
Influence of Different Addition Ratios of Fly Ash on Mechanical Properties of ADC10 Aluminum Matrix Composites

Abstract
:1. Introduction
2. Materials and Methods
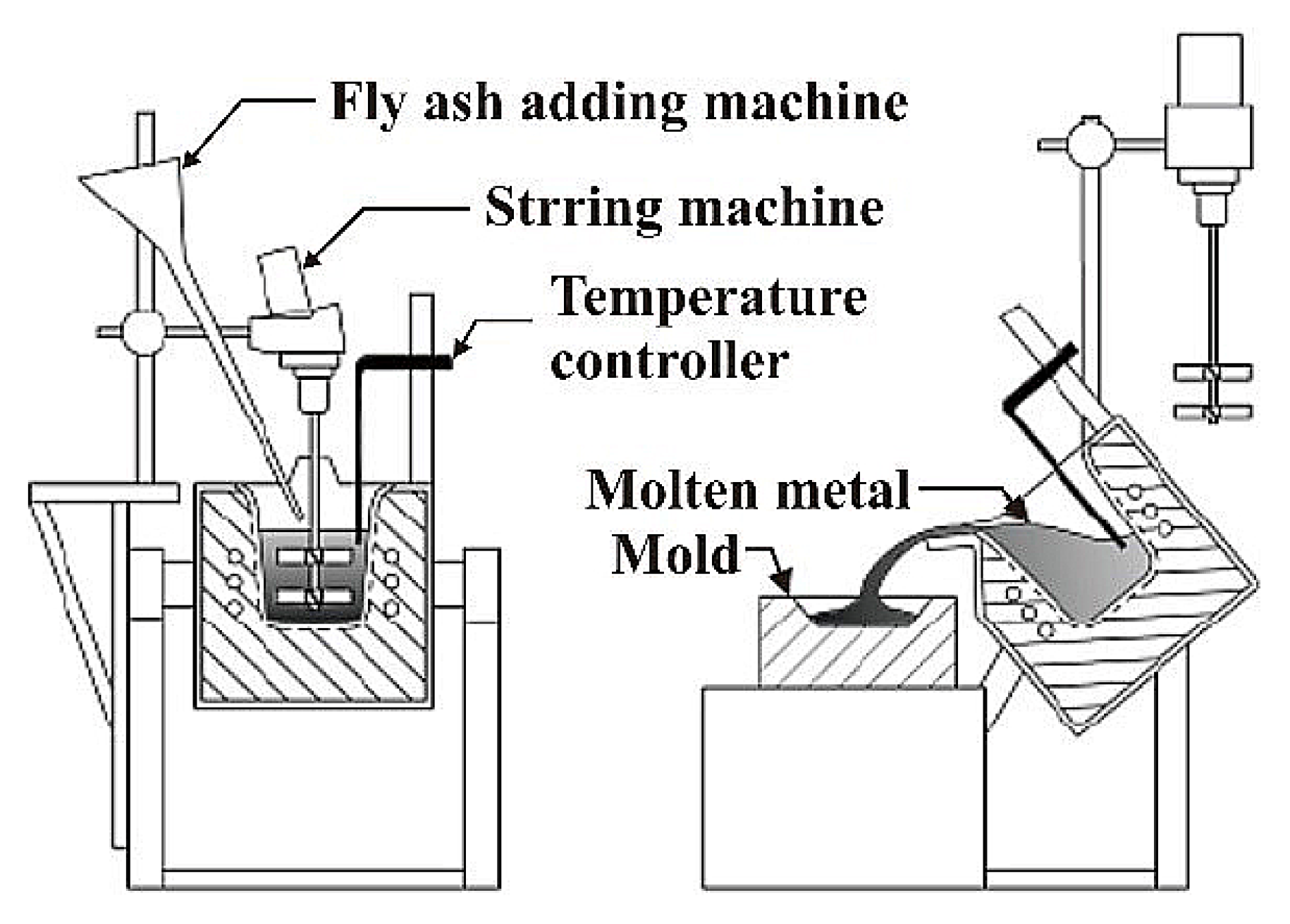
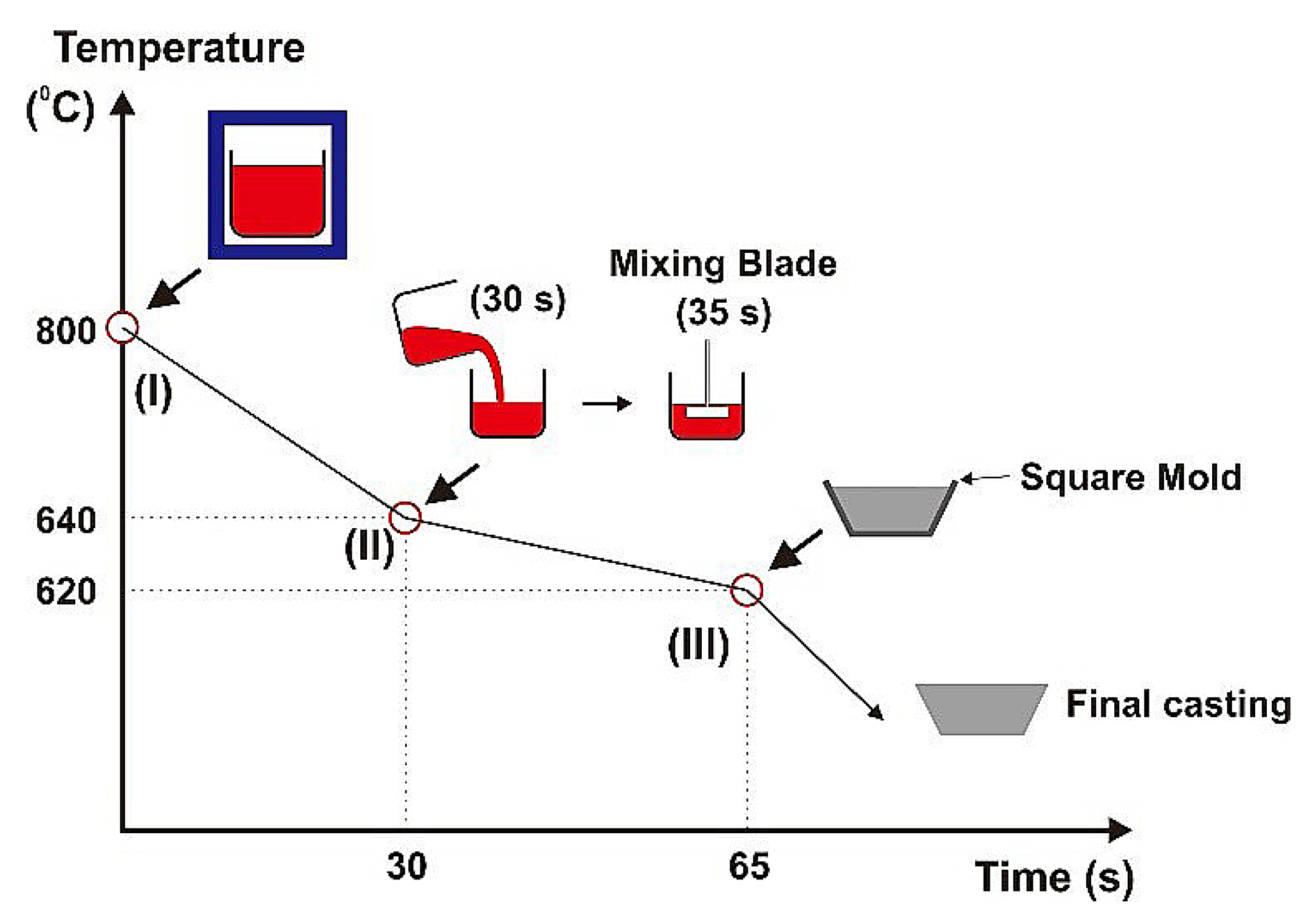
2.1. Method
2.2. Material Testing
2.2.1. Microstructure Observation
2.2.2. Density Measurement and Porosity Ratio
2.2.3. Hardness Test
2.2.4. Tensile Test
3. Results and Discussion
3.1. Microstructure Observation
3.2. Density and Porosity
3.3. Hardness Test
3.4. Tensile Test
4. Conclusions
- According to the experiments conducted, it was proven that the original silicon content of ADC10 (A380.0) aluminum alloy was approximately 8%; however, the silicon content increased to 10% and more after reacting with fly ash at a temperature of 800 °C for 30 h to form Al2O3. In the process, Si was reduced and dissolved into the aluminum matrix. The Si content was close to the lower limit of ADC12 (A384.0).
