
Influence of Laser Polishing on the Material Properties of Aluminium L-PBF Components

 , ,
, ,
Abstract
:1. Introduction
2. Applied Methods and Experimental Design
2.1. Material and Samples
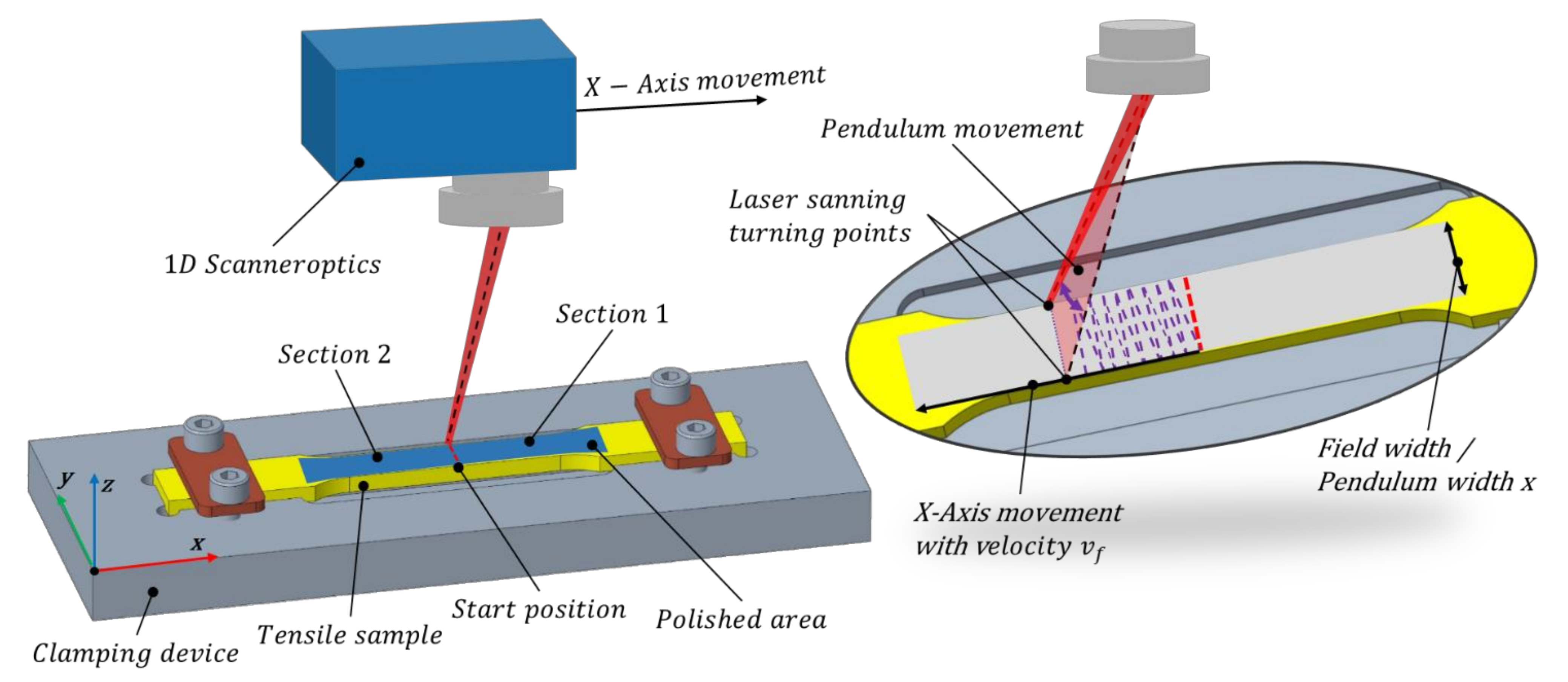
2.2. Applied Laser Polishing Setup
2.3. Used Process Parameters for Laser Polishing
2.4. Measurement Devices and Evaluation Methods
3. Results and Discussion
