
Effect of Austenite Grain Size on the Bainitic Transformation in a 690 MPa Grade High-Strength Multi-Functional Construction Steel

 ,
, 
Abstract
1. Introduction
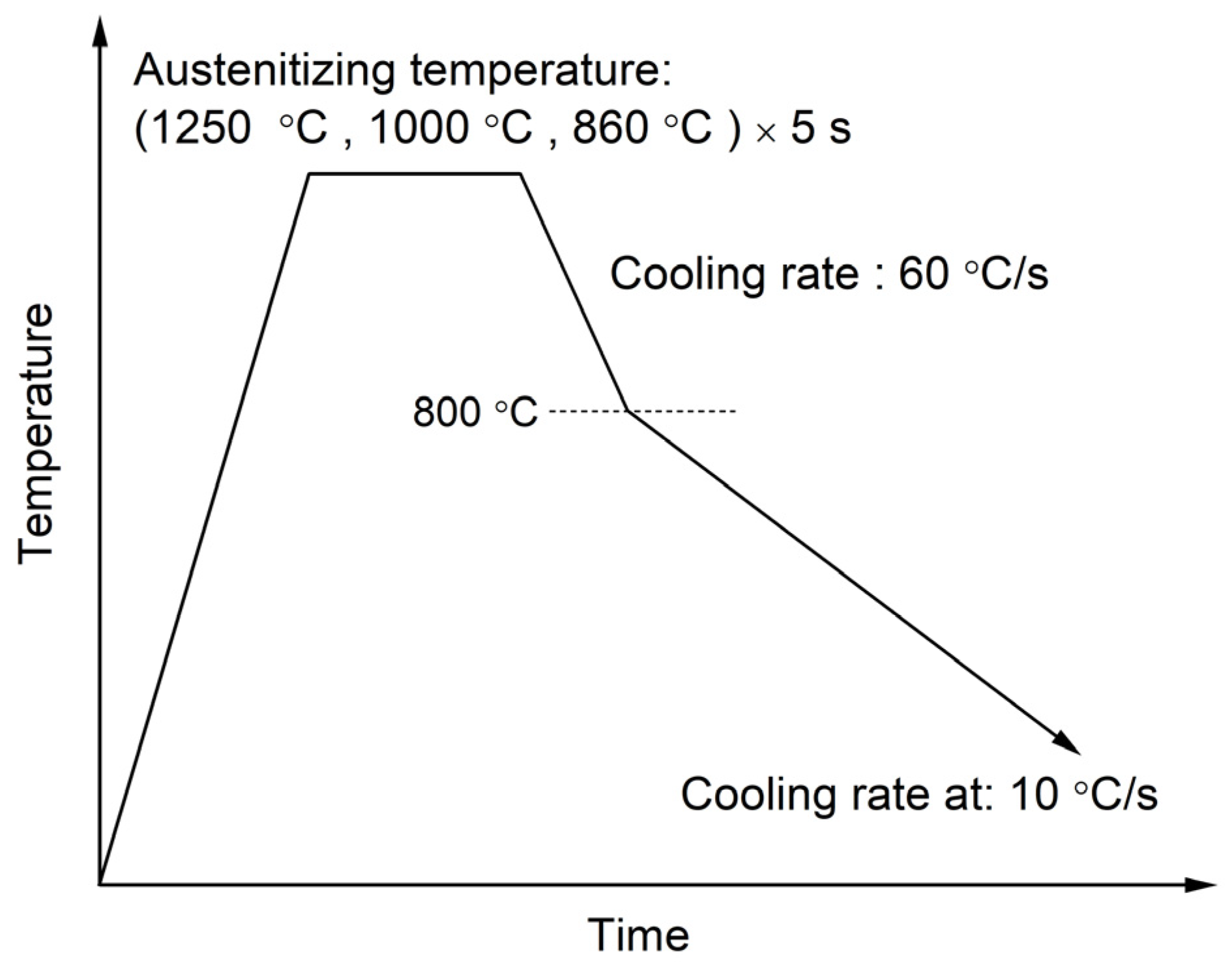
