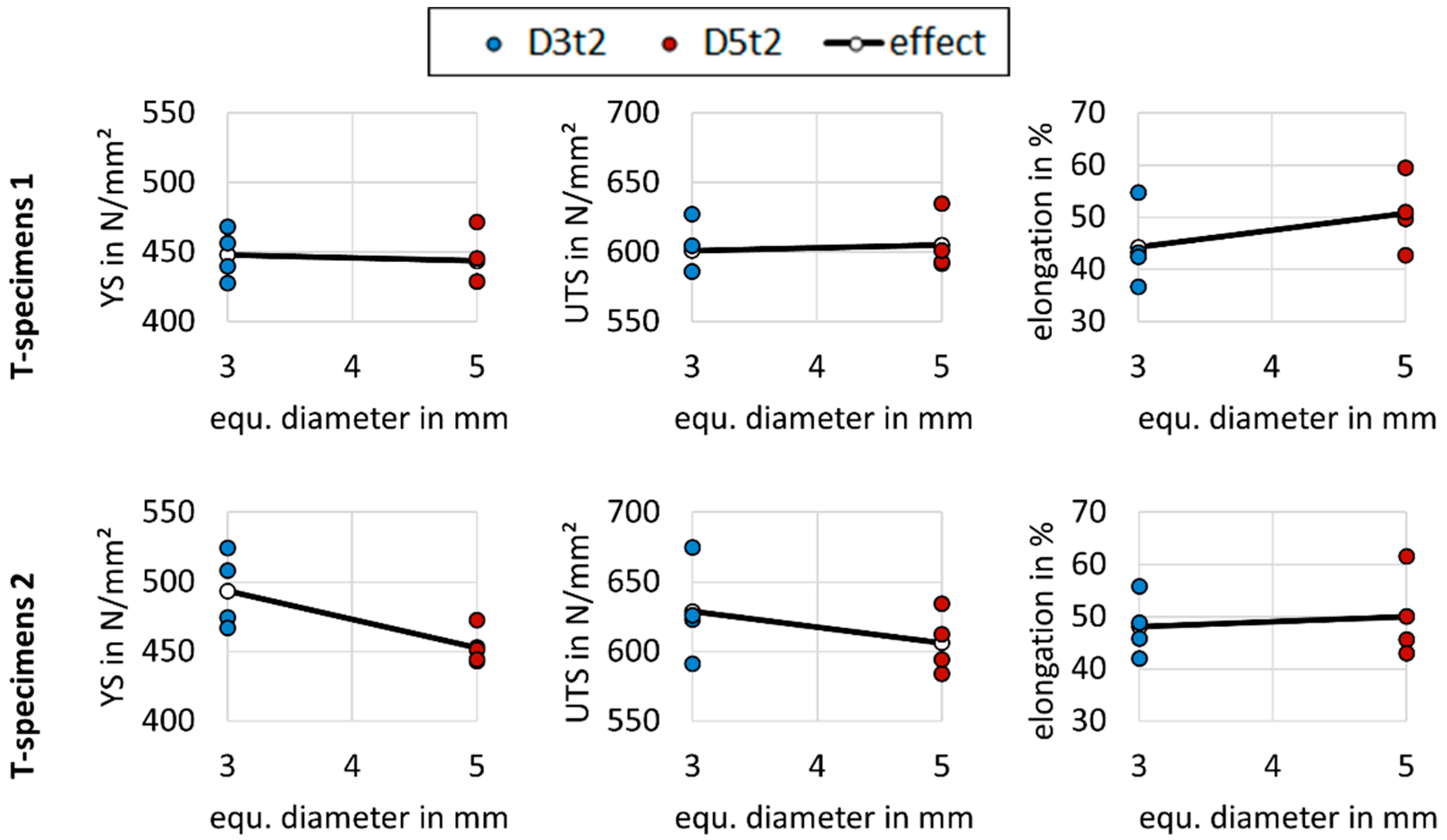
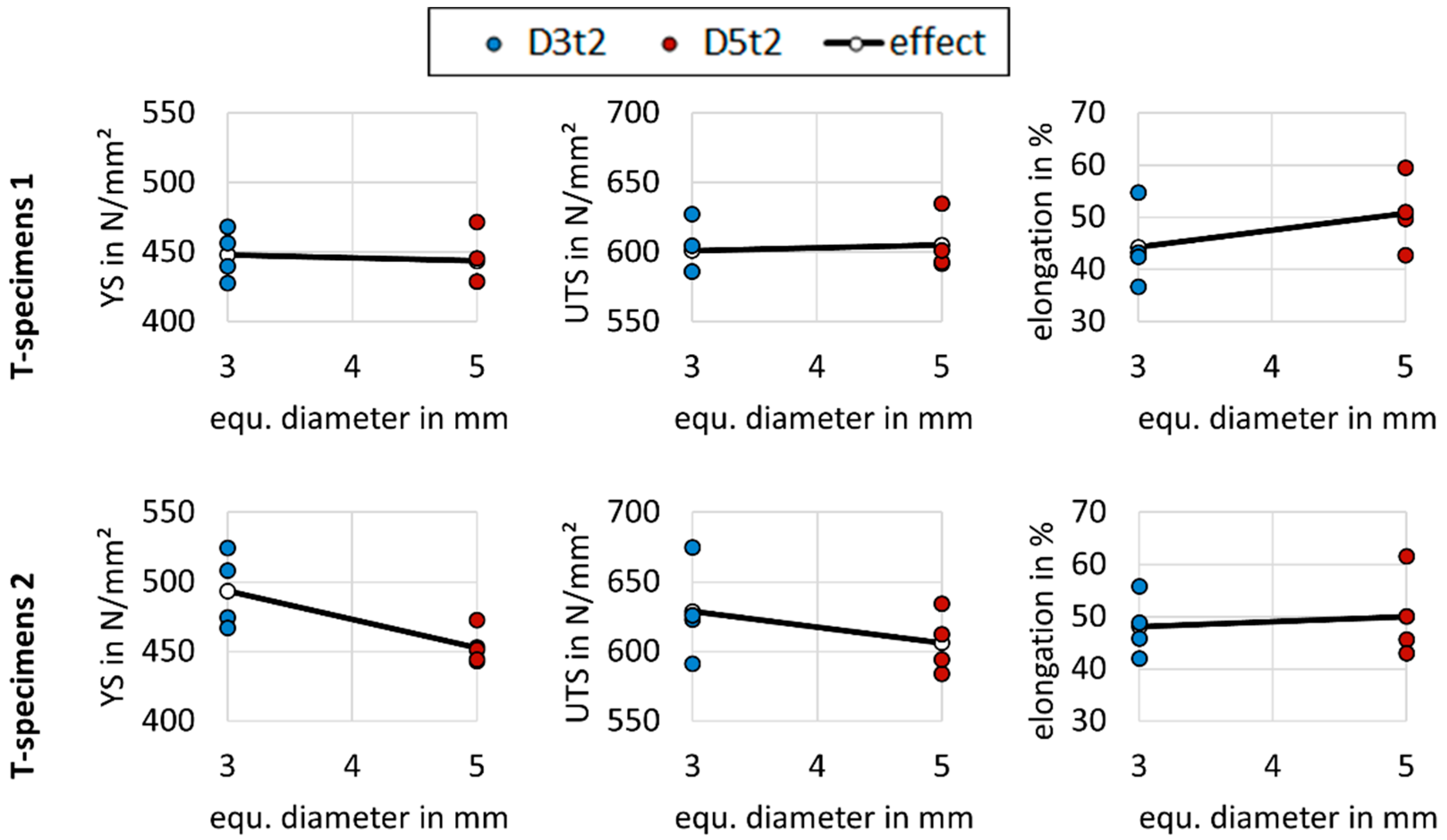
3.4.5. Influence of the Cross-Sectional Area
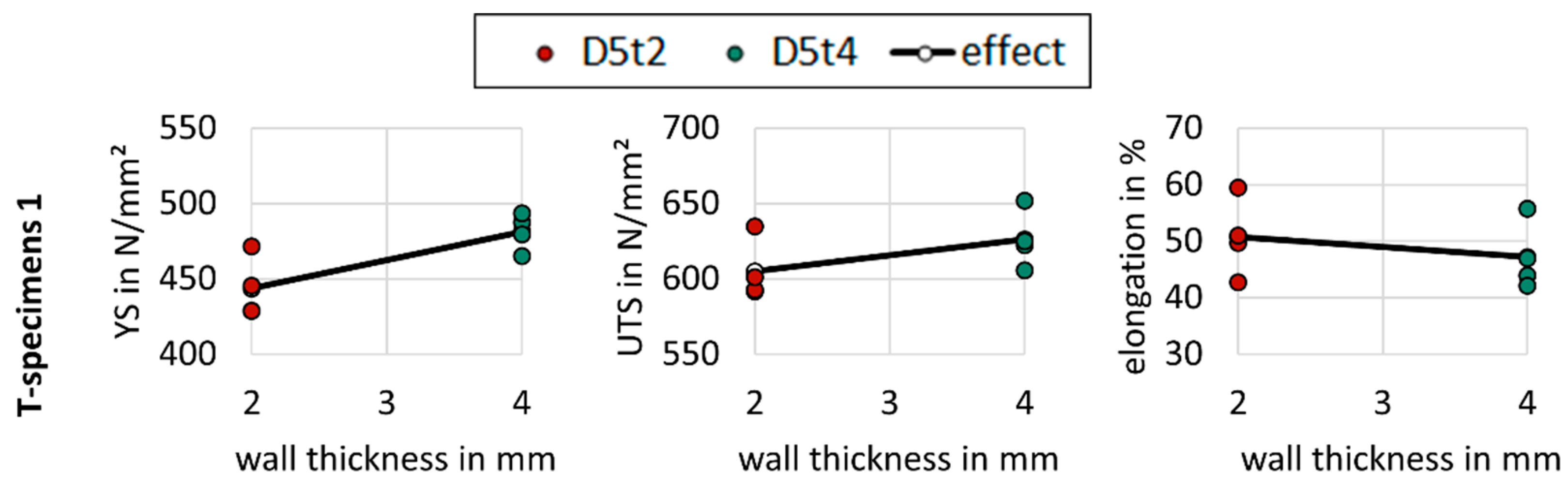
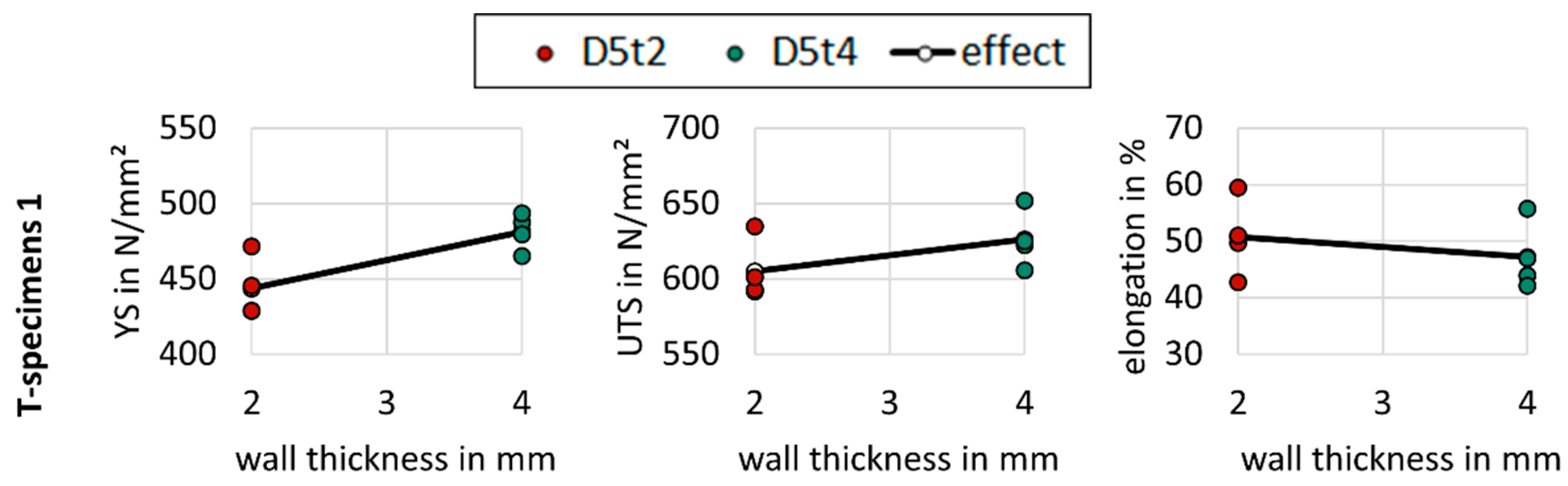
3.4.6. Influence of the Wall Thickness
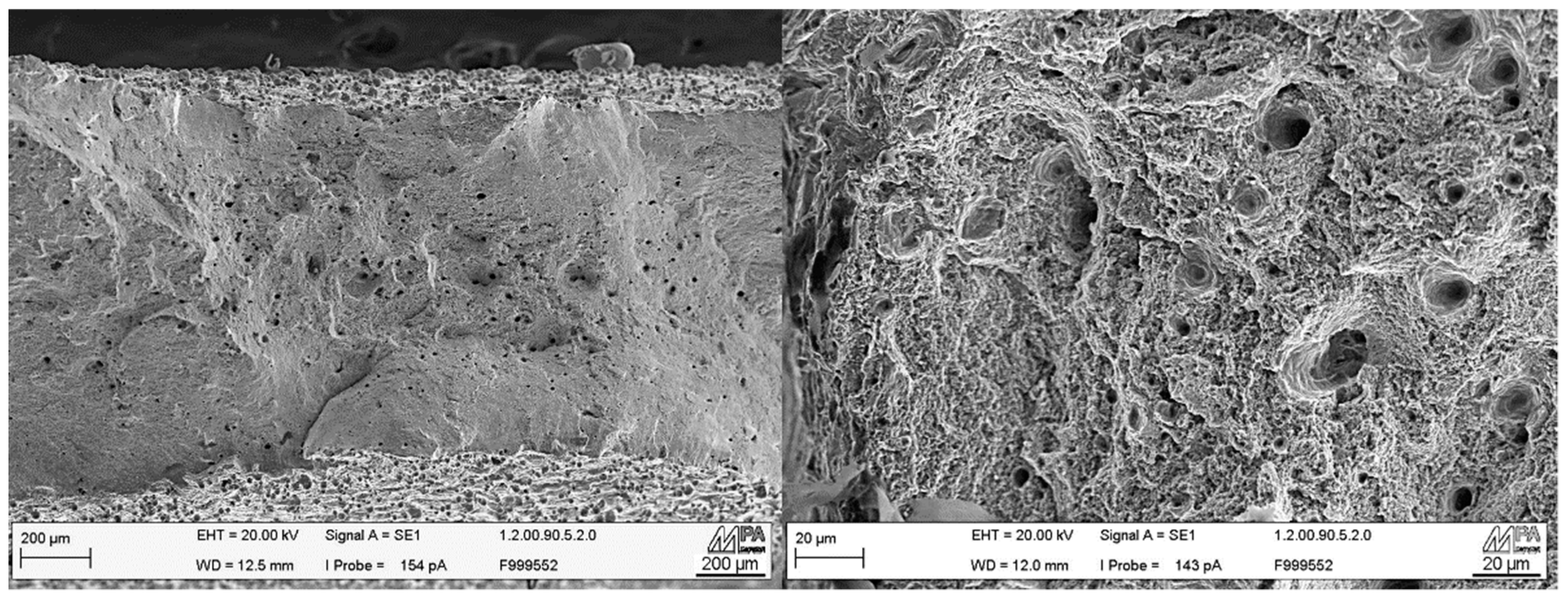
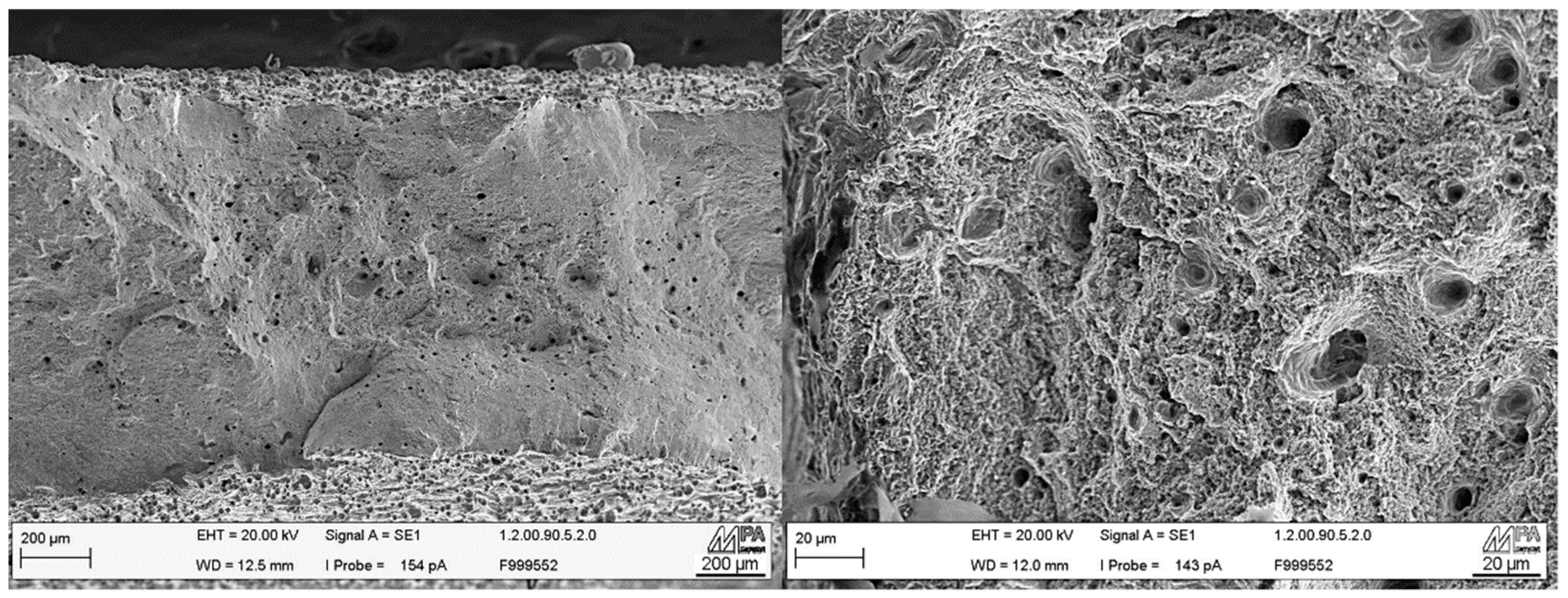
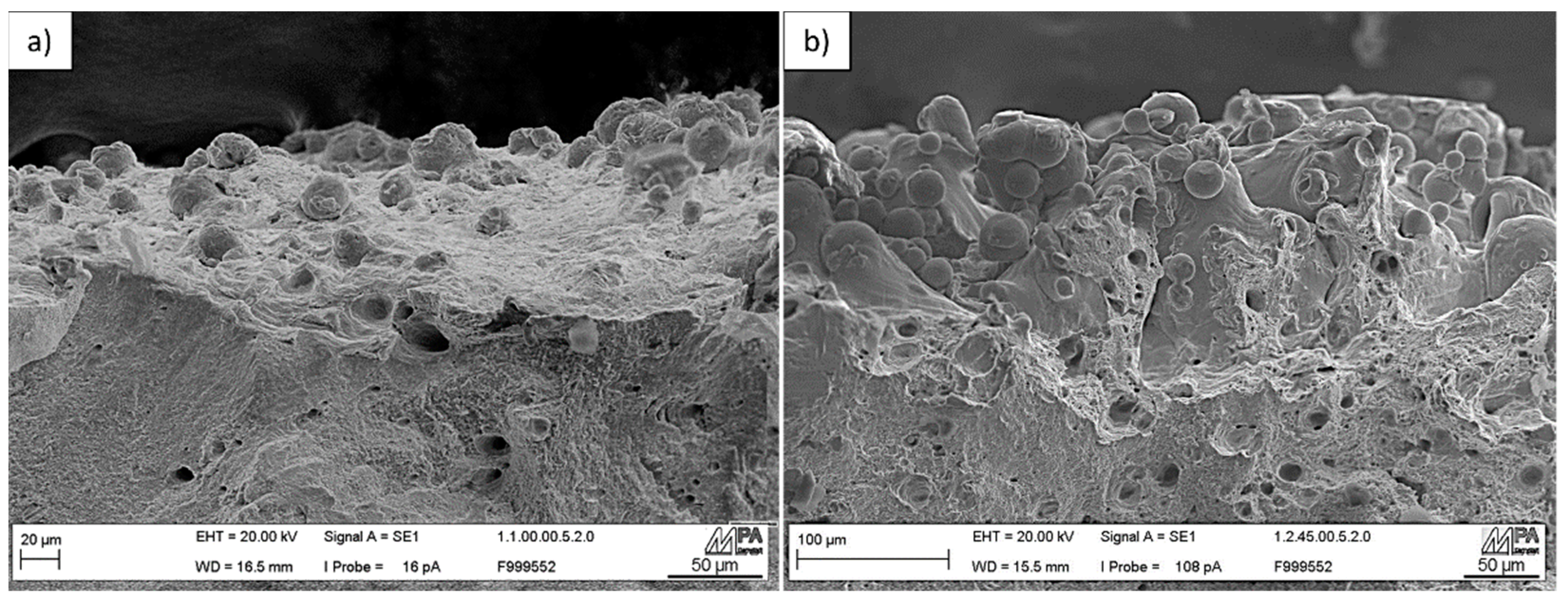
3.4.7. Fractography
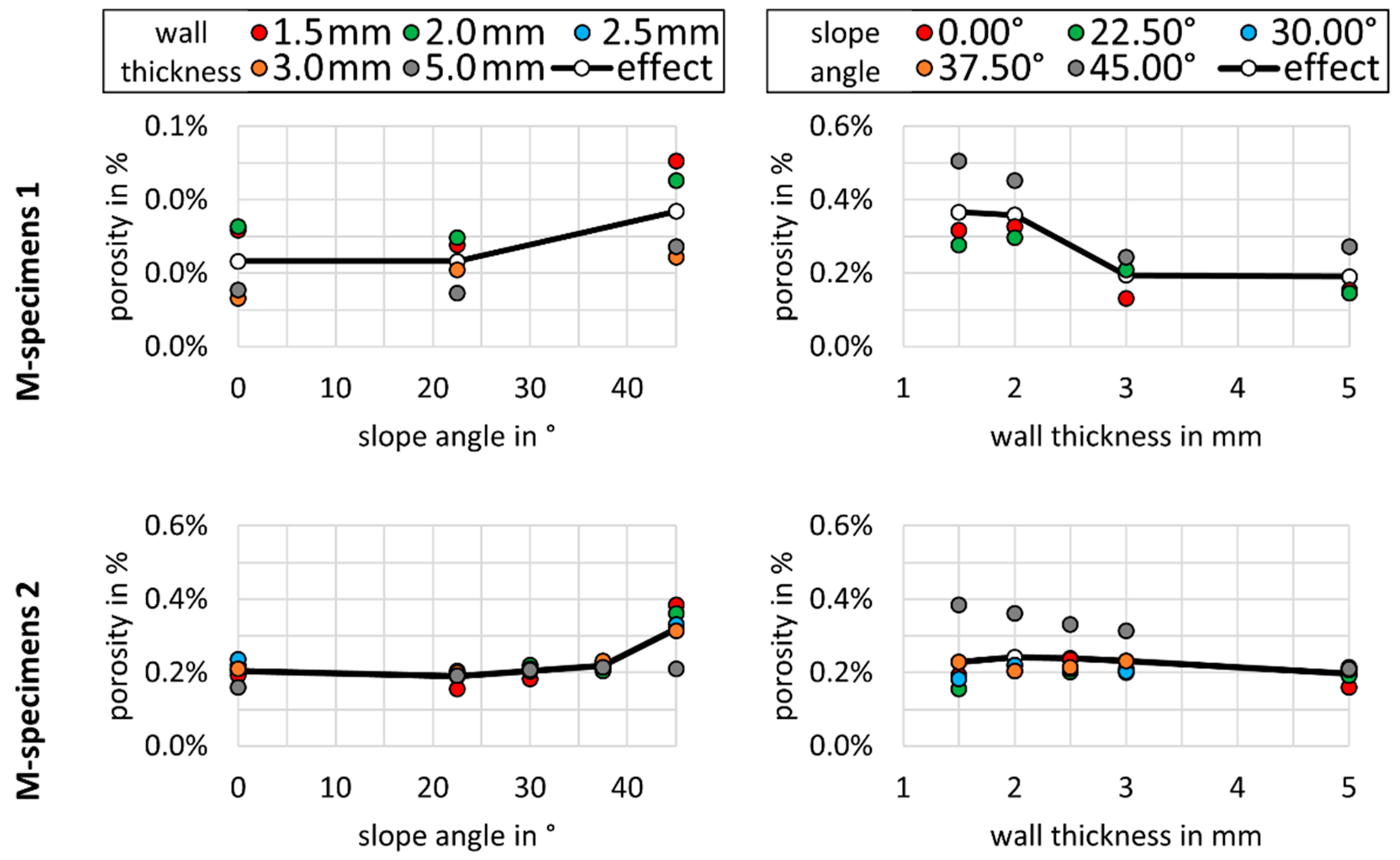
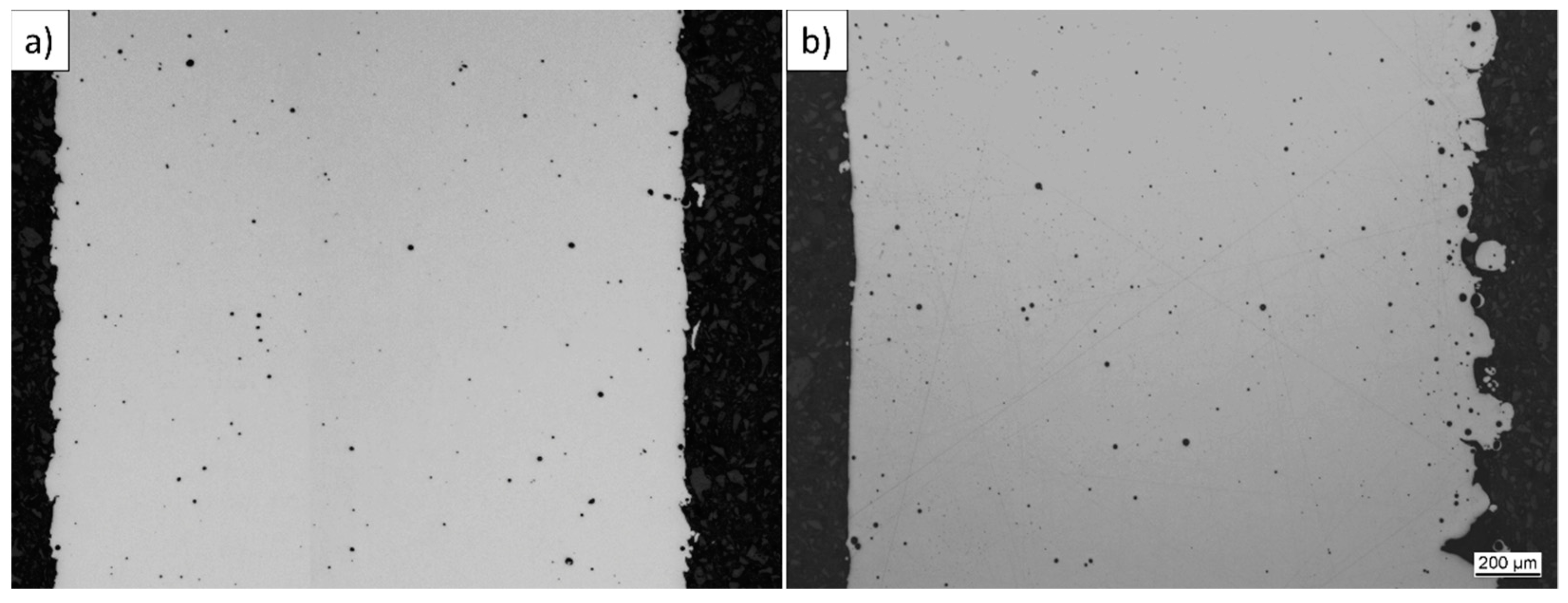
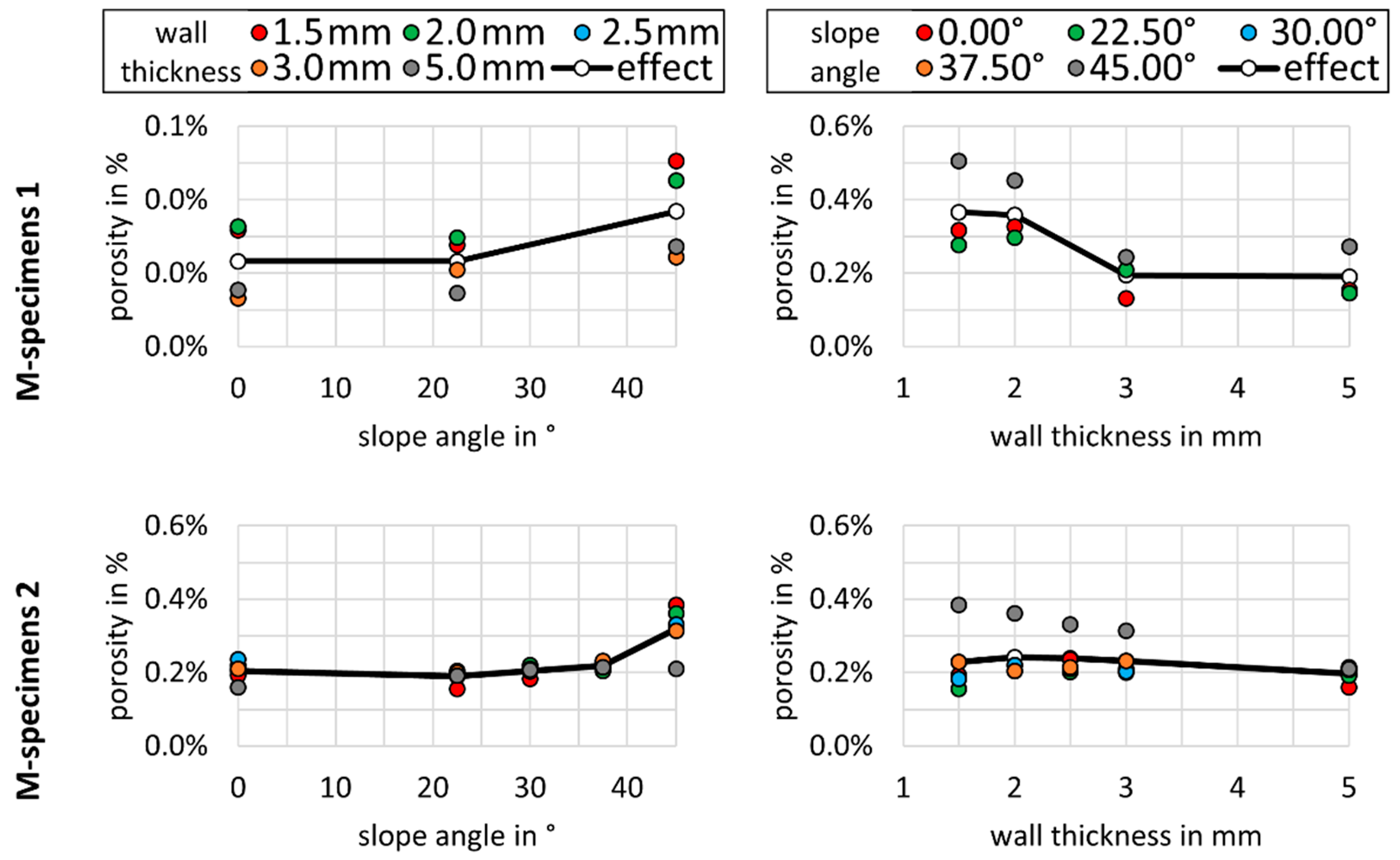
