
Selective Laser Melting of 60NiTi Alloy with Superior Wear Resistance

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
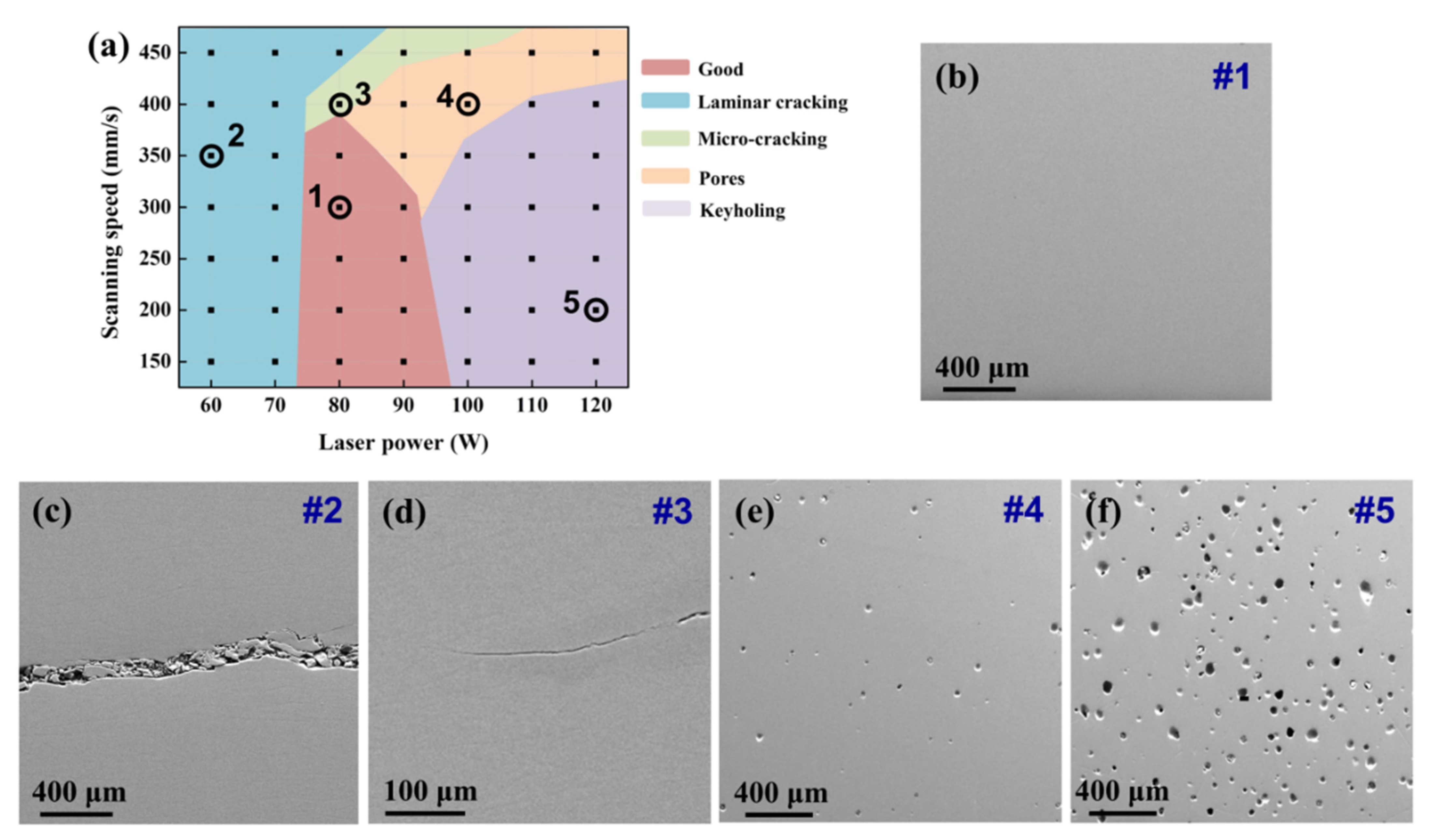
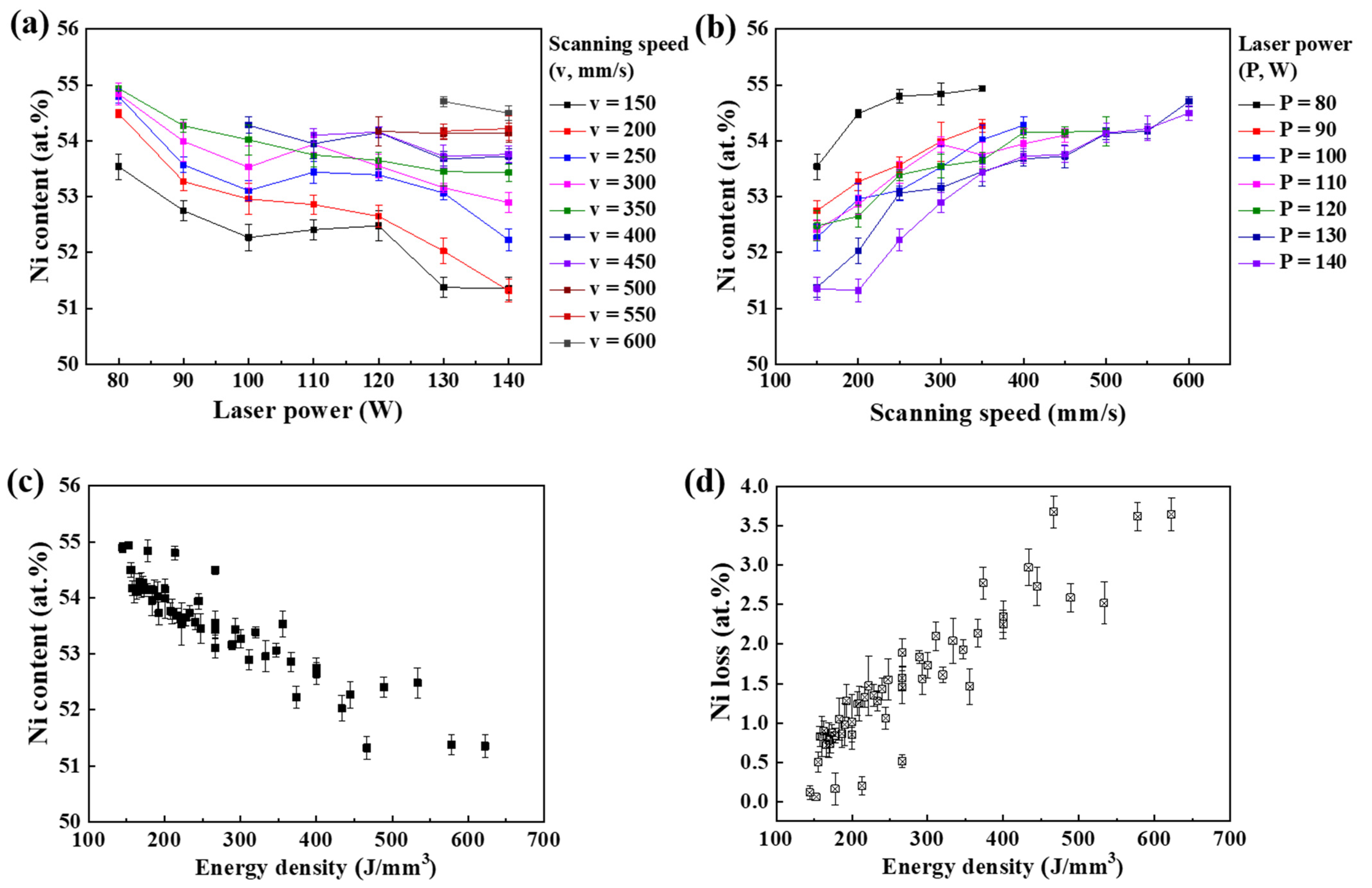
- The evolutions of the forming quality with scanning speed and laser power were revealed in the parameters window, respectively. The two parameters have a different impact on the formation mechanism of pore defects. The Ni content of the samples is tightly controlled by the energy density, which determines the amount of Ni loss.
