
Numerical Simulation of Microstructure Evolution of Large GCr15 Bar during Multi-Pass Rough Rolling

Abstract
:1. Introduction
2. Numerical Simulation Method
2.1. 3D FE Model of the Hot Rough Rolling Process for Round Bar
2.2. Austenite Grain Size Prediction during Hot Deformation
2.3. Experiment Verification
3. Results and Discussion
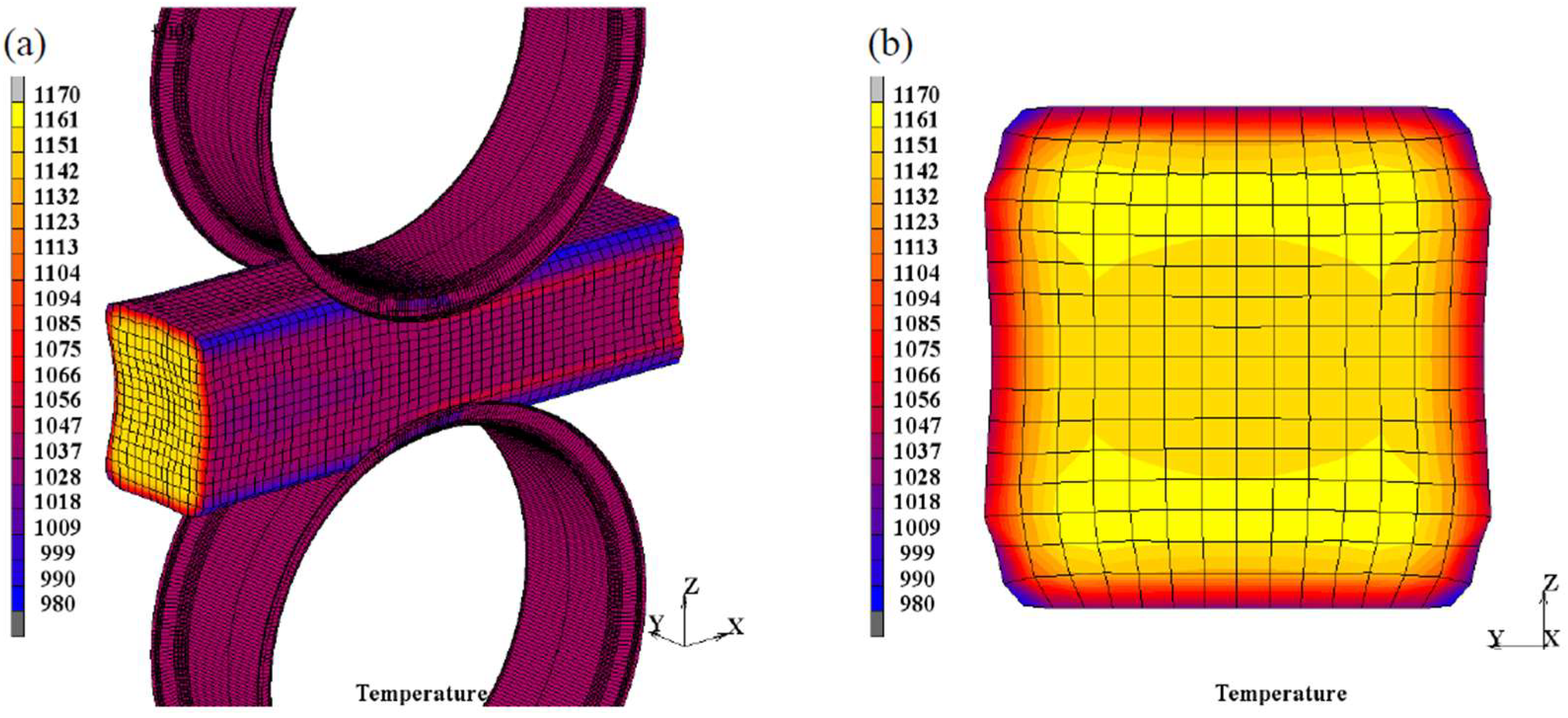
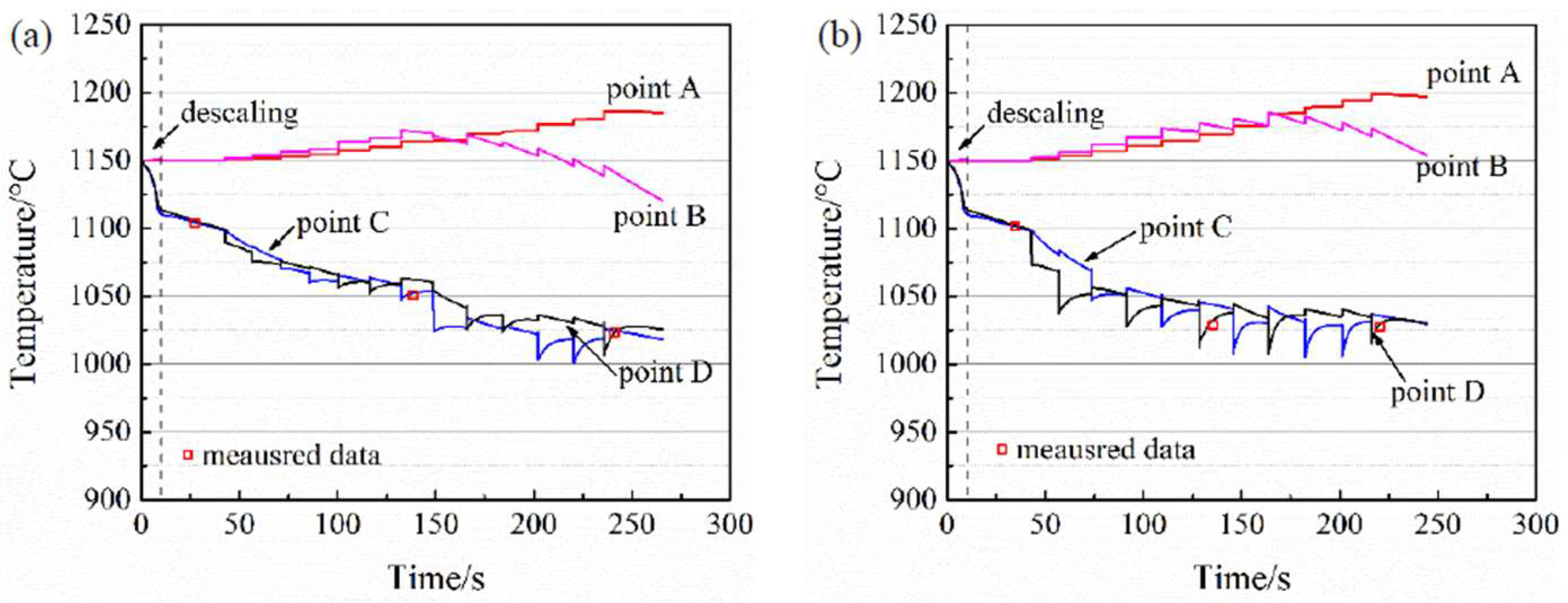
3.1. Temperature Profile Variations