2. Materials and Methods
3. Results and Discussion
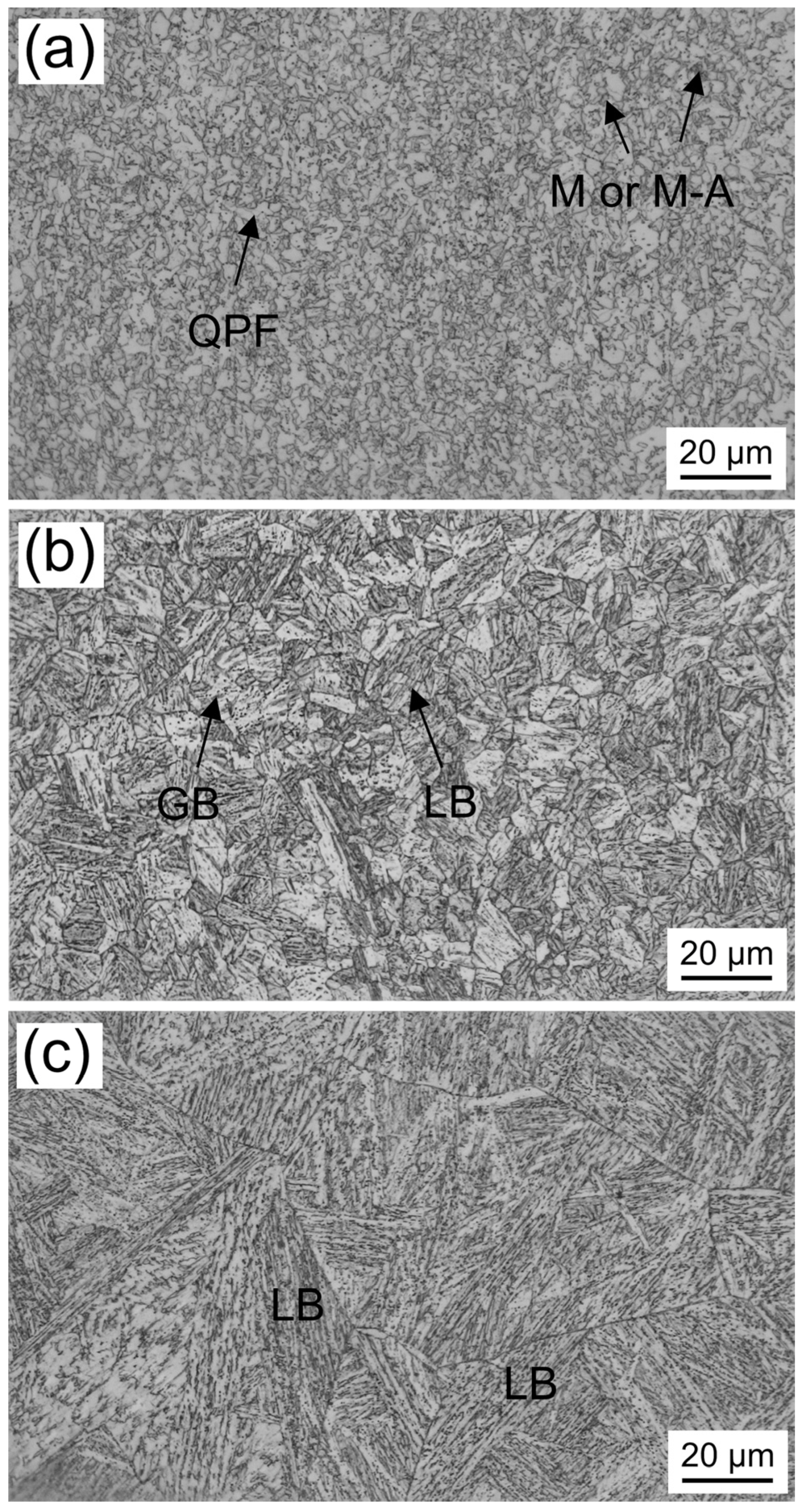
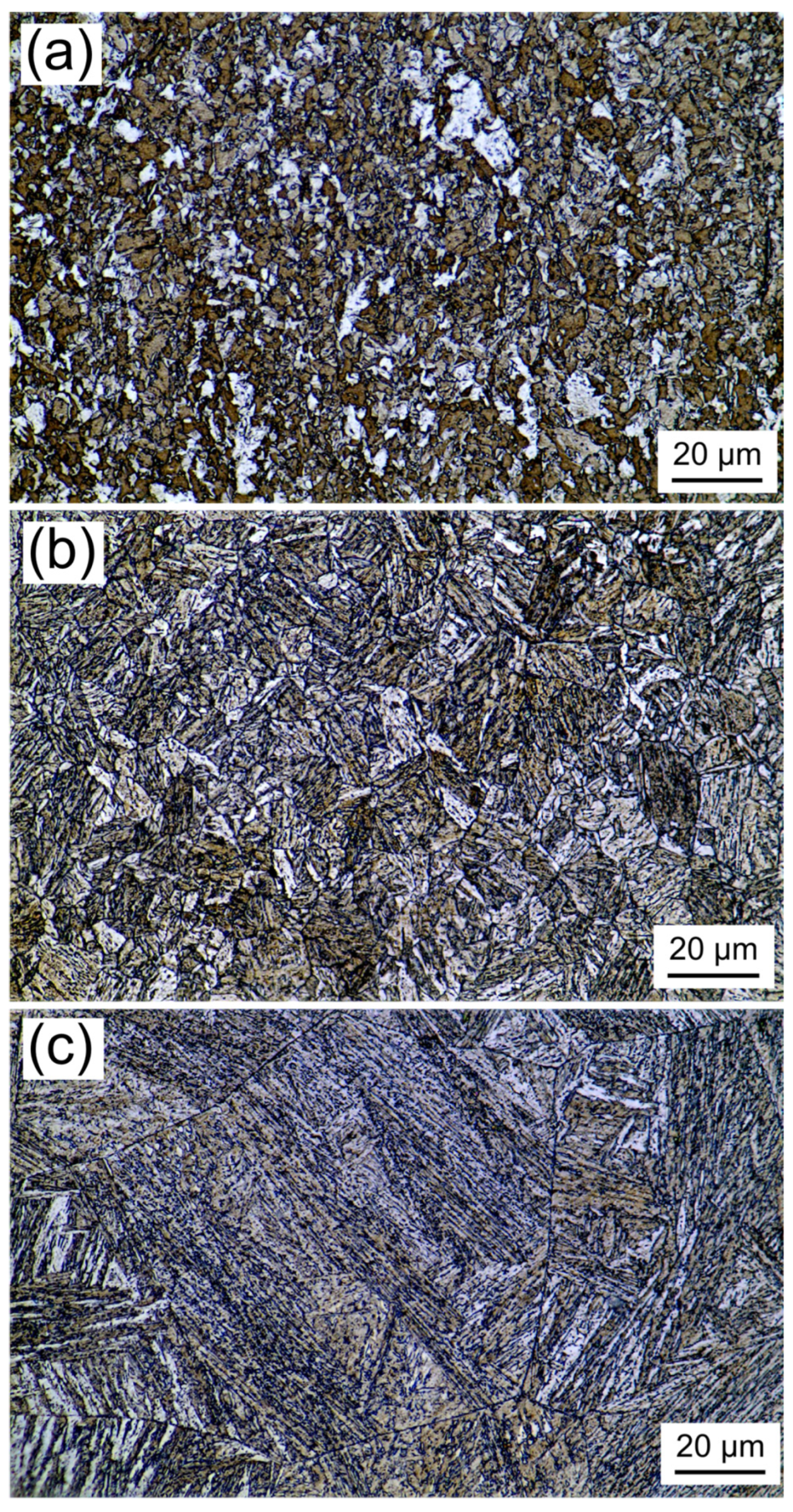
3.1. Microstructure
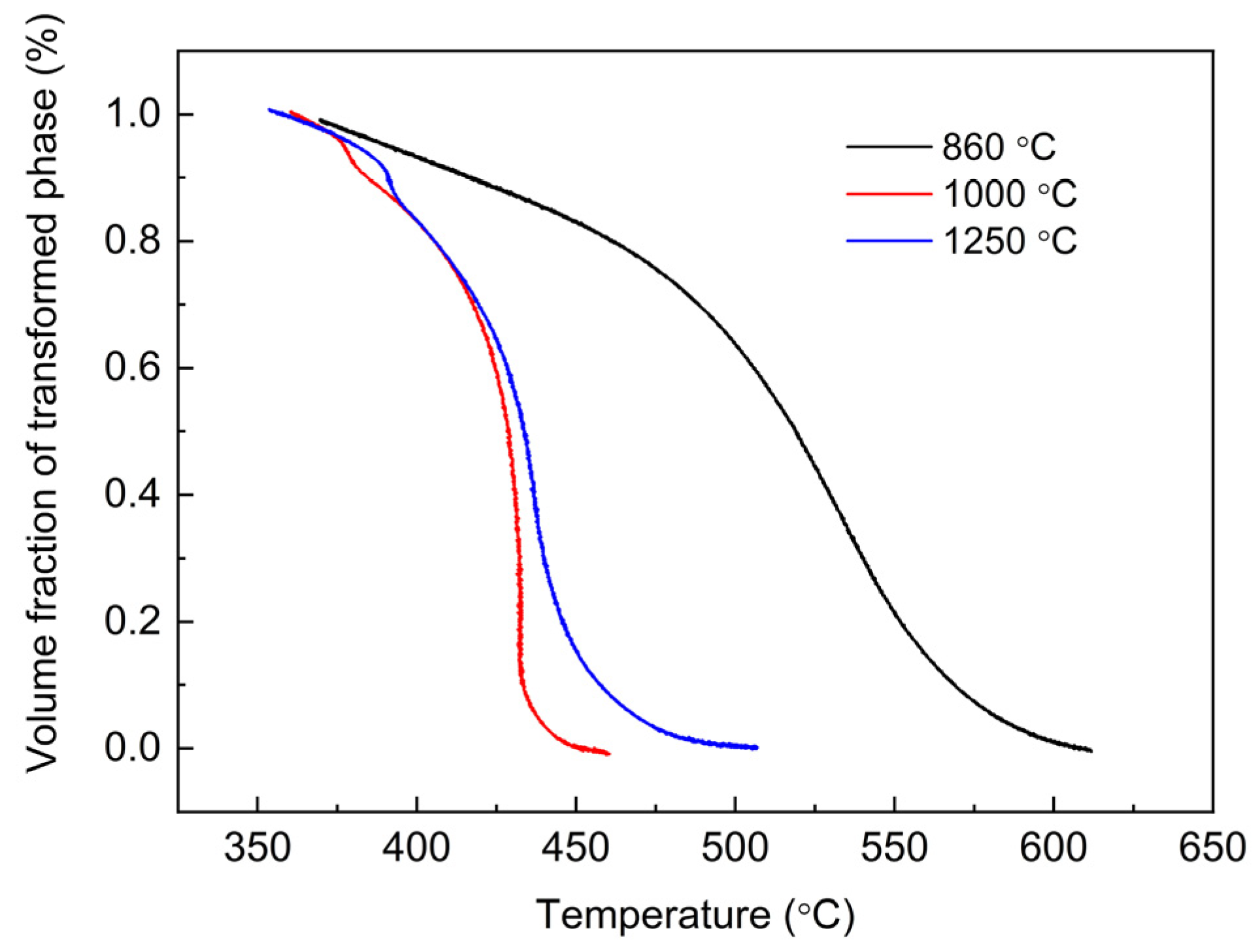
3.2. Expansion Curve
3.3. Kinetics of Continuous Cooling Bainite Transformation
4. Conclusions
- (1)
- The morphology of the microstructure changes from polygonal ferrite and granular bainite to lath bainite as the austenitizing temperature of the multi-functional structural steel is increased from 860 to 1250 °C, and the average grain size of austenite is increased from 7 to 62 μm.
