
Improve the Mechanical Properties of Mg–3Al–1Zn Alloy via Simultaneous Annealing and Loading

Abstract
:1. Introduction
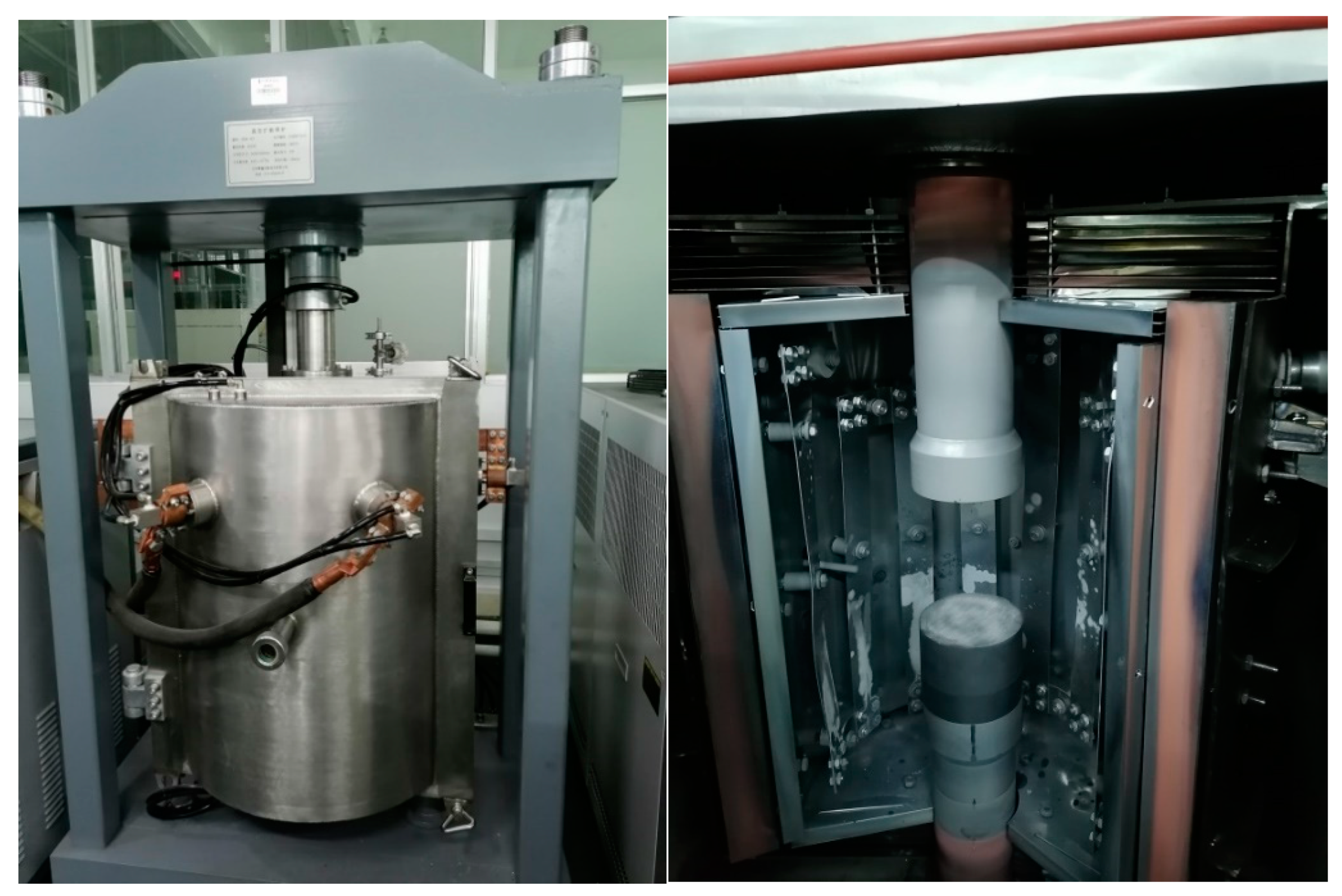
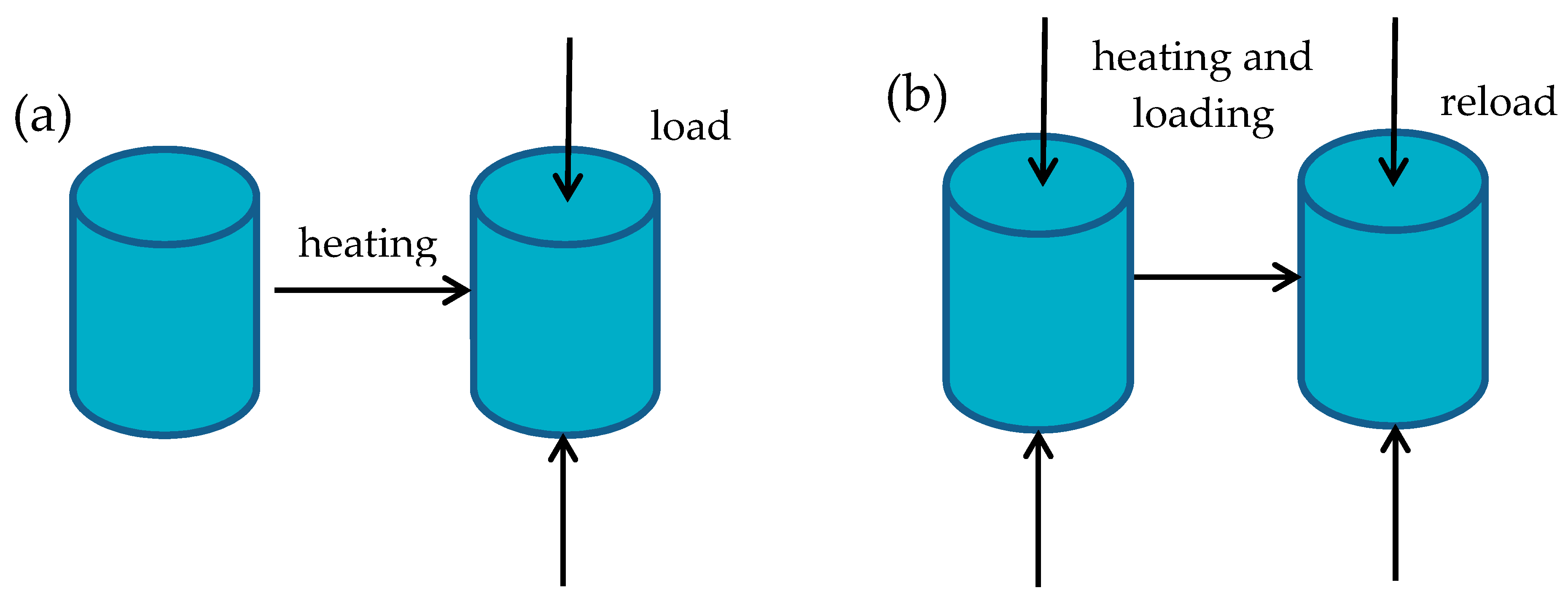
2. Materials and Experimental Procedures
3. Results and Discussion
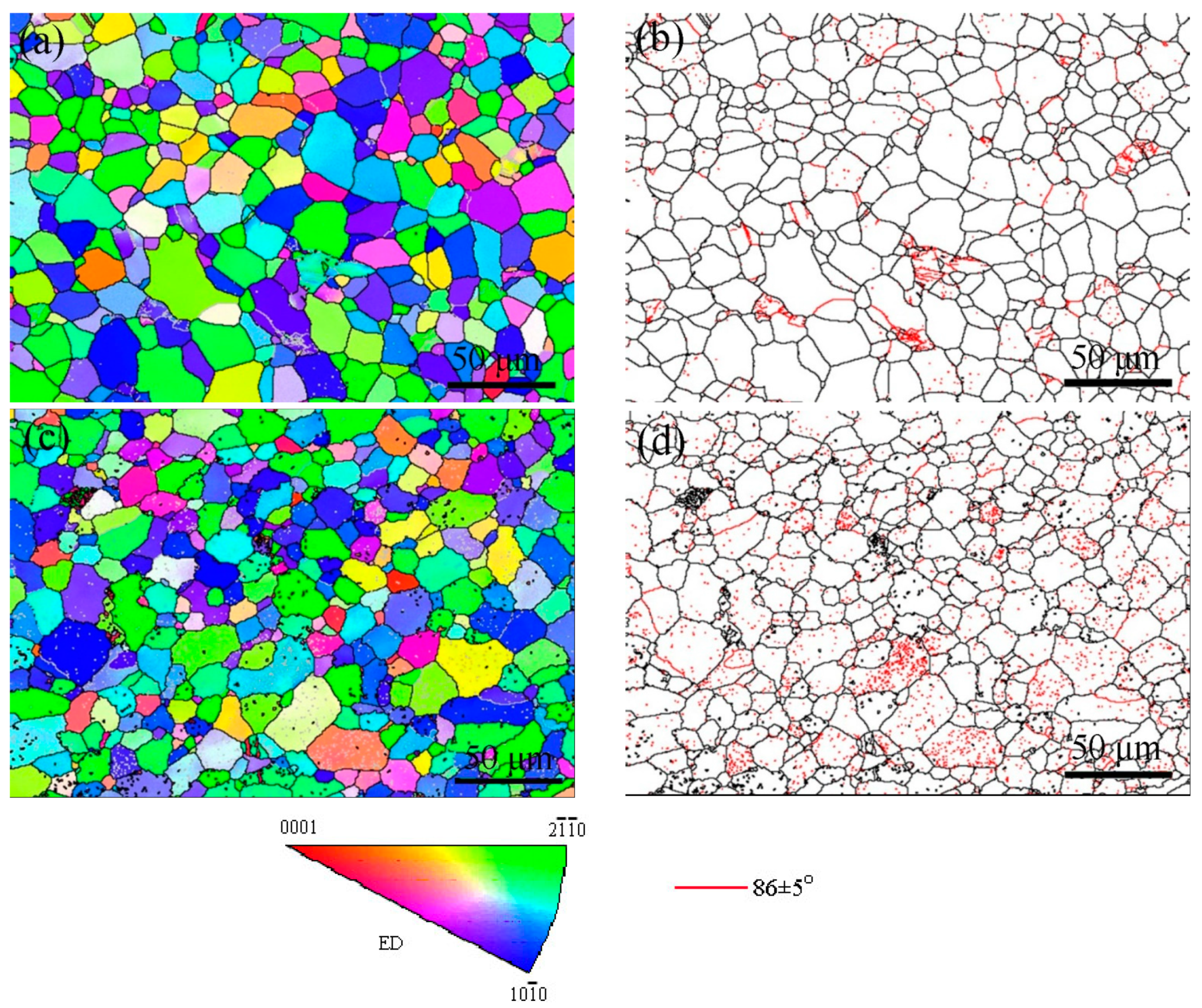
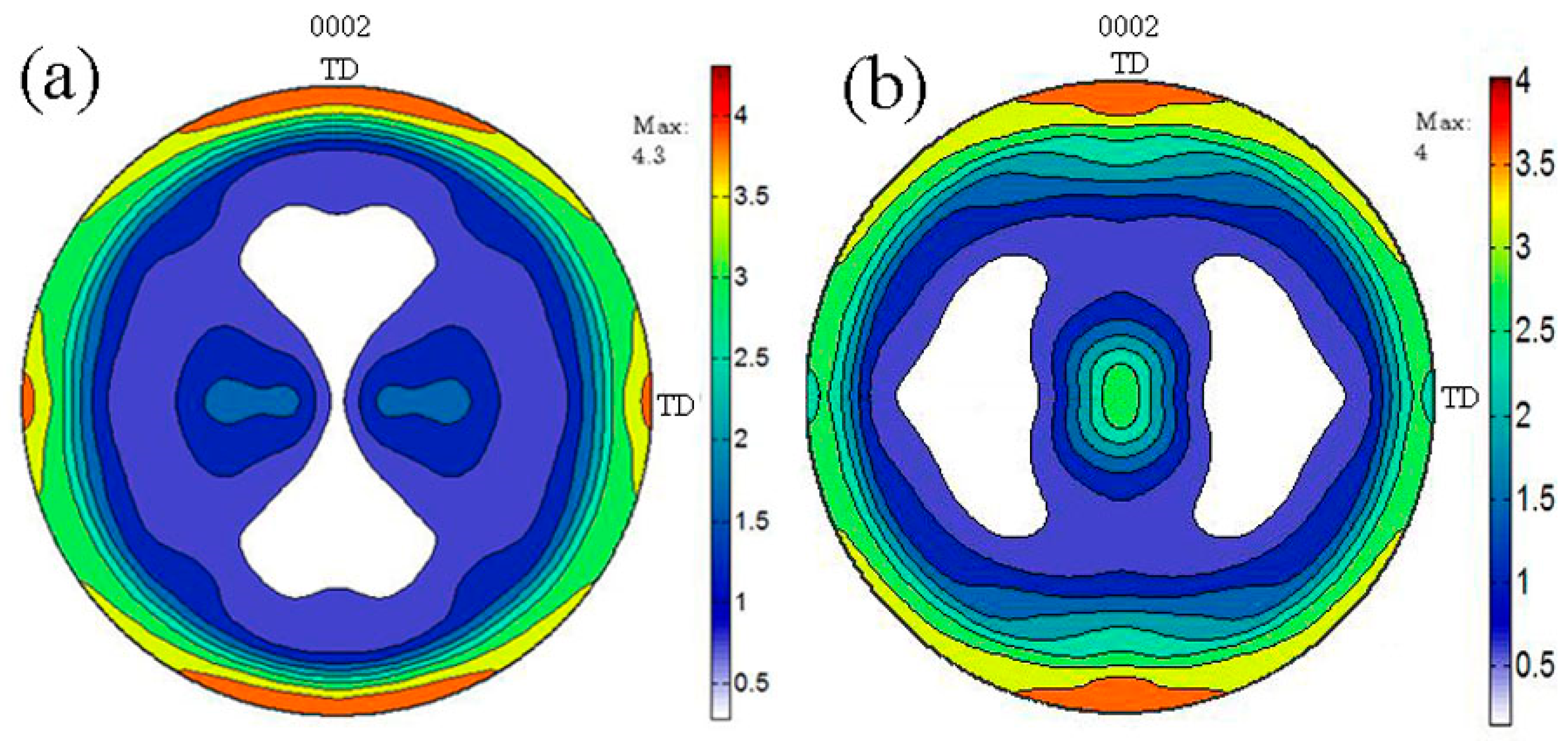
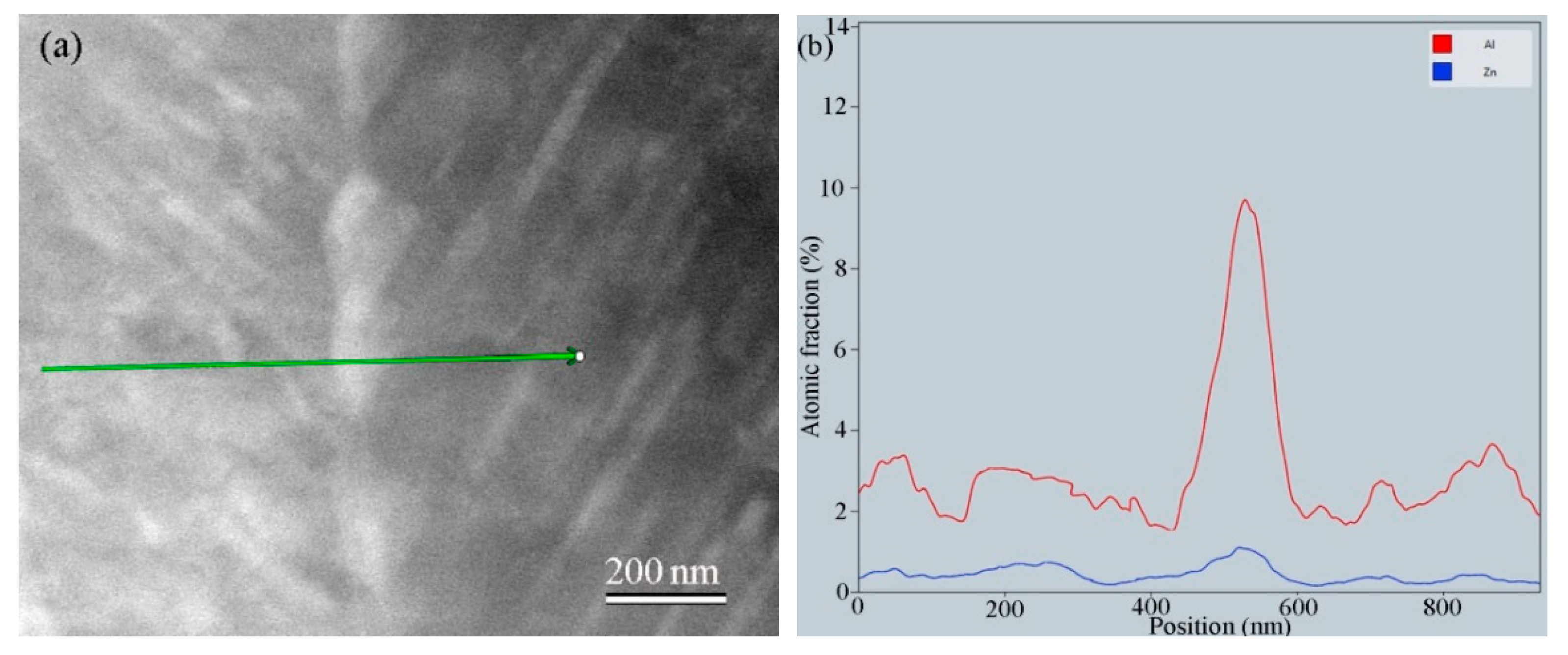
3.1. Microstructural Evolution as a Function of the Annealing and Loading Conditions
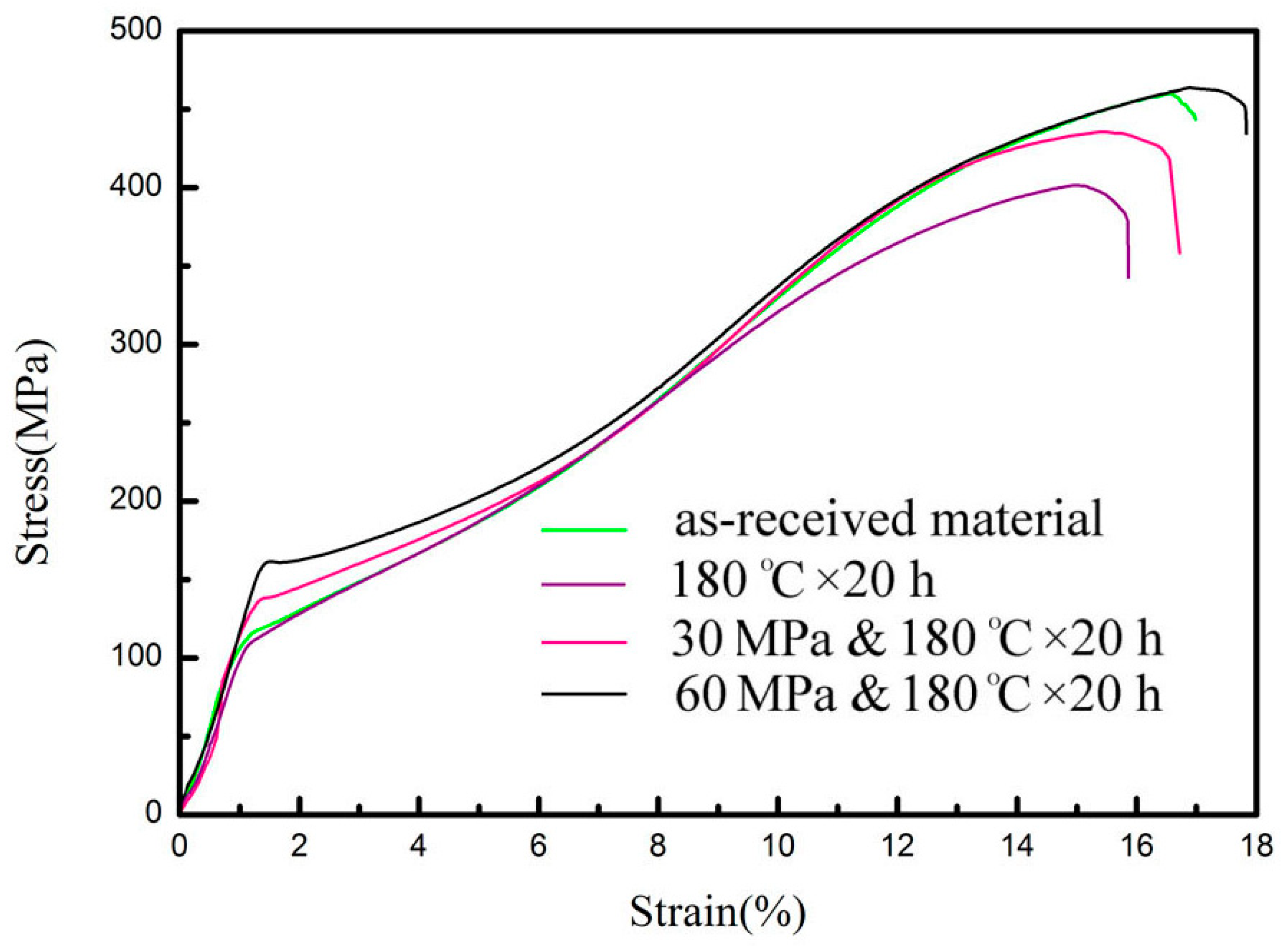
3.2. Effect of Simultaneous Annealing and Loading on Mechanical Properties of Extruded AZ31 Alloys
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, C.; Cepeda-Jiménez, C.; Pérez-Prado, M. Dislocation-particle interactions in magnesium alloys. Acta Mater. 2020, 194, 190–206. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Lunt, D.; Robson, J.D.; Fonseca, J. How magnesium accommodates local deformation incompatibility: A high-resolution digital image correlation study. Acta Mater. 2017, 133, 367–379. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, J.U.; Kim, S.; Kim, Y.; Park, S. Grain size effect on twinning and annealing behaviors of rolled magnesium alloy with bimodal structure. Mater. Sci. Eng. A 2019, 754, 38–45. [Google Scholar] [CrossRef]
- Liu, B.; Dong, G.; Ren, X.; Zhang, Y.; Wei, Y. Accelerated degradation rate of high-strength Mg-4Y-1Zn by Cu addition for degradable bridge-plug applications. Int. J. Mater. Res. 2020, 111, 872–875. [Google Scholar] [CrossRef]
- Feng, J.; Li, X.; Sun, H.; Fang, W. An ultra-high strength Mg-3Al-Zn alloy with low tebsion-compression yield asymmetry. Mater. Lett. 2020, 269, 127489. [Google Scholar] [CrossRef]
- Wei, X.; Li, J.; Wang, F.; Li, J.; Ye, N.; Zhang, Z. High strength and ductility Mg-8Gd-3Y-0.5Zr alloy with bimodal structure and nano-precipitates. J. Mater. Sci. Technol. 2020, 44, 19–23. [Google Scholar] [CrossRef]
- Li, R.; Li, H.; Pan, H.; Xie, D.; Zhang, J.; Fang, D.; Dai, Y.; Zhao, D.; Zhang, H. Achieving exceptionally high strength in binary Mg-13Gd alloy by strong texture and Achieving exceptionally high strength in binary Mg-13Gd alloy by strong texture and substantial precipitates. Scr. Mater. 2021, 193, 142–146. [Google Scholar] [CrossRef]
- Sulkowski, B.; Janoska, M.; Boczkal, G.; Chulist, R.; Mroczkowski, M.; Palka, P. The effect of severe plastic deformation on the Mg properties after CEC deformation. J. Magnes. Alloys 2020, 8, 761–768. [Google Scholar] [CrossRef]