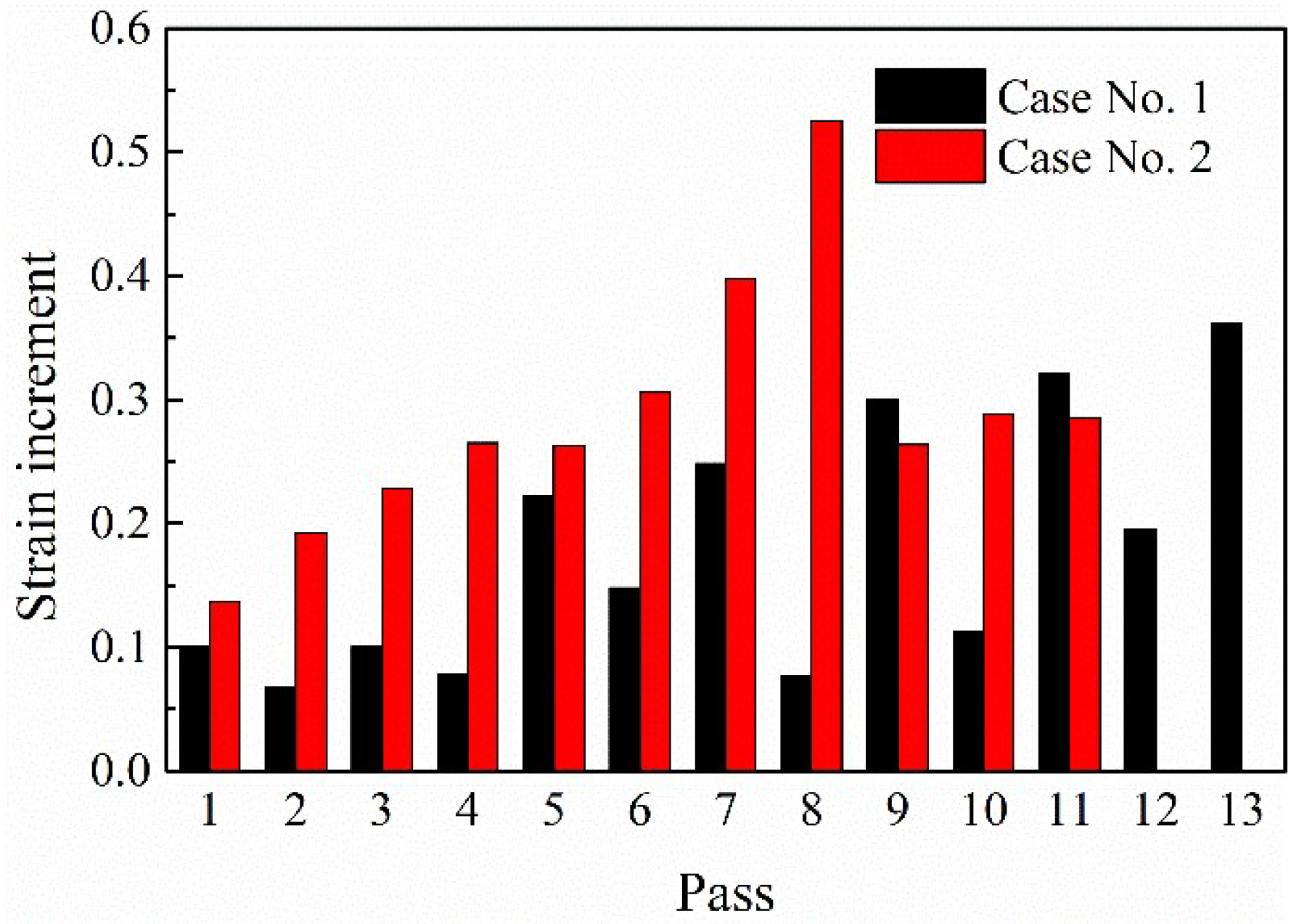
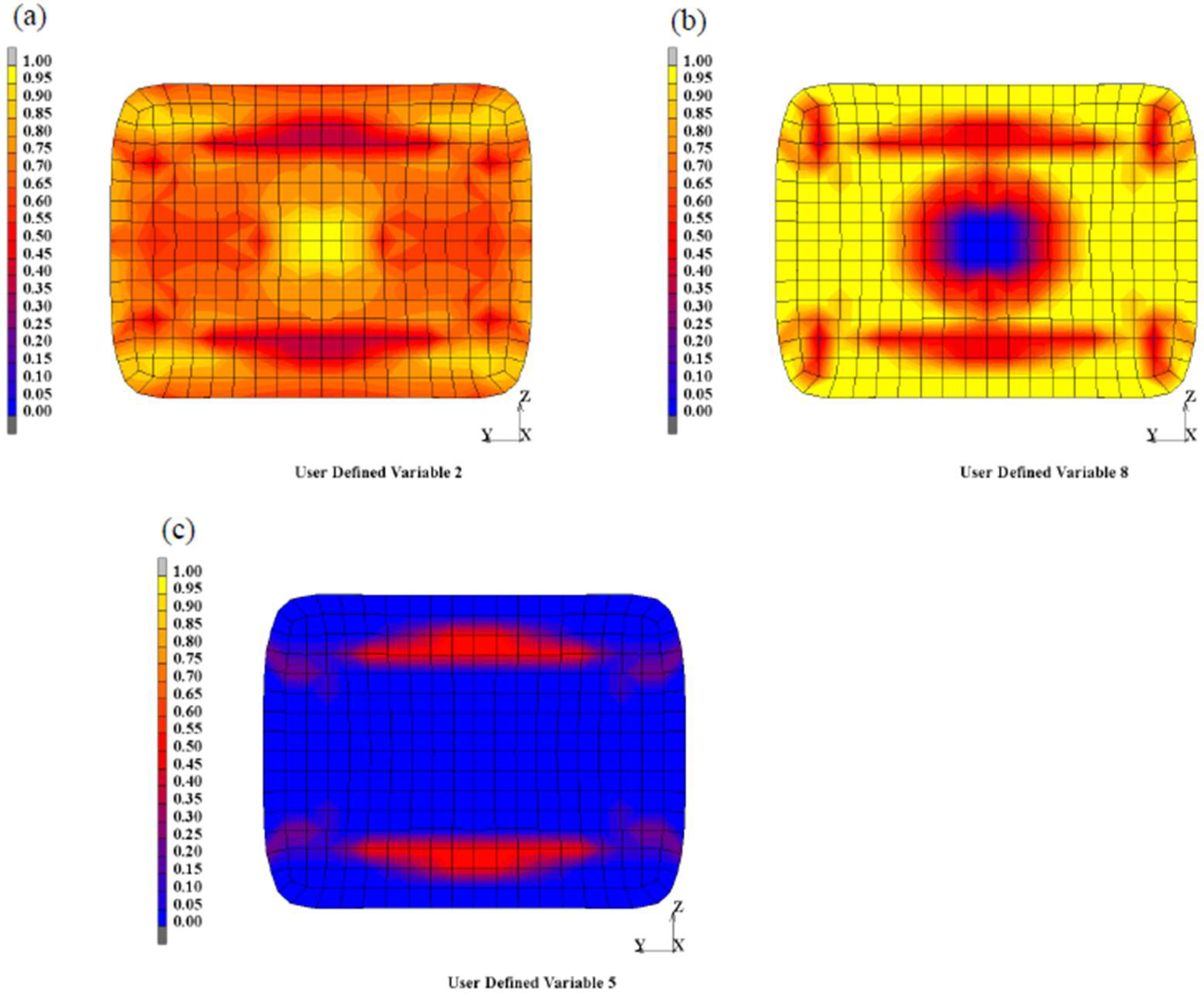
3.2. Distributions of Plastic Strain
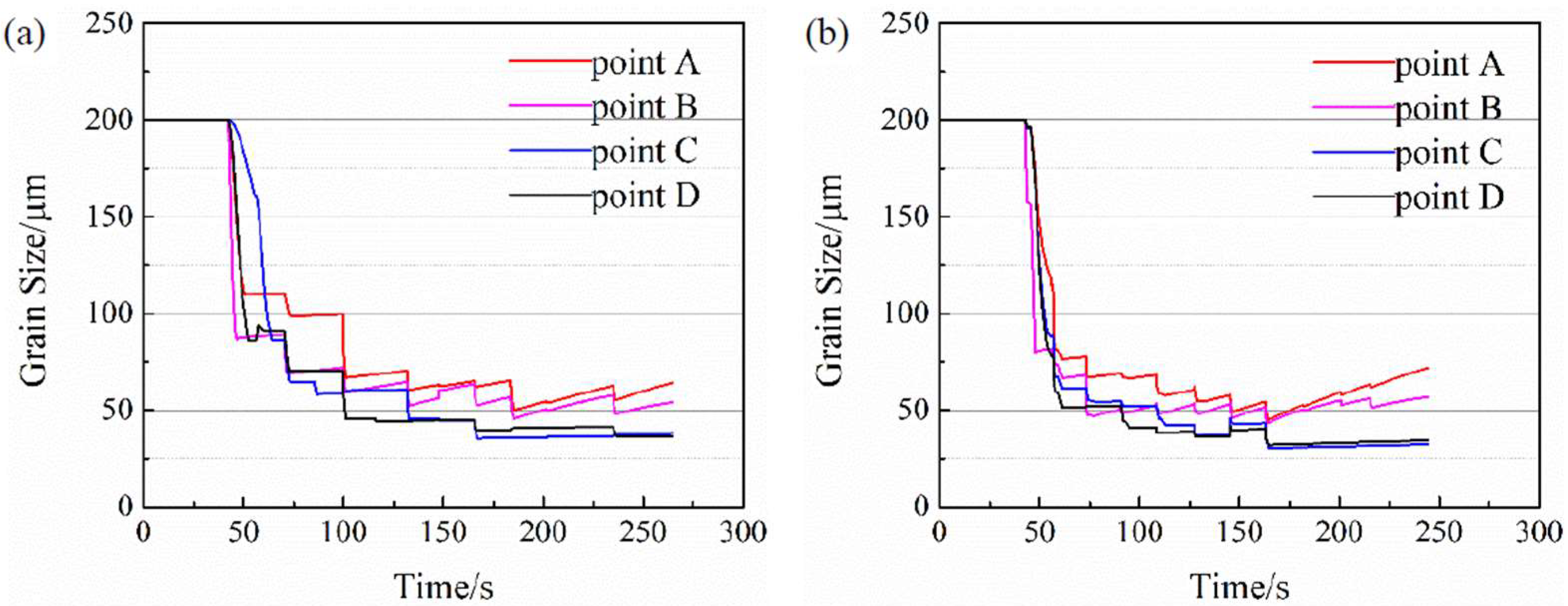
3.3. Austenite Grain Size Evolution
