
Microstructure Study on Large-Sized Ti–6Al–4V Bar Three-High Skew Rolling Based on Cellular Automaton Model


Abstract
:1. Introduction
2. Finite Element Model of Three-High Skew Rolling Titanium Alloy Bar Model
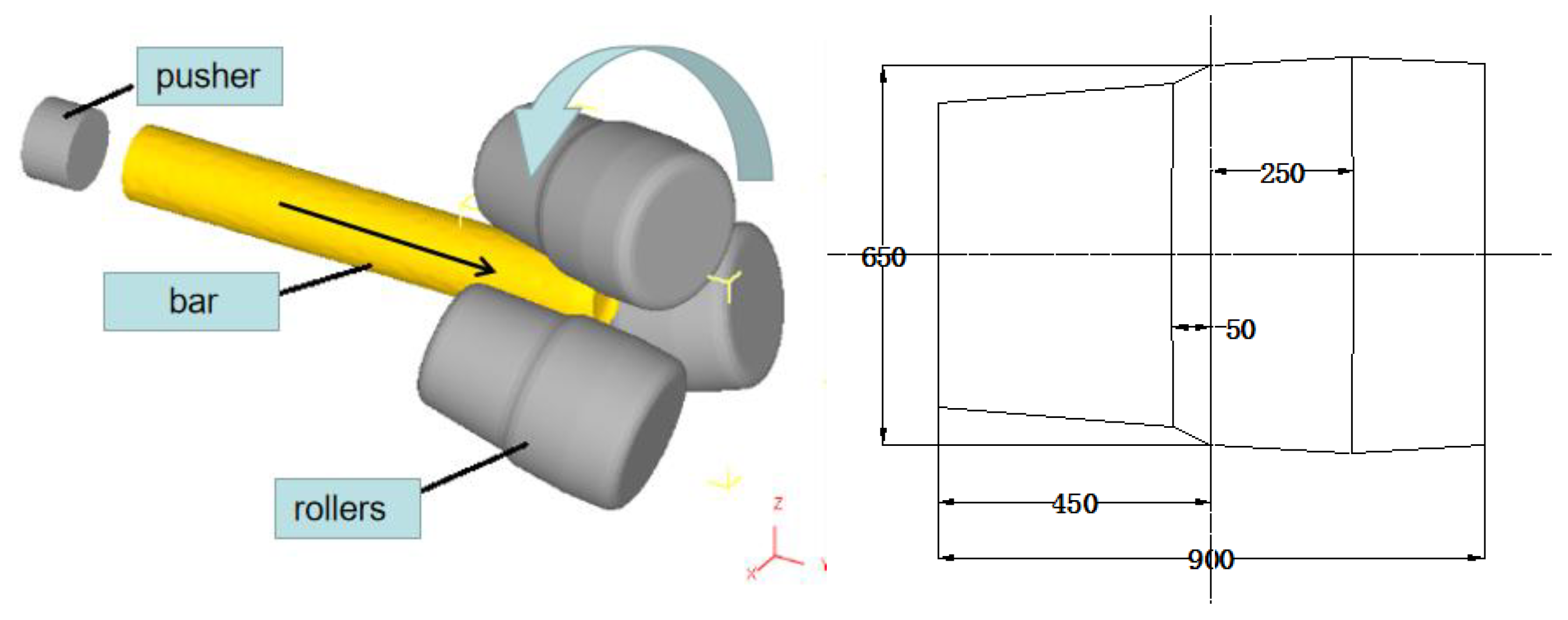