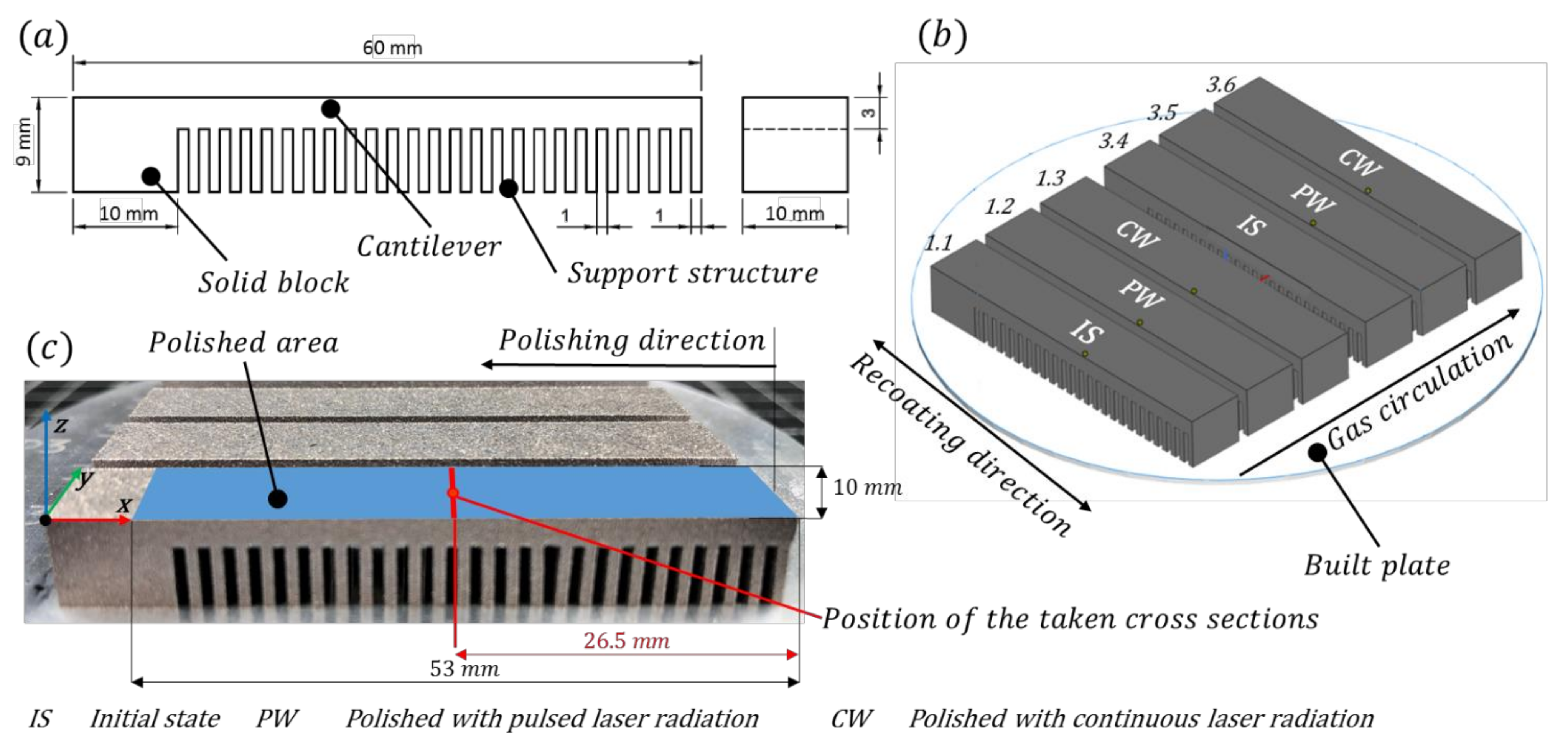
3.1. Influence of Laser Polishing on the Internal Stress and Distortion
3.1.1. Analyzation of the Remelting Zone
3.1.2. Microstructure and Hardness
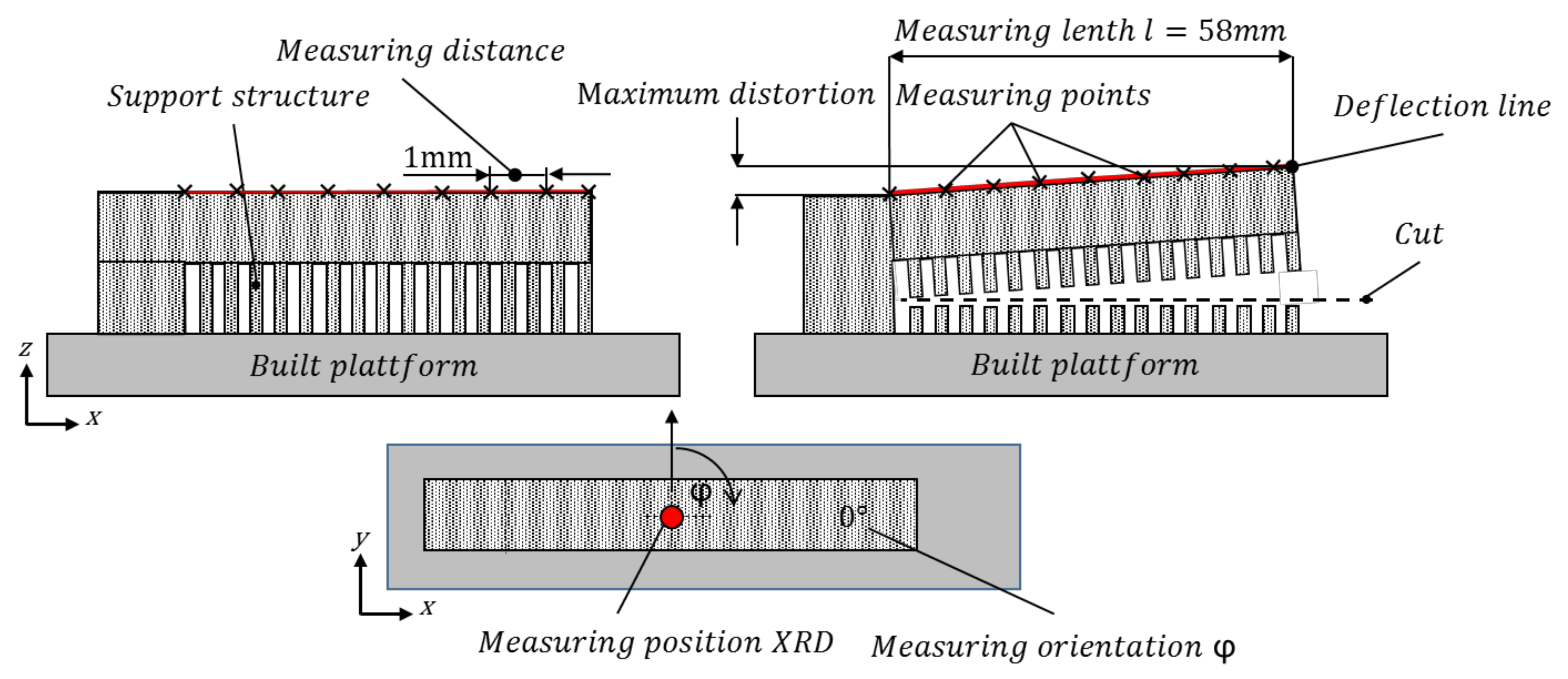
3.1.3. Analyzation of Residual Stresses and Distortions
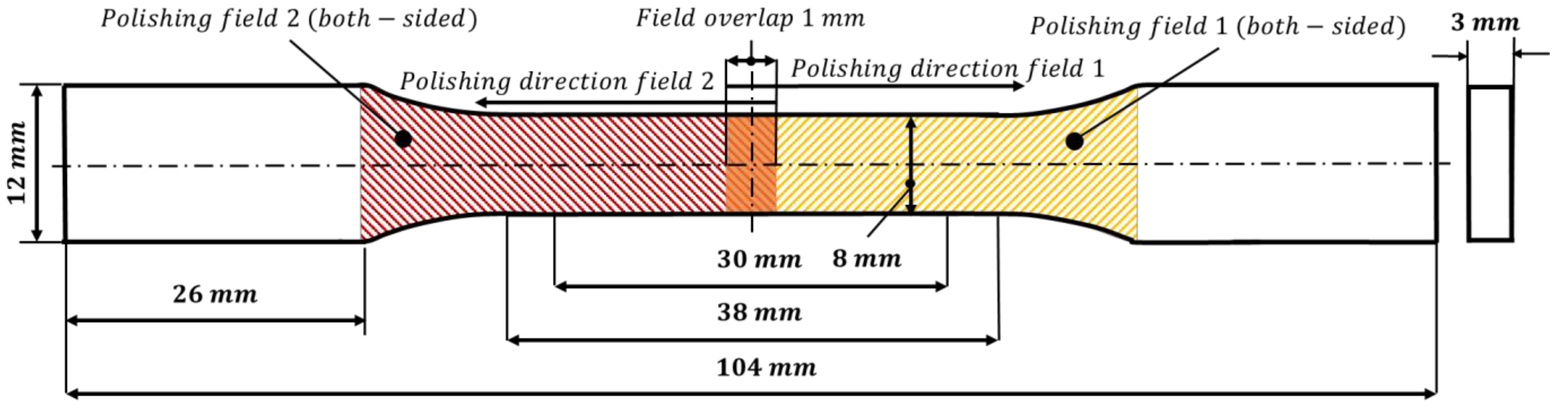
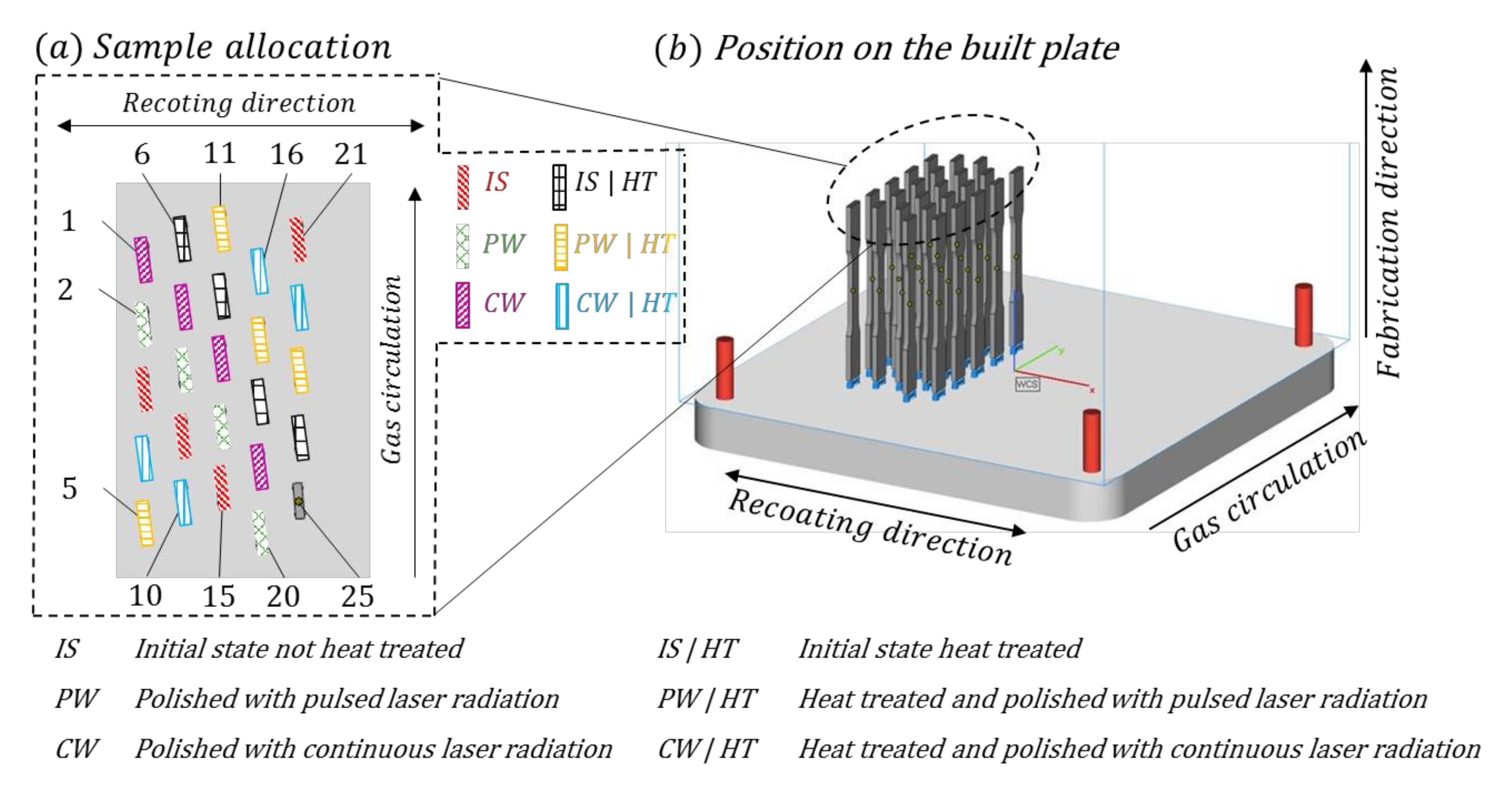
3.2. Mechanical Properties Affected by Laser Polishing
