
Forming Mechanism of Weld Cross Section and Validating Thermal Analysis Results Based on the Maximal Temperature Field for Laser Welding



Abstract
:1. Introduction
2. Experiment Details and Numerical Modeling
2.1. Experiment Details
2.2. Governing Equations and Boundary Conditions
2.3. Heat Source Model
- The keyhole had the shape of a cylinder with a fixed diameter in the thickness direction.
- The peak of the heat flux decayed exponentially with an increase in the distance to the upper or bottom surfaces.
- Convective heat transfer in weld pool was not considered.
3. Results and Discussion
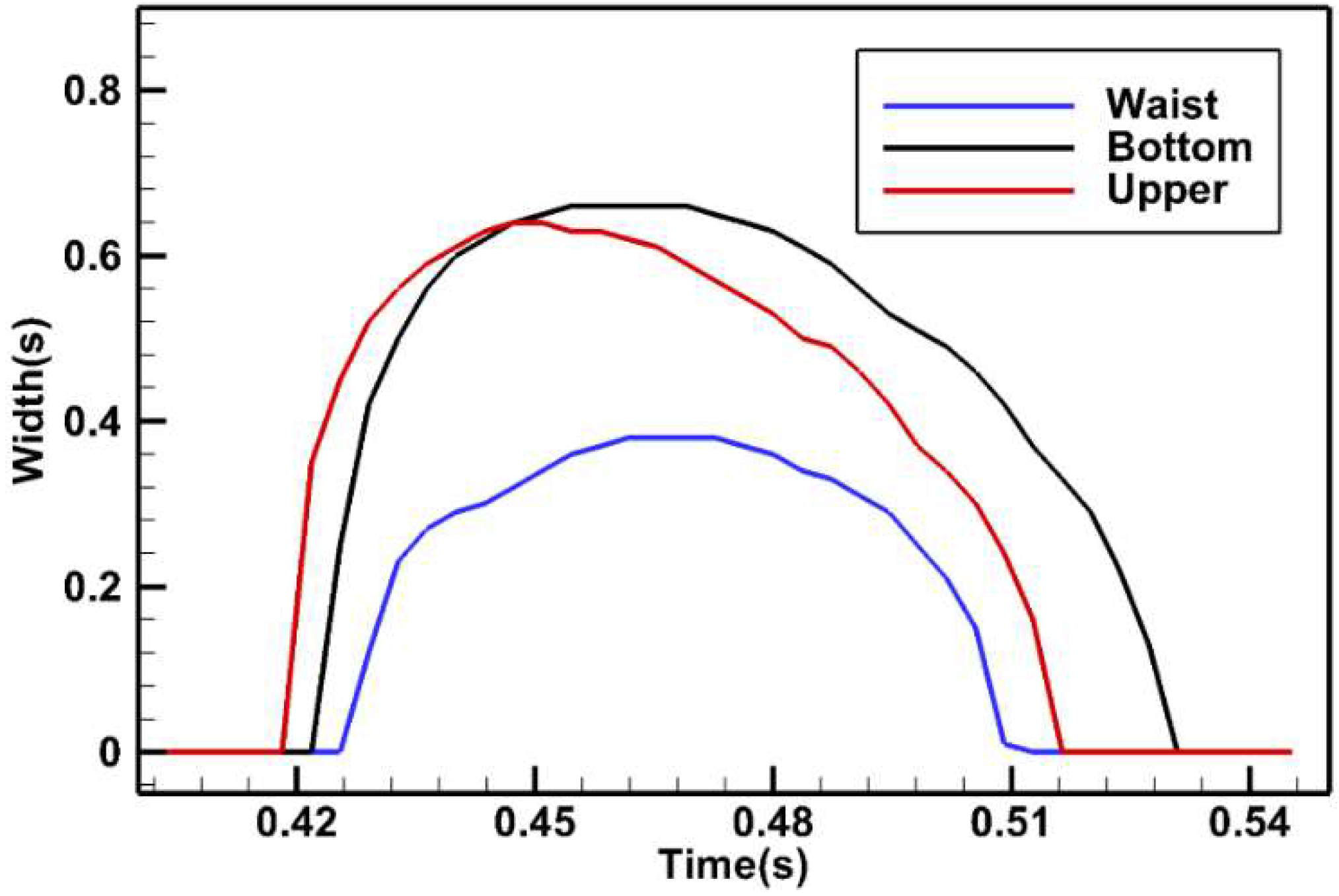
3.1. Rule of Upper/Bottom/Waist Width Changes over Time
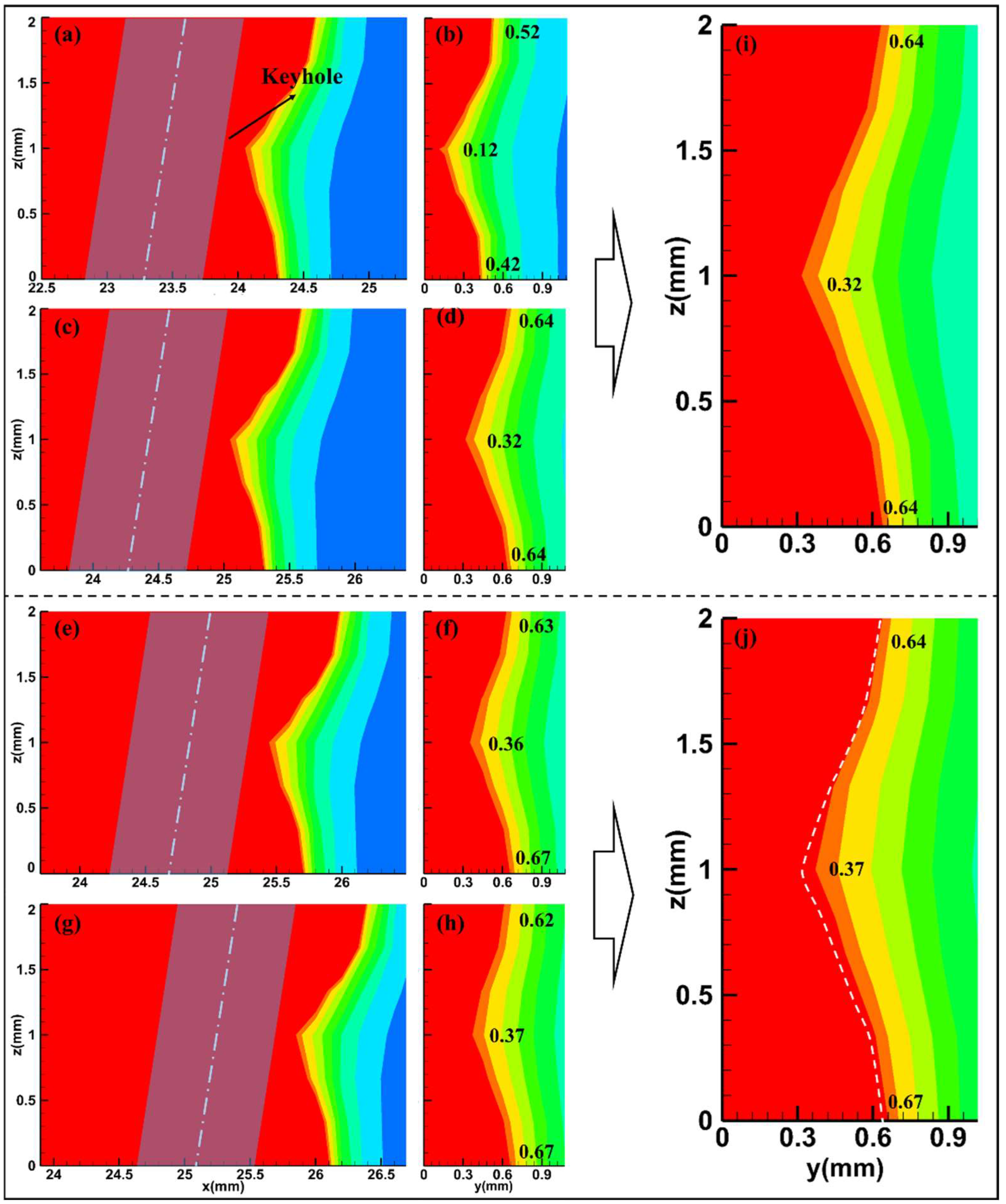
3.2. Formation Mechanism of WCS
3.3. Comparation of the Validation Results Based on the WCSs Obtained from the Transient and Maximal Temperature Fields
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rong, Y.; Mi, G.; Xu, J.; Huang, Y.; Wang, C. Laser penetration welding of ship steel EH36: A new heat source and application to predict residual stress considering martensite phase transformation. Mar. Struct. 2018, 61, 256–267. [Google Scholar] [CrossRef]
- Chen, W.; Xu, L.; Zhao, L.; Han, Y.; Jing, H.; Zhang, Y.; Li, Y. Thermo-mechanical-metallurgical modeling and validation for ferritic steel weldments. J. Constr. Steel Res. 2020, 166, 105948. [Google Scholar] [CrossRef]
- O’Meara, N.; Abdolvand, H.; Francis, J.A.; Smith, S.D.; Withers, P.J. Quantifying the metallurgical response of a nuclear steel to welding thermal cycles. Mater. Sci. Technol. 2016, 32, 1517–1532. [Google Scholar] [CrossRef]
- Hamelin, C.J.; Muránsky, O.; Smith, M.C.; Holden, T.M.; Luzin, V.; Bendeich, P.J.; Edwards, L. Validation of a numerical model used to predict phase distribution and residual stress in ferritic steel weldments. Acta Mater. 2014, 75, 1–19. [Google Scholar] [CrossRef]
- Vignier, S.; Biro, E.; Hervé, M. Predicting the hardness profile across resistance spot welds in martensitic steels. Weld. World 2014, 58, 297–305. [Google Scholar] [CrossRef]
