
Selective Dissolution of Nd2O3 from the Mixture with Fe2O3 and Ga2O3 by Using Inorganic Acid Solutions Containing Ethylene Glycol


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedure and Analytical Methods
3. Results and Discussion
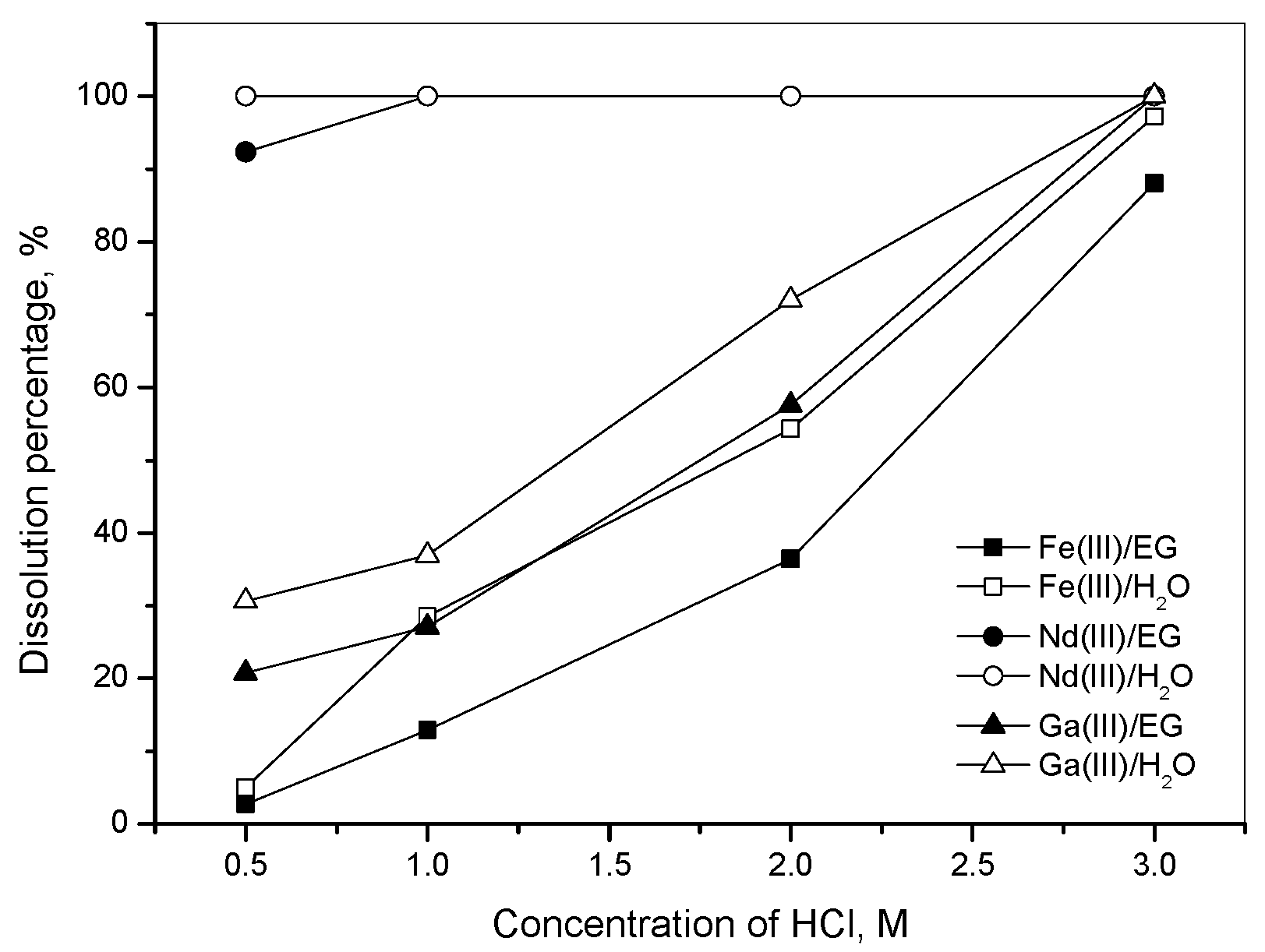
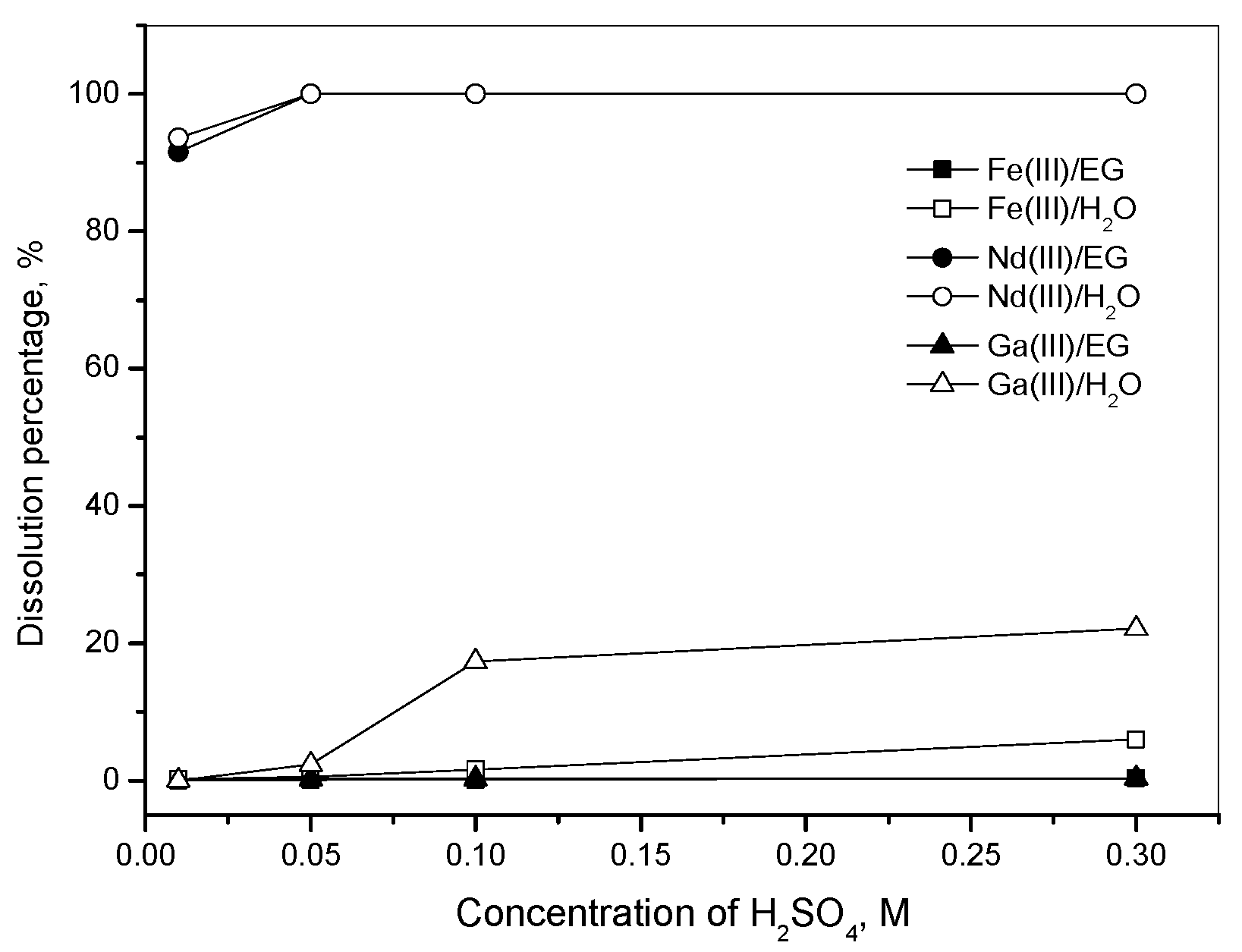
3.1. Effect of Acid Concentration
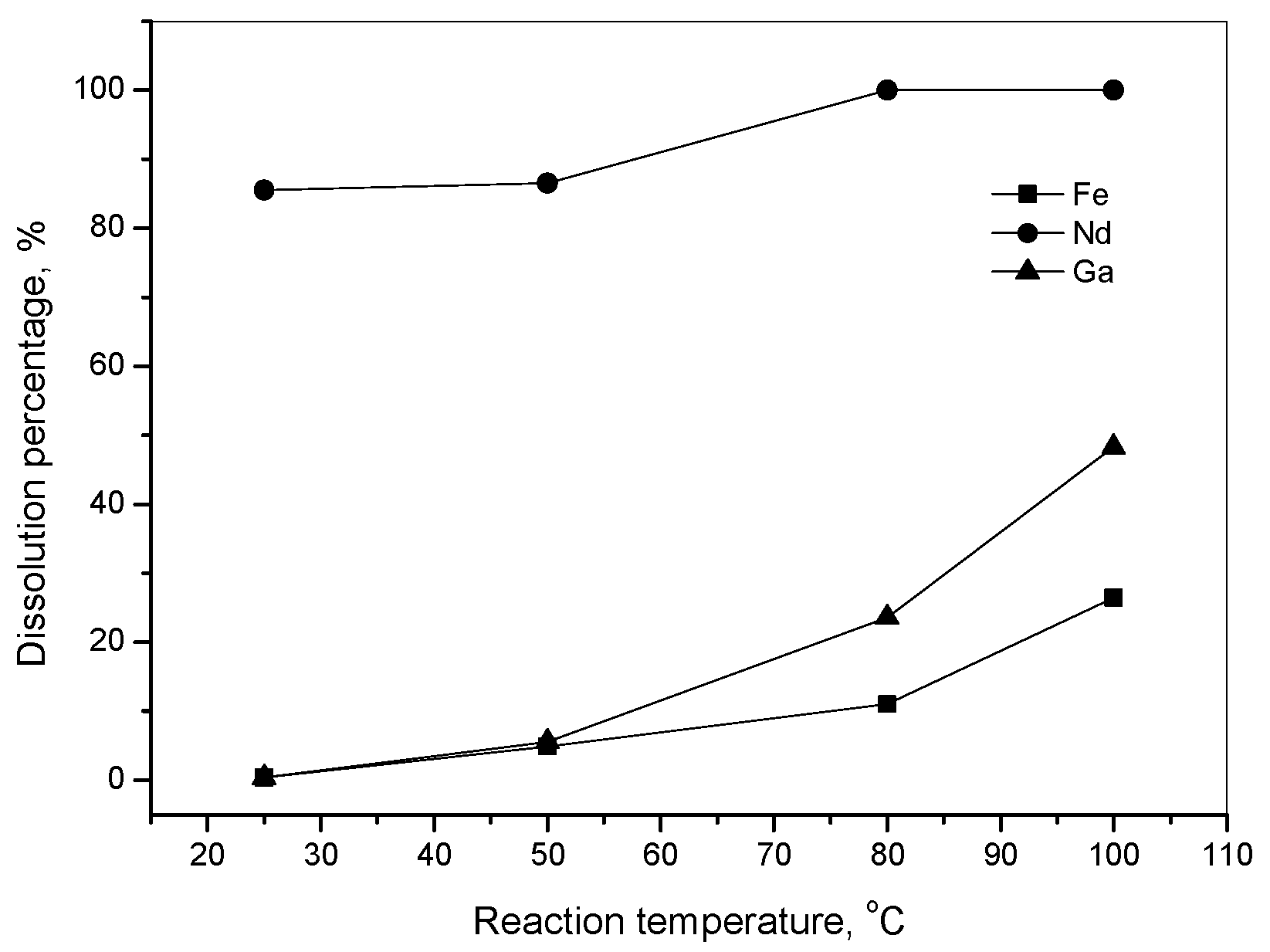
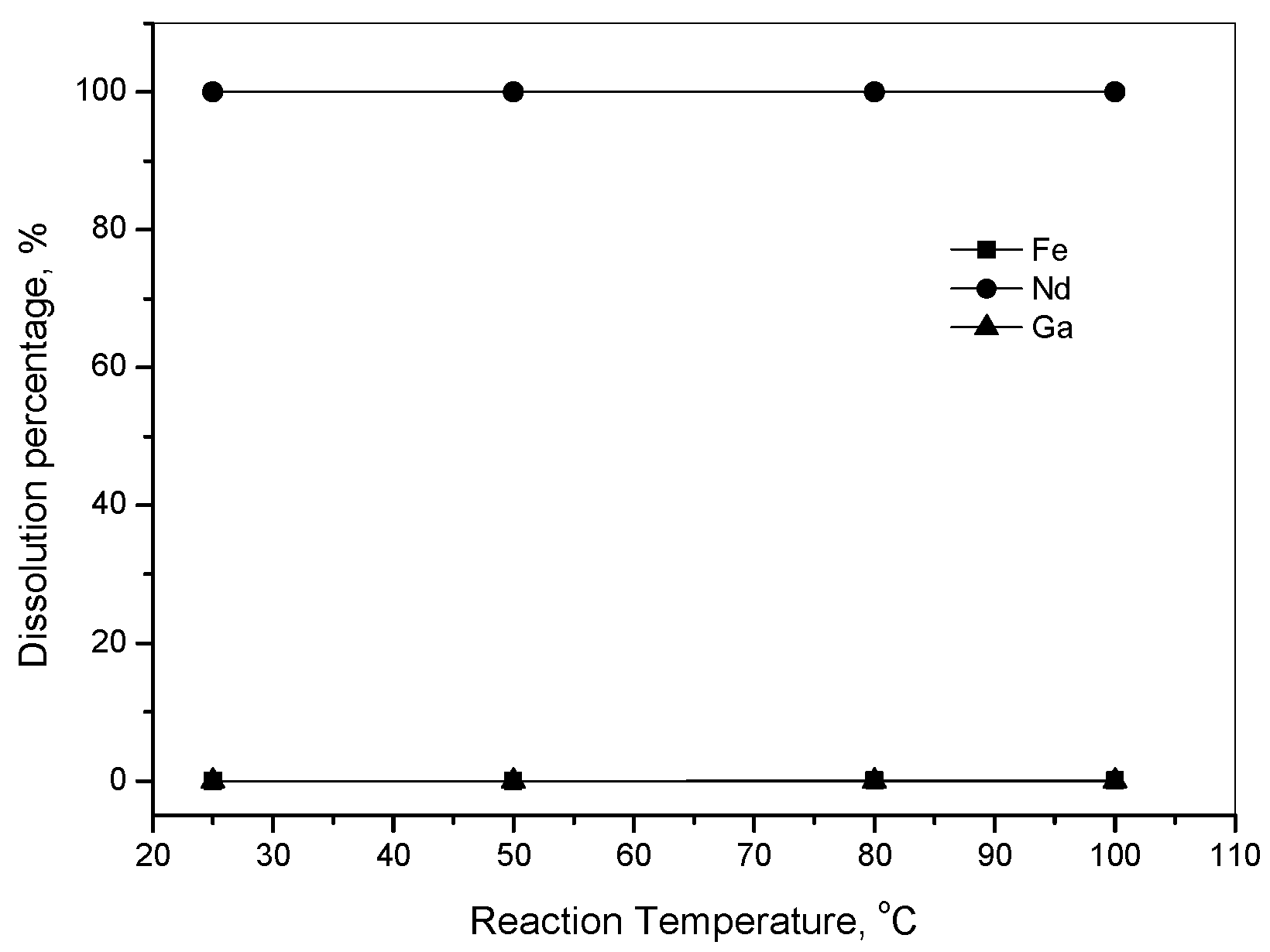
3.2. Effect of Reaction Temperature
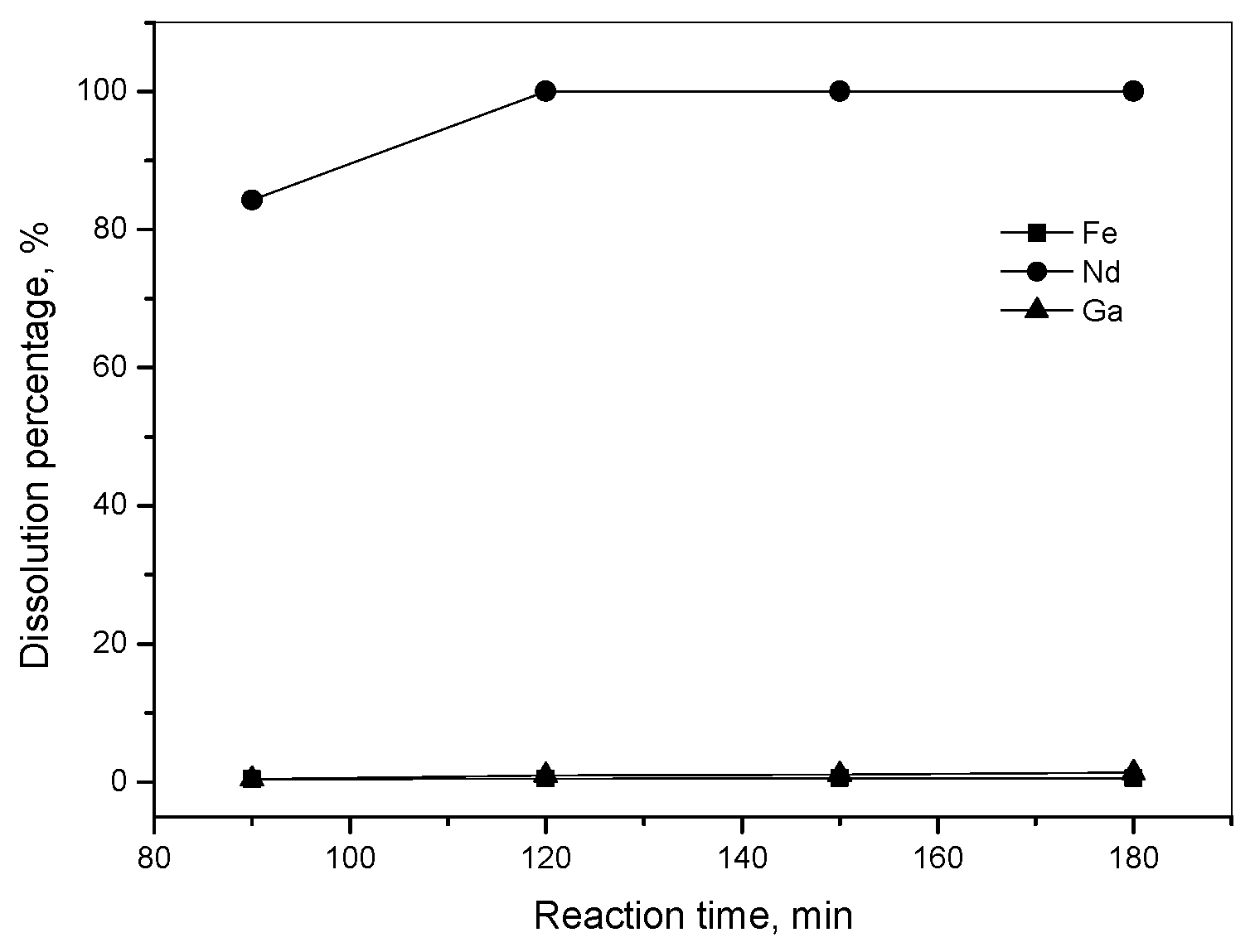