3.5. Porosity in Relation to Wall Thickness and Slope Angle
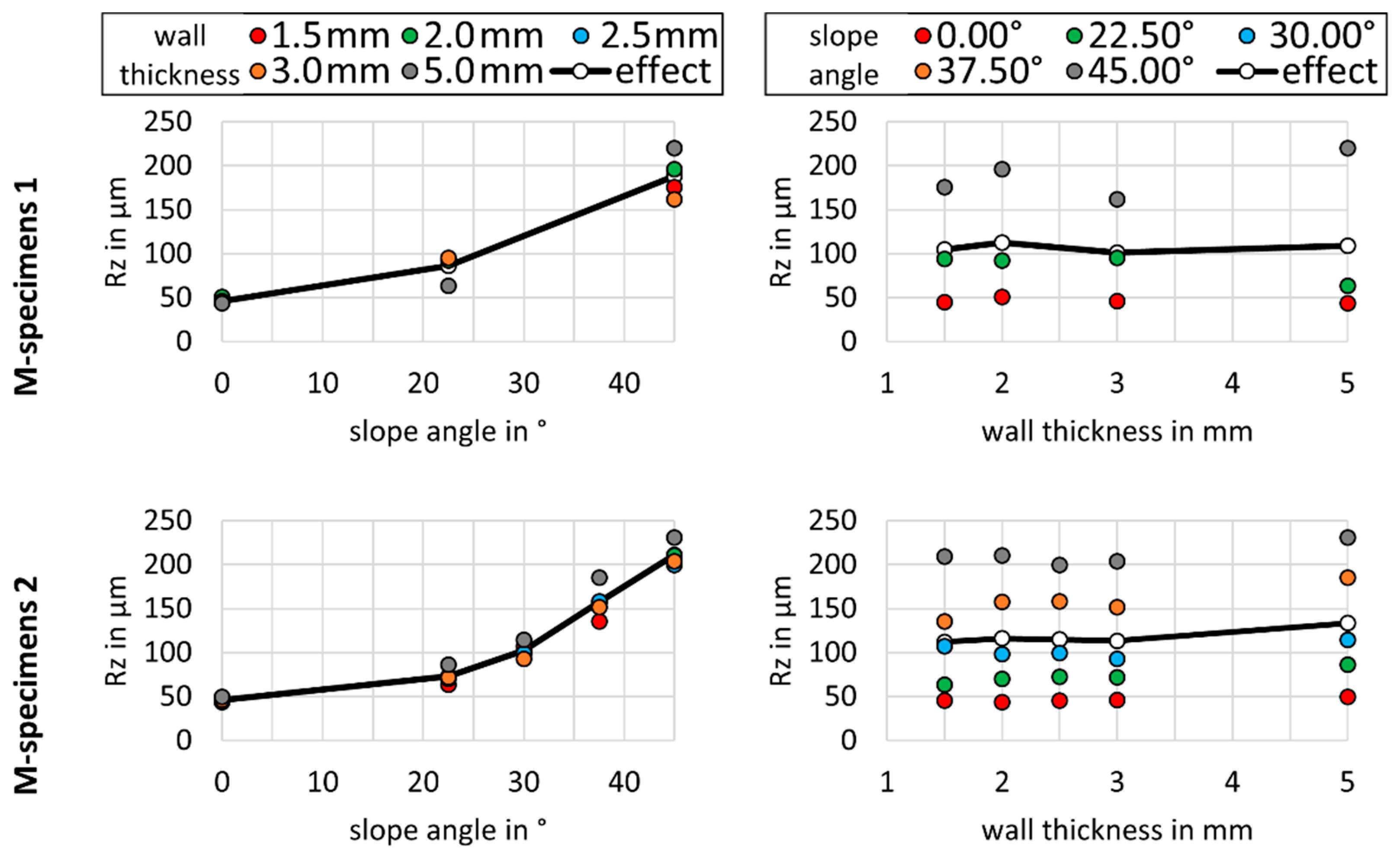
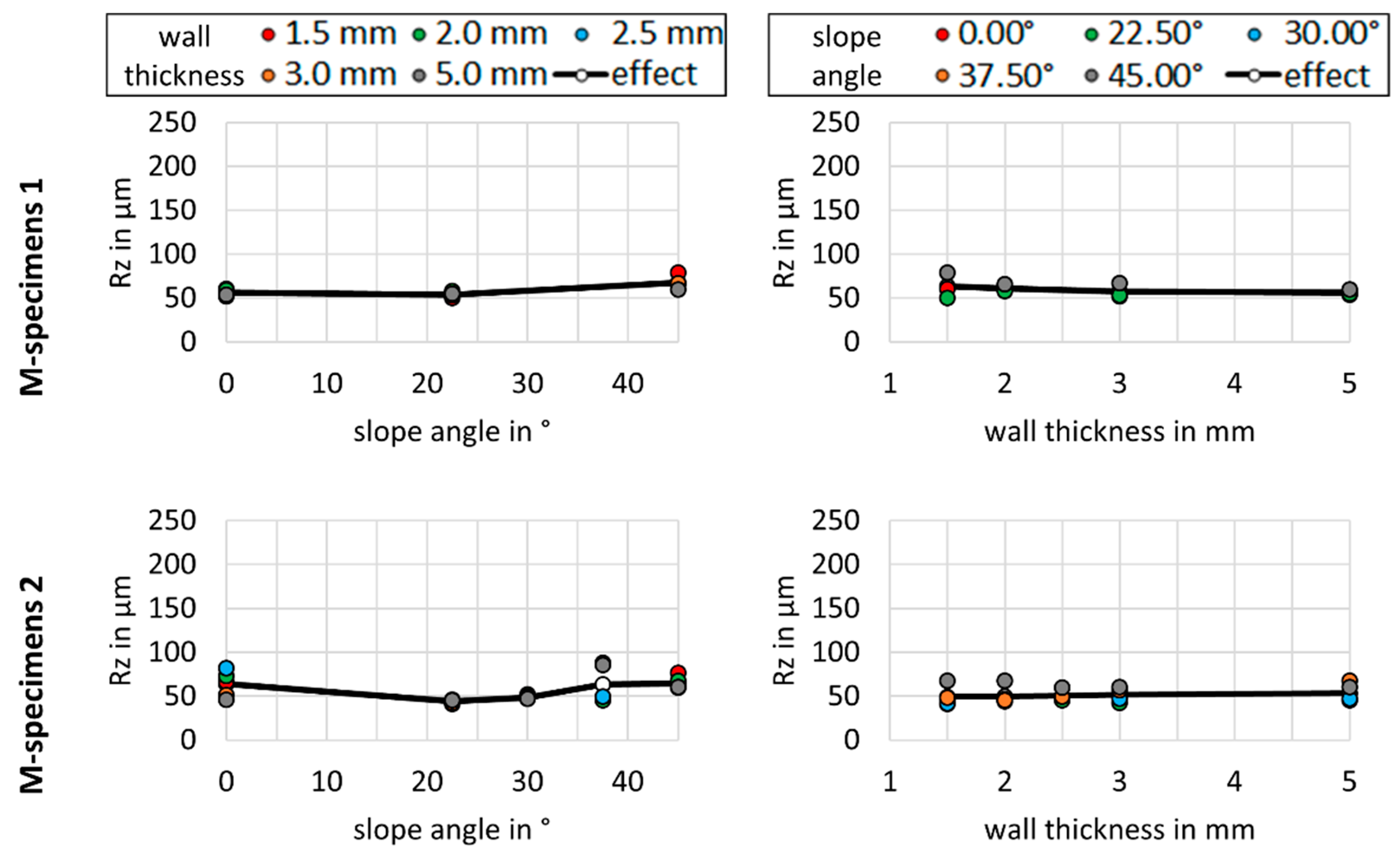
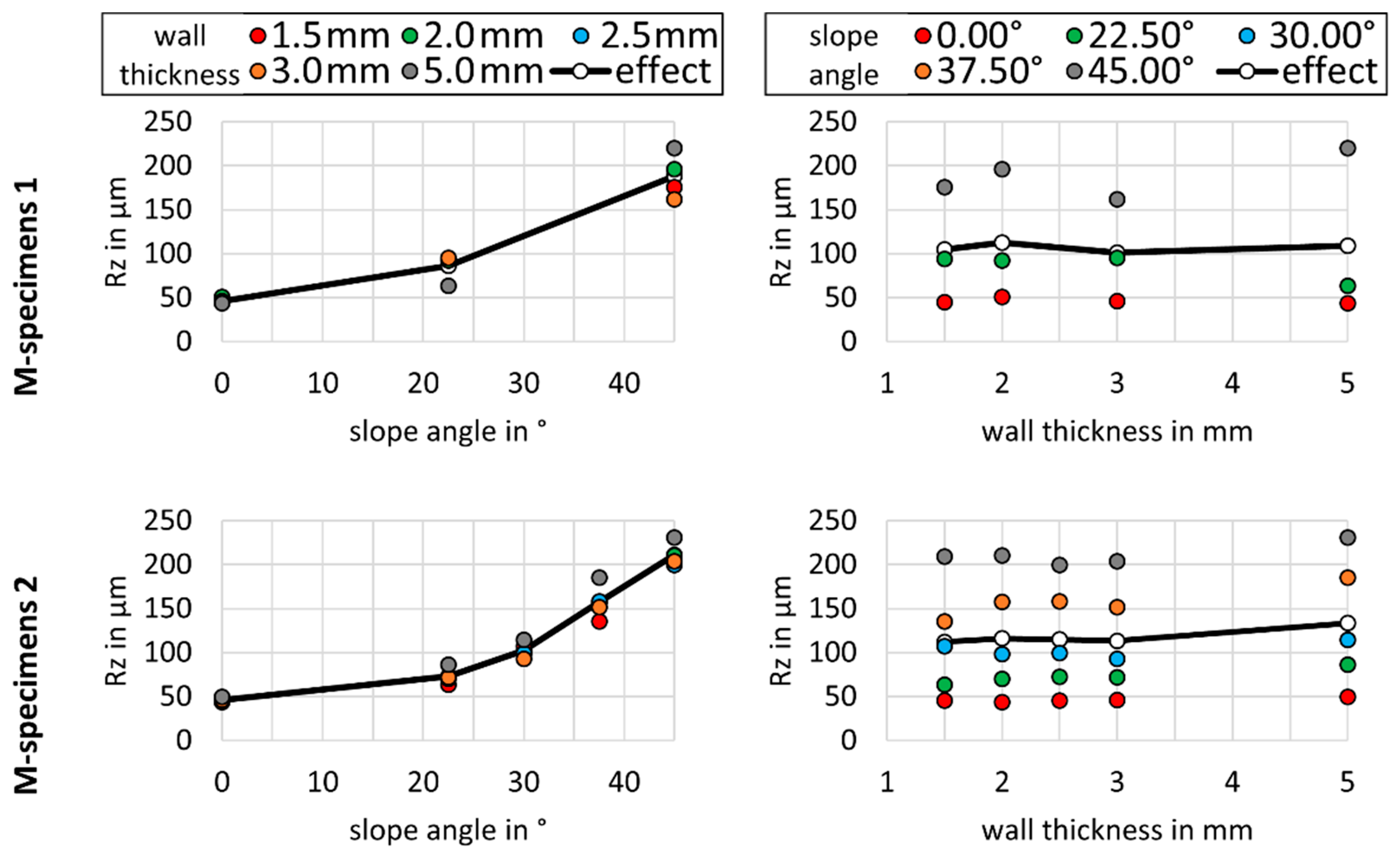
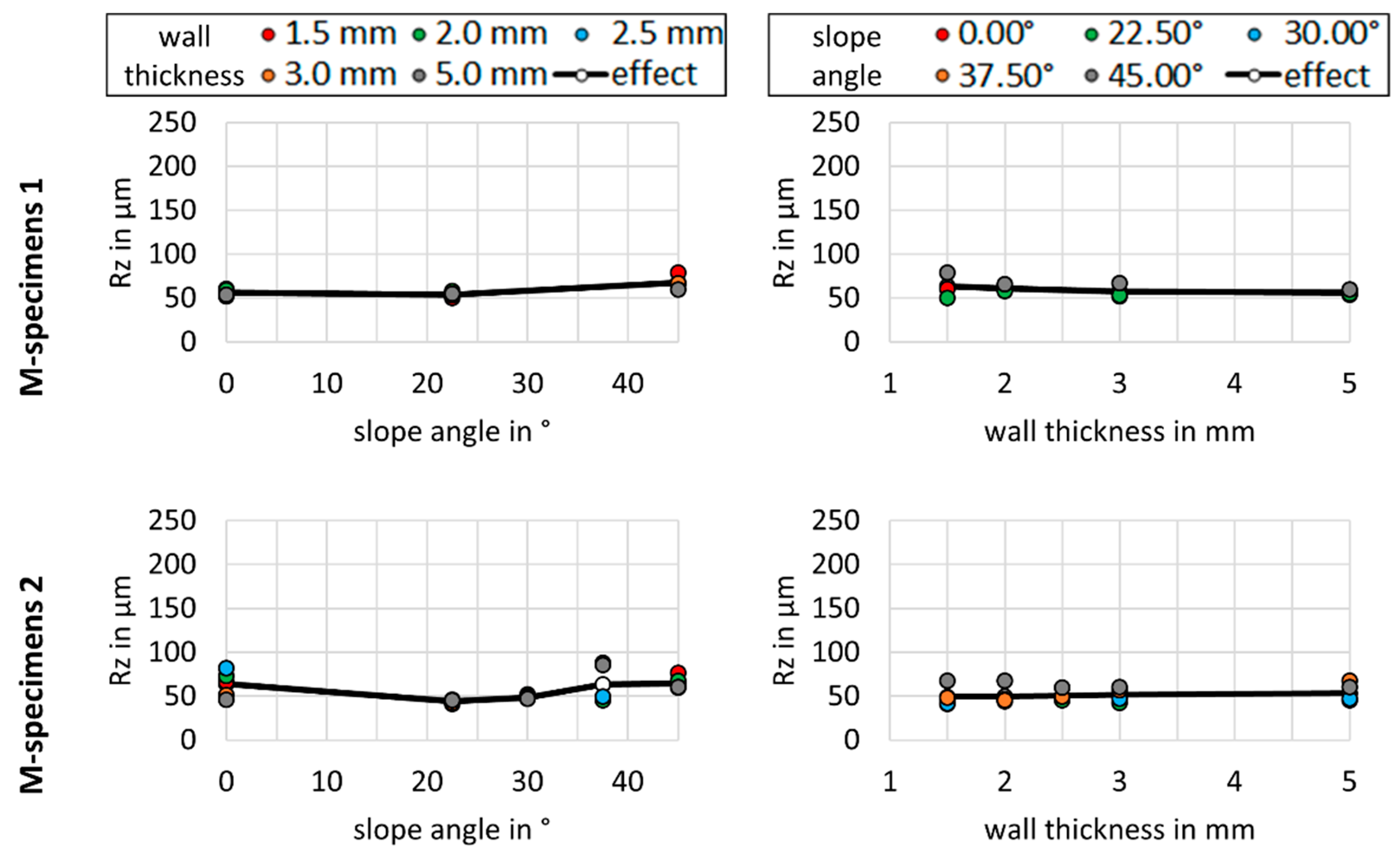
3.6. Surface Roughness in Relation to Wall Thickness and Slope Angle
4. Discussion
4.1. Mechanical Properties
4.2. Porosity
4.3. Surface Roughness
4.4. Recommendation for Testing Methods and Testing Geometries
5. Conclusions
5.1. Findings of This Study