3.2.1. Analyzation of the Remelting Zone
3.2.2. Tensile Strength and Fracture Strain
3.3. Comparison and Classification of Laser Polishing as a Surface Treatment Method for AM Parts
4. Conclusions
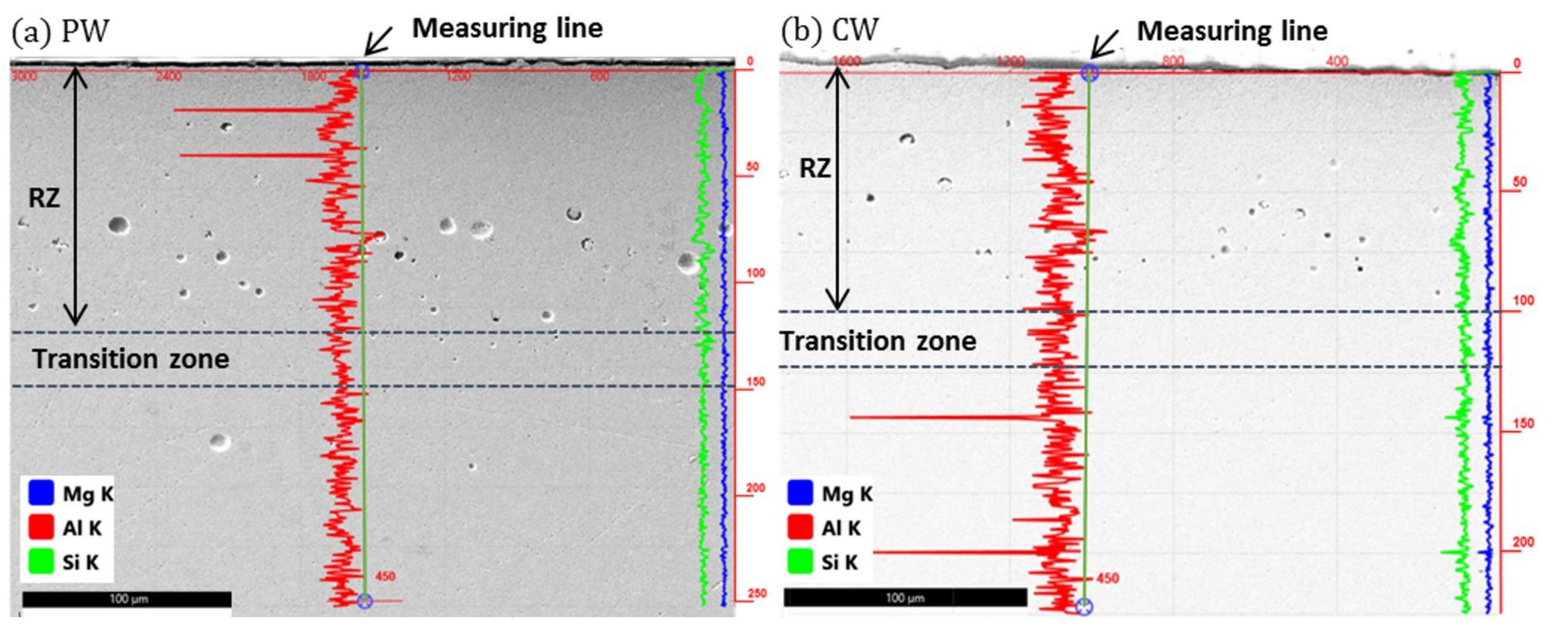
- The chemical composition of the remelting zone is unaltered and homogeneous compared to the untreated specimens and the bulk material.