2.1. Spatial Configuration and Principle of Skew Rolling
2.2. Process Parameters
2.3. Finite Element Model
3. Establishment of Cellular Automaton Model
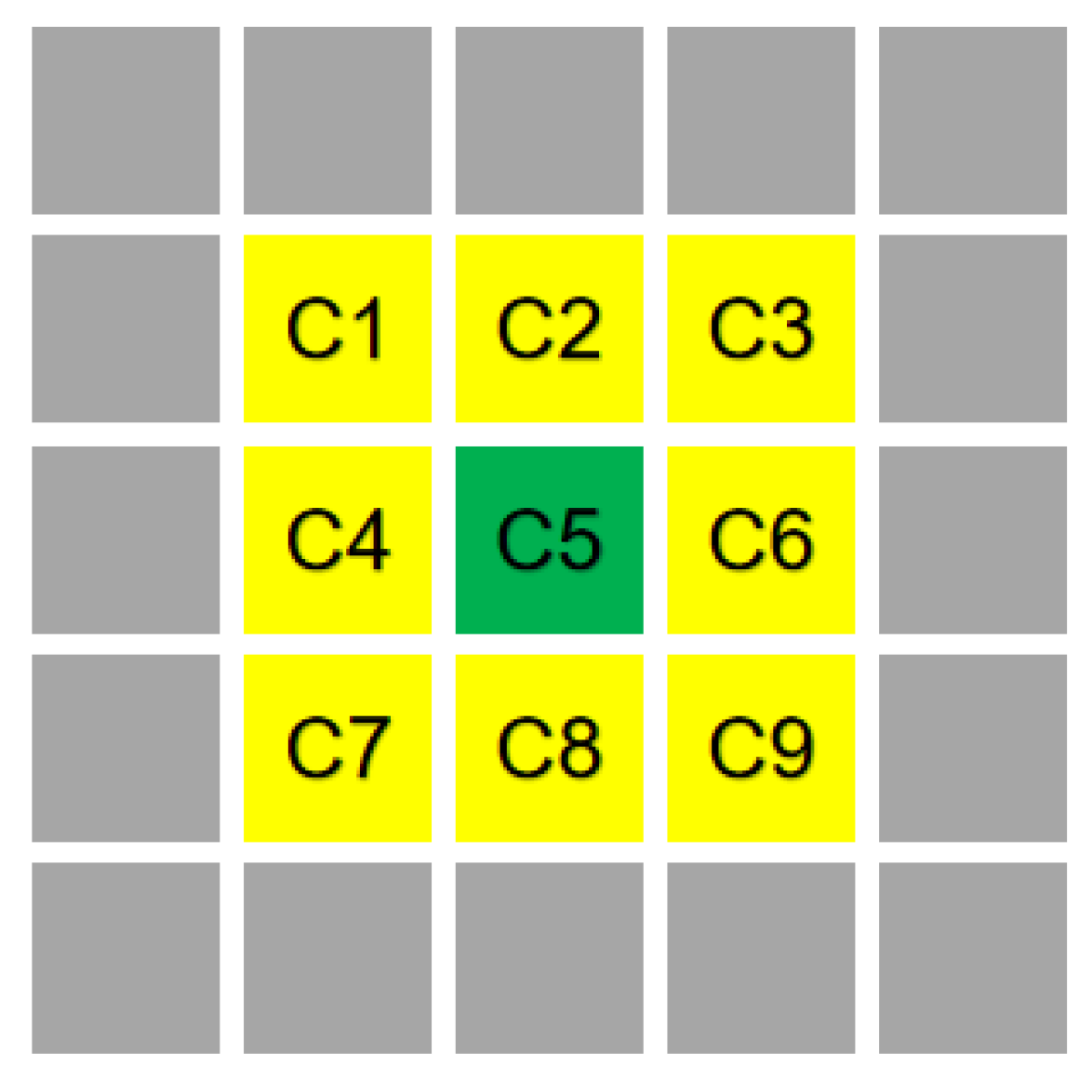
3.1. Basic Theory of CA