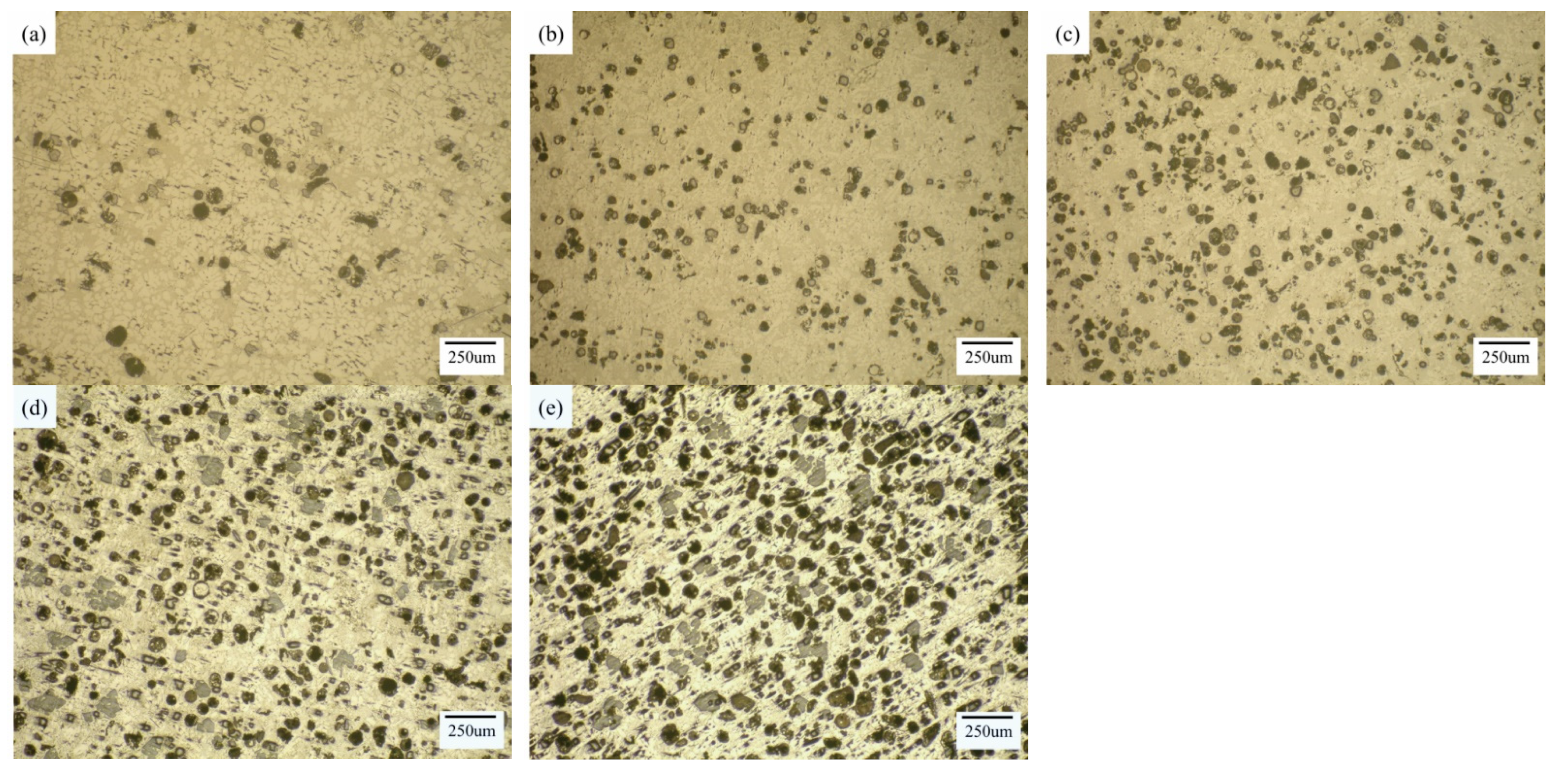
- The ALFA composite samples prepared using the stir casting method and the chemical reaction procedure proposed in this study were observed by optical microscopy, which showed that the dispersion of fly ash particles in the ALFA composites was quite good.
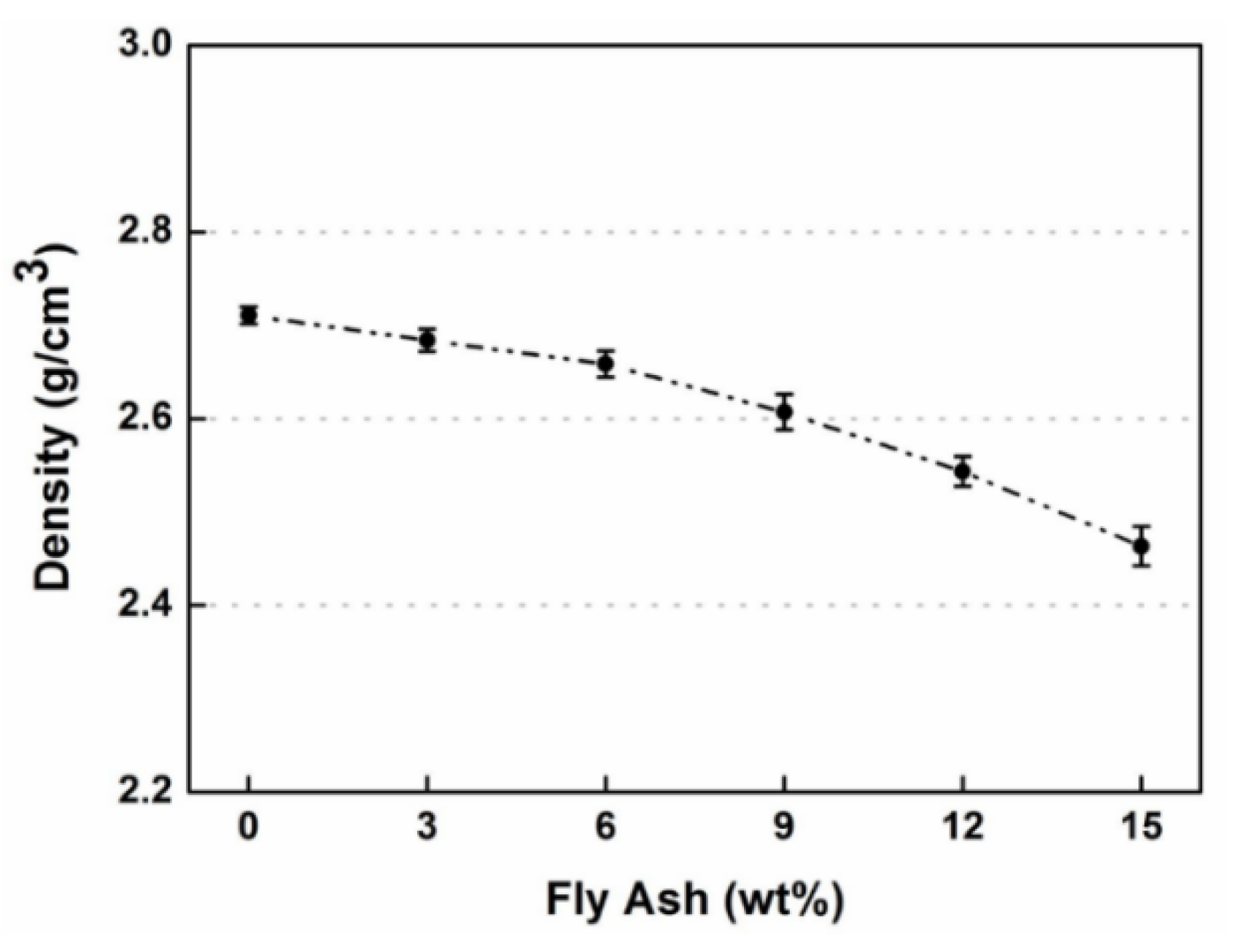
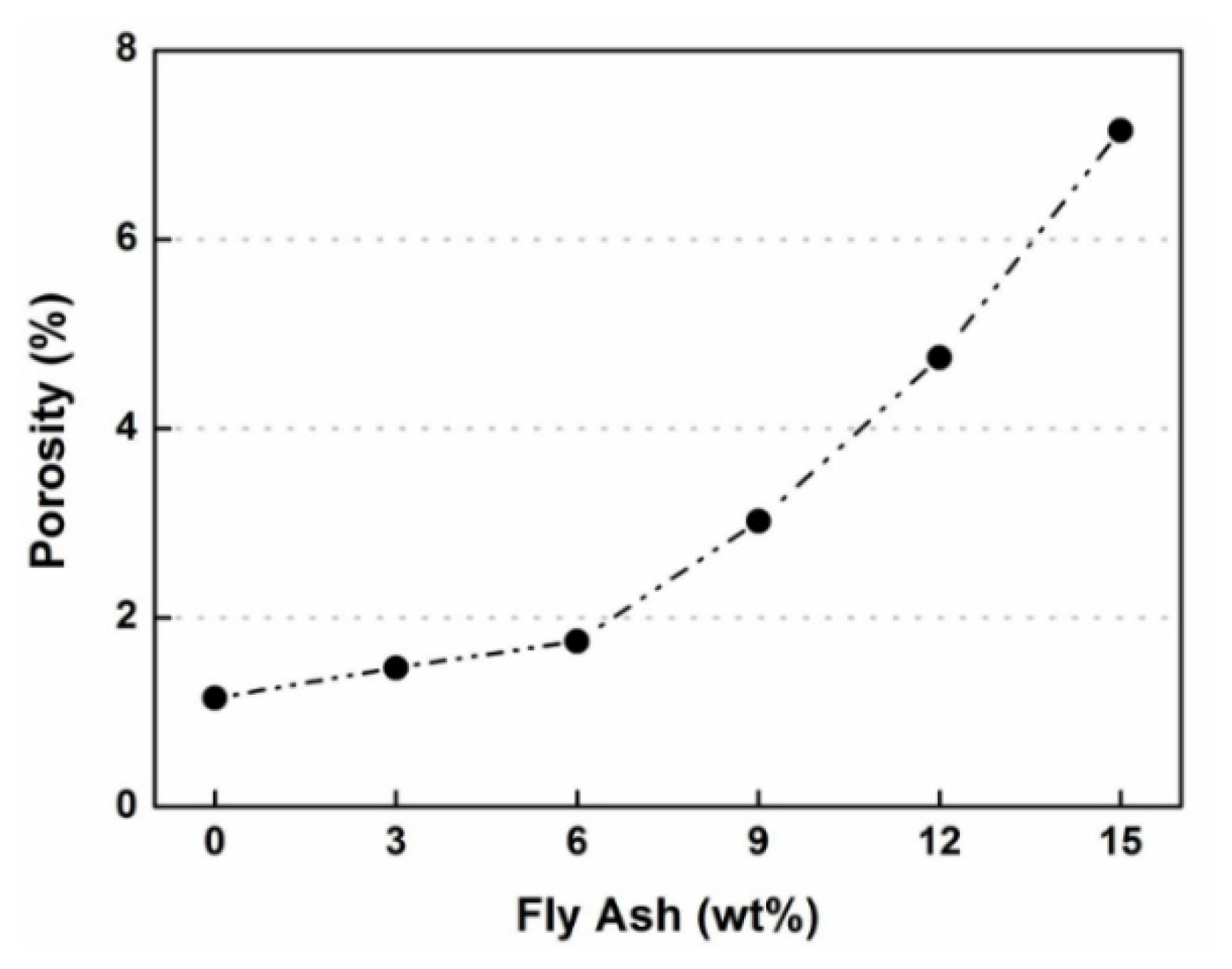