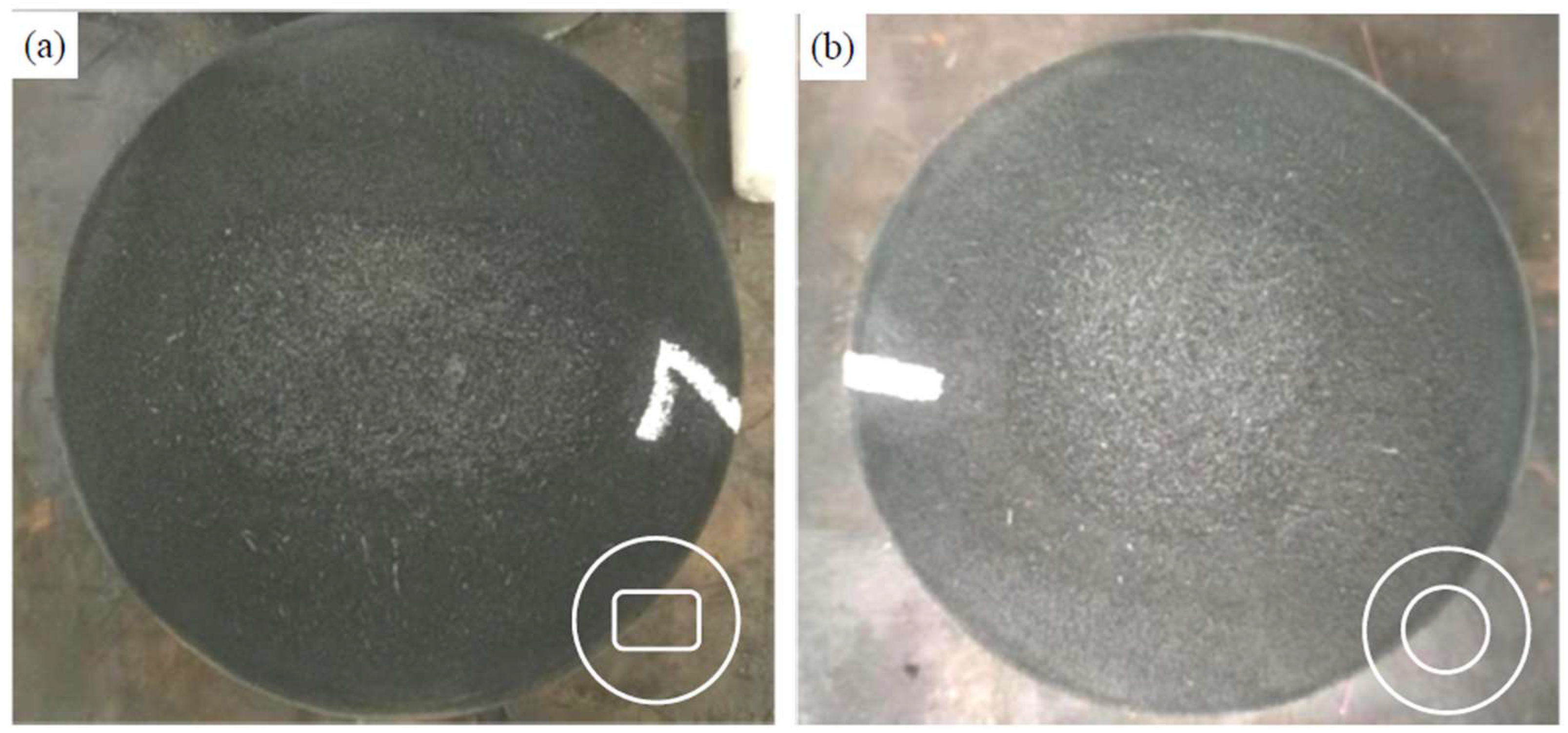
3.4. Microstructure Verification after Hot Bar Rolling
4. Conclusions
- A thermal-mechanical coupled FE model for a rough rolling process for a GCr15 bar was developed. Using the data transmitting method, as many as 13 passes of rolling can be modeled. The austenite grain size evolution during hot deformation, including DRX, MDRX, SRX, and GG, was programmed in the subroutine and coupled with the FE model.