- differences in mechanical properties between tensile test specimens of machines identical in construction could be observed, which cannot be explained solely by the small differences identified in the laser caustic of used machines with certainty;
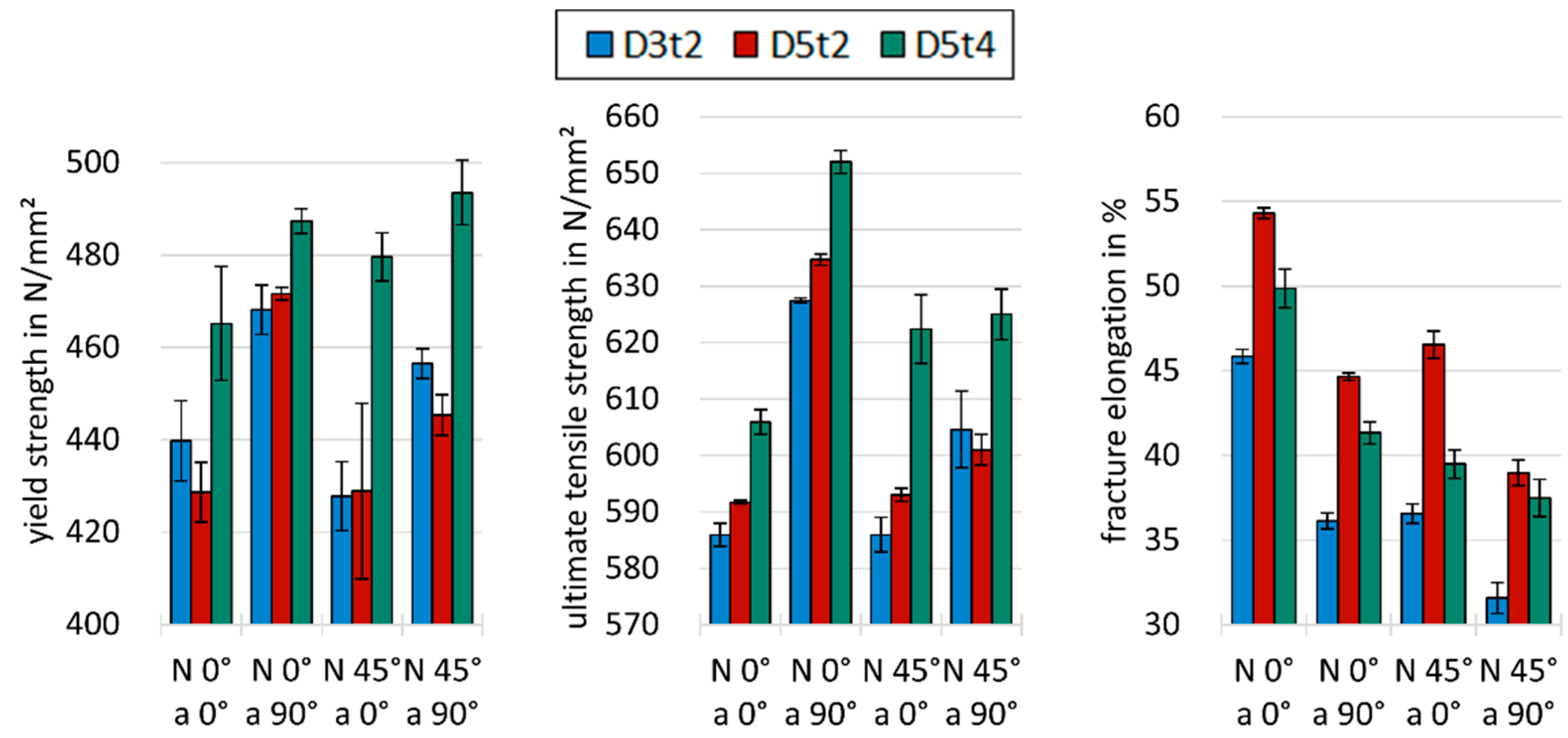
- mechanical properties of PBF-LB/M-manufactured 316L show higher YS, comparable UTS and lower elongation values in comparison to specimens from sheet metal;
- mechanical properties, especially elongation, are anisotropic, resulting in lower values in the vertical direction;