- (2)
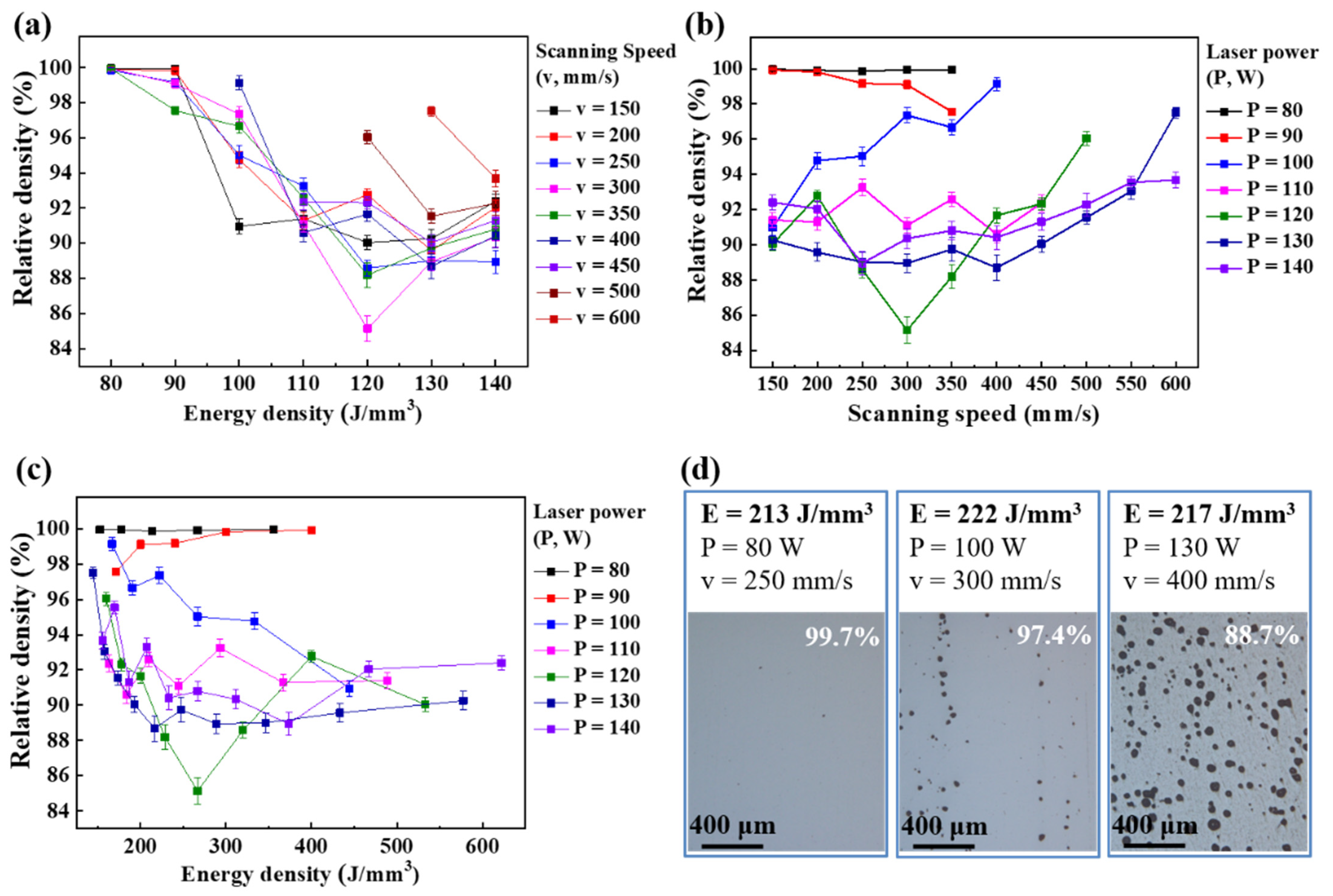
- We established the optimal parameter window of P = 80–90 W, v = 300–350 mm/s, and E = 145–155 J/mm3, where the fabricated samples possess both high forming quality (relative density >98%) and near standard composition (Ni loss <0.2 at.%).
- (3)
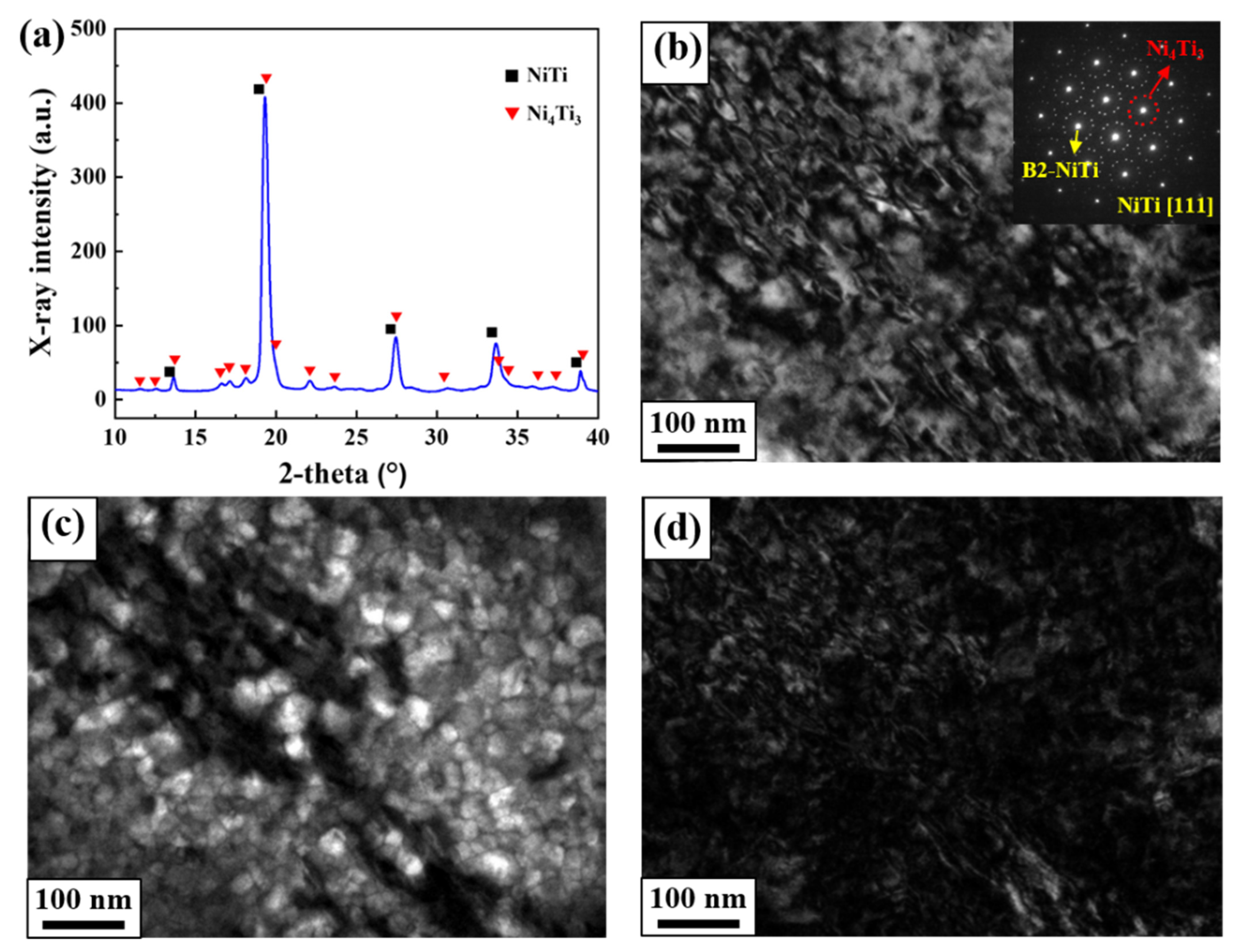
- The phase constitution of 60NiTi is composed of nano-sized Ni4Ti3 (30–40 nm) precipitates and network distributed NiTi, which is completely different from the classic nearly equiatomic SLM-NiTi.
- (4)
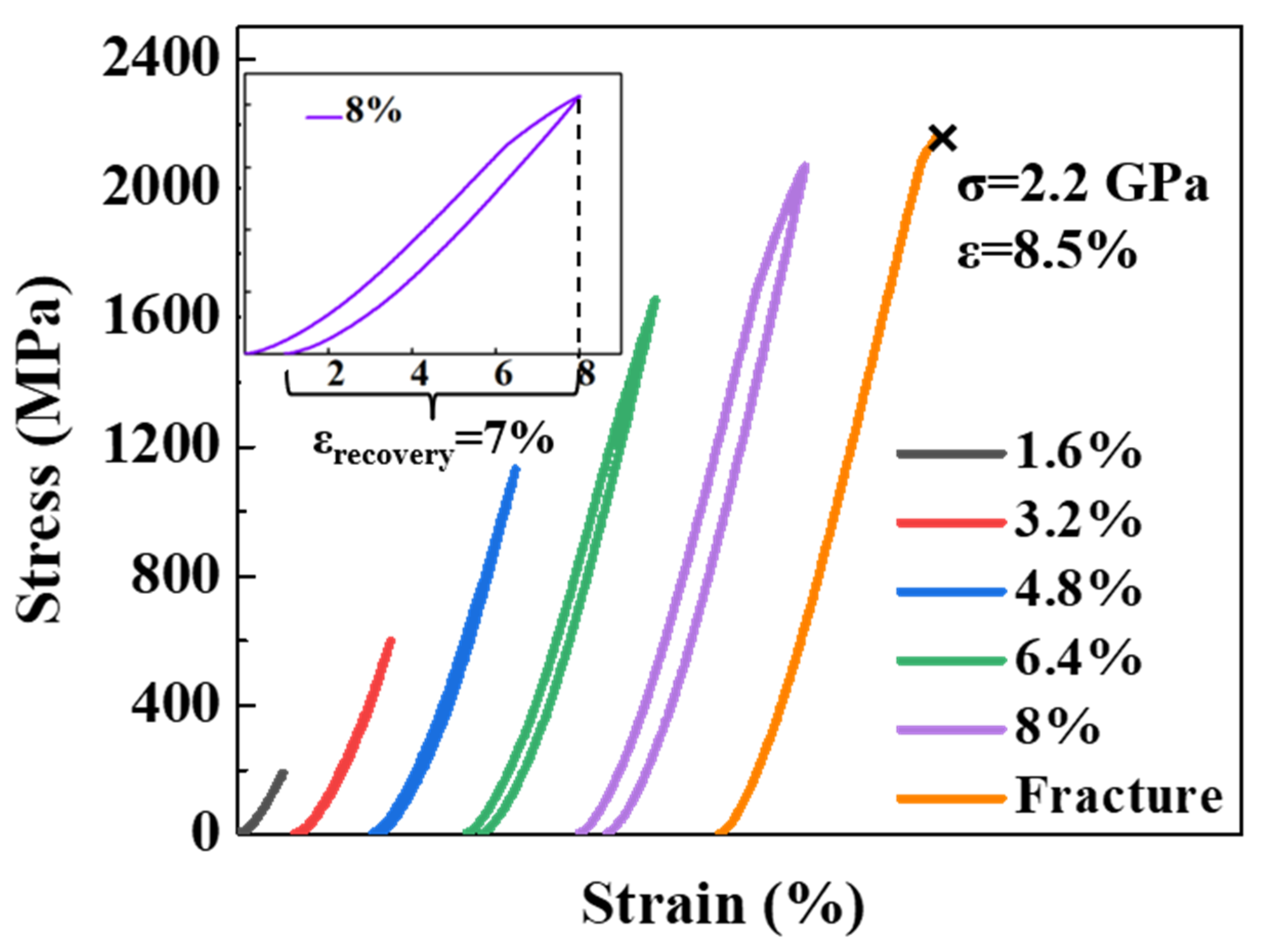
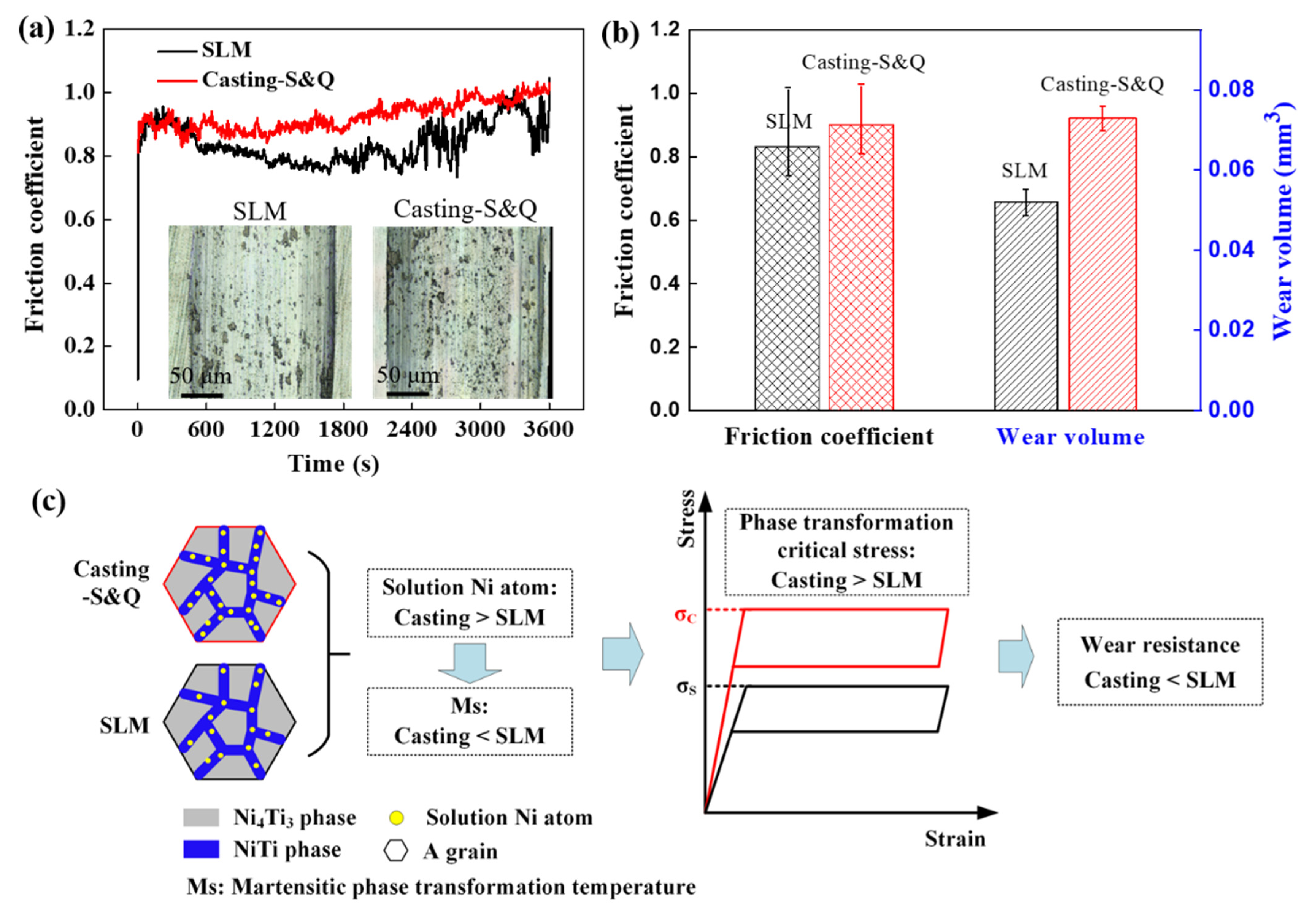
- The optimally-selected SLM 60NiTi exhibits an ultra-large reversible strain of 7% and 2.2 GPa strength, which also cannot occur in the nearly equiatomic SLM-NiTi. The excellent property is attributed to the strong coupling effect between the nano Ni4Ti3 precipitates and the transformable NiTi phase. It also makes SLM 60NiTi have more excellent wear resistance than the conventional casting counterpart.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, H.; Zheng, L.J.; Zhang, F.X.; Zhang, H. Thermal stability and hardening behavior in superelastic Ni-rich Nitinol alloys with Al addition. Mater. Sci. Eng. A 2017, 708, 514–522. [Google Scholar] [CrossRef]
- Khamei, A.A.; Dehghani, K. A study on the mechanical behavior and microstructural evolution of Ni 60 wt%-Ti 40 wt% (60Nitinol) intermetallic compound during hot deformation. Mater. Chem. Phys. 2010, 123, 269–277. [Google Scholar] [CrossRef]
- Dellacorte, C.; Moore III, E.L. Static Load Capacity of the Superelastic 60NiTi for Rolling Element Bearings. In Nasa/Tm-2012-216016, Proceedings of 2012 Annual Meeting and Exhibition, St. Louis, MO, USA, 6–10 May 2012; NASA Glenn Research Center: Cleveland, OH, USA, 2012. [Google Scholar]