- The temperature and strain distributions of the bloom with a large cross-section during rough rolling were inhomogeneous in the cross-section. The inner part was deformed at high temperatures due to the heat generation by deformation, while the surface temperature decreased along with the rolling process. The heavy reduction design in case no.2 introduced more strains at the center region.
- The austenite grain size evolution was captured by the FE model. In the first two or three passes, the austenite grains were refined significantly because of the occurrence of DRX and MDRX, while the refinement effects were lessened in the later passes. The heavy reduction design possesses an adequate refinement effect and achieves a more homogeneous austenite grain size distribution in cross-section as compared to the small reduction schedule.
- The microstructures of the bar with different rough rolling schedules were examined. The grain size was refined, and the microstructure homogeneity and macrosegregation were improved by applying the heavy reduction design in rough rolling. This is supposed to be related to the increasing strain and promoted recrystallization by the heavy reduction in rough rolling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Li, S.; Xiao, M.; Ye, G.; Zhao, K.; Yang, M. Effects of deep cryogenic treatment on microstructural evolution and alloy phases precipitation of a new low carbon martensitic stainless bearing steel during aging. Mater. Sci. Eng. A 2018, 732, 167–177. [Google Scholar] [CrossRef]
- Liu, Y.-J.; Xu, G.-D.; Wang, Y.-C.; Zhong, H.-G.; Li, L.-J.; Wang, B.; Zhai, Q.-J. Effects of pulse magneto-oscillation on GCr15 bearing steel continuous casting billet. J. Iron Steel Res. Int. 2022, 29, 144–150. [Google Scholar] [CrossRef]
- Ji, F.; Li, C.; Tang, S.; Liu, Z.; Wang, G. Effects of carbon and niobium on microstructure and properties for Ti bearing steels. Mater. Sci. Technol. 2015, 31, 695–702. [Google Scholar] [CrossRef]
- Han, H.; Zhao, X.; Zhao, X.; Wan, C.; Wang, W. Effect of proeutectoid carbide on heredity in microstructure-mechanical properties and fatigue life of GCr15 bearing steel. Metall. Res. Technol. 2017, 114, 208. [Google Scholar] [CrossRef]
- Nishioka, K.; Ichikawa, K. Progress in thermomechanical control of steel plates and their commercialization. Sci. Technol. Adv. Mater. 2012, 13, 023001. [Google Scholar] [CrossRef]
- Liang, J.-X.; Wang, Y.-C.; Cheng, X.-W.; Li, Z.; Du, J.-K.; Li, S.-K. Microstructure and mechanical properties of a Cr-Ni-W-Mo steel processed by thermo-mechanical controlled processing. J. Iron Steel Res. Int. 2021, 28, 713–721. [Google Scholar] [CrossRef]
- Liu, Z.G.; Gao, X.H.; Xiong, M.; Li, P.; Misra, R.D.K.; Rao, D.Y.; Wang, Y.C. Role of hot rolling procedure and solution treatment process on microstructure, strength and cryogenic toughness of high manganese austenitic steel. Mater. Sci. Eng. A 2021, 807, 140881. [Google Scholar] [CrossRef]
- Yao, S.J.; Du, L.X.; Wang, G.D. Microstructure of Nb-Bearing Pipeline Steel with Improved Property Applying Ultrafast Cooling Process. Steel Res. Int. 2014, 85, 60–66. [Google Scholar] [CrossRef]