- increasing slope angle has a negative effect on mechanical properties;
- specimens with the same cross-sectional area but with a smaller wall thickness and specimens with the same wall thickness but a higher cross-sectional area tend to have lower YS and UTS but higher elongation;
- the effect of wall thickness on the porosity yields different results depending on the manufacturing system and needs to be further investigated;
- specimens show higher porosities at higher slope angles;
- wall thickness has no significant effect on the surface roughness;
- for downskin areas, the roughness increases with rising slope angle—specimens show four-times higher surface roughness at slope angles of 45° compared to vertically oriented specimens;
- the effect of slope angle on surface roughness is much more pronounced on downskin areas than on upskin areas.
5.2. Impact of the Findings in This Publication
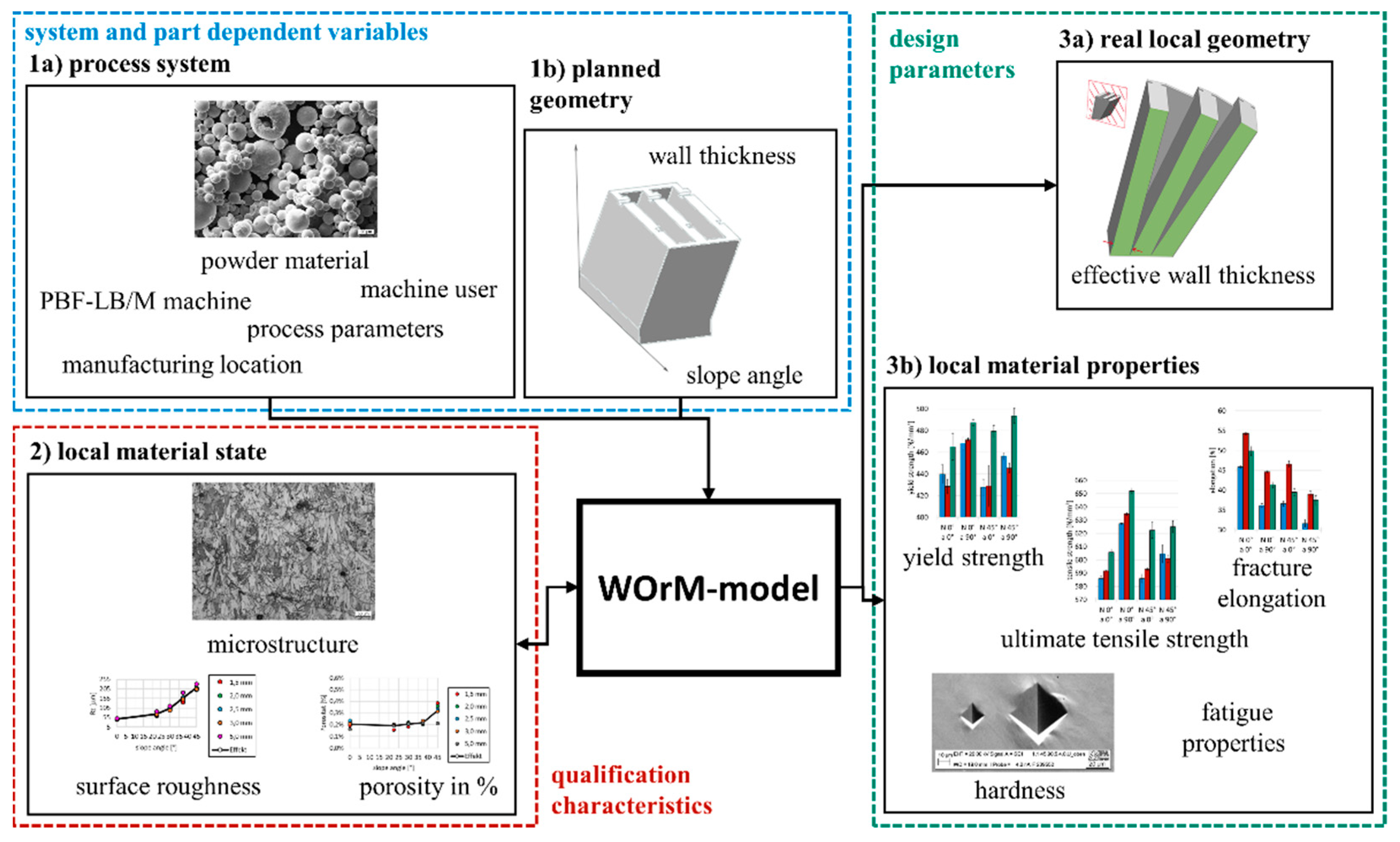
5.3. Qualification Method
5.4. Further Investigation of Additional Effects for the Qualification Method
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deutsches Institut für Normung e.V. DIN EN ISO/ASTM 52900:2018-06; Additive Fertigung-Grundlagen-Terminologie (ISO/ASTM DIS_52900:2018). Deutsche und Englische Fassung prEN_ISO/ASTM 52900:2018; Beuth Verlag GmbH: Berlin, Germany, 2018.
- Deutsches Institut für Normung e.V. DIN 8580:2020-01; Fertigungsverfahren-Begriffe, Einteilung. Beuth Verlag GmbH: Berlin, Germany, 2020.
- Deutsches Institut für Normung e.V. DIN EN 13445:2018-12; Unbefeuerte Druckbehälter. Beuth Verlag GmbH: Berlin, Germany, 2018.