- Khanlari, K.; Ramezani, M.; Kelly, P. 60NiTi: A Review of Recent Research Findings, Potential for Structural and Mechanical Applications, and Areas of Continued Investigations. Trans. Indian Inst. Met. 2018, 71, 781–799. [Google Scholar] [CrossRef]
- Bao, S.; Zhang, L.; Peng, H.; Fan, Q.; Wen, Y. Effects of heat treatment on martensitic transformation and wear resistance of as-cast 60NiTi alloy. Mater. Res. Express 2019, 6. [Google Scholar] [CrossRef]
- Benafan, O.; Garg, A.; Noebe, R.D.; Skorpenske, H.D.; An, K.; Schell, N. Deformation characteristics of the intermetallic alloy 60NiTi. Intermetallics 2017, 82, 40–52. [Google Scholar] [CrossRef] [Green Version]
- Santo Padula, I.I.; Noebe, R.D.; Stanford, M.K.; Dellacorte, C. Mechanical components from highly-recoverable, low apparent modulus materials. U.S.Patent 9,169,545, 27 October 2015. [Google Scholar]
- Stanford, M.K. Hardness and Microstructure of Binary and Ternary Nitinol Compounds; NASA: Cleveland, OH, USA, 2016. [Google Scholar]
- Julien, G.J. Manufacturing of Nitinol parts and forms. U.S. Patent 6,422,010, 23 July 2002. [Google Scholar]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Khoo, Z.X.; Liu, Y.; Low, Z.H.; An, J.; Chua, C.K.; Leong, K.F. Fabrication of SLM NiTi Shape Memory Alloy via Repetitive Laser Scanning. Shape Mem. Superelasticity 2018, 4, 112–120. [Google Scholar] [CrossRef]
- Zhang, M.; Yu, Q.; Liu, Z.; Zhang, J.; Tan, G.; Jiao, D.; Zhu, W.; Li, S.; Zhang, Z.; Yang, R.; et al. 3D printed Mg-NiTi interpenetrating-phase composites with high strength, damping capacity, and energy absorption efficiency. Sci. Adv. 2020, 6, 1–10. [Google Scholar] [CrossRef]
- Wang, X.; Yu, J.; Liu, J.; Chen, L.; Yang, Q.; Wei, H.; Sun, J.; Wang, Z.; Zhang, Z.; Zhao, G.; et al. Effect of process parameters on the phase transformation behavior and tensile properties of NiTi shape memory alloys fabricated by selective laser melting. Addit. Manuf. 2020, 36, 101545. [Google Scholar] [CrossRef]