- Rong, Y.; Xu, J.; Huang, Y.; Zhang, G. Review on finite element analysis of welding deformation and residual stress. Sci. Technol. Weld. Join. 2017, 23, 198–208. [Google Scholar] [CrossRef]
- Tchoumi, T.; Peyraut, F.; Bolot, R. Influence of the welding speed on the distortion of thin stainless steel plates-Numerical and experimental investigations in the framework of the food industry machines. J. Mater. Process. Technol. 2016, 229, 216–229. [Google Scholar] [CrossRef]
- Li, S.; Ren, S.; Zhang, Y.; Deng, D.; Murakawa, H. Numerical investigation of formation mechanism of welding residual stress in P92 steel multi-pass joints. J. Mater. Process. Technol. 2017, 244, 240–252. [Google Scholar] [CrossRef]
- Jiang, W.; Chen, W.; Woo, W.; Tu, S.T.; Zhang, X.C.; Em, V. Effects of low-temperature transformation and transformation-induced plasticity on weld residual stresses: Numerical study and neutron diffraction measurement. Mater. Des. 2018, 147, 65–79. [Google Scholar] [CrossRef]
- Lindgren, L.-E. Numerical modelling of welding. Comput. Methods Appl. Mech. Eng. 2006, 195, 6710–6736. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Eagar, T.W.; Tsai, N.S. Temperature Fields Produced by Traveling Distributed Heat Sources. Weld. J. 1983, 62, 346–355. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A New Finite Element Model for Welding Heat Sources. Metall. Trans. B. 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Chukkan, J.R.; Vasudevan, M.; Muthukumaran, S.; Kumar, R.R.; Chandrasekhar, N. Simulation of laser butt welding of AISI 316L stainless steel sheet using various heat sources and experimental validation. J. Mater. Process. Technol. 2015, 219, 48–59. [Google Scholar] [CrossRef]
- Wang, J.; Han, J.; Domblesky, J.P.; Yang, Z.; Zhao, Y.; Zhang, Q. Development of a new combined heat source model for welding based on a polynomial curve fit of the experimental fusion line. Int. J. Adv. Manuf. Technol. 2016, 87, 1985–1997. [Google Scholar] [CrossRef]
- Zhan, X.; Mi, G.; Zhang, Q.; Wei, Y.; Ou, W. The hourglass-like heat source model and its application for laser beam welding of 6 mm thickness 1060 steel. Int. J. Adv. Manuf. Technol. 2017, 88, 2537–2546. [Google Scholar] [CrossRef]