- The addition of fly ash can effectively reduce the density of ALFA composites. In this study, the Si content in the matrix might have reached the eutectic point (11.7 wt%), and the Si could no longer be reacted and reduced when the fly ash addition ratio exceeded 9 wt%, increasing the amount of unreacted hollow fly ash. In addition, the air entrained into the slurry during the stirring and pouring process caused the porosity to increase with increasing fly ash content. As the porosity increased, more void defects appeared in the composite, and the adverse effect on its mechanical properties was most significant.
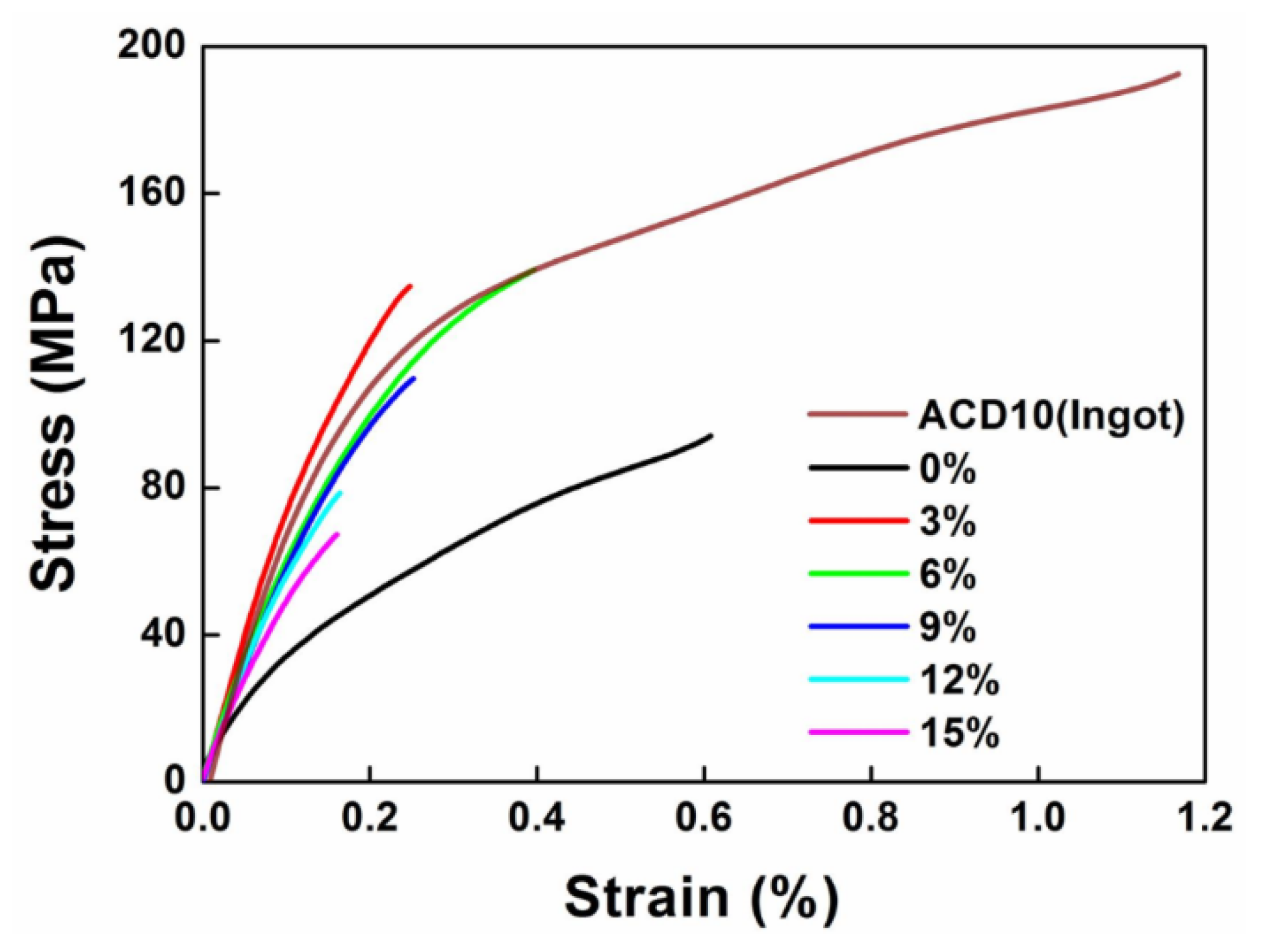
- When the fly ash content was higher than 9 wt%, the hollow fly ash and the air entrained by stirring could be discharged smoothly. Both hollow fly ash and air defects were observed, which led to a sharp decrease in the hardness and tensile strength of the ALFA composite.