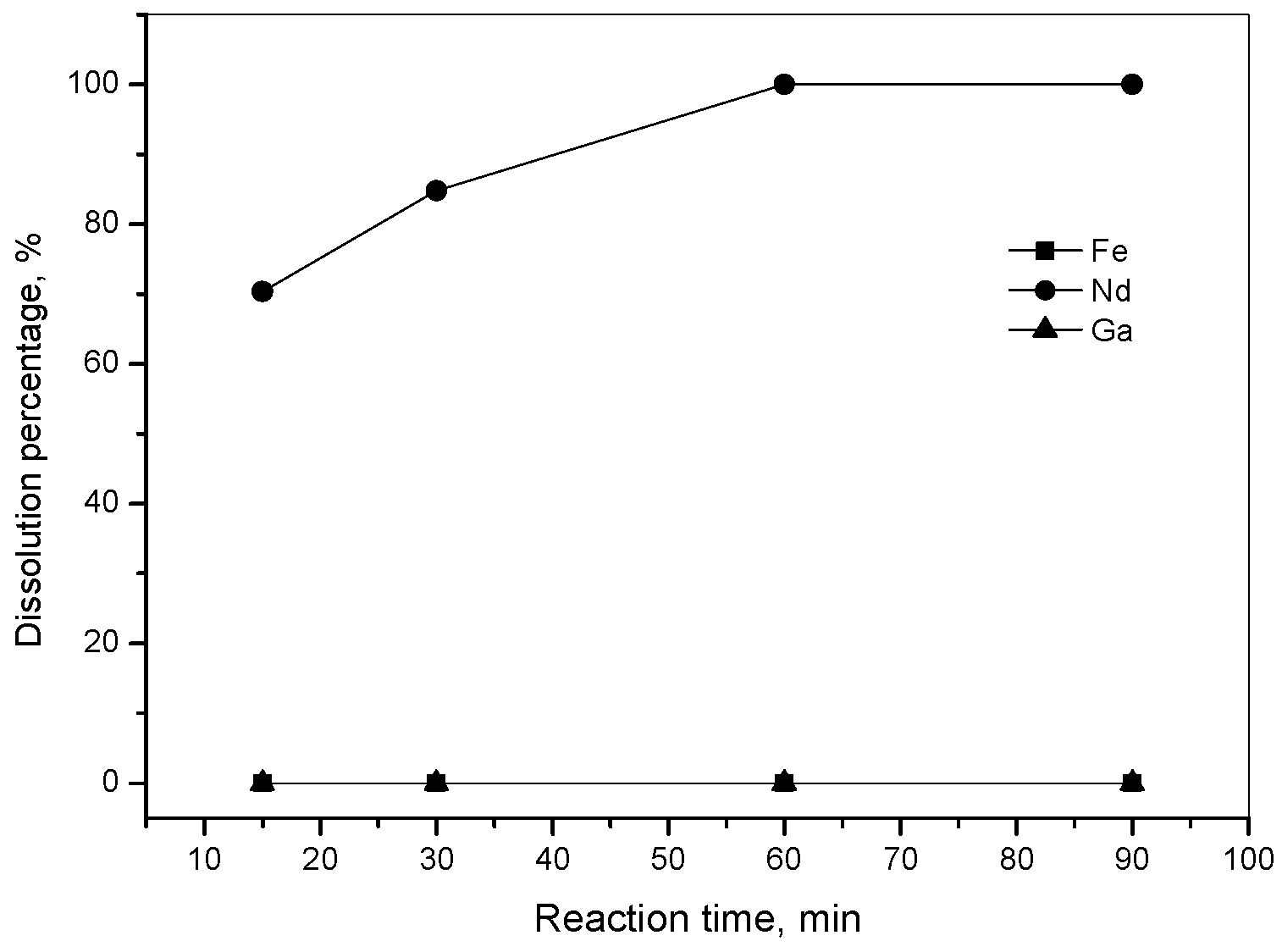
3.3. Effect of Reaction Time
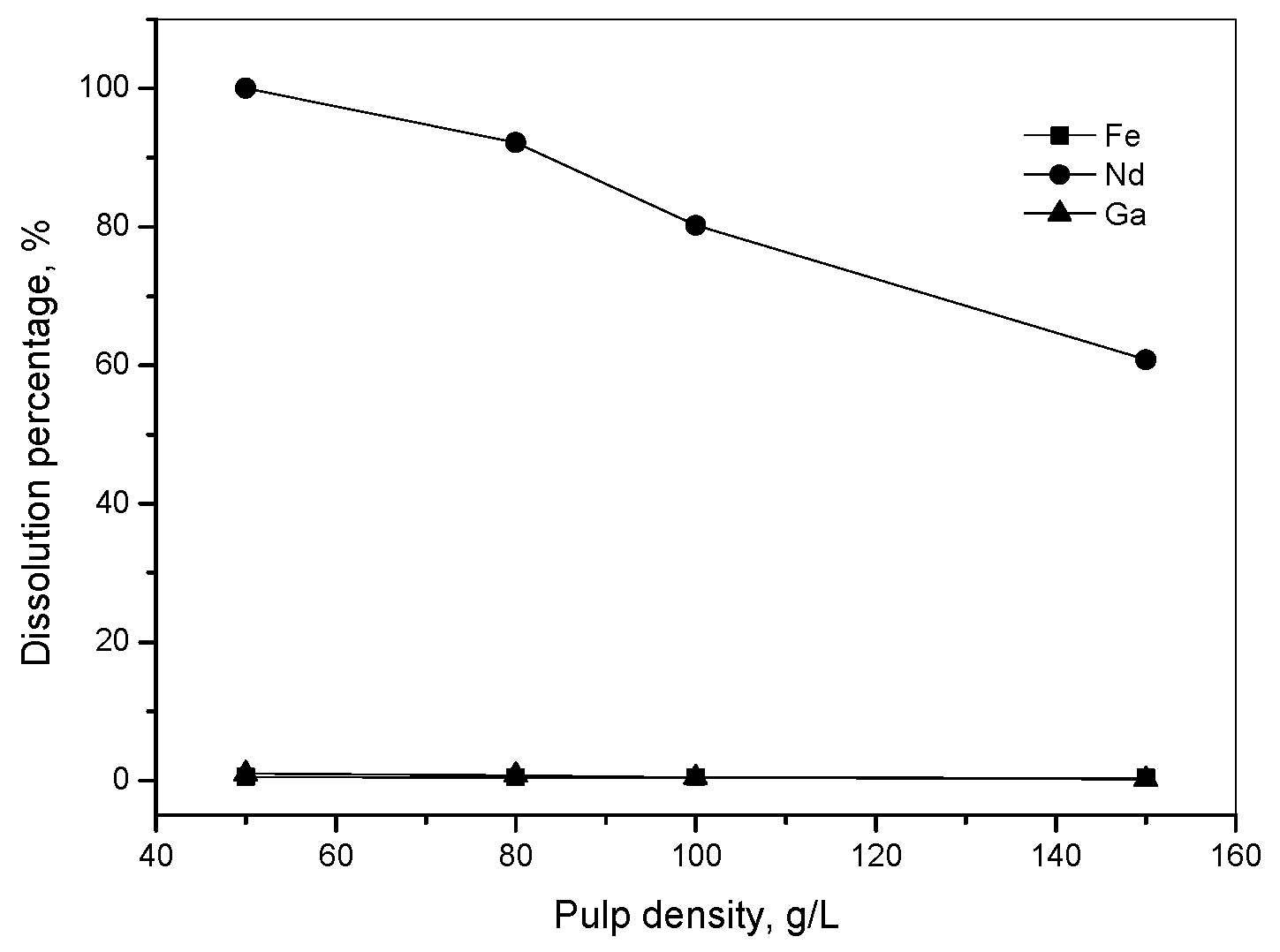
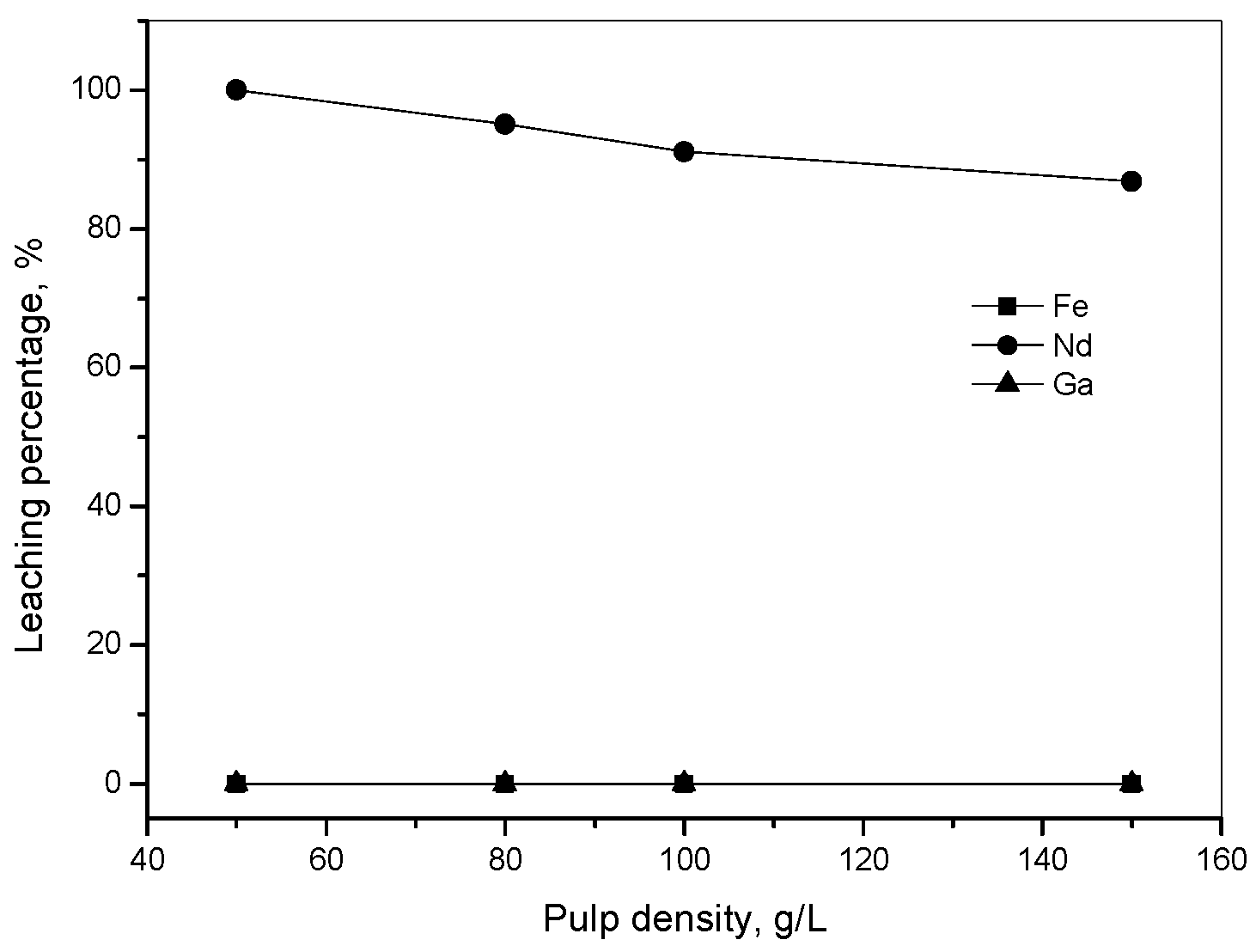
3.4. Effect of Pulp Density
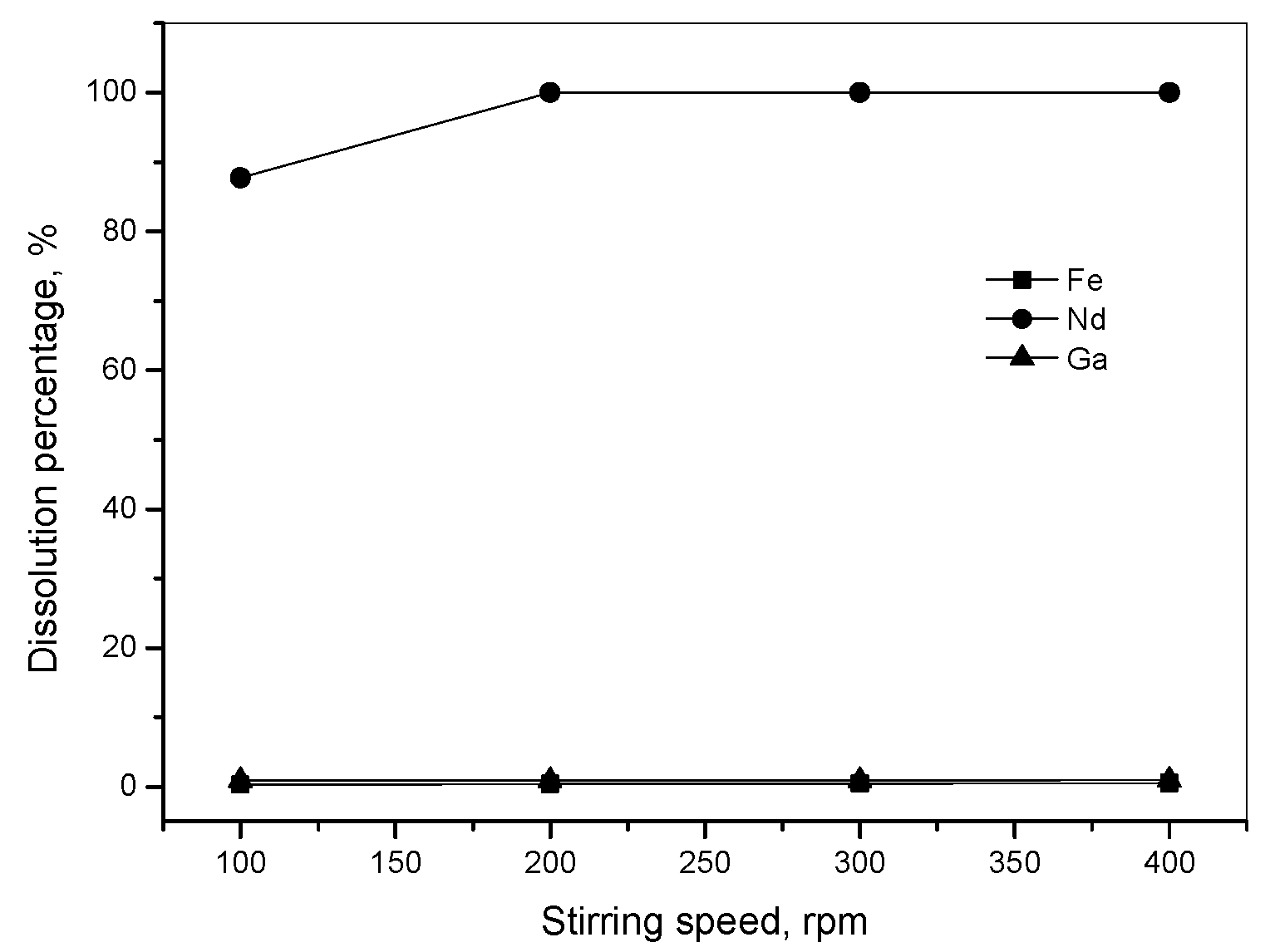