- Lu, H.Z.; Ma, H.W.; Cai, W.S.; Luo, X.; Wang, Z.; Song, C.H.; Yin, S.; Yang, C. Stable tensile recovery strain induced by a Ni4Ti3 nanoprecipitate in a Ni50.4Ti49.6 shape memory alloy fabricated via selective laser melting. Acta Mater. 2021, 219. [Google Scholar] [CrossRef]
- Xiong, Z.; Li, M.; Hao, S.; Liu, Y.; Cui, L.; Yang, H.; Cui, C.; Jiang, D.; Yang, Y.; Lei, H.; et al. 3D-Printing Damage-Tolerant Architected Metallic Materials with Shape Recoverability via Special Deformation Design of Constituent Material. ACS Appl. Mater. Interfaces 2021, 13, 39915–39924. [Google Scholar] [CrossRef] [PubMed]
- AlMangour, B.; Grzesiak, D.; Cheng, J.; Ertas, Y. Thermal behavior of the molten pool, microstructural evolution, and tribological performance during selective laser melting of TiC/316L stainless steel nanocomposites: Experimental and simulation methods. J. Mater. Process. Technol. 2018, 257, 288–301. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Ma, C.; Gu, D.; Hong, C.; He, B.; Chang, K.; Shi, Q. Formation mechanism and microstructural and mechanical properties of in-situ Ti-Ni-based composite coatings by laser metal deposition. Surf. Coatings Technol. 2016, 291, 43–53. [Google Scholar] [CrossRef]
- Nematollahi, M.; Toker, G.; Saghaian, S.E.; Salazar, J.; Mahtabi, M.; Benafan, O.; Karaca, H.; Elahinia, M. Additive Manufacturing of Ni-rich NiTiHf20: Manufacturability, Composition, Density, and Transformation Behavior. Shape Mem. Superelasticity 2019, 5, 113–124. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Yang, G.; Han, J.; Chen, X.; Li, H. Location dependence of microstructure, phase transformation temperature and mechanical properties on Ni-rich NiTi alloy fabricated by wire arc additive manufacturing. Mater. Sci. Eng. A 2019, 749, 218–222. [Google Scholar] [CrossRef]