- In this study, it was observed that the ALFA composite prepared by adding 6 wt% fly ash had the best properties. Its tensile strength, hardness, density, and elongation were 139 MPa, 101 BHN, 2.65 g/cm3, and 0.4%, respectively, which were approximately 49% higher, 7% higher, 2% lower, and 35% lower than those of the casting prepared with no fly ash addition at the same temperature of 800 °C for 30 h, respectively.
- Compared to other published articles, it was observed that when the addition of fly ash was less than 9%, the changing trends of density and hardness were consistent; however, when the addition of fly ash was more than 9%, the hardness dropped significantly, whereas the hardness obtained by pressure infiltration casting continued to increase. This is because the viscosity of the slurry increased when the addition amount exceeded 9 wt%, and the air entrained in the slurry made it difficult to dislodge during the stirring process, resulting in obvious pore defects and decreasing the surface hardness of the composite material.
- The general-purpose die-casting alloy ADC10 was used as the matrix alloy and an amount of Mg was added (contributing to the wettability of the aluminum matrix and fly ash). The Si content of the matrix can be increased using the Si reduced by the reaction of fly ash and aluminum, and the reinforcing phase Al2O3 is generated simultaneously. The strength and toughness of the strengthened matrix ADC10 can meet the requirements of automotive components without using the more expensive special die-casting alloys.
- The specific contribution of this study was not only to reduce industrial waste but also to create the value of waste reuse and improve the mechanical and physical properties of general products.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gupta, N.; Satyanarayana, K.G. The Solidification Processing of Metal Matrix Composites: The Rohatgi Symposium. JOM 2006, 58, 92–94. [Google Scholar]
- Gupta, M. Metal Matrix Composites—The Way Forward. Appl. Sci. 2020, 10, 3000. [Google Scholar] [CrossRef]
- Olaniran, O.; Uwaifo, O.; Bamidele, E.; Olaniran, B. An investigation of the mechanical properties of organic silica, bamboo leaf, and rice husk reinforced aluminum hybrid composites. Mater. Sci. Eng. Int. J. 2019, 3, 129–134. [Google Scholar]
- Bahrami, A.; Soltani, N.; Pech-Canul, M.I.; Soltani, S.; Gonazlez, L.A.; Gutierrez, C.A.; Tapp, J.; Moller, A.; Gurlo, A. Bilayer graded Al/B4C/rice husk ash composite: Wettability behavior, thermos-mechanical, and electrical properties. J. Compos. Mater. 2018, 52, 3745–3758. [Google Scholar]
- Pradeep, K.; Rohatgi, D.S. Low-cost, fly-containing aluminum-matrix composites. JOM 1994, 46, 55–59. [Google Scholar]
- Joseph, O.O.; Babaremu, K.O. Agricultural Waste as a Reinforcement Particulate for Aluminum Metal Matrix Composite (AMMCs): A Review. Fibers 2019, 7, 33. [Google Scholar]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R.; Bretotean, C.P. A study for advancement in application opportunities of aluminum metal matrix composites. Mater. Today Proc. 2020, 26, 2419–2424. [Google Scholar]
- Dinaharan, I.; Murugan, N.; Akinlabi, E.T. Friction Stir Processing Route for Metallic Matrix Composite Production. In Encyclopedia of Materials: Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 702–729. [Google Scholar]
- Nturanabo, F.; Masu, L.; Kirabira, J.B. Novel Applications of Aluminum Metal Matrix Composites. In Aluminum Alloys and Composites; IntechOpen: London, UK, 2019; pp. 3–41. [Google Scholar]
- Rajan, T.P.D.; Pillai, R.M.; Pai, B.C.; Satyanarayana, K.G.; Rohatgi, P.K. Fabrication and Characterization of Al–7Si–0.35 Mg/Fly Ash Metal Matrix Composites Processed by Different Stir Casting Routes. Compos. Sci. Technol. 2007, 67, 3369–3377. [Google Scholar]
