
Microstructure and Mechanical Properties of Al-Cu-Mg Alloy Fabricated by Double-Wire CMT Arc Additive Manufacturing

Abstract
:1. Introduction
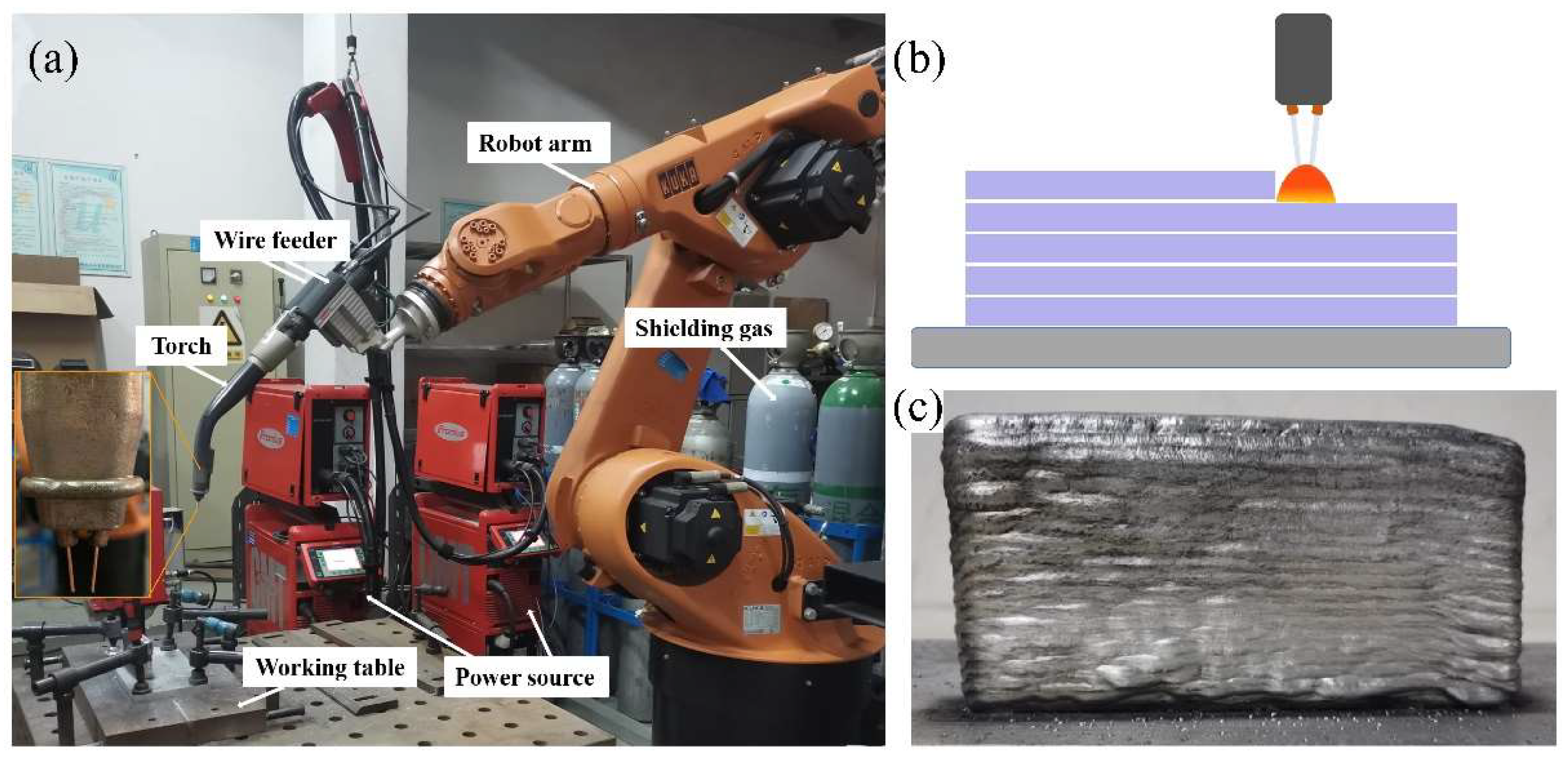