- Speirs, M.; Wang, X.; Van Baelen, S.; Ahadi, A.; Dadbakhsh, S.; Kruth, J.P.; Van Humbeeck, J. On the Transformation Behavior of NiTi Shape-Memory Alloy Produced by SLM. Shape Mem. Superelasticity 2016, 2, 310–316. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Zhan, J.B.; Li, B.; Lin, J.X.; Gao, J.J.; Zhang, Z.Q.; Ren, L.; Castany, P.; Gloriant, T. Laser beam energy dependence of martensitic transformation in SLM fabricated NiTi shape memory alloy. Materialia 2019, 6. [Google Scholar] [CrossRef]
- Hornbuckle, B.C.; Noebe, R.D.; Thompson, G.B. Influence of Hf solute additions on the precipitation and hardenability in Ni-rich NiTi alloys. J. Alloys Compd. 2015, 640, 449–454. [Google Scholar] [CrossRef]
- Elahinia, M.; Shayesteh Moghaddam, N.; Taheri Andani, M.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Z.; Li, Z.; Sun, Z.; Hao, S.; Yang, Y.; Li, M.; Song, C.; Qiu, P.; Cui, L. Selective laser melting of NiTi alloy with superior tensile property and shape memory effect. J. Mater. Sci. Technol. 2019, 35, 2238–2242. [Google Scholar] [CrossRef]
- Seede, R.; Shoukr, D.; Zhang, B.; Whitt, A.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure, and mechanical properties. Acta Mater. 2020, 186, 199–214. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef] [Green Version]
- Guo, W.; Feng, B.; Yang, Y.; Ren, Y.; Liu, Y.; Yang, H.; Yang, Q.; Cui, L.; Tong, X.; Hao, S. Materials & Design Effect of laser scanning speed on the microstructure, phase transformation and mechanical property of NiTi alloys fabricated by LPBF. Mater. Des. 2022, 215, 110460. [Google Scholar] [CrossRef]