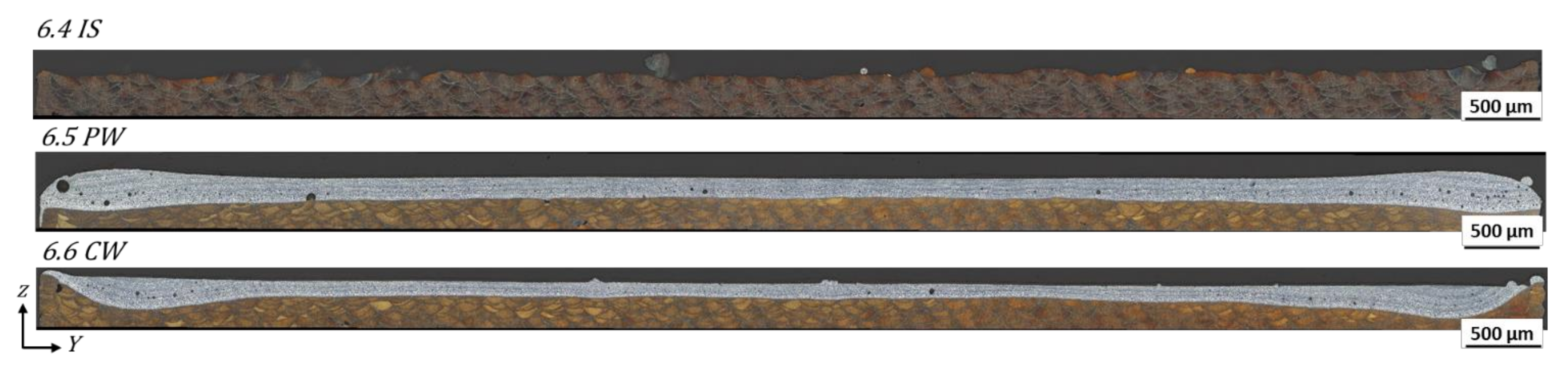
- Due to larger melt pools and slower cooling rates, the remelting zone exhibits a considerably coarser eutectic microstructure in comparison to the L-PBF initial state.
- Due to high pulse and track overlaps, which causes recurrent melting, a layered microstructure within the remelting zone occurs that is distinct from the one at the transition and heat affected zones close to the remelting borders.
- Laser polishing causes a change from predominantly lamellar grains to uniform grains and a changed orientation independent of the laser operation modes. The average grain size in the remelting zone is comparable to the L-PBF base material. With both laser operation modes, an area at the border of the remelting zone with a smaller grain size of less than 10 µm, comparable to the remelting borders of the L-PBF weld tracks, is formed. Sporadic epitaxial grain growth can be seen between the initial L-PBF material and the remelting zone.
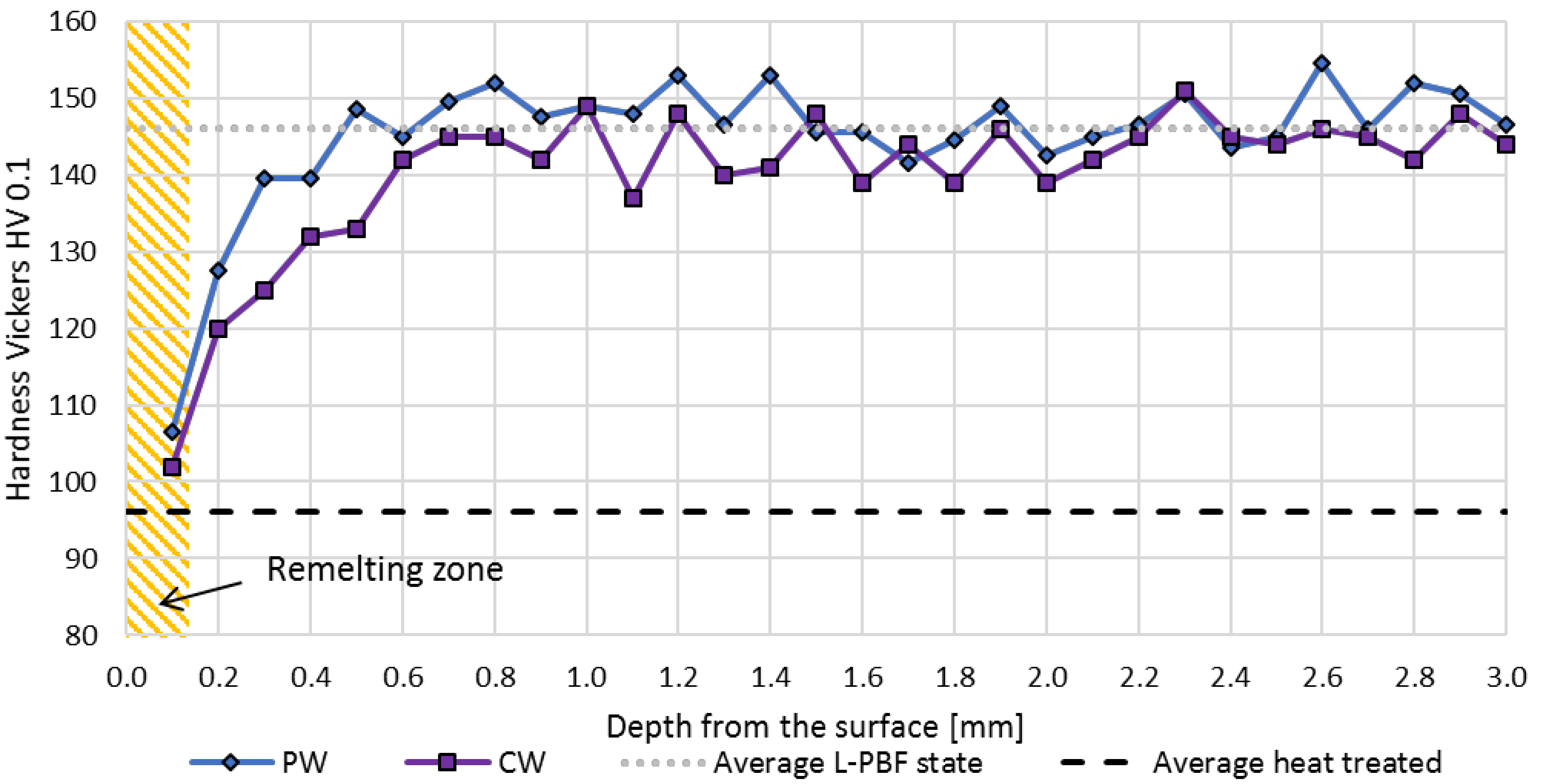
- The material hardness of 146 HV 0.1 measured on samples in the initial L-PBF state, manufactured without pre-heating of the built platform, is reduced by 28.8–30.1% within the surface near the remelting zone. Polishing after annealing increases hardness to values above the ones measured in the remelting zone without any heat treatment.
- Within the heat affected zone underneath the remelting zone, a zone with reduced hardness values extends four to six times of the remelting depth.