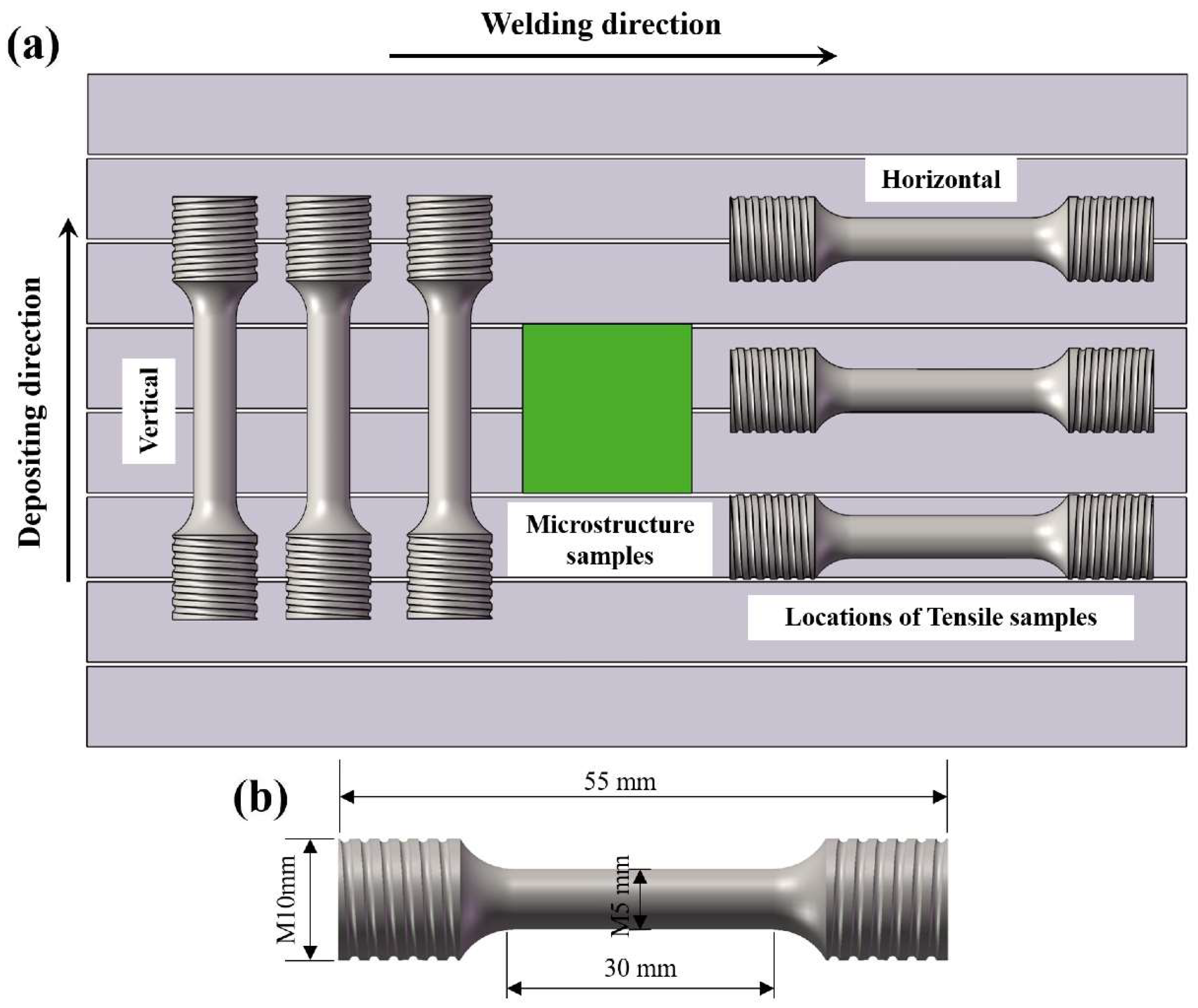
2. Materials and Methods
3. Results and Discussion
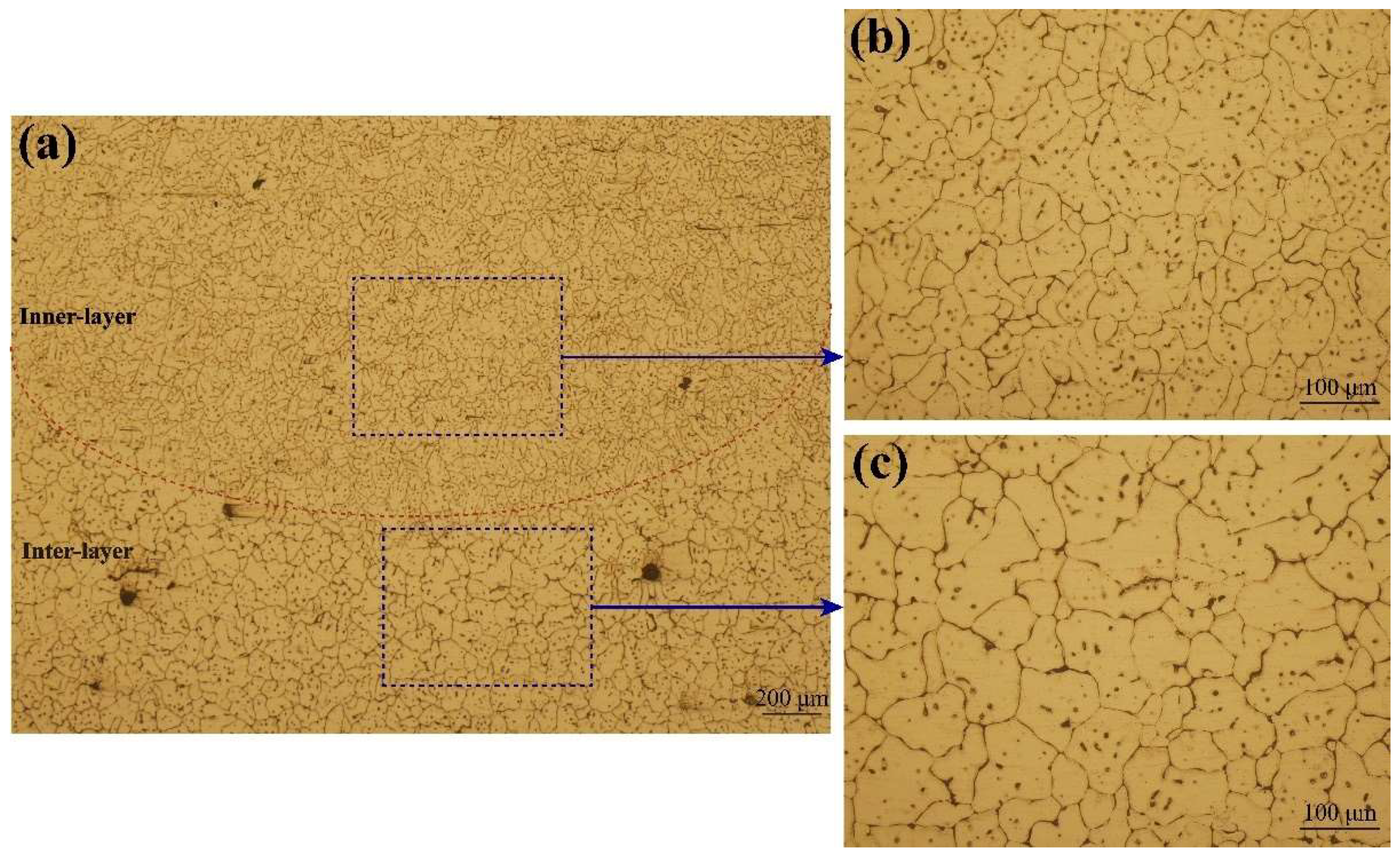
3.1. Microstructure Characterization
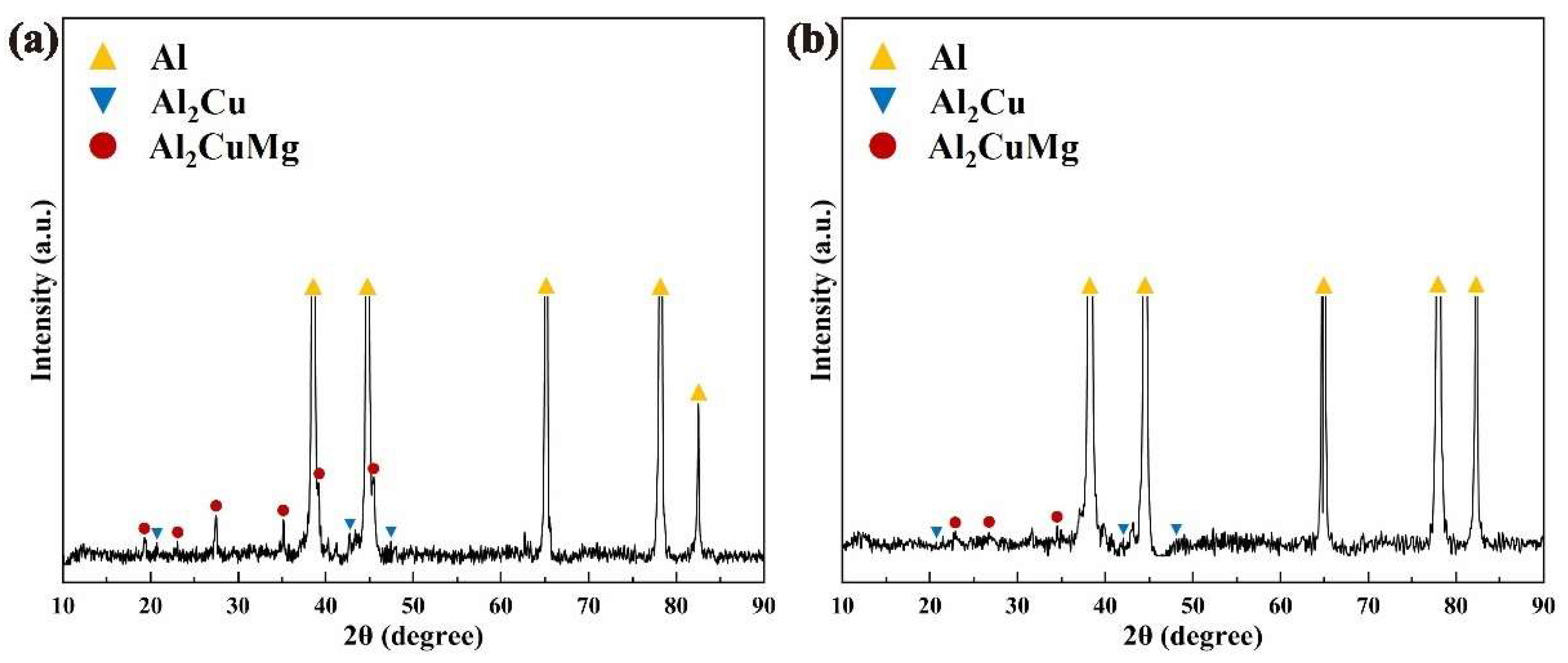