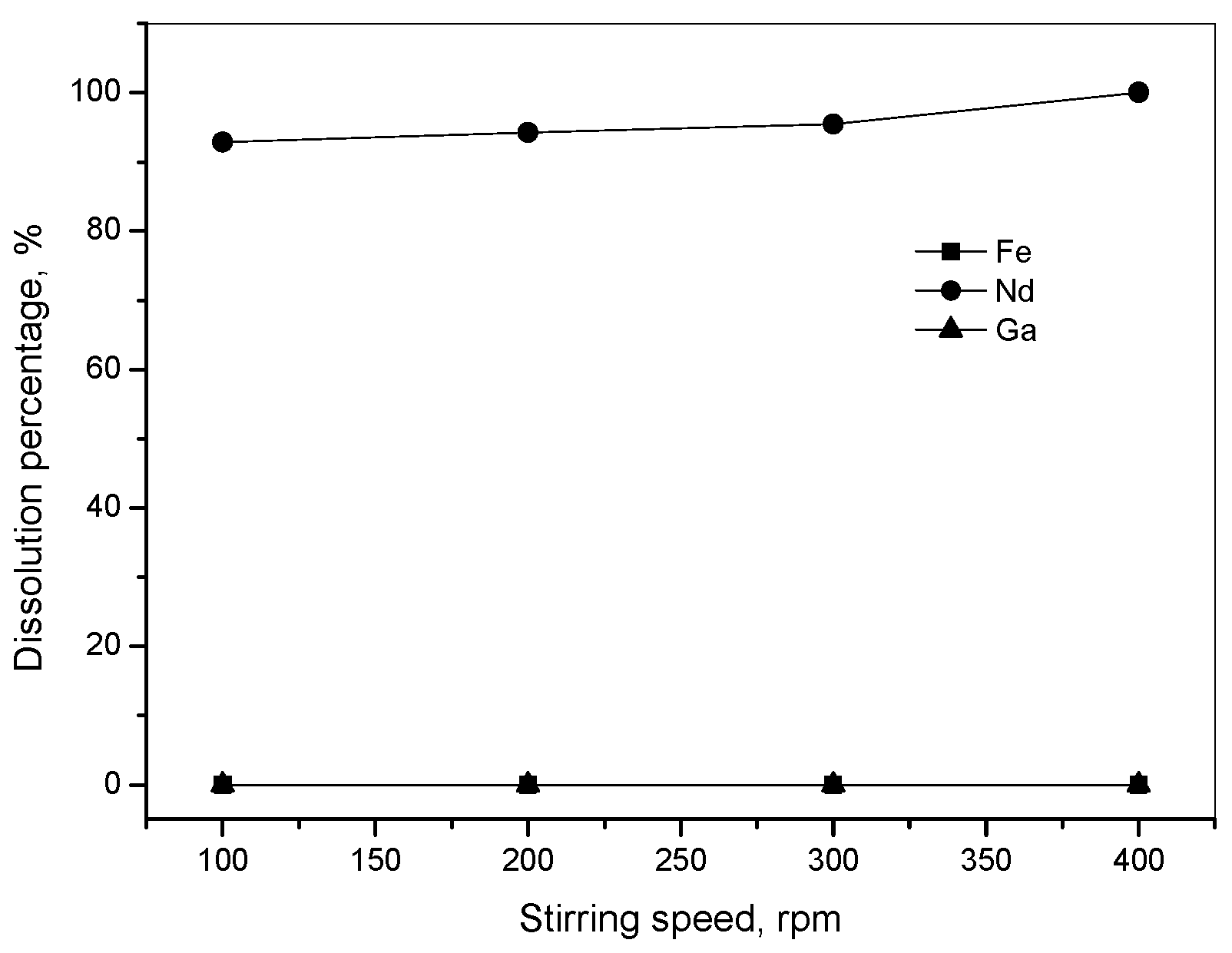
3.5. Effect of Stirring Speed
3.6. Effect of Solution Acidity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wall, F. Rare Earth Elements. Reference Module in Earth Systems and Environment, 2nd ed.; Elsevier Inc.: Cornwall, UK, 2020. [Google Scholar]
- Massari, S.; Ruberti, M. Rare earth elements as critical raw materials: Focus on international markets and future strategies. Resour. Policy 2012, 38, 36–43. [Google Scholar] [CrossRef]
- Bobba, S.; Carrara, S.; Huisman, J.; Mathieux, F.; Pavel, C. European Commission, Critical Materials for Strategic Technologies and Sectors in the EU—A Foresight Study. 2020. Available online: https://ec.europa.eu/docsroom/documents/42881 (accessed on 3 September 2020).