- Yang, Q.-M.; Lin, Y.-C.; Guo, J.-Z.; Wang, C.; Chen, Z.-J.; Chen, K.-G.; Zhu, J.-C. Spheroidization and dynamic recrystallization mechanisms of a novel HIPed P/M superalloy during hot deformation. J. Alloys Compd. 2022, 910, 164909. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Qiao, S.-B.; Liu, Z.-D.; He, X.-K.; Xie, C.-S. Metadynamic recrystallization behaviors of SA508Gr.4N reactor pressure vessel steel during hot compressive deformation. J. Iron Steel Res. Int. 2021, 28, 46–57. [Google Scholar] [CrossRef]
- Yue, C.-X.; Zhang, L.-W.; Liao, S.-L.; Pei, J.-B.; Gao, H.-J.; Jia, Y.-W.; Lian, X.-J. Research on the dynamic recrystallization behavior of GCr15 steel. Mater. Sci. Eng. A 2009, 499, 177–181. [Google Scholar] [CrossRef]
- Yin, F.; Hua, L.; Mao, H.; Han, X.; Qian, D.; Zhang, R. Microstructural modeling and simulation for GCr15 steel during elevated temperature deformation. Mater. Des. 2014, 55, 560–573. [Google Scholar] [CrossRef]
- Yang, H.; Yao, P.; Liu, H. Study on austenite recrystallization softening behavior of GCr15 steel. IOP Conf. Ser. Mater. Sci. Eng. 2019, 493, 012034. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Xu, Q.; Xia, Y.; Shen, W. The kinetics and cellular automaton modeling of dynamic recrystallization behavior of a medium carbon Cr-Ni-Mo alloyed steel in hot working process. Mater. Sci. Eng. A 2016, 678, 33–43. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Shen, W.; Liu, C.; Xia, Y.; Li, R. Study on constitutive modeling and processing maps for hot deformation of medium carbon Cr-Ni-Mo alloyed steel. Mater. Des. 2016, 90, 804–814. [Google Scholar] [CrossRef]
- Liu, D.; Ding, H.; Hu, X.; Han, D.; Cai, M. Dynamic recrystallization and precipitation behaviors during hot deformation of a κ-carbide-bearing multiphase Fe–11Mn–10Al–0.9C lightweight steel. Mater. Sci. Eng. A 2020, 772, 138682. [Google Scholar] [CrossRef]
- Li, C.S.; Liu, X.H.; Wang, G.D. Simulation on temperature field of 50CrV4 automobile gear bar steel in continuous rolling by FEM. J. Mater. Process. Technol. 2002, 120, 26–29. [Google Scholar] [CrossRef]
- Perez-Alvarado, A.; Arreola-Villa, S.A.; Calderon-Ramos, I.; Servin Castaneda, R.; Mendoza de la Rosa, L.A.; Chattopadhyay, K.; Morales, R. Numerical Simulation of the Hot Rolling Process of Steel Beams. Materials 2021, 14, 7038. [Google Scholar] [CrossRef]
- Hong, H. Roll Pass Design and Simulation on Continuous Rolling of Alloy Steel Round Bar. Procedia Manuf. 2019, 37, 127–131. [Google Scholar] [CrossRef]
- Wang, X.; Chandrashekhara, K.; Lekakh, S.N.; Van Aken, D.C.; O’Malley, R.J. Modeling and Simulation of Dynamic Recrystallization Behavior in Alloyed Steel 15V38 during Hot Rolling. Steel Res. Int. 2018, 90, 1700565. [Google Scholar] [CrossRef]
- Yue, C.; Zhang, L.; Liao, S.; Gao, H. Mathematical models for predicting the austenite grain size in hot working of GCr15 steel. Comput. Mater. Sci. 2009, 45, 462–466. [Google Scholar] [CrossRef]
- Pietrzyk, M. Finite-element simulation of large plastic deformation. J. Mater. Process. Technol. 2000, 106, 223–229. [Google Scholar] [CrossRef]
- Kim, S.H.; Yeon, S.-M.; Lee, J.H.; Kim, Y.W.; Lee, H.; Park, J.; Lee, N.-K.; Choi, J.P.; Aranas, C.; Lee, Y.J.; et al. Additive manufacturing of a shift block via laser powder bed fusion: The simultaneous utilisation of optimised topology and a lattice structure. Virtual Phys. Prototyp. 2020, 15, 460–480. [Google Scholar] [CrossRef]