3.2. The Distribution of Second Phases
3.3. Mechanical Properties
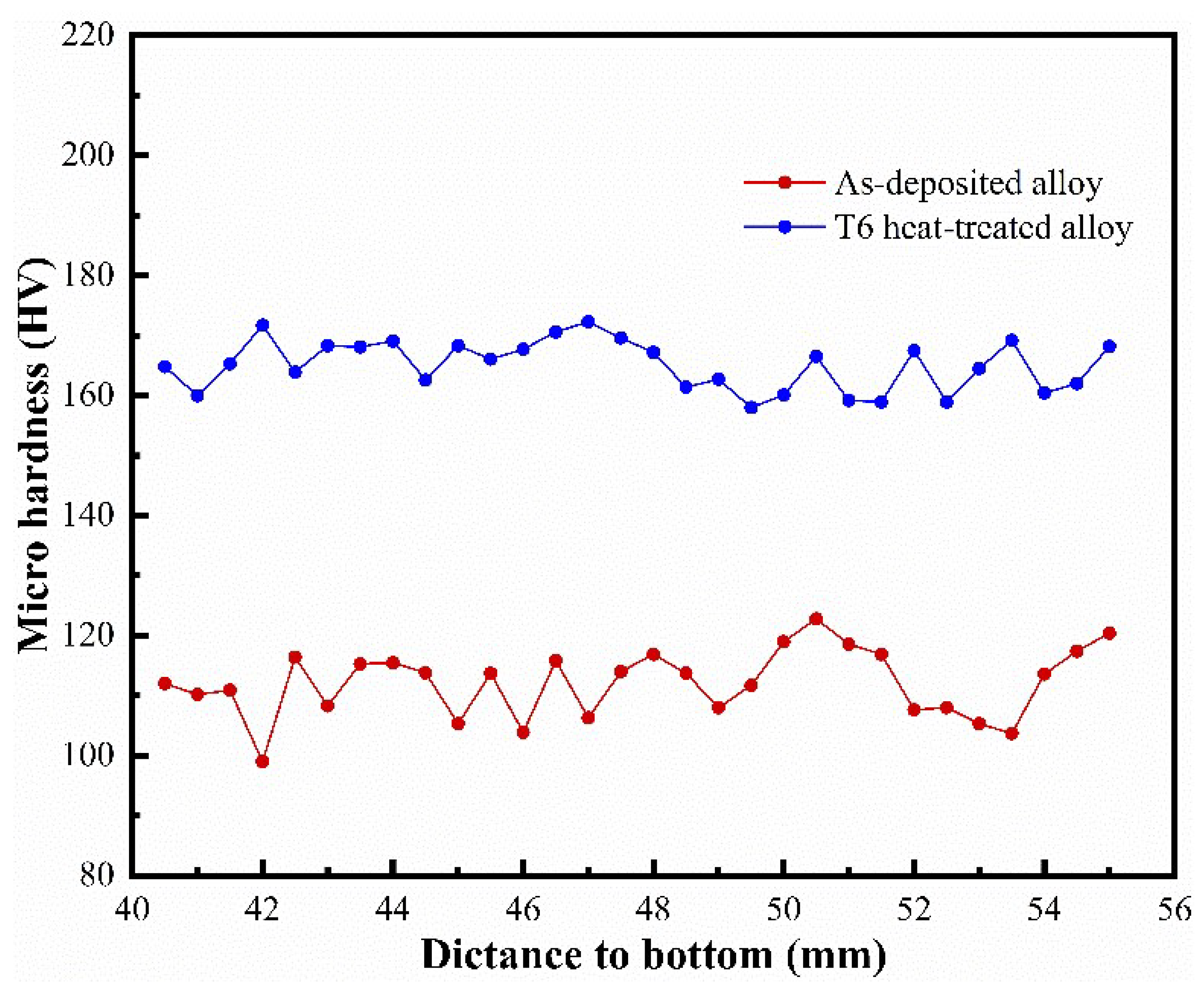
3.3.1. Micro-Hardness Tests
3.3.2. Tensile Properties