3.2. Dislocation Model
3.3. Dynamic Recovery Model
3.4. Dynamic Recrystallization Model
4. CA Simulation Results and Analysis of Titanium Bar Skew Rolling
4.1. Recrystallization Volume Percentage Distribution
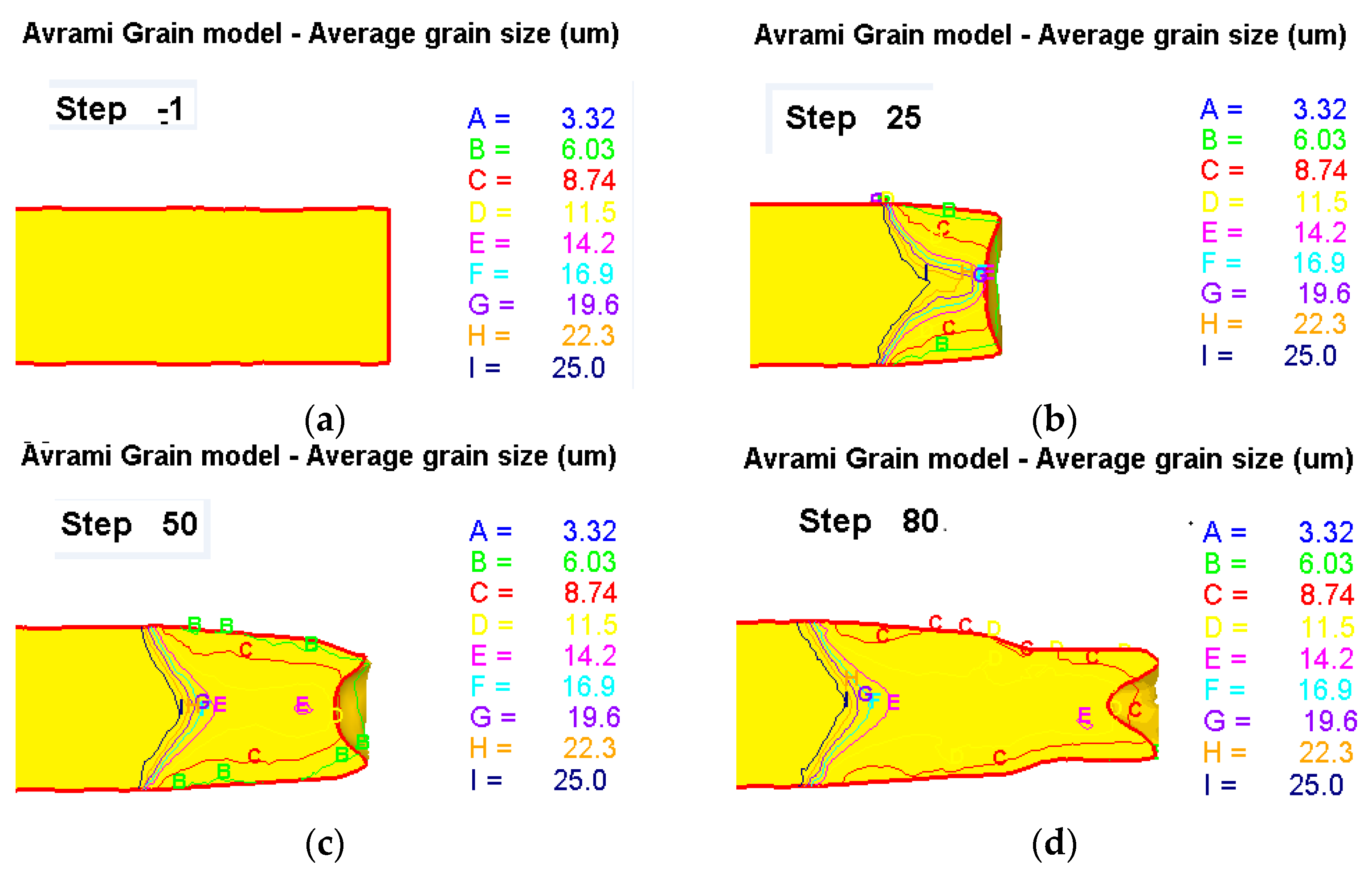