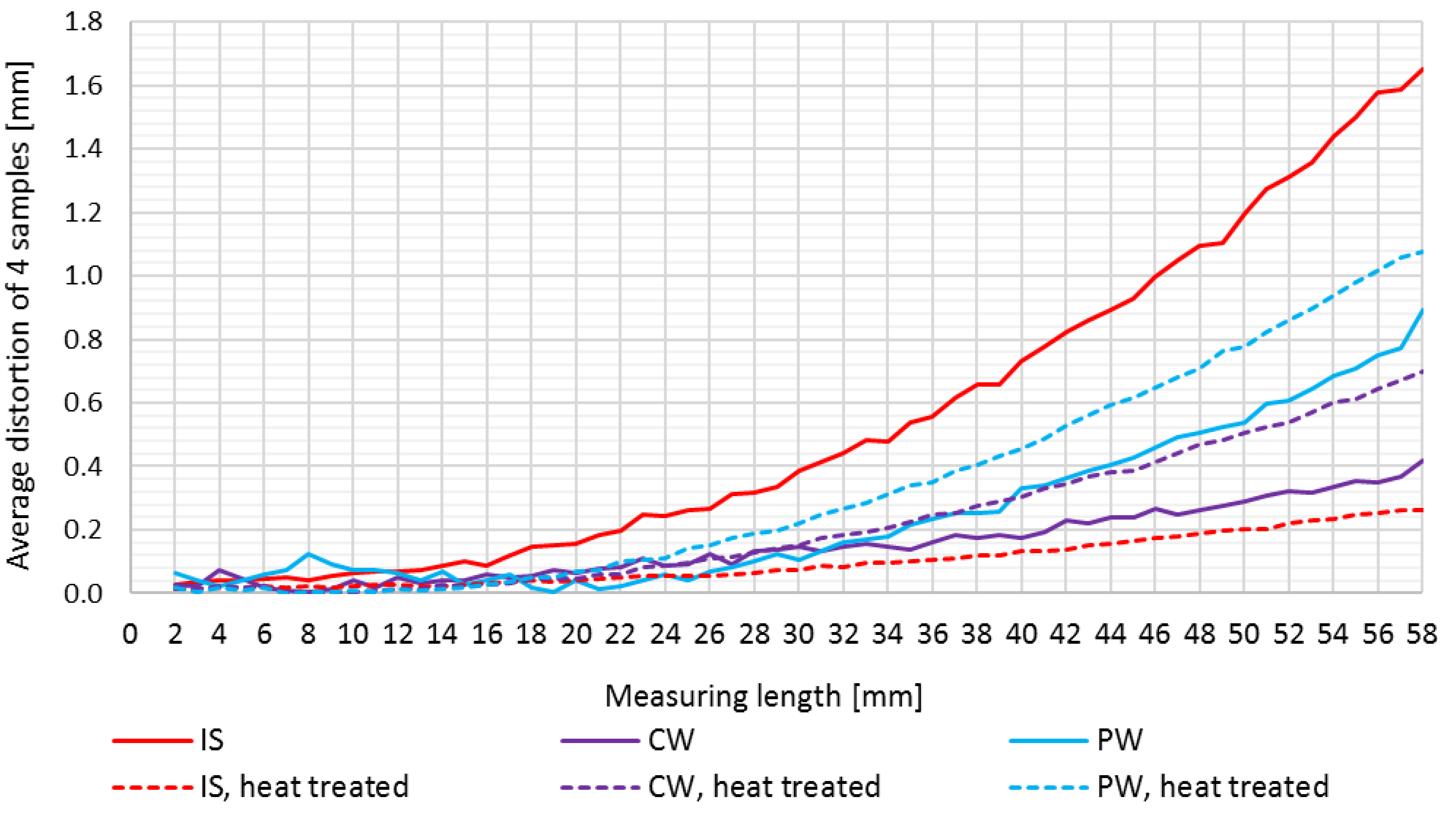
- Starting from the initial L-PBF state with a high internal stress of 118–162 MPa, laser polishing results in a reduction in the residual stresses and, thus, the resulting distortions. With a max. displacement of 0.89 mm, polished with pulsed laser radiation, and 0.42 mm with continuous laser radiation, the resulting deformation is reduced by a factor of 2–4 compared to the L-PBF state, exhibiting 1.64 mm. In turn, polishing after stress relief treatment (with residual internal stress below 10 MPa close to the surface) introduces residual stresses and, hence, distortions due to the shrinkage of the remelting zone.
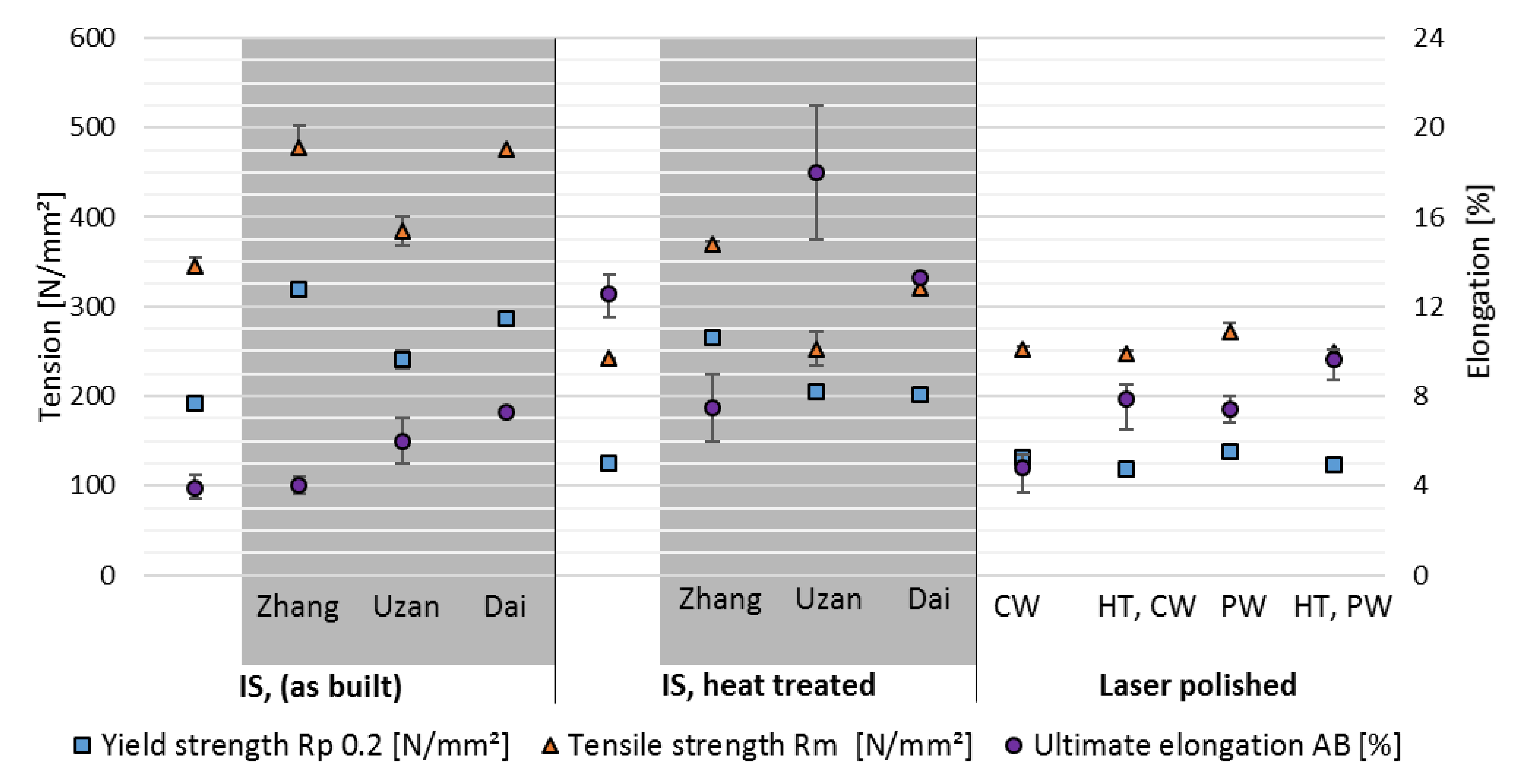
- Yield strength after laser polishing is Rp0.2 = 131–138 N/mm2 and tensile strength Rm is 252–271 N/mm2. Hence, laser polishing results in comparable values to annealing of the L-PBF initial state.