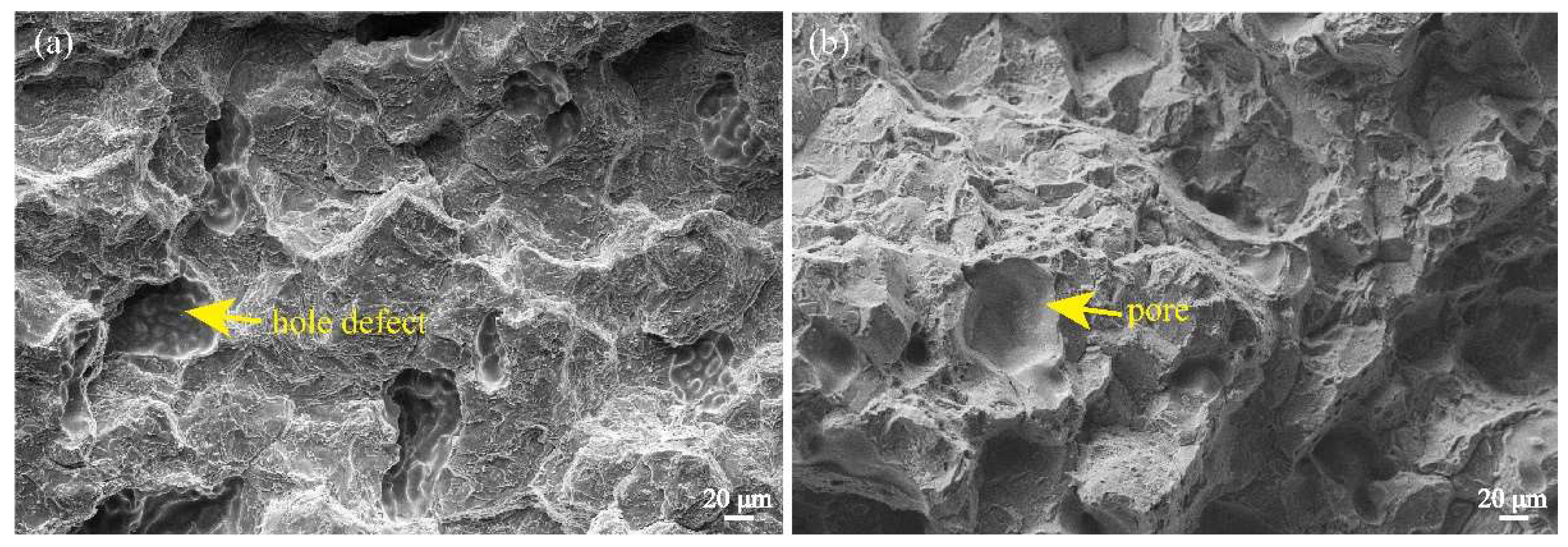
3.4. Fracture Analysis
4. Conclusions
- (1)
- The microstructure of as-deposited alloy was mainly divided into the inner-layer region and the inter-layer region, and the microstructure mainly consisted of short rod-shaped columnar grains and equiaxed grains in the inner-layer region and coarsened equiaxed grains near the fusion line in the inter-layer region.