- Huang, Z.Q.; Yu, S.R.; Li, M.Q. Microstructures and Compressive Properties of AZ91D/Fly-Ash Cenospheres Composites. Trans. Nonferrous Met. Soc. China 2010, 20, 458–462. [Google Scholar]
- Nagaraja, S.; Nagegowda, K.U.; Kumar, V.A.; Alamri, S.; Afzal, A.; Thakur, D.; Kaladgi, A.R.; Panchal, S.; Saleel, C.A. Influence of the Fly Ash Material Inoculants on the Tensile and Impact Characteristics of the Aluminum AA 5083/7.5SiC Composites. Materials 2021, 14, 2452. [Google Scholar] [CrossRef]
- Zhang, Q.; Zou, L.; Zhu, X.; Lin, Y.; Wu, G. Interfacial Microstructure of Cenosphere Fly Ash/Al Composites. Compos. Interfaces 2014, 21, 353–357. [Google Scholar] [CrossRef]
- Wu, G.H.; Dou, Z.Y.; Jiang, L.T.; Cao, J.H. Damping Properties of Aluminum Matrix–Fly Ash Composites. Mater. Lett. 2006, 60, 2945–2948. [Google Scholar] [CrossRef]
- Kumarasamy, S.P.; Vijayananth, K.; Thankachan, T.; Pudhupalayam Muthukutti, G. Investigations on mechanical and machinability behavior of aluminum/fly ash cenosphere/Gr hybrid composites processed through compocasting. J. Appl. Res. Technol. 2017, 15, 430–441. [Google Scholar] [CrossRef]
- Kumar, P.; Kumaran, S.; Rao, T.S.; Natarajan, S. High temperature sliding wear behavior of press-extruded AA6061/fly ash composite. Mater. Sci. Eng. A 2010, 527, 1501–1509. [Google Scholar] [CrossRef]
- Juang, S.H.; Fan, L.J.; Chang, H.S. Improving the Wear Resistance of Aluminum Fly Ash Composites by Multipass Friction Stir Processing. In Key Engineering Materials; Trans Tech Publications Ltd.: Zurich, Switzerland, 2015; Volume 642, pp. 55–59. [Google Scholar]
- Juang, S.H.; Xue, C.-S. Investigation of mechanical properties and microstructures of aluminum-fly ash composite processed by friction stirring. Mater. Sci. Eng. A 2015, 640, 314–319. [Google Scholar] [CrossRef]
- Kasar, A.K.; Gupta, N.; Rohatgi, P.K.; Menezes, P.L. A Brief Review of Fly Ash as Reinforcement for Composites with Improved Mechanical and Tribological Properties. JOM 2020, 72, 2340–2351. [Google Scholar] [CrossRef]
- Rohtagi, P.K.; Weiss, D.; Gupta, N. Applications of Fly Ash in Synthesizing Low Cost Metal Matrix Composites for Automotive and Other Engineering Applications. JOM 2006, 58, 71–76. [Google Scholar] [CrossRef]
- Stojanović, B.; Ivanović, L. Application of aluminum hybrid composites in automotive industry. Teh. Vjesn. 2015, 22, 247–251. [Google Scholar] [CrossRef] [Green Version]
- Stojanović, B.; Epler, I. Application of aluminum and aluminum alloys in engineering. Appl. Eng. Lett. 2018, 3, 52–62. [Google Scholar] [CrossRef]
- Adebisi, A.A.; Maleque, M.; Rahman, P.D.M.M. Metal Matrix Composite Brake Rotor: Historical Development and Product Life Cycle Analysis. Int. J. Automot. Mech. Eng. 2011, 4, 471–480. [Google Scholar] [CrossRef]
- Imran, M.; Khan, A.A. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Hrairi, M.; Ahmed, M.; Nimir, Y. Compaction of Fly Ash–Aluminum Alloy Composites and Evaluation of Their Mechanical and Acoustic Properties. Adv. Powder Technol. 2009, 20, 548–553. [Google Scholar] [CrossRef]
- Surappa, S.M.K. Dry Sliding Wear of Fly Ash Particle Reinforced A356 Al Composites. Wear 2008, 265, 349–360. [Google Scholar]
- Rickard, W.D.A.; Williams, R.; Temuujin, J.; van Riessen, A. Assessing the Suitability of Three Australian Fly Ashes as an Aluminosilicate Source for Geopolymers in High Temperature Applications. Mater. Sci. Eng. A 2011, 528, 3390–3397. [Google Scholar] [CrossRef]
- Seetharaman, S.; Subramanian, J.; Singh, R.A.; Wong, W.L.E.; Nai, M.L.S.; Gupta, M. Mechanical Properties of Sustainable Metal Matrix Composites: A Review on the Role of Green Reinforcements and Processing Methods. Technologies 2022, 10, 32. [Google Scholar] [CrossRef]