- Yan, Z.; Zhang, Z.; Li, X.; Xu, J.; Wang, Q.; Zhang, G.; Zheng, J.; Fan, H.; Xu, K.; Zhu, J.; et al. A novel severe plastic deformation method and its effect on microstructure, texture and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. J. Alloys Compd. 2020, 822, 153698. [Google Scholar] [CrossRef]
- Zhong, L.; Wang, Y.; Luo, H.; Luo, C.; Peng, J. Evolution of the microstructure, texture and thermal conductivity of as-extruded ZM60 magnesium alloy in pre-compression. J. Alloys Compd. 2019, 775, 707–713. [Google Scholar] [CrossRef]
- Song, B.; Guo, N.; Xin, R.; Pan, H.; Guo, C. Strengthening and toughening of extruded magnesium alloy rods by combining pre-torsion deformation with subsequent annealing. Mater. Sci. Eng. A 2016, 650, 300–304. [Google Scholar] [CrossRef]
- Xin, Y.; Wang, M.; Zeng, Z.; Nie, M.; Liu, Q. Strengthening and toughening of magnesium alloy by {10–12} extension twins. Scr. Mater. 2012, 66, 25–28. [Google Scholar] [CrossRef]
- Nie, J.; Zhu, Y.; Liu, J.; Fang, X. Periodic segregation of solute atoms in fully coherent twin boundaries. Science 2013, 340, 957–960. [Google Scholar] [CrossRef]
- Zhao, L.; Xin, Y.; Guo, F.; Yu, H.; Liu, Q. A new annealing hardening mechanism in pre-twinned Mg-3Al-1Zn alloy. Mater. Sci. Eng. A 2016, 654, 344–351. [Google Scholar] [CrossRef]
- Chen, H.; Liu, T.; Zhang, Y.; Song, B.; Hou, D.; Pan, F. The yield asymmetry and precipitation behavior of pre-twinned ZK60 alloy. Mater. Sci. Eng. A 2016, 652, 167–174. [Google Scholar] [CrossRef]