- (2)
- The Bs temperature and bainitic transformation temperature range of the specimen austenitized at 1000 °C is lower than those austenitized at 860 and 1250 °C.
- (3)
- Bainite transformatioin rate is influenced by the nucleation and growth of bainite. As the austneite grain size increases, the number of nucleation sites decreases, but the growth of bainite is promoted. It is found that the growth of bainite is more important in determining the transformation rate than the nucleation in the 690 MPa microalloyed multi-functional structural steel.
- (4)
- For the novel high-strength multi-functional structural steel, there is a critical austenite grain size. Below the critical value, the effect of austenite grain size on the bainitic transformation is significant, whereas this effect is weak above the critical value.
Author Contributions
Funding
Conflicts of Interest
References
- Bjorhovde, R. Performance and design issues for high strengthsteel in structures. Adv. Struct. Eng. 2010, 13, 403–411. [Google Scholar] [CrossRef]
- Ishii, T.; Fujisawa, S.; Ohmori, A. Overview and application of steel materials for high-rise buildings. JFE Tech. Rep. 2009, 14, 1–8. [Google Scholar] [CrossRef]
- Li, G.Q.; Wang, Y.B.; Chen, S.W.; Sun, F.F. State-of-the-art on research of high strength structural steels and key issues of using high strength steels in seismic structures. J. Build. Struct. 2013, 34, 1–13. [Google Scholar]
- Zhang, Y.; Li, X.H.; Liu, Y.C.; Liu, C.X.; Dong, J.; Yu, L.M.; Li, H.J. Study of the kinetics of austenite grain growth by dynamic Ti-rich and Nb-rich carbonitride dissolution in HSLA steel: In-situ observation and modeling. Mater. Charact. 2020, 169, 110612. [Google Scholar] [CrossRef]
- Xiong, W.M.; Song, R.B.; Huo, W.F.; Yu, P.; Qin, S.; Liu, Z.J. Microstructure characteristics and impact fracture mechanisms of Nb and V–Ti micro-alloyed offshore platform steels. Vacuum 2022, 195, 110709. [Google Scholar] [CrossRef]
- Singh, A.P.; Pant, G. Mechanical behaviour of vanadium microalloyed steel under control environment compression. Mater. Today Proc. 2020, 26, 2525–2527. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Z.; Zhao, X.; Gao, G.; Hui, W.; Weng, Y. Hydrogen embrittlement behavior of high strength bainitic rail steel: Effect of tempering treatment. Eng. Fail. Anal. 2018, 93, 100–110. [Google Scholar] [CrossRef]
- Girault, E.; Jacques, P.; Ratchev, P.; Humbeeck, J.V.; Verlinden, B.; Aernoudt, E. Study of the temperature dependence of the bainitic transformation rate in a multiphase TRIP-assisted steel. Mater. Sci. Eng. A 1999, s273–s275, 471–474. [Google Scholar] [CrossRef]
- Umemoto, M.; Horiuchi, K.; Tamura, I. Transformation kinetics of bainite during isothermal holding and continuous cooling. Trans. Iron Steel Inst. Jpn. 1981, 22, 854–861. [Google Scholar] [CrossRef][Green Version]
- Lee, S.J.; Park, J.S.; Lee, Y.K. Effect of austenite grain size on the transformation kinetics of upper and lower bainite in a low-alloy steel. Scr. Mater. 2008, 59, 87–90. [Google Scholar] [CrossRef]