4.2. Average Grain Size Distribution
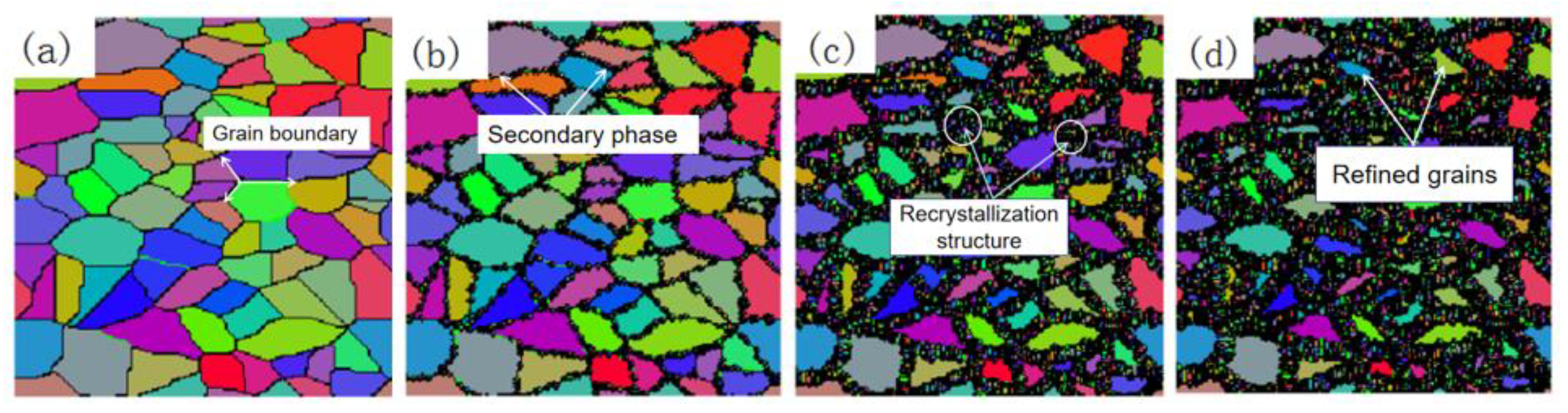
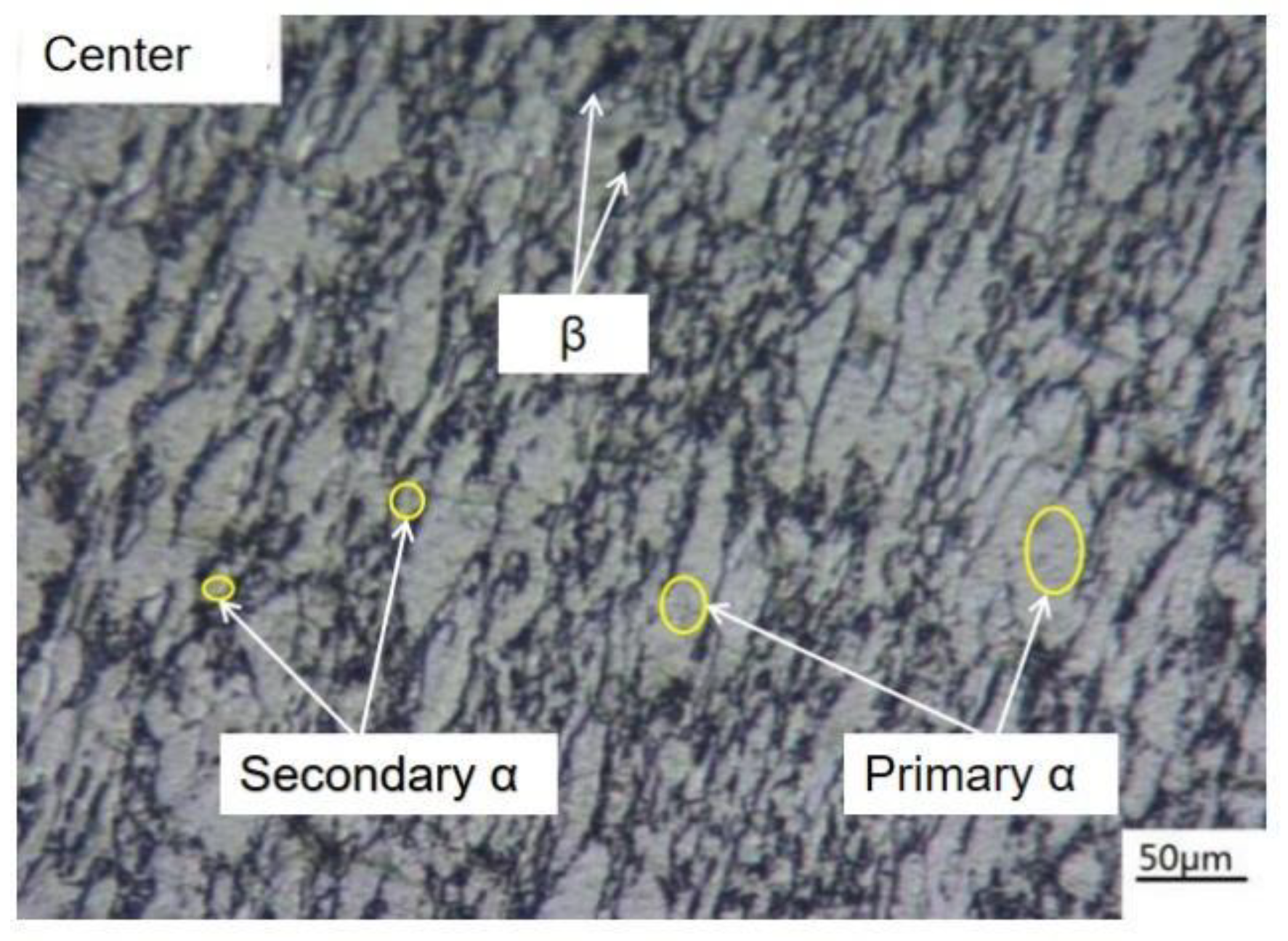
4.3. Microstructure Appearance Analysis
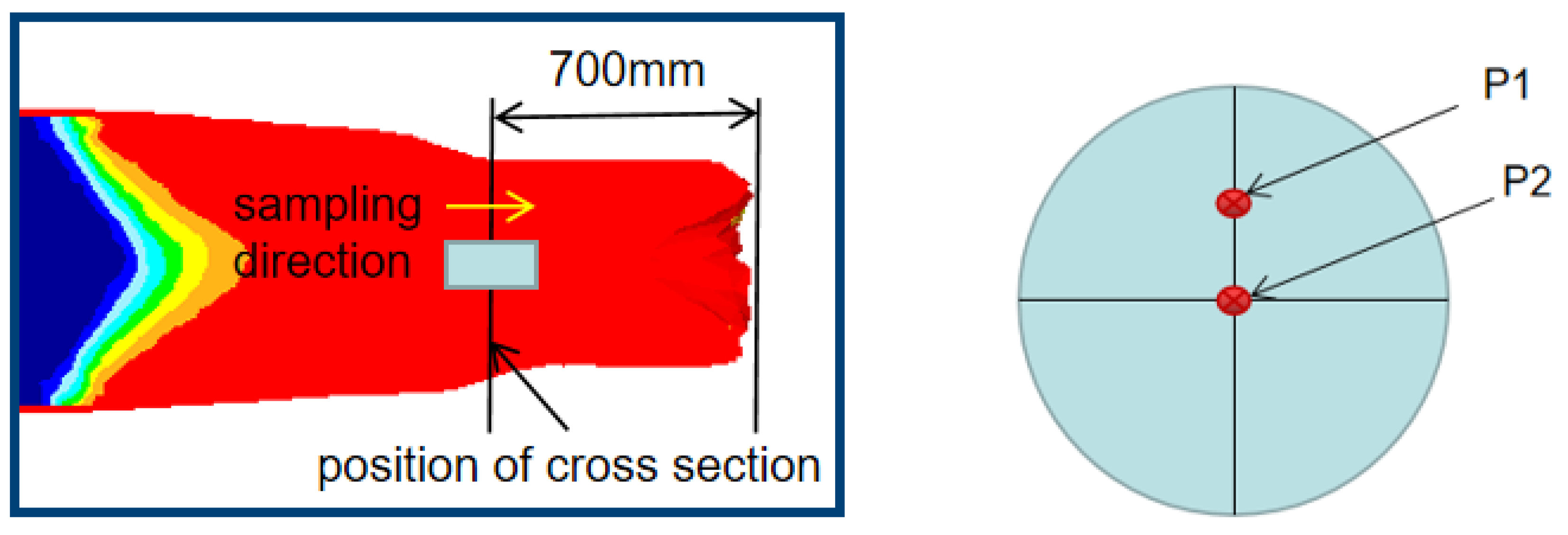
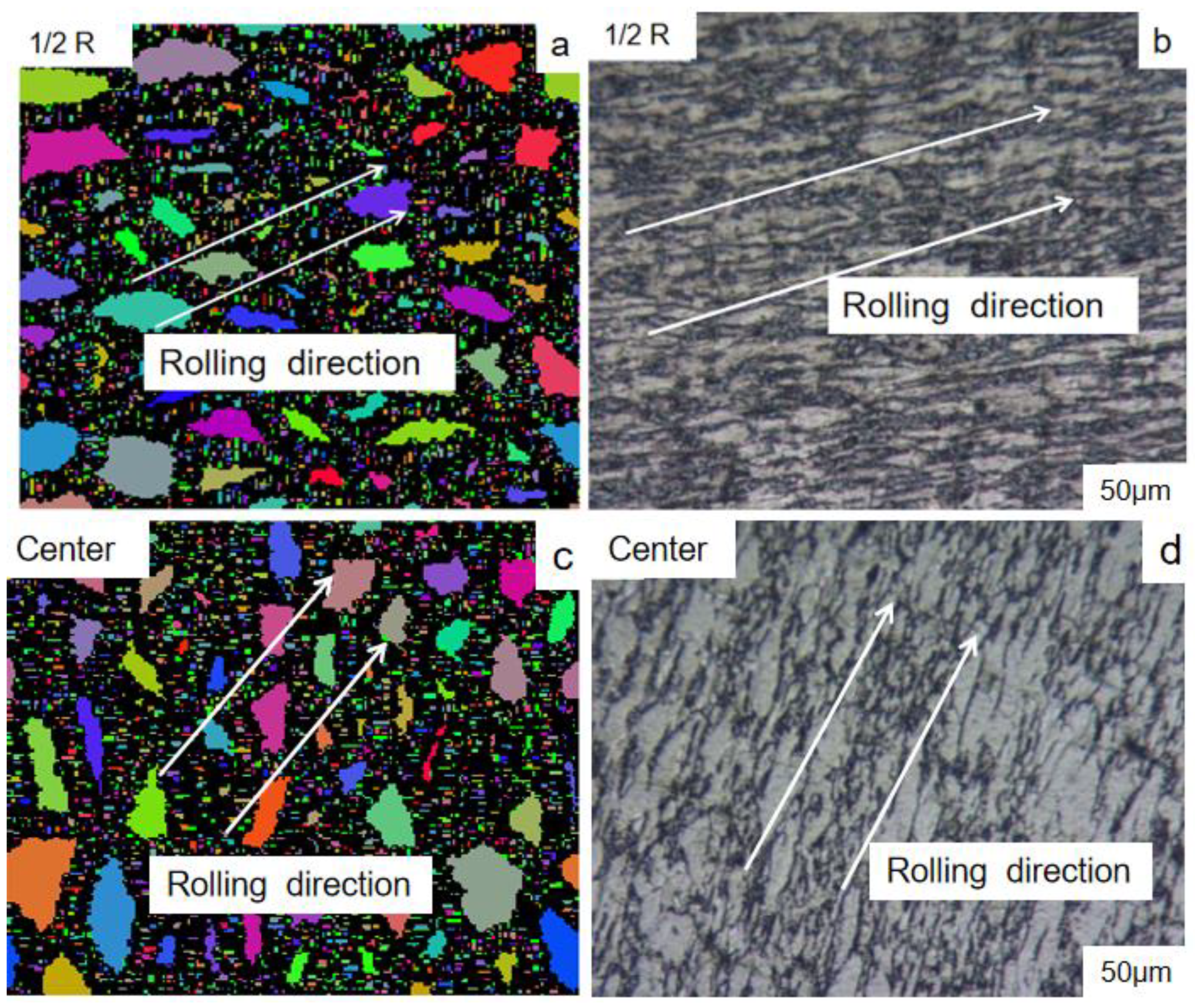
4.4. Comparison between Test Results and Prediction Results
5. Conclusions
- (1)
- The CA model was established for the three-roll skew rolling process of a large-size Ti–6Al–4V bar. The changes in the recrystallization volume percentage, grain size and microstructure appearance during the rolling process were obtained. The results show that dynamic recrystallization occurs at the contact of the outer layer and the roll, before gradually extending to the core.