- Wubbeke, J. Rare earth elements in China: Policies and narratives of reinventing an industry. Resour. Policy 2013, 38, 384–394. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef] [Green Version]
- Agrawal, S.; Dhawan, N. Evaluation of red mud as a polymetallic source—A review. Miner. Eng. 2021, 171, 107084. [Google Scholar] [CrossRef]
- Ochsenkühn-Petropulu, M.; Lyberopulu, T.; Ochsenkühn, K.M.; Parissakis, G. Recovery of lanthanides and yttrium from red mud by selective leaching. Anal. Chim. Acta 1996, 319, 249–254. [Google Scholar] [CrossRef]
- Borra, C.R.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Leaching of rare earths from bauxite residue (red mud). Miner. Eng. 2015, 76, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Borra, C.R.; Mermans, J.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Selective recovery of rare earths from bauxite residue by combination of sulfation, roasting and leaching. Miner. Eng. 2016, 92, 151–159. [Google Scholar] [CrossRef]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of Rare Earths and Major Metals from Bauxite Residue (Red Mud) by Alkali Roasting, Smelting, and Leaching. J. Sustain. Metall. 2017, 3, 393–404. [Google Scholar]
- Abhilash; Sinha, S.; Sinha, M.K.; Pandey, B.D. Extraction of lanthanum and cerium from Indian red mud. Int. J. Miner. Process. 2014, 127, 70–73. [Google Scholar] [CrossRef]
- Rivera, R.; Ulenaers, B.; Ounoughene, G.; Binnemans, K.; Van Gerven, T. Extraction of rare earths from bauxite residue (red mud) by dry digestion followed by water leaching. Miner. Eng. 2018, 119, 82–92. [Google Scholar] [CrossRef]
- Lu, F.; Xiao, T.; Lin, J.; Li, A.; Long, Q.; Huang, F.; Xiao, L.; Li, X.; Wang, J.; Xiao, Q.; et al. Recovery of gallium from Bayer red mud through acidic-leaching-ion-exchange process under normal atmospheric pressure. Hydrometallurgy 2018, 175, 124–132. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, K.; Chen, W.; Lei, Q.; Huang, Y.; Peng, C. Recovery of iron and rare earth elements from red mud through an acid leaching-stepwise extraction approach. J. Cent. South Univ. 2019, 26, 458–466. [Google Scholar] [CrossRef]
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.M.; Van Gerven, T.; Jones, P.T.; et al. REE Recovery from End-of-Life NdFeB Permanent Magnet Scrap: A Critical Review. J. Sustain. Metall. 2017, 3, 122–149. [Google Scholar] [CrossRef]
- Vander Hoogerstraete, T.; Blanpain, B.; Van Gerven, T.; Binnemans, K. From NdFeB magnets towards the rare-earth oxides: A recycling process consuming only oxalic acid. RSC. Adv. 2014, 4, 64099–64111. [Google Scholar] [CrossRef] [Green Version]
- Yoon, H.S.; Kim, C.J.; Chung, K.; Jeon, S.; Park, I.; Yoo, K.; Jha, M.K. The Effect of Grinding and Roasting Conditions on the Selective Leaching of Nd and Dy from NdFeB Magnet Scraps. Metals 2015, 5, 1306–1314. [Google Scholar] [CrossRef]
- Orefice, M.; Binnemans, K.; Vander Hoogerstraete, T. Metal coordination in the high-temperature leaching of roasted NdFeB magnets with the ionic liquid betainium bis(trifluoromethylsulfonyl)imide. RSC. Adv. 2018, 8, 9299–9310. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jiang, Y.; Deng, Y.; Xin, W.; Guo, C. Oxidative Roasting–Selective Pressure Leaching Process for Rare Earth Recovery from NdFeB Magnet Scrap. Trans. Indian Inst. Met. 2020, 73, 703–711. [Google Scholar] [CrossRef]
- Eunyoung, K.; Osseo-Asare, K. Aqueous stability of thorium and rare earth metals in monazite hydrometallurgy: Eh–pH diagrams for the systems Th–, Ce–, La–, Nd– (PO4)–(SO4)–H2O at 25 °C. Hydrometallurgy 2012, 113–114, 67–68. [Google Scholar]
- Yonghwa, C.; Chi-Woo, L. Electrochemistry of Gallium. J. Electrochem. Sci. Technol. 2013, 4, 1–18. [Google Scholar]
- Archambo, M.; Kawatra, S.K. Red mud: Fundamentals and new avenues for utilization. Miner. Process. Extr. Metall. 2020, 42, 427–450. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T. Solvometallurgy: An Emerging Branch of Extractive Metallurgy. J. Sustain. Metall. 2017, 3, 570–600. [Google Scholar] [CrossRef] [Green Version]
- Rinkenbach, W.H. The Properties of Glycol Dinitrate. Ind. Eng. Chem. 1926, 18, 1195–1197. [Google Scholar] [CrossRef]
- David, R.L. Handbook of Chemistry and Physics, 88th ed.; Taylor & Francis Inc.: Oxfordshire, UK, 2007. [Google Scholar]
- Shannon, R.D.; Fischer, R.X. Empirical electronic polarizabilities of ions for the prediction and interpretation of refractive indices: Oxides and oxysalts. Am. Miner. 2016, 101, 2288–2300. [Google Scholar] [CrossRef]
- Li, Z.; Li, X.; Raiguel, S.; Binnemans, K. Separation of transition metals from rare earths by non-aqueous solvent extraction from ethylene glycol solutions using Aliquat 336. Sep. Purif. Technol. 2018, 201, 318–326. [Google Scholar] [CrossRef]
- Zahn, M.; Ohki, Y.; Fenneman, D.B.; Gripshover, R.J.; Gehman, V.H. Dielectric properties of water and water/ethylene glycol mixtures for use in pulsed power system design. Proc. IEEE 1986, 74, 1182–1221. [Google Scholar] [CrossRef]
- Shannon, R.D. Dielectric polarizabilities of ions in oxides and fluorides. Int. J. Appl. Phys. 1993, 73, 348–366. [Google Scholar] [CrossRef]
- Gharabaghi, M.; Irannajad, M.; Azadmehr, A.R. Leaching kinetics of nickel extraction from hazardous waste by sulphuric acid and optimization dissolution conditions. Chem. Eng. Res. Des. 2013, 91, 325–331. [Google Scholar] [CrossRef]
- Kocan, F.; Hicsonmez, U. Leaching kinetics of celestite in nitric acid solutions. Int. J. Miner. Metall. Mater. 2019, 26, 11–20. [Google Scholar] [CrossRef]
- James, G. Lange’s Handbook of Chemistry, 16th ed.; McGraw-Hill Education: New York, NY, USA, 2005; pp. 1357–1362. [Google Scholar]