- (2)
- The microstructure of the as-deposited alloy was mainly composed of the second phase precipitated on the grain boundaries and the eutectic continuously distributed along the grain boundaries, and the distributions of Cu and Mg elements were inhomogeneous.
- (3)
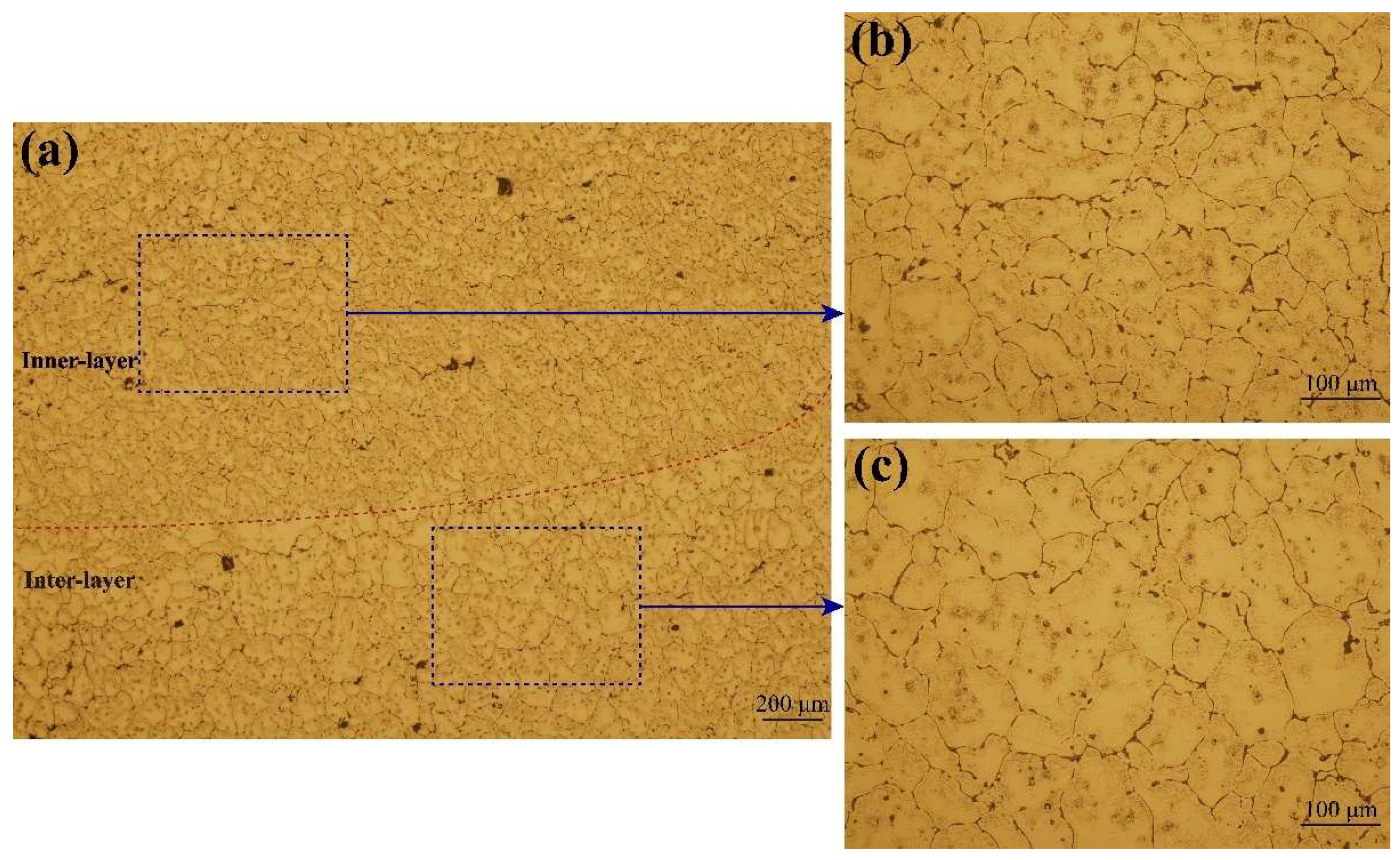
- After the T6 heat treatment, most of the eutectic structure that continuously distributed along the grain boundaries dissolved into α(Al) matrix and the distributions of Cu and Mg elements became homogeneous.