- (2)
- During microstructure evolution, dynamic recrystallization occurred and formed nucleation at the grain boundary of the α phase. With the intensification of deformation, the recrystallized grains grew and extended to the original grains. The regenerated grains reached balance with the original grains, and the grains were refined with the minimum grains at approximately 6 μm.
- (3)
- The microstructure appearances obtained by the experiment and CA simulation were compared, both of which belong to the equiaxed structure. The average grain size was between 10 and 16 μm. The grain size of the actual metallographic structure was slightly larger than that obtained by the CA model simulation. The main reasons may be the fact that the rolling mill bounce decreases the deformation degree and the uniformity of the temperature distribution, leading to insufficient recrystallization in actual rolling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wei, K. Production process of complex brass large size rod. China Nonferr. Met. 2012, 22, 64–65. [Google Scholar]
- Chen, L.; Yang, P.; Li, Z. Simulation of Texture Formation in Hot Forged TC18 Titanium Bars. Rare Met. Mater. Eng. 2021, 50, 3600–3608. [Google Scholar]
- Can, Z. Investigations on the Continuous Rolling Process of H13 Bars. Spec. Steel Technol. 2020, 26, 34–35. [Google Scholar]
- Wang, P.; Tang, L.; Sui, F. Large-size Bearing Steel Bar Rolling Process Optimization. Met. Mater. Metall. Eng. 2021, 39–44. [Google Scholar]
- Meirong, S. Study on Deformation Mechanism and Technology of Titanium Alloy Rod during Three-Roll Hot Continuous Rolling Process. Ph.D. Thesis, National Taiwan University of Science and Technology, Taipei, Taiwan, 2012. [Google Scholar]
- Lu, P. Design and Optimization of Titanium Alloy Rod Hole. Ph.D. Thesis, National Taiwan University of Science and Technology, Taipei, Taiwan, 2012. [Google Scholar]
- Min, X.; Ji, R.; Zhang, H.; Ma, W.; Lu, H. Hot continuous rolling process of TA15 titanium alloy rod. Chin. J. Nonferr. Met. 2010, 20, s148–s151. [Google Scholar]
- Xinwang, Z.; Yong, W.; Xiaowei, W. Numeral simulation of three-roll screenl rolling process for titanium alloy bar. Forg. Stamp. Technol. 2011, 36, 61–64. [Google Scholar]
- Lapovok, R.; Smirnov, S.; Solomein, V. Modeling the logical rolling of rods in a three-high mill. J. Mater. Process. Technol. 1998, 80–81, 365–369. [Google Scholar] [CrossRef]
- Stefanik, A.; Szota, P.; Mróz, S.; Dyja, H. Analysis of the Aluminum Bars in Three-High Skew Rolling Mill Rolling Process. Solid State Phenom. 2015, 220–221, 892–897. [Google Scholar] [CrossRef]
- Lu, W.; Baoshou, S.; Wenfei, P. Research on Numerical Simulation of Three-roll Screw Rolling Process for Titanium Alloy Bars. Hot Work. Technol. 2015, 44, 116–119. [Google Scholar]
- Xu, J.; Zeng, W.; Zhao, Q.; Zhou, D.; He, S.; Jia, R.; Zhou, X. Analysis of deformation behavior and microstructure of a near-alpha titanium alloy in single phase region. Mater. Sci. Eng. A 2020, 803, 140723. [Google Scholar] [CrossRef]