- Lan, L.Y.; Qiu, C.L.; Zhao, D.W.; Gao, X.H.; Du, L.X. Effect of austenite grain size on isothermal bainite transformation in low carbon microalloyed steel. Mater. Sci. Technol. 2011, 27, 1657–1663. [Google Scholar] [CrossRef]
- Li, Z.Y.; Li, P.F.; Luo, Y.; Zhou, X.Y.; Qi, L.; Li, S.C.; Wang, Z.G. Effect of Austenitizing Temperature and Prior Martensite on Ultra-Fine Bainite Transformation Kinetics. Metals 2019, 9, 1309. [Google Scholar] [CrossRef]
- Xu, G.; Liu, F.; Wang, L.; Hu, H. A new approach to quantitative analysis of bainitic transformation in a superbainite steel. Scr. Mater. 2013, 68, 833–836. [Google Scholar] [CrossRef]
- Hu, F.; Hodgson, P.D.; Wu, K.M. Acceleration of the super bainite transformation through a coarse austenite grain size. Mater. Lett. 2014, 122, 240–243. [Google Scholar] [CrossRef]
- Hasan, S.M.; Kumar, S.; Chakrabarti, D.; Singh, S.B. Effect of prior austenite grain size on the formation of carbide-free bainite in low-alloy steel. Philos. Mag. 2020, 100, 2320–2334. [Google Scholar] [CrossRef]
- Matsuzaki, A.; Bhadeshia, H.K.D.H. Effect of austenite grain size and bainite morphology on overall kinetics of bainite transformation in steels. Mater. Sci. Technol. 2013, 15, 518–522. [Google Scholar] [CrossRef]
- Wei, W.; Retzl, P.; Kozeschnik, E.; Povoden-Karadeniz, E. A semi-physical α-β model on bainite transformation kinetics and carbon partitioning. Acta Mater. 2021, 207, 116701. [Google Scholar] [CrossRef]
- Ravi, A.M.; Kumar, A.; Herbig, M.; Sietsma, J.; Santofimia, M.J. Santofimia. Impact of austenite grain boundaries and ferrite nucleation on bainite formation in steels. Acta Mater. 2020, 188, 424–434. [Google Scholar] [CrossRef]
- Song, C.H. Investigation of microstructural evolution and bainite transformation kinetics of multi-phase steel. Mater. Sci. Eng. A 2019, 774, 138868. [Google Scholar]
- Asga, B.; Na, A. Effects of prior austenite grain size and phase transformation temperature on bainitic ferrite formation in multi-constituent microstructures of a strong ultra-low-carbon steel. Mater. Sci. Eng. A 2021, 815, 141300. [Google Scholar]
- Zhu, W.T.; Cui, J.J.; Chen, Z.Y.; Feng, Y.; Zhao, Y.; Chen, L.Q. Design and performance of 690 MPa grade low-carbon microalloyed construction structural steel with high strength and toughness. Acta Metall. Sin. 2021, 57, 340–352. [Google Scholar]
- Wang, T.; Qian, L.; Yu, W.; Li, K.; Zhang, F.; Meng, J. Effect of ferrite-austenite morphology and orientation relationship on bainite transformation in low-alloy TRIP steels. Mater. Charact. 2022, 184, 111656. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, Y.H.; Zheng, C.L.; Zhang, F.C.; Wang, T.S. Austenite deformation behavior and the effect of ausforming process on martensite starting temperature and ausformed martensite microstructure in medium-carbon Si–Al-rich alloy steel. Mater. Sci. Eng. A 2014, 596, 9–14. [Google Scholar] [CrossRef]
- Mondal, J.; Das, K.; Das, S. Isothermal transformation kinetics, microstructure and mechanical properties of a carbide free bainitic steel. Mater. Charact. 2021, 177, 111166. [Google Scholar] [CrossRef]