- Johnson, L.; Mahmoudi, M.; Zhang, B.; Seede, R.; Huang, X.; Maier, J.T.; Maier, H.J.; Karaman, I.; Elwany, A.; Arróyave, R. Assessing printability maps in additive manufacturing of metal alloys. Acta Mater. 2019, 176, 199–210. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Tapia, G.; Franco, B.; Ma, J.; Arroyave, R.; Karaman, I.; Elwany, A. On the printability and transformation behavior of nickel-titanium shape memory alloys fabricated using laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2018, 35, 672–680. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.P.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.W.J.; Tor, S.B.; Lim, C.S.; Wong, C.H. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Zhang, F.; Zheng, L.; Wang, Y.; Zhang, H. Effect of Ni content and Hf addition on the unlubricated wear performance of Ni-rich NiTi alloys. Intermetallics 2019, 112, 106548. [Google Scholar] [CrossRef]
- Zhang, J.; Hao, S.; Jiang, D.; Huan, Y.; Cui, L.; Liu, Y.; Yang, H.; Ren, Y. In situ synchrotron high-energy X-ray diffraction study of microscopic deformation behavior of a hard-soft dual phase composite containing phase transforming matrix. Acta Mater. 2017, 130, 297–309. [Google Scholar] [CrossRef] [Green Version]
- Hao, S.; Cui, L.; Jiang, D.; Han, X.; Ren, Y.; Jiang, J.; Liu, Y.; Liu, Z.; Mao, S.; Wang, Y.; et al. A transforming metal nanocomposite with large elastic strain, low modulus, and high strength. Science 2013, 339, 1191–1194. [Google Scholar] [CrossRef] [Green Version]
- Yan, W. Theoretical investigation of wear-resistance mechanism of superelastic shape memory alloy NiTi. Mater. Sci. Eng. A 2006, 427, 348–355. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, Z.; Guo, Y.; Sha, P.; Liu, R.; Xin, R.; Li, L.; Chen, L.; Wang, X.; Zhang, Z.; et al. Analysis of microstructure, mechanical properties, wear characteristics and corrosion behavior of SLM-NiTi under different process parameters. J. Manuf. Process. 2022, 75, 637–650. [Google Scholar] [CrossRef]