- European Parliament. Richtlinie 2014/68/EU des Europäischen Parlaments und des Rates vom 15. Mai 2014 zur Harmonisierung der Rechtsvorschriften der Mitgliedstaaten über die Bereitstellung von Druckgeräten auf dem Markt Text von Bedeutung für den EWR. 2014. Available online: https://eur-lex.europa.eu/legal-content/DE/TXT/HTML/?uri=CELEX:32014L0068&from=DE (accessed on 7 July 2021).
- Deutsches Institut für Normung e.V. DIN 28018:2006-05; Druckbehälter aus Stahl, emailliert-Behälter für Anlagen 0,063 m3 bis 10 m3. Beuth Verlag GmbH: Berlin, Germany, 2006.
- Deutsches Institut für Normung e.V. DIN 28136-1:2005-12; Rührbehälter-Teil 1: Hauptmaße. Beuth Verlag GmbH: Berlin, Germany, 2005.
- Deutsches Institut für Normung e.V. DIN 30690-1:2019-05; Bauteile in Anlagen der Gasversorgung-Teil 1: Anforderungen an Bauteile in Gasversorgungsanlagen. Beuth Verlag GmbH: Berlin, Germany, 2019.
- Deutsches Institut für Normung e.V. DIN EN 12266-1:2012-06; Industriearmaturen-Prüfung von Armaturen aus Metall-Teil 1: Druckprüfungen, Prüfverfahren und Annahmekriterien-Verbindliche Anforderungen. Beuth Verlag GmbH: Berlin, Germany, 2012.
- Deutsches Institut für Normung e.V. DIN EN 12953-1:2012-05; Großwasserraumkessel-Teil 1: Allgemeines. Beuth Verlag GmbH: Berlin, Germany, 2012.
- Deutsches Institut für Normung e.V. DIN EN 13480-1:2017-12; Metallische industrielle Rohrleitungen-Teil 1: Allgemeines. Beuth Verlag GmbH: Berlin, Germany, 2017.
- Deutsches Institut für Normung e.V. DIN EN 1515-4:2021-06; Flansche und ihre Verbindungen-Schrauben und Muttern-Teil 4: Auswahl von Schrauben und Muttern zur Anwendung im Gültigkeitsbereich der Druckgeräterichtlinie 2014/68/EU. Beuth Verlag GmbH: Berlin, Germany, 2021.
- Deutsches Institut für Normung e.V. DIN EN 764-1:2016-12; Druckgeräte_-Teil_1: Vokabular; Deutsche Fassung EN_764-1:2015+A1:2016. Beuth Verlag GmbH: Berlin, Germany, 2016.
- Dev Singh, D.; Mahender, T.; Raji Reddy, A. Powder bed fusion process: A brief review. Mater. Today Proc. 2020, 46, 350–355. [Google Scholar] [CrossRef]
- Meiners, W.; Wissenbach, K.; Poprawe, R. Direct generation of metal parts and tools by selective laser powder remelting (SLPR). In International Congress on Applications of Lasers & Electro-Optics. ICALEO® ’98: Proceedings of the Laser Materials Processing Conference, Orlando, FL, USA, 16–19 November 1998; Laser Institute of America: Orlando, FL, USA, 1998; pp. E31–E37. ISBN 0-912035-58-7. [Google Scholar]
- Rehme, O. Cellular Design for Laser Freeform Fabrication. Schr. Lasertechnik 2010, 4, 304. [Google Scholar]
- Lutter-Günther, M.; Horn, M.; Seidel, C.; Reinhart, G. Einfluss der Korngrößenverteilung auf Fließfähigkeit und Bauteilqualität beim Laserstrahlschmelzen. In Proceedings of the 14th Rapid.Tech Conference Erfurt, Munich, Germany, 6 June 2017; pp. 297–311. [Google Scholar] [CrossRef]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef] [Green Version]
- Röttger, A.; Geenen, K.; Windmann, M.; Binner, F.; Theisen, W. Comparison of microstructure and mechanical properties of 316 L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater. Sci. Eng. A 2016, 678, 365–376. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Karnati, S.; Leu, M.C.; Newkirk, J.W.; Everhart, W.; Brown, B. Evolution of AISI 304L stainless steel part properties due to powder recycling in laser powder-bed fusion. Addit. Manuf. 2020, 36, 101439. [Google Scholar] [CrossRef]
- Yang, X.; Ren, Y.-j.; Liu, S.-f.; Wang, Q.-j.; Shi, M.-j. Microstructure and tensile property of SLM 316L stainless steel manufactured with fine and coarse powder mixtures. J. Cent. South Univ. 2020, 27, 334–343. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.H.; Awan, U.S.; Singamneni, S.; Littlefair, G.; Farabi, E.; Leary, M.; Gibson, I.; Veetil, J.K.; Rolfe, B. On the role of process parameters on meltpool temperature and tensile properties of stainless steel 316L produced by powder bed fusion. J. Mater. Res. Technol. 2021, 12, 2438–2452. [Google Scholar] [CrossRef]
- Ahmadi, A.; Mirzaeifar, R.; Moghaddam, N.S.; Turabi, A.S.; Karaca, H.E.; Elahinia, M. Effect of manufacturing parameters on mechanical properties of 316L stainless steel parts fabricated by selective laser melting: A computational framework. Mater. Des. 2016, 112, 328–338. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J. Mater. Processing Technol. 2019, 266, 397–420. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Processing Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Guan, K.; Wang, Z.; Gao, M.; Li, X.; Zeng, X. Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel. Mater. Des. 2013, 50, 581–586. [Google Scholar] [CrossRef]
- Röttger, A.; Boes, J.; Theisen, W.; Thiele, M.; Esen, C.; Edelmann, A.; Hellmann, R. Microstructure and mechanical properties of 316L austenitic stainless steel processed by different SLM devices. Int. J. Adv. Manuf. Technol. 2020, 108, 769–783. [Google Scholar] [CrossRef]
- Qiu, C.; Kindi, M.A.; Aladawi, A.S.; Hatmi, I.A. A comprehensive study on microstructure and tensile behaviour of a selectively laser melted stainless steel. Sci. Rep. 2018, 8, 7785. [Google Scholar] [CrossRef] [PubMed]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. On the characterization of stainless steel 316L parts produced by selective laser melting. Int. J. Adv. Manuf. Technol. 2018, 95, 1953–1974. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Marattukalam, J.J.; Karlsson, D.; Pacheco, V.; Beran, P.; Wiklund, U.; Jansson, U.; Hjörvarsson, B.; Sahlberg, M. The effect of laser scanning strategies on texture, mechanical properties, and site-specific grain orientation in selective laser melted 316L SS. Mater. Des. 2020, 193, 108852. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Yu, J.; Kim, D.; Ha, K.; Jeon, J.B.; Kim, D.J.; Lee, W. Size effect due to contour laser scanning in 316L stainless steel produced by laser powder bed fusion. J. Mater. Res. Technol. 2021, 15, 5554–5568. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. On the Anisotropic Mechanical Properties of Selective Laser-Melted Stainless Steel. Materials 2017, 10, 1136. [Google Scholar] [CrossRef] [Green Version]
- Deutsches Institut für Normung e.V. DIN/TS 17026:2020-10; Unbefeuerte Druckbehälter-Zusätzliche Anforderungen an Additiv Gefertigte Druckgeräte und Deren Bauteile. Beuth Verlag GmbH: Berlin, Germany, 2020.
- Deutsches Institut für Normung e.V. DIN SPEC 17071:2019-12; Additive Fertigung-Anforderungen an Qualitätsgesicherte Prozesse für Additive Fertigungszentren. Beuth Verlag GmbH: Berlin, Germany, 2019.
- Deutsches Institut für Normung e.V. DIN 50125:2016-12; Prüfung metallischer Werkstoffe-Zugproben. Beuth Verlag GmbH: Berlin, Germany, 2016.
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A study of thermal expansion coefficients and microstructure during selective laser melting of Invar 36 and stainless steel 316L. Addit. Manuf. 2018, 24, 405–418. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung e.V. DIN EN ISO 15350:2010-08; Stahl und Eisen_- Bestimmung der Gesamtgehalte an Kohlenstoff und Schwefel-Infrarotabsorptionsverfahren nach Verbrennung in Einem Induktionsofen (Standardverfahren). Beuth Verlag GmbH: Berlin, Germany, 2010.
- Deutsches Institut für Normung e.V. DIN EN ISO 13565-1:1998-04; Geometrische Produktspezifikationen (GPS)-Oberflächenbeschaffenheit: Tastschnittverfahren-Oberflächen mit plateauartigen funktionsrelevanten Eigenschaften-Teil 1: Filterung und allgemeine Meßbedingungen. Beuth Verlag GmbH: Berlin, Germany, 1998.
- Deutsches Institut für Normung e.V. DIN EN ISO 13565-2:1998-04; Geometrische Produktspezifikationen (GPS)-Oberflächenbeschaffenheit: Tastschnittverfahren-Oberflächen Mit Plateauartigen Funktionsrelevanten Eigenschaften-Teil 2: Beschreibung der Höhe Mittels Linearer Darstellung der Materialanteilkurve. Beuth Verlag GmbH: Berlin, Germany, 1998.
- Deutsches Institut für Normung e.V. DIN EN ISO/ASTM 52907:2020-05; Additive Fertigung-Ausgangswerkstoffe-Verfahren zur Charakterisierung von Metallpulvern. Beuth Verlag GmbH: Berlin, Germany, 2020.
- Deutsches Institut für Normung e.V. DIN EN ISO 6892-1:2020-06; Metallische Werkstoffe-Zugversuch- Teil 1: Prüfverfahren bei Raumtemperatur. Beuth Verlag GmbH: Berlin, Germany, 2020.