- Starting from the L-PBF initial state, the ultimate elongation AB is increased by means of laser polishing from 3.9% to 4.8–7.4%. Due to the introduction of surface near a relative porosity of 3.5% (PW) and 8.7% (CW) within the remelting zone, polishing after previous heat treatment causes a reduction in the ultimate elongation from 12.6% to 7.9% after CW polishing and 9.6% after PW polishing.
- The mechanical performance after laser polishing is mainly influenced by the hardness reduction over the complete profile, the increased surface near porosity, and the coarsening of the microstructure. Improvements in the surface roughness by laser polishing and, hence, a decrease in notch stress originating at the surface have subordinate influences at parts with a material thickness of less than 3 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Maximum Distortion at the Frontside (mm) | Average of 4 Specimens | Minimum | Maximum |
|---|---|---|---|
| IS | 1.64 | 1.59 | 1.69 |
| IS, heat treated | 0.26 | 0.22 | 0.30 |
| CW | 0.42 | 0.03 | 0.77 |
| CW, heat treated | 0.70 | 0.52 | 0.90 |
| PW | 0.89 | 0.66 | 1.12 |
| PW, heat treated | 1.08 | 0.75 | 1.44 |
| State | Yield Strength Rp 0.2 (N/mm2) | Tensile Strength Rm (N/mm2) | Ultimate Elongation AB (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Average | Min | Max | Average | Min | Max | Average | Min | Max | |
| IS | 192 | 188 | 195 | 346 | 337 | 355 | 3.9 | 3.4 | 4.5 |
| IS, heat treated | 125 | 122 | 127 | 242 | 241 | 243 | 12.6 | 11.5 | 13.4 |
| CW | 131 | 127 | 134 | 252 | 248 | 256 | 4.8 | 3.7 | 5.4 |
| CW, heat treated | 119 | 117 | 121 | 247 | 242 | 250 | 7.9 | 6.5 | 8.5 |
| PW | 138 | 134 | 144 | 271 | 263 | 281 | 7.4 | 6.8 | 8.0 |
| PW, heat treated | 123 | 121 | 124 | 249 | 244 | 252 | 9.6 | 8.7 | 10.1 |
References
- Sert, E.; Öchsner, A.; Hitzler, L.; Werner, E.; Merkel, M. Additive manufacturing: A review of the influence of building orientation and post heat treatment on the mechanical properties of aluminium alloys. In State of the Art and Future Trends in Material Modeling; Altenbach, H., Öchsner, A., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 349–366. ISBN 978-3-030-30355-6. [Google Scholar]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 12004. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Lietaert, K.; Neirinck, B.; Lippiatt, N.; Wevers, M. CoCr F75 scaffolds produced by additive manufacturing: Influence of chemical etching on powder removal and mechanical performance. J. Mech. Behav. Biomed. Mater. 2017, 70, 60–67. [Google Scholar] [CrossRef] [PubMed]
- Hassanin, H.; Elshaer, A.; Benhadj-Djilali, R.; Modica, F.; Fassi, I. Surface finish improvement of additive manufactured metal parts. In Micro and Precision Manufacturing; Gupta, K., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 145–164. ISBN 978-3-319-68801-5. [Google Scholar]
- Lee, J.-Y.; Nagalingam, A.P.; Yeo, S.H. A review on the state-of-the-art of surface finishing processes and related ISO/ASTM standards for metal additive manufactured components. Virtual Phys. Prototyp. 2021, 16, 68–96. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Mack, F.; Öchsner, A. Non-destructive evaluation of AlSi10Mg prismatic samples generated by selective laser melting: Influence of manufacturing conditions. Mater. Sci. Eng. Technol. 2016, 47, 564–581. [Google Scholar] [CrossRef] [Green Version]
- Yasa, E.; Kruth, J.-P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Heine, B.; Mack, F.; Hall, W.; Öchsner, A. Direction and location dependency of selective laser melted AlSi10Mg specimens. J. Mater. Process. Technol. 2017, 243, 48–61. [Google Scholar] [CrossRef]
- Hitzler, L.; Sert, E.; Merkel, M.; Öchsner, A.; Werner, E. Fracture toughness and fatigue strength of selective laser melted aluminium–silicon: An overview. In TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings; Springer International Publishing: Cham, Switzerland, 2019; pp. 407–412. ISBN 978-3-030-05860-9. [Google Scholar]
- Willenborg, E. Polieren von Werkzeugstählen mit Laserstrahlung. Ph.D. Thesis, Technical University Aachen, Aachen, Germany, 2005. [Google Scholar]
- Nüsser, C.; Kumstel, J.; Kiedrowski, T.; Diatlov, A.; Willenborg, E. Process- and Material-Induced Surface Structures during Laser Polishing. Adv. Eng. Mater. 2015, 17, 268–277. [Google Scholar] [CrossRef]
- McDonald, M.W.; Gora, W.S.; Stevenson, S.G.; Weston, N.J.; Hand, D.P. Practical implementation of laser polishing on additively manufactured metallic components. J. Laser Appl. 2020, 32, 42019. [Google Scholar] [CrossRef]
- Yung, K.C.; Wang, W.J.; Xiao, T.Y.; Choy, H.S.; Mo, X.Y.; Zhang, S.S.; Cai, Z.X. Laser polishing of additive manufactured CoCr components for controlling their wettability characteristics. Surf. Coat. Technol. 2018, 351, 89–98. [Google Scholar] [CrossRef]
- Richter, B.; Blanke, N.; Werner, C.; Vollertsen, F.; Pfefferkorn, F.E. Effect of Initial Surface Features on Laser Polishing of Co-Cr-Mo Alloy Made by Powder-Bed Fusion. JOM 2019, 71, 912–919. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Z.; Guan, Y. Thermodynamics analysis and rapid solidification of laser polished Inconel 718 by selective laser melting. Appl. Surf. Sci. 2020, 511, 145423. [Google Scholar] [CrossRef]
- Temmler, A.; Pirch, N.; Luo, J.; Schleifenbaum, J.H.; Häfner, C.L. Numerical and experimental investigation on formation of surface structures in laser remelting for additive-manufactured Inconel 718. Surf. Coat. Technol. 2020, 403, 126370. [Google Scholar] [CrossRef]