- Guo, F.; Hao, S.; Jiang, X.; Jiang, D.; Cui, L.; Ren, Y. Achieving ultra-high bearing strength of tungsten nanoribbons in a transforming metal matrix. J. Alloys Compd. 2019, 781. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Huan, Y.; Hao, S.; Jiang, D.; Ren, Y.; Shao, Y.; Ru, Y.; Wang, Z.; Cui, L. High damping NiTi/Ti3Sn in situ composite with transformation-mediated plasticity. Mater. Des. 2014, 63, 460–463. [Google Scholar] [CrossRef] [Green Version]
- Otsuka, K.; Ren, X. Physical metallurgy of Ti-Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Frenzel, J.; George, E.P.; Dlouhy, A.; Somsen, C.; Wagner, M.F.X.; Eggeler, G. Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2010, 58, 3444–3458. [Google Scholar] [CrossRef]
- Wang, T.; Ma, Z.; Rao, X.; Jiang, D.; Ren, Y.; Liu, Y.; Yu, K.Y.; Cui, L. Temperature-dependence of superelastic stress in nanocrystalline NiTi with complete transformation capability. Intermetallics 2020, 127. [Google Scholar] [CrossRef]
- Otsuka, K.; Shimizu, K. Pseudoelasticity and shape memory effects in alloys. Int. Met. Rev. 1986, 31, 93–114. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, F.; Shen, H.; Xiong, Z.; Yang, Y.; Tong, X.; Guo, Y.; Hao, S. Selective Laser Melting of 60NiTi Alloy with Superior Wear Resistance. Metals 2022, 12, 620. https://doi.org/10.3390/met12040620
Guo F, Shen H, Xiong Z, Yang Y, Tong X, Guo Y, Hao S. Selective Laser Melting of 60NiTi Alloy with Superior Wear Resistance. Metals. 2022; 12(4):620. https://doi.org/10.3390/met12040620
Chicago/Turabian StyleGuo, Fangmin, Hui Shen, Zhiwei Xiong, Ying Yang, Xin Tong, Yanbao Guo, and Shijie Hao. 2022. "Selective Laser Melting of 60NiTi Alloy with Superior Wear Resistance" Metals 12, no. 4: 620. https://doi.org/10.3390/met12040620