- Rong, Y.; Wang, L.; Wu, R.; Xu, J. Visualization and simulation of 1700MS sheet laser welding based on three-dimensional geometries of weld pool and keyhole. Int. J. Therm. Sci. 2022, 171, 107257. [Google Scholar] [CrossRef]
- Wu, C.S.; Hu, Q.X.; Gao, J.Q. An adaptive heat source model for finite-element analysis of keyhole plasma arc welding. Comput. Mater. Sci. 2009, 46, 167–172. [Google Scholar] [CrossRef]
- Derakhshan, E.D.; Yazdian, N.; Craft, B.; Smith, S.; Kovacevic, R. Numerical simulation and experimental validation of residual stress and welding distortion induced by laser-based welding processes of thin structural steel plates in butt joint configuration. Opt. Laser Technol. 2018, 104, 170–182. [Google Scholar] [CrossRef]
- Perić, M.; Tonković, Z.; Rodić, A.; Surjak, M.; Garašić, I.; Boras, I.; Švaić, S. Numerical analysis and experimental investigation of welding residual stresses and distortions in a T-joint fillet weld. Mater. Des. 2014, 53, 1052–1063. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Y. The influence of welding mechanical boundary condition on the residual stress and distortion of a stiffened-panel. Mar. Struct. 2019, 65, 259–270. [Google Scholar] [CrossRef]
- Farias, R.M.; Teixeira, P.R.F.; Vilarinho, L.O. An efficient computational approach for heat source optimization in numerical simulations of arc welding processes. J. Constr. Steel Res. 2021, 176, 106382. [Google Scholar] [CrossRef]
- Fu, G.; Gu, J.; Lourenco, M.I.; Duan, M.; Estefen, S.F. Parameter determination of double-ellipsoidal heat source model and its application in the multi-pass welding process. Ships Offshore Struct. 2015, 10, 204–217. [Google Scholar] [CrossRef]
- Walker, T.R.; Bennett, C.J. An automated inverse method to calibrate thermal finite element models for numerical welding applications. J. Manuf. Process. 2019, 47, 263–283. [Google Scholar] [CrossRef]
- Brickstad, B.; Josefson, B.L. A parametric study of residual stresses in multi-pass butt-welded stainless steel pipes. Int. J. Press. Vessel. Pip. 1998, 75, 11–25. [Google Scholar] [CrossRef]
- Xu, J.; Rong, Y.; Huang, Y.; Wang, P.; Wang, C. Keyhole-induced porosity formation during laser welding. J. Mater. Process. Technol. 2018, 252, 720–727. [Google Scholar] [CrossRef]