- Breidenstein, B.; Brenne, F.; Wu, L.; Niendorf, T.; Denkena, B. Effect of Post-Process Machining on Surface Properties of Additively Manufactured H13 Tool Steel. HTM 2018, 73, 173–186. [Google Scholar] [CrossRef]
- Černašėjus, O.; Škamat, J.; Markovič, V.; Višniakov, N.; Indrišiūnas, S. Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary Study. Adv. Mater. Sci. Eng. 2019, 2019, 7029471. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.-H.; Wang, B.; Ma, C.-P.; Fang, Z.-H.; Chen, L.-F.; Guan, Y.-C.; Yang, S.-F. Material Characterization, Thermal Analysis, and Mechanical Performance of a Laser-Polished Ti Alloy Prepared by Selective Laser Melting. Metals 2019, 9, 112. [Google Scholar] [CrossRef] [Green Version]
- Yuan, J.; Liang, L.; Lin, G. Study on processing characteristics and mechanisms of thermally assisted laser materials processing. Surf. Coat. Technol. 2019, 378, 124946. [Google Scholar] [CrossRef]
- Marimuthu, S.; Triantaphyllou, A.; Antar, M.; Wimpenny, D.; Morton, H.; Beard, M. Laser polishing of selective laser melted components. Int. J. Mach. Tools Manuf. 2015, 95, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Richter, B.; Zhang, X.; Bertsch, K.B.; Thoma, D.J.; Pfefferkorn, F.E. Effect of laser polishing on the microstructure and mechanical properties of stainless steel 316L fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2021, 802, 140579. [Google Scholar] [CrossRef]
- Obeidi, M.A.; McCarthy, E.; O’Connell, B.; Ul Ahad, I.; Brabazon, D. Laser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser Melting. Materials 2019, 12, 991. [Google Scholar] [CrossRef] [Green Version]
- Schanz, J.; Hofele, M.; Hitzler, L.; Merkel, M.; Riegel, H. Laser Polishing of Additive Manufactured AlSi10Mg Parts with an Oscillating Laser Beam. In Machining, Joining and Modifications of Advanced Materials; Öchsner, A., Altenbach, H., Eds.; Springer: Singapore, 2016; pp. 159–169. ISBN 978-981-10-1081-1. [Google Scholar]
- Hofele, M.; Schanz, J.; Roth, A.; Harrison, D.K.; de Silva, A.; Riegel, H. Process parameter dependencies of continuous and pulsed laser modes on surface polishing of additive manufactured aluminium AlSi10Mg parts. Mater. Sci. Eng. Technol. 2021, 52, 409–432. [Google Scholar] [CrossRef]
- El Hassanin, A.; Obeidi, M.A.; Scherillo, F.; Brabazon, D. CO2 laser polishing of laser-powder bed fusion produced AlSi10Mg parts. Surf. Coat. Technol. 2021, 419, 127291. [Google Scholar] [CrossRef]
- Bhaduri, D.; Ghara, T.; Penchev, P.; Paul, S.; Pruncu, C.I.; Dimov, S.; Morgan, D. Pulsed laser polishing of selective laser melted aluminium alloy parts. Appl. Surf. Sci. 2021, 558, 149887. [Google Scholar] [CrossRef]
- Schanz, J.; Hofele, M.; Ruck, S.; Schubert, T.; Hitzler, L.; Schneider, G.; Merkel, M.; Riegel, H. Metallurgical investigations of laser remelted additively manufactured AlSi10Mg parts. Mater. Sci. Eng. Technol. 2017, 48, 463–476. [Google Scholar] [CrossRef]
- Hofele, M.; Roth, A.; Schanz, J.; Neuer, J.; Harrison, D.K.; de Silva, A.K.M.; Riegel, H. Laser Polishing of Additive Manufactured Aluminium Parts by Modulated Laser Power. Micromachines 2021, 12, 1332. [Google Scholar] [CrossRef] [PubMed]
- DIN EN 1706:2021-10; Aluminium and Aluminium Alloys—Castings—Chemical Composition and Mechanical Properties. Beuth Verlag GmbH: Berlin, Germany, 2021.
- Kruth, J.-P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Uzan, N.E.; Shneck, R.; Yeheskel, O.; Frage, N. Fatigue of AlSi10Mg specimens fabricated by additive manufacturing selective laser melting (AM-SLM). Mater. Sci. Eng. A 2017, 704, 229–237. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D.; Zhang, H.; Zhang, J.; Du, Y.; Zhao, T.; Hong, C.; Gasser, A.; Poprawe, R. Heat-induced molten pool boundary softening behavior and its effect on tensile properties of laser additive manufactured aluminum alloy. Vacuum 2018, 154, 341–350. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Liao, H.; Cheng, Y.; Hu, Z.; Zeng, X. Effect of heat treatments on fatigue property of selective laser melting AlSi10Mg. Int. J. Fatigue 2018, 116, 513–522. [Google Scholar] [CrossRef]
- Hofele, M.; Neuer, J.; Lindenberger-Ullrich, M.; Schanz, J.; Harrison, D.K.; De Silva Anjali, K.M.; Riegel, H. Laser cleaning as a productive surface post-treatment method for L-PBF parts. In Proceedings of the Lasers in Manufacturing Conference 2021, Virtual, 21–24 June 2021. [Google Scholar]
- DIN EN ISO 4288:1997-04; Geometrische Produktspezifikationen (GPS) Oberflächenbeschaffenheit: Tastschnittverfahren Regeln und Verfahren für die Beurteilung der Oberflächenbeschaffenheit. Beuth Verlag GmbH: Berlin, Germany, 1997.
- ISO 6507-1:2018; Metallische Werkstoffe—Härteprüfung nach Vickers–Teil 1: Prüfverfahren. Deutsches Institut für Normung: Berlin, Germany, 2018.
- ISO 6892-1:2016; Metallische Werkstoffe—Zugversuch: Teil 1: Prüfverfahren bei Raumtemperatur. Deutsches Institut für Normung: Berlin, Germany; Beuth Verlag GmbH: Berlin, Germany, 2016.
- Hitzler, L.; Hafenstein, S.; Mendez Martin, F.; Clemens, H.; Sert, E.; Öchsner, A.; Merkel, M.; Werner, E. Heat Treatments and Critical Quenching Rates in Additively Manufactured Al-Si-Mg Alloys. Materials 2020, 13, 720. [Google Scholar] [CrossRef] [Green Version]
- Ketzer-Raichle, G.; Schubert, T.; Bernthaler, T.; Schneider, G. Characteristics of Microstructural Formations Occurring in Additively Manufactured Materials. Pract. Metallogr. 2019, 56, 230–245. [Google Scholar] [CrossRef]
- SLM Solutions Group AG. Material Data Sheet Al-Alloy AISi10Mg/EN AC-43000/EN AC-AISi10Mg; SLM Solutions Group AG: Lübeck, Germany, 2019; Available online: https://www.slm-solutions.com/fileadmin/Content/Powder/MDS/MDS_Al-Alloy_AlSi10Mg_0520_EN.pdf (accessed on 12 June 2019).

