- (4)
- The tensile properties of WAAM alloys in the vertical direction were lower than that in the horizontal direction, which was related to the existence of pores and oxide of aluminum distributed in the inter-layer region. After the T6 heat treatment, the micro-hardness and strengths significantly increased. The decrease in ductility was related to the increase in the size of pores and hole defects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, Y.H.; Lin, X.; Kang, N.; Huang, W.D.; Wang, J.; Wang, Z.N. Influence of travel speed on microstructure and mechanical properties of wire + arc additively manufactured 2219 aluminum alloy. J. Mater. Sci. Technol. 2020, 37, 143–153. [Google Scholar] [CrossRef]
- Liu, G.C.; Xiong, J.; Tang, L. Microstructure and mechanical properties of 2219 aluminum alloy fabricated by double-electrode gas metal arc additive manufacturing. Addit. Manuf. 2020, 35, 101375. [Google Scholar] [CrossRef]
- Sales, A.; Kotousov, A.; Yin, L. Design against Fatigue of Super Duplex Stainless Steel Structures Fabricated by Wire Arc Additive Manufacturing Process. Metals 2021, 11, 1965. [Google Scholar] [CrossRef]
- Karayel, E.; Bozkurt, Y. Additive manufacturing method and different welding applications. J. Mater. Res. Technol. 2020, 9, 11424–11438. [Google Scholar] [CrossRef]
- Sun, R.J.; Li, L.H.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.Q.; Sun, J.F.; Che, Z.G.; Li, B.; Guo, C.; et al. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloy. Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Liu, D.; Lee, B.; Babkin, A.; Chang, Y.L. Research Progress of Arc Additive Manufacture Technology. Materials 2021, 14, 1415. [Google Scholar] [CrossRef]
- Winterkorn, R.; Pittner, A.; Rethmeier, M. Wire Arc Additive Manufacturing with Novel Al-Mg-Si Filler Wire—Assessment of Weld Quality and Mechanical properties. Metals 2021, 11, 1243. [Google Scholar] [CrossRef]
- Geng, R.W.; Du, J.; Wei, Z.Y.; Ma, N.S. Multiscale modelling of microstructure, micro-segregation, and local mechanical properties of Al-Cu alloys in wire and arc additive manufacturing. Addit. Manuf. 2020, 36, 101735. [Google Scholar] [CrossRef]
- Ghaini, F.M.; Sheikhi, M.; Torkamany, M.J.; Sabbaghzadeh, J. The relation between liquation and solidification cracks in pulsed laser welding of 2024 aluminium alloy. Mater. Sci. Eng. A 2009, 519, 167–171. [Google Scholar] [CrossRef]
- Liu, J.W.; Kou, S. Susceptibility of ternary aluminum alloys to cracking during solidification. Acta Mater. 2017, 125, 513–523. [Google Scholar] [CrossRef] [Green Version]
- Fixter, J.; Gu, J.; Ding, J.; Williams, S.W.; Prangnell, P.B. Preliminary Investigation into the Suitability of 2xxx Alloys for Wire-Arc Additive Manufacturing. Mater. Sci. Forum 2016, 877, 611–616. [Google Scholar] [CrossRef]
- Zhang, X.X.; Lv, Y.; Tan, S.H.; Dong, Z.H.; Zhou, X.R. Microstructure and corrosion behaviour of wire arc additive manufactured AA2024 alloy thin wall structure. Corros. Sci. 2021, 186, 109453. [Google Scholar] [CrossRef]
- Gu, J.L.; Gao, M.J.; Yang, S.L.; Bai, J. Microstructure, defects, and mechanical properties of wire + arc additively manufactured Al-Cu4.3-Mg1.5 alloy. Mater. Des. 2020, 186, 108357. [Google Scholar] [CrossRef]
- Qi, Z.W.; Cong, B.Q.; Qi, B.J.; Sun, H.Y.; Zhao, G.; Ding, J.L. Microstructure and mechanical properties of double-wire + arc additively manufactured Al-Cu-Mg alloys. J. Mater. Process. Technol. 2018, 255, 347–353. [Google Scholar] [CrossRef]