- van Bohemen, S.M.C. Bainite and martensite start temperature calculated with exponential carbon dependence. Mater. Sci. Technol. 2013, 28, 487–495. [Google Scholar] [CrossRef]
- An, F.C.; Zhao, S.X.; Xue, X.K.; Wang, J.J.; Yuan, G.; Liu, C.M. Incompleteness of bainite transformation in quenched and tempered steel under continuous cooling conditions. J. Mater. Res. Technol. 2020, 9, 8985–8996. [Google Scholar] [CrossRef]
- Hu, H.J.; Xu, G.; Zhang, Y.L.; Xue, Z.L.; Zhou, M.X. Dynamic observation of bainite transformation in a Fe-C-Mn-Si superbainite steel. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2015, 30, 818–821. [Google Scholar] [CrossRef]
- Varshney, A.; Sangal, S.; Pramanick, A.K.; Mondal, K. On the extent of transformation of austenite to bainitic ferrite and carbide during austempering of high Si steel for prolonged duration and its effect on mechanical properties. Mater. Sci. Eng. A 2020, 793, 139764. [Google Scholar] [CrossRef]
- Chen, H.; Zhu, K.Y.; Zhao, L.; van der Zwaag, S. Analysis of transformation stasis during the isothermal bainitic ferrite formation in Fe-C-Mn and Fe-C-Mn-Si alloys. Acta Mater. 2013, 61, 5458–5468. [Google Scholar] [CrossRef]
- Gupta, C.; Dey, G.K.; Chakravartty, J.K.; Srivastav, D.; Banerjee, S. A study of bainite transformation in a new CrMoV steel under continuous cooling conditions. Scr. Mater. 2005, 53, 559–564. [Google Scholar] [CrossRef]
- Reisinger, S.; Kozeschnik, E.; Ressel, G.; Keckes, J.; Stark, A.; Marsoner, S.; Ebner, R. Strain energy contributions on the bainitic phase transformation in a CrMoV steel during continuous cooling. Mater. Des. 2018, 155, 475–484. [Google Scholar] [CrossRef]
- Song, S.J.; Liu, F.; Jiang, Y.H. Impact of anisotropic growth on kinetics of solid-state phase transformation. Trans. Nonferrous Met. Soc. China 2012, 22, 895–900. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cu + Cr + Ni | Mo | Ti | Nb + V | N + B | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.08 | 0.28 | 1.1 | 1.1 | 0.4 | 0.04 | 0.07 | 0.006 | 0.007 | 0.0017 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Zhao, X.; Qi, J.; Zhu, W.; Zhao, Y.; Chen, L. Effect of Austenite Grain Size on the Bainitic Transformation in a 690 MPa Grade High-Strength Multi-Functional Construction Steel. Metals 2022, 12, 577. https://doi.org/10.3390/met12040577
Chen Z, Zhao X, Qi J, Zhu W, Zhao Y, Chen L. Effect of Austenite Grain Size on the Bainitic Transformation in a 690 MPa Grade High-Strength Multi-Functional Construction Steel. Metals. 2022; 12(4):577. https://doi.org/10.3390/met12040577
Chicago/Turabian StyleChen, Zhenye, Xiujuan Zhao, Jianjun Qi, Wenting Zhu, Yanqing Zhao, and Liqing Chen. 2022. "Effect of Austenite Grain Size on the Bainitic Transformation in a 690 MPa Grade High-Strength Multi-Functional Construction Steel" Metals 12, no. 4: 577. https://doi.org/10.3390/met12040577
APA StyleChen, Z., Zhao, X., Qi, J., Zhu, W., Zhao, Y., & Chen, L. (2022). Effect of Austenite Grain Size on the Bainitic Transformation in a 690 MPa Grade High-Strength Multi-Functional Construction Steel. Metals, 12(4), 577. https://doi.org/10.3390/met12040577