- Zhu, H.; Chen, F.; Zhang, H.; Cui, Z. Review on modeling and simulation of microstructure evolution during dynamic recystallization using cellular automaton method. Sci. China Technol. Sci. 2020, 63, 357–396. [Google Scholar] [CrossRef]
- Chu, Z.; Zhang, D.; Jiang, L. Microstructure Model of AZ31 Magnesium Alloy Based on Cellular Automaton. Rare Met. Mater. Eng. 2018, 47, 884–894. [Google Scholar]
- Li, W.; Chu, Z.; Wang, H. Growth Kinetics of Three-Dimensional Grains Based on Cellular Automata. Rare Metal. Mater. Eng. 2020, 49, 4088–4096. [Google Scholar]
- Han, D.; Zhao, Y.; Zeng, W. Cellular Automata Based Microstructure Prediction in Accumulative Roll-Bonding of TA15 Sheets. Rare Metal. Mater. Eng. 2021, 50, 3437–3445. [Google Scholar]
- Yumeng, L.; Jinxu, L.; Shukui, L.; Mu, L.; Lingli, G. Anisotropy of Mechanical Properties and Influencing Factors of Hot Rolling TC4 Titanium Alloy. Rare Metal. Mater. Eng. 2014, 43, 2692–2696. [Google Scholar]
- Cheng, L.; Hongbo, D. Cellular Automaton Simulation of Dynamic Recrystallization for TC4-DT Titanium Alloy in β Hot Process. J. Aeronaut. Mater. 2015, 35, 21–27. [Google Scholar]
- Song, X. Simulation of Microstructure Evolution of Ti40 Alloy During Hot Forming Process. Ph.D. Thesis, Nanchang Aeronautical University, Nanchang, China, 2013. [Google Scholar]
- Yi, Y.; Liu, C.; Huang, S. Simulation of dynamic recystallization for 7050 aluminum alloy on platform of DEFORM-3D using cellular automaton. J. Cent. South. Univ. (Sci. Technol.) 2010, 41, 1814–1820. [Google Scholar]
- Shuai, M.-R.; Li, H.-B.; Li, H.-Y. Analysis of microstructure evolution of TC4 rod during hot continuous rolling process. Trans. Mater. Heat Treat. 2017, 38, 41–47. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter of Rolled Piece (mm) | Rolling Temperature (°C) | Roll Angular Velocity (rad s−1) | Rolling Angle (°) | Feeding Angle (°) | Reduction (mm) |
|---|---|---|---|---|---|
| φ 300 | 950 | 10 | 3 | 15 | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.; Yang, S.; Shuai, Z.; Wang, X.; Xu, H. Microstructure Study on Large-Sized Ti–6Al–4V Bar Three-High Skew Rolling Based on Cellular Automaton Model. Metals 2022, 12, 773. https://doi.org/10.3390/met12050773
Hu J, Yang S, Shuai Z, Wang X, Xu H. Microstructure Study on Large-Sized Ti–6Al–4V Bar Three-High Skew Rolling Based on Cellular Automaton Model. Metals. 2022; 12(5):773. https://doi.org/10.3390/met12050773
Chicago/Turabian StyleHu, Jianhua, Sheng Yang, Zhongfu Shuai, Xiaohua Wang, and Hongyan Xu. 2022. "Microstructure Study on Large-Sized Ti–6Al–4V Bar Three-High Skew Rolling Based on Cellular Automaton Model" Metals 12, no. 5: 773. https://doi.org/10.3390/met12050773
APA StyleHu, J., Yang, S., Shuai, Z., Wang, X., & Xu, H. (2022). Microstructure Study on Large-Sized Ti–6Al–4V Bar Three-High Skew Rolling Based on Cellular Automaton Model. Metals, 12(5), 773. https://doi.org/10.3390/met12050773