- Sendong, G.; Liwen, Z.; Chi, Z.; Jinhua, R.; Yu, Z. Modeling the Effects of Processing Parameters on Dynamic Recrystallization Behavior of Deformed 38MnVS6 Steel. J. Mater. Eng. Perform. 2015, 24, 1790–1798. [Google Scholar] [CrossRef]
- Shen, W.; Zhang, C.; Zhang, L.; Xu, Q.; Xu, Y.; Bie, L. Investigation of recrystallization behavior of large sized Nb-V microalloyed steel rod during thermomechanical controlled processing. J. Mater. Res. 2017, 32, 2389–2396. [Google Scholar] [CrossRef]
- Ge, H.; Ren, F.; Li, J.; Hu, Q.; Xia, M.; Li, J. Modelling of ingot size effects on macrosegregation in steel castings. J. Mater. Process. Technol. 2018, 252, 362–369. [Google Scholar] [CrossRef]
- Feng, C.; Cui, Z.; Shang, X.; Liu, M. An evolution model for elliptic-cylindrical void in viscous materials considering the evolvements of void shape and orientation. Mech. Mater. 2017, 112, 101–113. [Google Scholar] [CrossRef]
- Nakasaki, M.; Takasu, I.; Utsunomiya, H. Application of hydrostatic integration parameter for free-forging and rolling. J. Mater. Process. Technol. 2006, 177, 521–524. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pass Number | No.1 | No.2 | ||||||
|---|---|---|---|---|---|---|---|---|
| Groove Shape | Height (mm) | Width (mm) | Reduction (%) | Groove Shape | Height (mm) | Width (mm) | Reduction (%) | |
| 1 | BX11 | 455 | 415 | 8.9 | BX11 | 440 | 402 | 11.9 |
| 2 | BX11 | 425 | 415 | 6.6 | BX11 | 370 | 420 | 15.9 |
| 3 | TBX11 | 365 | 435 | 12.1 | TBX11 | 335 | 398 | 20.2 |
| 4 | TBX11 | 340 | 435 | 5.5 | BX11 | 310 | 355 | 22.1 |
| 5 | BX11 | 360 | 350 | 17.2 | TBX11 | 285 | 328 | 19.7 |
| 6 | BX12 | 316 | 350 | 12.2 | BX12 | 255 | 305 | 22.3 |
| 7 | TBX12 | 295 | 335 | 15.7 | TBX12 | 240 | 274 | 21.3 |
| 8 | TBX13 | 270 | 345 | 8.5 | BX13 | 210 | 260 | 23.4 |
| 9 | BX13 | 260 | 270 | 24.6 | TBX13 | 230 | 220 | 11.5 |
| 10 | BX13 | 235 | 285 | 9.6 | TBX13 | 185 | 235 | 19.6 |
| 11 | TBX13 | 230 | 245 | 19.3 | BX13 | 200 | 200 | 14.9 |
| 12 | TBX13 | 195 | 255 | 15.2 | / | / | ||
| 13 | BX14 | 200 | 200 | 21.6 | / | / | ||
| Regions | Center | 1/2 Radius from Center | Surface |
|---|---|---|---|
| Case no.1 | G6.0 (10%), G4.5 (80%), G3.0 (10%) | G5.0 (60%), G3.0 (30%), | G5.0 |
| Case no.2 | G6.0 (60%), G5.0 (30%), G3.5 (10%) | G6.0 (20%), G5.0 (70%), G3.5 (10%) | G6.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, H.; Zhao, X.; Ding, H.; Zhang, C.; Yu, X.; Wang, W. Numerical Simulation of Microstructure Evolution of Large GCr15 Bar during Multi-Pass Rough Rolling. Metals 2022, 12, 812. https://doi.org/10.3390/met12050812
Han H, Zhao X, Ding H, Zhang C, Yu X, Wang W. Numerical Simulation of Microstructure Evolution of Large GCr15 Bar during Multi-Pass Rough Rolling. Metals. 2022; 12(5):812. https://doi.org/10.3390/met12050812
Chicago/Turabian StyleHan, Huaibin, Xianming Zhao, Haochen Ding, Chi Zhang, Xueqing Yu, and Wei Wang. 2022. "Numerical Simulation of Microstructure Evolution of Large GCr15 Bar during Multi-Pass Rough Rolling" Metals 12, no. 5: 812. https://doi.org/10.3390/met12050812