- ASTM. A240/A240M-20a Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications; ASTM: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM. A276/A276M-17 Specification for Stainless Steel Bars and Shapes; ASTM: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Deutsches Institut für Normung e.V. DIN EN 10088-1:2014-12; Nichtrostende Stähle-Teil 1: Verzeichnis der nichtrostenden Stähle. Beuth Verlag GmbH: Berlin, Germany, 2014.
- Koch, C. Normung für Neue Technologien am Beispiel Additiver Fertigung: Normen und Standards für Die Digitale Transformation; Mangelsdorf, A., Weiler, P., Eds.; De Gruyter Oldenbourg: Berlin, Germany, 2019; pp. 18–36. [Google Scholar]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Zhou, B.; Xu, P.; Li, W.; Liang, Y.; Liang, Y. Microstructure and Anisotropy of the Mechanical Properties of 316L Stainless Steel Fabricated by Selective Laser Melting. Metals 2021, 11, 775. [Google Scholar] [CrossRef]
- Carlton, H.D.; Haboub, A.; Gallegos, G.F.; Parkinson, D.Y.; MacDowell, A.A. Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 651, 406–414. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. Mater. Des. 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Yusuf, S.; Chen, Y.; Boardman, R.; Yang, S.; Gao, N. Investigation on Porosity and Microhardness of 316L Stainless Steel Fabricated by Selective Laser Melting. Metals 2017, 7, 64. [Google Scholar] [CrossRef] [Green Version]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual Phys. Prototyp. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Spierings, A.B.; Herres, N.; Levy, G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp. J. 2011, 17, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Chaudhari, A.; Wang, H. Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. J. Manuf. Processes 2019, 45, 710–719. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Processing Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Deng, Y.; Mao, Z.; Yang, N.; Niu, X.; Lu, X. Collaborative Optimization of Density and Surface Roughness of 316L Stainless Steel in Selective Laser Melting. Materials 2020, 13, 1601. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jaskari, M.; Mäkikangas, J.; Järvenpää, A.; Mäntyjärvi, K.; Karjalainen, P. Effect of High Porosity on Bending Fatigue Properties of 3D Printed AISI 316L Steel. Procedia Manuf. 2019, 36, 33–41. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of T Specimens 1 (Machine M1) | Slope Angle (N) | ||||||
|---|---|---|---|---|---|---|---|
| 0° | 45° | ||||||
| Thickness (t) | Thickness (t) | ||||||
| 2 mm | 4 mm | 2 mm | 4 mm | ||||
| orientation (a) | vert. | equivalent diameter (D) | 3 mm | 3 | - | 3 | - |
| 5 mm | 3 | 3 | 3 | 3 | |||
| hor. | equivalent diameter (D) | 3 mm | 3 | - | 3 | - | |
| 5 mm | 3 | 3 | 3 | 3 | |||
| total | 12 | 6 | 12 | 6 | |||
| 36 | |||||||
| Number of T Specimens 2 (Machine M2) | Slope Angle (N) | ||||||
| 0° | 45° | ||||||
| Thickness (t) | Thickness (t) | ||||||
| 2 mm | 4 mm | 2 mm | 4 mm | ||||
| orientation (a) | vert. | equivalent diameter (D) | 3 mm | 3 | - | 3 | - |
| 5 mm | 3 | - | 3 | - | |||
| hor. | equivalent diameter (D) | 3 mm | 3 | - | 3 | - | |
| 5 mm | 3 | - | 3 | - | |||
| total | 12 | - | 12 | - | |||
| 24 | |||||||
| Number of T Specimens 3 (Annealed Sheet Metal) | Slope Angle (N) | ||||||
| 0° | 45° | ||||||
| Thickness (t) | Thickness (t) | ||||||
| 2 mm | 4 mm | 2 mm | 4 mm | ||||
| orientation (a) | vert. | equivalent diameter (D) | 3 mm | - | - | - | - |
| 5 mm | 3 | 3 | - | - | |||
| hor. | equivalent diameter (D) | 3 mm | - | - | - | - | |
| 5 mm | 3 | 3 | - | - | |||
| total | 6 | 6 | 0 | 0 | |||
| 12 | |||||||
| Number of M Specimens 1 (Machine M1) | Slope Angle (N) | Number of M Specimens 2 (Machine M2) | Slope Angle (N) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.0° | 22.5° | 30.0° | 37.5° | 45.0° | 0.0° | 22.5° | 30.0° | 37.5° | 45.0° | ||||
| wall thickness (t) | 1.5 mm | 3 | 3 | - | - | 3 | wall thickness (t) | 1.5 mm | 2 | 2 | 2 | 2 | 2 |
| 2.0 mm | 3 | 3 | - | - | 3 | 2.0 mm | 2 | 2 | 2 | 2 | 2 | ||
| 2.5 mm | - | - | - | - | - | 2.5 mm | 2 | 2 | 2 | 2 | 2 | ||
| 3.0 mm | 3 | 3 | - | - | 3 | 3.0 mm | 2 | 2 | 2 | 2 | 2 | ||
| 5.0 mm | 3 | 3 | - | - | 3 | 5.0 mm | 2 | 2 | 2 | 2 | 2 | ||
| total | 12 | 12 | - | - | 12 | total | 10 | 10 | 10 | 10 | 10 | ||
| 36 | 50 | ||||||||||||
| Machine | Machine 1 (M1) | Machine 2 (M2) |
|---|---|---|
| machine type | EOS M290-YLR-400-WC | |
| software | EOS Version 10 M291/Ed.10.18 RFS1.2 | |
| Rayleigh length @ 200 W | 4.588 mm | 4.098 mm |
| focus diameter @ 200 W | 82.8 µm | 75.3 µm |
| diffraction coefficient @ 200 W | 1.09 | 1.01 |
| linear laser power 370 W | 370.7 W | 365.5 W |
| parameter set | 316L 40 µm Flex M291 1.00 | |
| laser path | identical | |
| skywriting | On | |
| inert gas nozzle | EOS Gridnozzle (additiv) | |
| inert gas | Argon 5.0 | |
| software preparation | EOSPRINT Version 2.6 | |
| building platform | C45 d 50 mm | |
| recoater blade | EOS HSS Recoater Blade 2200-4073 | |
| Hatch Distance | Laser Power | Scanning Velocity | Exposure Pattern | Layer Thickness |
|---|---|---|---|---|
| 100 µm | 214 W | 928 mm/s | stripes, 12 mm | 40 µm |
| Type | Infill | Upskin | Contour | Downskin | Edges |
|---|---|---|---|---|---|
| Energy density (J/mm3) | 57.7 | 72.93 | 7.61 | 21.7 | 2.78 |
| D10 (µm) | σ (µm) | D50 (µm) | σ (µm) | D90 (µm) | σ (µm) |
|---|---|---|---|---|---|
| 13.1 | ±0.047 | 22.7 | ±0.133 | 42.4 | ±0.874 |
| Element | C | Si | Mn | P | S | Cr | Mo | Ni | N | Cu | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| results in wt.-% | powder feedstock | 0.013 | 0.26 | 1.60 | 0.02 | 0.018 | 16.30 | 2.00 | 10.00 | - * | 0.49 |
| T specimens 1 | 0.014 | 0.49 | 1.49 | 0.04 | 0.024 | 16.54 | 2.08 | 10.34 | 0.03 | 0.47 | |
| T specimens 2 | 0.015 | 0.48 | 1.49 | 0.04 | 0.025 | 16.55 | 2.08 | 10.36 | 0.03 | 0.47 | |
| T specimens 3 | 0.020 | 0.49 | 1.36 | 0.03 | <0.01 | 16.74 | 2.07 | 10.34 | 0.03 | 0.38 | |
| 1.4404 * | 0.030 * | 1.00 * | 2.00 * | 0.045 * | 0.015 * | 16.5–18.5 | 2.00–2.50 | 10.0–13.0 | 0.10 * | - * | |
| 316L * | 0.030 * | 0.75 * | 2.00 * | 0.045 * | 0.030 * | 16.0–18.0 | 2.00–3.00 | 10.0–14.0 | 0.10 * | - * | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vu, H.M.; Meiniger, S.; Ringel, B.; Hoche, H.C.; Oechsner, M.; Weigold, M.; Schmitt, M.; Schlick, G. Investigation of Material Properties of Wall Structures from Stainless Steel 316L Manufactured by Laser Powder Bed Fusion. Metals 2022, 12, 285. https://doi.org/10.3390/met12020285
Vu HM, Meiniger S, Ringel B, Hoche HC, Oechsner M, Weigold M, Schmitt M, Schlick G. Investigation of Material Properties of Wall Structures from Stainless Steel 316L Manufactured by Laser Powder Bed Fusion. Metals. 2022; 12(2):285. https://doi.org/10.3390/met12020285
Chicago/Turabian StyleVu, Hoang Minh, Steffen Meiniger, Björn Ringel, Holger Claus Hoche, Matthias Oechsner, Matthias Weigold, Matthias Schmitt, and Georg Schlick. 2022. "Investigation of Material Properties of Wall Structures from Stainless Steel 316L Manufactured by Laser Powder Bed Fusion" Metals 12, no. 2: 285. https://doi.org/10.3390/met12020285
APA StyleVu, H. M., Meiniger, S., Ringel, B., Hoche, H. C., Oechsner, M., Weigold, M., Schmitt, M., & Schlick, G. (2022). Investigation of Material Properties of Wall Structures from Stainless Steel 316L Manufactured by Laser Powder Bed Fusion. Metals, 12(2), 285. https://doi.org/10.3390/met12020285