- Bahrami, A.; Soltani, N.; Pech-Canut, M.I.; Gutierrez, C.A. Development of metal-matrix composites from industrial/agricultural waste materials and their derivatives. Crit. Rev. Environ. Sci. Technol. 2016, 46, 143–208. [Google Scholar] [CrossRef]
- SGS Taiwan Ltd. Test Report; SGS Taiwan Ltd.: Taipei, Taiwan, 2017. [Google Scholar]
- Dinaharan, I.; Akinlabi, E.T. Low cost metal matrix composites based on aluminum, magnesium, and copper reinforced with fly ash prepared using friction stir processing. Compos. Commun. 2018, 9, 22–26. [Google Scholar] [CrossRef]
- Dinaharan, I.; Nelson, R.; Vijay, S.J.; Akinlabi, E.T. Microstructure and wear characterization of aluminum matrix composites reinforced with industrial waste fly ash particulates synthesized by friction stir processing. Mater. Charact. 2016, 118, 149–158. [Google Scholar] [CrossRef]
- Fan, L.-J.; Juang, S.H. Reaction effect of fly ash with Al–3Mg melt on the microstructure and hardness of aluminum matrix composites. Mater. Des. 2016, 89, 941–949. [Google Scholar] [CrossRef]
- Malaki, M.; Fadaei Tehrani, A.; Niroumand, B.; Gupta, M. Wettability in Metal Matrix Composites. Metals 2021, 11, 1034. [Google Scholar] [CrossRef]
- Dey, A.; Pandey, K.M. Characterization of fly ash and its reinforcement effect on metal matrix composites: A review. Rev. Adv. Mater. Sci. 2016, 44, 168–181. [Google Scholar]
- Surappa, S.M.K. Synthesis of Fly Ash Particle Reinforced A356 Al Composites and Their Characterization. Mater. Sci. Eng. A 2008, 480, 117–124. [Google Scholar]
- Barandehfard, F.; Aluha, J.; Hekmat-Ardakan, A.; Gitzhofer, F. Improving Corrosion Resistance of Aluminosilicate Refractories towards Molten Al-Mg Alloy Using Non-Wetting Additives: A Short Review. Materials 2020, 13, 4078. [Google Scholar] [CrossRef] [PubMed]
- Myriounis, D.P.; Hasan, S.T.; Matikas, T.E. Microdeformation behavior of Al-SiC metal matrix composites. Compos. Interfaces 2008, 15, 495–514. [Google Scholar] [CrossRef] [Green Version]
- Kumar, V.; Gupta, R.D.; Batra, N.K. Comparison of Mechanical Properties and Effect of Sliding Velocity on Wear Properties of Al 6061, Mg 4%, Fly Ash and Al 6061, Mg 4%, Graphite 4%, Fly Ash Hybrid Metal Matrix Composite. Procedia Mater. Sci. 2014, 6, 1365–1375. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | SiO2 | Al2O3 | Fe2O3 | L.O.I. | Moisture | Others |
|---|---|---|---|---|---|---|
| Original fly ash | 58.9 | 25.5 | 4.93 | 4.10 | 0.2 | Bal. |
| Treated fly ash | 68.0 | 26.9 | 2.90 | 0.2 | 0.1 | Bal. |
| JIS | Si | Cu | Mg | Zn | Fe | Mn | Ni | Sn | Al | Cr | Ti | Ca | Pb | Zr |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ADC10 | 8.755 | 2.290 | 0.230 | 0.778 | 1.448 | 0.177 | 0.037 | 0.032 | 86.130 | 0.061 | 0.028 | 0.001 | 0.029 | 0.004 |
| Ingot Number | ADC10 | Mg | Fly Ash |
|---|---|---|---|
| 1 | 98 | 2 | 0 |
| 2 | 95 | 2 | 3 |
| 3 | 92 | 2 | 6 |
| 4 | 89 | 2 | 9 |
| 5 | 86 | 2 | 12 |
| 6 | 83 | 2 | 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Juang, S.H.; Li, C.-F. Influence of Different Addition Ratios of Fly Ash on Mechanical Properties of ADC10 Aluminum Matrix Composites. Metals 2022, 12, 653. https://doi.org/10.3390/met12040653
Juang SH, Li C-F. Influence of Different Addition Ratios of Fly Ash on Mechanical Properties of ADC10 Aluminum Matrix Composites. Metals. 2022; 12(4):653. https://doi.org/10.3390/met12040653
Chicago/Turabian StyleJuang, Shueiwan Henry, and Ching-Feng Li. 2022. "Influence of Different Addition Ratios of Fly Ash on Mechanical Properties of ADC10 Aluminum Matrix Composites" Metals 12, no. 4: 653. https://doi.org/10.3390/met12040653