- Gu, J.L.; Bai, J.; Ding, J.L.; Williams, S.; Wang, L.M.; Liu, K. Design and cracking susceptibility of additively manufactured Al-Cu-Mg alloys with tandem wires and pulsed arc. J. Mater. Process. Technol. 2018, 262, 210–220. [Google Scholar] [CrossRef]
- Fang, X.W.; Zhang, L.J.; Chen, G.P.; Huang, K.; Xue, F.; Wang, L.; Zhao, J.Y.; Lu, B.H. Microstructure evolution of wire-arc additively manufactured 2319 aluminum alloy with interlayer hammering. Mater. Sci. Eng. A 2021, 800, 140168. [Google Scholar] [CrossRef]
- Fang, X.W.; Zhang, L.J.; Yang, J.N.; Bai, H.; Zhao, L.; Huang, K.; Lu, B.H. Effect of characteristic substrate parameters on the deposition geometry of CMT additive manufactured Al-6.3%Cu alloy. Appl. Therm. Eng. 2019, 162, 114302. [Google Scholar] [CrossRef]
- Wang, Z.N.; Lin, X.; Wang, L.L.; Cao, Y.; Zhou, Y.H.; Huang, W.D. Microstructure evolution and mechanical properties of the wire + arc additive manufacturing Al-Cu alloy. Addit. Manuf. 2021, 47, 102298. [Google Scholar] [CrossRef]
- Zheng, Q.; Yang, C.; Wang, S.; Yu, A.; Chen, H.; He, Y. Effect of compound inoculants Ti and Zr on as-cast microstructure and mechanical properties of Al-Cu alloy. Mater. Res. Innov. 2014, 18, 59–63. [Google Scholar] [CrossRef]
- Atamanenko, T.V.; Eskin, D.G.; Sluiter, M.; Katgerman, L. On the mechanism of grain refinement in Al-Zr-Ti alloys. J. Alloy. Compd. 2011, 509, 57–60. [Google Scholar] [CrossRef]
- Gu, J.L.; Ding, J.L.; Williams, S.W.; Gu, H.M.; Ma, P.H.; Zhai, Y.C. The effect of inter-layer cold working and post-deposition heat treatment on porosity in additively manufactured aluminum alloys. J. Mater. Process. Technol. 2016, 230, 26–34. [Google Scholar] [CrossRef]
- Toda, H.; Hidaka, T.; Kobayashi, M.; Uesugi, K.; Takeuchi, A.; Horikawa, K. Growth behavior of hydrogen micropores in aluminum alloys during high-temperature exposure. Acta Mater. 2009, 57, 2277–2290. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Cu | Mg | Mn | Fe | Si | Zr | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| ER2319 wire | 6.3 | - | 0.4 | 0.3 | 0.2 | 0.15 | 0.15 | Bal. |
| ER5183 wire | - | 5.0 | 0.6 | 0.2 | 0.2 | - | 0.1 | Bal. |
| 2219 substrate | 6.3 | - | 0.2 | 0.3 | 0.2 | 0.15 | 0.1 | Bal. |
| Positions | Al | Cu | Mg |
|---|---|---|---|
| A1 | 57.56 | 21.74 | 20.70 |
| A2 | 78.53 | 11.80 | 9.67 |
| A3 | 65.21 | 32.15 | 2.64 |
| B1 | 76.81 | 16.18 | 7.01 |
| B2 | 77.27 | 12.50 | 10.23 |
| B3 | 80.10 | 15.83 | 4.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, S.; Guo, X.; Tang, Y.; Guo, X. Microstructure and Mechanical Properties of Al-Cu-Mg Alloy Fabricated by Double-Wire CMT Arc Additive Manufacturing. Metals 2022, 12, 416. https://doi.org/10.3390/met12030416
Fan S, Guo X, Tang Y, Guo X. Microstructure and Mechanical Properties of Al-Cu-Mg Alloy Fabricated by Double-Wire CMT Arc Additive Manufacturing. Metals. 2022; 12(3):416. https://doi.org/10.3390/met12030416
Chicago/Turabian StyleFan, Siyue, Xinpeng Guo, Yan Tang, and Xuming Guo. 2022. "Microstructure and Mechanical Properties of Al-Cu-Mg Alloy Fabricated by Double-Wire CMT Arc Additive Manufacturing" Metals 12, no. 3: 416. https://doi.org/10.3390/met12030416
APA StyleFan, S., Guo, X., Tang, Y., & Guo, X. (2022). Microstructure and Mechanical Properties of Al-Cu-Mg Alloy Fabricated by Double-Wire CMT Arc Additive Manufacturing. Metals, 12(3), 416. https://doi.org/10.3390/met12030416