- Zhang, L.J.; Zhang, G.F.; Bai, X.Y.; Ning, J.; Zhang, X.J. Effect of the process parameters on the three-dimensional shape of molten pool during full-penetration laser welding process. Int. J. Adv. Manuf. Technol. 2016, 86, 1273–1286. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Speed (m/min) | 2.4 | 3.3 | 4.2 | 5.1 | 6.0 | 6.9 | |
|---|---|---|---|---|---|---|---|
| Upper width (mm) | Experiment | 1.34 | 1.13 | 1.01 | 0.97 | 0.96 | 0.83 |
| Simulation (Transient) | 1.42 | 1.28 | 1.16 | 1.06 | 0.98 | 0.92 | |
| Simulation (Max) | 1.42 | 1.28 | 1.16 | 1.06 | 0.98 | 0.92 | |
| Bottom width (mm) | Experiment | 1.43 | 1.19 | 1.04 | 0.95 | 0.85 | 0.69 |
| Simulation (Transient) | 1.50 | 1.28 | 1.10 | 1.00 | 0.94 | 0.78 | |
| Simulation (Max) | 1.54 | 1.34 | 1.16 | 1.02 | 0.94 | 0.80 | |
| Waist width (mm) | Experiment | 0.78 | 0.66 | 0.58 | 0.54 | 0.48 | 0.42 |
| Simulation (Transient) | 0.82 | 0.64 | 0.56 | 0.52 | 0.42 | 0.28 | |
| Simulation (Max) | 0.92 | 0.74 | 0.60 | 0.58 | 0.52 | 0.48 | |
| Relative root mean square error (%) | Simulation (Transient) | 5.35 | 8.99 | 10.21 | 6.52 | 9.53 | 21.59 |
| Simulation (Max) | 12.48 | 10.12 | 10.81 | 7.44 | 7.20 | 11.87 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rong, Y.; Xu, J. Forming Mechanism of Weld Cross Section and Validating Thermal Analysis Results Based on the Maximal Temperature Field for Laser Welding. Metals 2022, 12, 774. https://doi.org/10.3390/met12050774
Rong Y, Xu J. Forming Mechanism of Weld Cross Section and Validating Thermal Analysis Results Based on the Maximal Temperature Field for Laser Welding. Metals. 2022; 12(5):774. https://doi.org/10.3390/met12050774
Chicago/Turabian StyleRong, Youmin, and Jiajun Xu. 2022. "Forming Mechanism of Weld Cross Section and Validating Thermal Analysis Results Based on the Maximal Temperature Field for Laser Welding" Metals 12, no. 5: 774. https://doi.org/10.3390/met12050774
APA StyleRong, Y., & Xu, J. (2022). Forming Mechanism of Weld Cross Section and Validating Thermal Analysis Results Based on the Maximal Temperature Field for Laser Welding. Metals, 12(5), 774. https://doi.org/10.3390/met12050774