- Fu, H.; Guo, J.; Wu, W.; Liu, B.; Peng, Q. High pressure aging synthesis of a hexagonal Mg2Sn strengthening precipitate in Mg-Sn alloys. Mater. Lett. 2015, 157, 172–175. [Google Scholar] [CrossRef]
- He, J.; Wu, L.; Sun, Q.; Zhai, L. Precipitation behavior and its effects on mechanical properties in a pre-twinned Mg-6Al-1Zn alloy. Mater. Trans. 2018, 59, 1389–1395. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.; Hansen, N.; Tsuji, N. Hardening by annealing and softening by deformation in nanostructured metals. Science 2006, 312, 249–251. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Volkov, A.; Kliukin, I. Improving the mechanical properties of pure magnesium through cold hydrostatic extrusion and low-temperature annealing. Mater. Sci. Eng. A 2015, 627, 56–60. [Google Scholar] [CrossRef]
- Zeng, Z.; Zhu, Y.; Bian, M.; Xu, S.; Davies, C.; Birbilis, N.; Nie, J. Annealing strengthening in a dilute Mg-Zn-Ca sheet alloy. Scr. Mater. 2015, 107, 127–130. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Si | Ni | Fe | Cu | Mg |
|---|---|---|---|---|---|---|---|---|
| mass% | 3 | 1 | 0.5 | 0.0075 | 0.0007 | 0.003 | 0.0025 | balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Wu, L. Improve the Mechanical Properties of Mg–3Al–1Zn Alloy via Simultaneous Annealing and Loading. Metals 2022, 12, 309. https://doi.org/10.3390/met12020309
He J, Wu L. Improve the Mechanical Properties of Mg–3Al–1Zn Alloy via Simultaneous Annealing and Loading. Metals. 2022; 12(2):309. https://doi.org/10.3390/met12020309
Chicago/Turabian StyleHe, Jiejun, and Lushu Wu. 2022. "Improve the Mechanical Properties of Mg–3Al–1Zn Alloy via Simultaneous Annealing and Loading" Metals 12, no. 2: 309. https://doi.org/10.3390/met12020309