| State | Chemical Composition of AlSi10Mg (%) | ||||||
|---|---|---|---|---|---|---|---|
| Al | Si | Mg | Fe | Mn | Cu | Others | |
| DIN ISO 1706 | Residual | 9.0–11.0 | 0.20–0.45 | <0.55 | 0.45 | <0.05 | <0.55 |
| Powder | 89.52 | 9.90 | 0.37 | 0.10 | <0.01 | <0.01 | <0.12 |
| Printed part | 88.73 | 10.77 | 0.29 | 0.12 | <0.01 | 0.05 | 0.04 |
| Built Job | Heat Treatment | Sample No. | Laser Treatment | Label | Investigations |
|---|---|---|---|---|---|
| 1 | No | 1.1; 1.4 | no | IS | Surface roughness, Distortion |
| 1.2; 1.5 | pw-polished | CW | |||
| 1.3; 1.6 | cw-polished | PW | |||
| 2 | No | 2.1; 2.4 | cw-polished | CW | |
| 2.2; 2.5 | pw-polished | PW | |||
| 2.3; 2.6 | no | IS | |||
| 3 | Yes | 3.1; 3.4 | no | IS, heat treated | |
| 3.2; 3.5 | pw-polished | CW, heat treated | |||
| 3.3; 3.6 | cw-polished | PW, heat treated | |||
| 4 | Yes | 4.1; 4.4 | no | IS, heat treated | |
| 4.2; 4.5 | pw-polished | CW, heat treated | |||
| 4.3; 4.6 | cw-polished | PW, heat treated | |||
| 5 | Yes | 5.1; 5.4 | no | IS, heat treated | Remelting depth, Micro structure, Hardness, Chemical composition, Residual stress (XRD) |
| 5.2; 5.5 | pw-polished | CW, heat treated | |||
| 5.3; 5.6 | cw-polished | PW, heat treated | |||
| 6 | No | 6.1; 6.4 | no | IS | |
| 6.2; 6.5 | pw-polished | CW | |||
| 6.3; 6.6 | cw-polished | PW |
| Process Parameter | Cantilever Tests | Tensile Tests | ||
|---|---|---|---|---|
| Pulsed Mode (PW) | Continuous Mode (CW) | Pulsed Mode (PW) | Continuous Mode (CW) | |
| Laser power Pl (W) | 1700 | - | 1700 | |
| Average laser power Plavg (W) | 510 | 1000 | 510 | 1200 |
| Pulse duration tp (ms) | 0.3 | - | 0.3 | - |
| Pulse frequency f (Hz) | 1000 | - | 1000 | - |
| Focal position z (mm) | 12 | |||
| Laser beam diameter dl (µm) | 1298 | |||
| Laser beam intensity Iavg (W/mm2) | 1285 | 756 | 1285 | 907 |
| Pendulum frequency fscan (Hz) | 10 | 50 | 10 | 50 |
| Average pulse overlap POavg (%) | 84.6 | - | 84.6 | - |
| Axis velocity vf (mm/min) | 40 | 200 | 40 | 200 |
| Track overlap TO (%) | 94.9 | 93.7 | 94.9 | 93.7 |
| Energy density ED (J/mm2) | 76.5 | 30 | 76.5 | 36 |
| Process gas | Argon | |||
| Oxygen content (ppm) | 50 | |||
| Roughness | Initial L-PBF State | CW Polished | PW Polished | ||
|---|---|---|---|---|---|
| Ra | Ra | Percental Reduction | Ra | Percental Reduction | |
| Average | 8.68 µm | 2.56 µm | 70.5% | 0.87 µm | 90.0% |
| Min | 6.58 µm | 1.28 µm | 0.60 µm | ||
| Max | 14.23 µm | 4.74 µm | 1.13 µm | ||
| State | Average | Min | Max |
|---|---|---|---|
| Initial L-PBF state (as built) | 145.8 | 142.0 | 150.0 |
| IS, heat treated | 96.4 | 94.3 | 99.4 |
| CW polished | 102.0 | 95.9 | 108.0 |
| CW polished, heat treated | 116.0 | 109.0 | 124.0 |
| PW-polished | 103.8 | 97.8 | 115.0 |
| PW polished, heat treated | 114.9 | 111.0 | 118.0 |
| Average Weight % | LPBF Initial State | Remelting Zone CW Polished | Remelting Zone PW Polished |
|---|---|---|---|
| Al | 88.2–88.6 | 87.8 | 88.9 |
| Si | 10.0–10.1 | 10.3 | 9.9 |
| Mg | 1.4 | 1.4 | 1.3 |
| Others | 0.0–0.3 | 0.6 | 0.0 |
| Laser Operation Mode | Relative Porosity (%) | Equivalent Pore Circle Diameter (µm) | ||
|---|---|---|---|---|
| Average | Min | Max | ||
| CW | 2.77 | 3.9 | 0.6 | 19.9 |
| PW | 2.02 | 4.1 | 0.6 | 30.3 |
| Sample Category | Sample No. | Cross Sectional Break Area (mm2) | Relative Porosity (%) | Area of Fracture Plane (mm2) | Relative Reduction of Nominal Cross Section Area (%) |
|---|---|---|---|---|---|
| IS | 3 | 21.080 | 0.21 | 21.035 | 12.35% |
| IS, HT | 6 | 18.273 | 0.45 | 18.191 | 24.20% |
| CW | 1 | 19.959 | 1.67 | 19.626 | 18.23% |
| HT, CW | 4 | 19.599 | 1.71 | 19.264 | 19.73% |
| PW | 2 | 19.432 | 0.81 | 19.275 | 19.69% |
| HT, PW | 5 | 19.021 | 0.79 | 18.871 | 21.37% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hofele, M.; Roth, A.; Hegele, P.; Schubert, T.; Schanz, J.; Harrison, D.K.; De Silva, A.K.M.; Riegel, H. Influence of Laser Polishing on the Material Properties of Aluminium L-PBF Components. Metals 2022, 12, 750. https://doi.org/10.3390/met12050750
Hofele M, Roth A, Hegele P, Schubert T, Schanz J, Harrison DK, De Silva AKM, Riegel H. Influence of Laser Polishing on the Material Properties of Aluminium L-PBF Components. Metals. 2022; 12(5):750. https://doi.org/10.3390/met12050750
Chicago/Turabian StyleHofele, Markus, André Roth, Patrick Hegele, Tim Schubert, Jochen Schanz, David K. Harrison, Anjali K. M. De Silva, and Harald Riegel. 2022. "Influence of Laser Polishing on the Material Properties of Aluminium L-PBF Components" Metals 12, no. 5: 750. https://doi.org/10.3390/met12050750