- Johnson, R.H.; Everett, L.S.; David, C.S. Rare earth elements in hydrothermal systems: Estimates of standard partial molal thermodynamic properties of aqueous complexes of the rare earth elements at high pressures and temperatures. Geochim. Cosmochim. Acta 1995, 59, 4329–4350. [Google Scholar]
- Robert, M.S. Critical Stability Constants; Kluwer Academic Publishers Group: New York, NY, USA, 1995; Volume 4, pp. 104–112. [Google Scholar]
- Mihaylov, I.; Distin, P.A. Solvent Extraction of Gallium With D2EHPA From Acidic Sulphate Solutions—Equilibria and Complexation. Can. Metall. Q. 1993, 32, 21–30. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Processing | Performance | Ref. |
|---|---|---|---|
| Red mud | (1) Leaching in HCl (0.5–6 M; 1:4–50; 25–70 °C; 90–1440 min). (2) Leaching in HNO3 (0.1–0.6 M; 1:10–50; 60–1440 min). (3) Leaching in H2SO4 (0.5–5 M, 20%; 1:10–100; 25–100 °C; 30–1440 min). | - Recovery of about 90% Y, 70% heavy lanthanides (Dy, Er, Yb), 50% middle lanthanides (Nd, Sm, Eu, Gd), and 30% light lanthanides (La, Ce, Pr). | [7] |
| Greek red mud | - Leaching in HCl, H2SO4, HNO3 (0.5–6 N, T: 25–90 °C, t: 5 min to 24 h, L/S: 50). | - Dissolve about 80% of REEs, 60 % of iron, 30% Sc, and 50%Ti. | [8] |
| Red mud | (1) Roasting around 700 °C for 1 h with sulfuric acid to bauxite residue mass ratio of 1:1. (2) Leaching for 7 days without agitation or for 2 days with agitation at room temperature. | - Extract 60 wt% of scandium and >80 wt% of other REEs. - Concentration of REEs and other elements in the leach solution (ppm): Y (13), La (19), Ce (62), Nd (17), Dy (3), Sc (15), Na (3859), Al (4638), Ca (441), Ti (82), Fe (450). | [9] |
| Red mud | (1) Alkali roasting of bauxite residue at 950 °C for 4 h with sodium carbonate followed by water leaching at 80 °C for 60 min can remove about 75 wt% of alumina. (2) Smelter sample at 1500 °C (3) The slag was leached with acids (HCl, H2SO4, or HNO3) at 25 °C and 90 °C. | - Remove about 75 wt% of alumina. - Remove more than 98 % of iron. - Dissolution of about 80% of Sc. - Recover more than 80% of Ti and REEs. | [10] |
| Indian red mud | (1) Leaching the red mud with 3 M H2SO4 at ambient temperature, S/L = 10 g/L and 200 rpm in 1 h. (2) Leaching in 3 M H2SO4 at 75 °C and S/L = 10 g/L in 1 h time. (3) Extraction of lanthanum, cerium and scandium from the leach liquor by Cyanex 301. | - Extract 99.9% of lanthanum. - Extract 99.9% of cerium. - Recovery of 37% lanthanum at 75 °C, and 44% cerium at ambient temperature (35 °C). | [11] |
| Red mud | - Dry digestion of bauxite residue with HCl or H2SO4, followed by water leaching. | - Recovery of about 40% of scandium and 25% iron. - Concentration of REEs in the leachate was approximately 6–8 mg L−1 and up to 20 mg L−1 with multi-stage circulation. | [12] |
| Red mud | (1) Leaching in HCl (159 g/L, L/S: 8 mL/g, T: 55 °C, t: 5 h) (2) Ion exchange by LSD-396 resin under conditions of 45 ± 2 °C, resin dosage of 0.6 g/mL and 2 h. | - Leaching rate of 94.77% Ga and 3.91 mg/L Ga3+ in leachate. - Adsorption rate of 59.84% and desorption rate of 95.32% for Ga. | [13] |
| Red mud | - Leaching conditions: 130% HCl dosage, L/S = 4 mL/g, T: 75 °C, t: 3 h. | - Leaching efficiencies of metals: Fe (95.9%), Al (82.1%), Ti (68.3%), Sc (93.3%), La (82.3%), Ce (96.9%), Nd (98.3%), and Y (95.6%) | [14] |
| NdFeB magnet powder | (1) Crushing and milling of the magnet into coarse powder. (2) Roasting to transform the metals into the corresponding oxides (3) The selective leaching with acids (HCl, HNO3). (4) Extracting with the ionic liquid trihexyl(tetradecyl)phosphonium chloride. (5) Precipitating the REEs by the addition of oxalic acid. (6) Calcining the rare-earth oxalates to rare-earth oxides. | - The purity of the REEs in the leachate was higher than 90% | [16] |
| NdFeB magnets | (1) Grinding conditions: molar ratio of NaOH:Nd = 15:1, 550 rpm, 5 cm3 in water addition, 30 min. (2) Roasting at 400 °C and 2 h. (3) Leaching in 1 kmol·m−3 acetic acid, at 400 rpm, and 90 °C with 1% pulp density. | - Dissolution 94.2% Nd, 93.1% Dy, 1.0% Fe | [17] |
| NdFeB magnets | (1) The samples were crushed, milled and roasted above 100 °C (2) Leaching with the ionic liquid [Hbet][Tf2N] at 175 °C and at atmospheric pressure. | - Oxidized magnets to oxidize NdFeO3, Nd2O3, Fe2O3 - Recover neodymium, dysprosium, and cobalt. | [18] |
| NdFeB scrap | (1) Roasting NdFeB scrap at 800 °C (2) Leaching in 10 wt% HCl at 110 °C for 30 min. | - Oxidized to form Fe2O3, NdFeO3, and NdBO3. - Leaching rate of rare earth was 96.27% along with 13.33% Fe | [19] |
| Mineral Component | Red Mud | Oxide Mixture |
|---|---|---|
| Fe2O3 | 4–55% | 98.36% |
| TiO2 | 2–17% | - |
| Al2O3 | 6–27% | - |
| SiO2 | 3–24% | - |
| Na2O | 0–10% | - |
| CaO | 0–40% | - |
| Rare Earth Elements | 500–1700 ppm | - |
| - La | 0–416 ppm | |
| - Ce | 0–842 ppm | |
| - Pr | 0–95 ppm | |
| - Nd | 0–341 ppm | |
| - Sm | 0–64 ppm | |
| - Gd | 0–56 ppm | |
| - Tb | 0–184 ppm | |
| - Dy | 0–48 ppm | |
| - Ho | 0–25 ppm | |
| - Er | 0–28 ppm | |
| - Yb | 0–28 ppm | |
| - Y | 0–373 ppm | |
| - Sc | 0–158 ppm | |
| - Ga | 0–570 ppm | |
| Nd2O3 | - | 1.15% |
| Ga2O3 | - | 0.49% |
| Ionic | Ionic Radius, pm | Solvation Enthalpy in Water, kJ/mol | Solvation Enthalpy in EG, kJ/mol | Oxides | Lattice Energy (Calculated), kJ/mol | Heat of Solution in Water, kJ/mol | Heat of Solution in EG, kJ/mol |
|---|---|---|---|---|---|---|---|
| Nd3+ | 98.3 | −1910 | −1887 | Nd2O3 | 12736 | 6234 | 6310 |
| Fe3+ | 64.5 | −2911 | −2877 | Fe2O3 | 14309 | 5806 | 5905 |
| Ga3+ | 62 | −3028 | −2992 | Ga2O3 | 15590 | 6852 | 6954 |
| O2- | 140 | −894 | −884 | - | - | - | - |
| Ion | αD, Å3 |
|---|---|
| Nd3+ | 5.01 |
| Fe3+ | 2.28 |
| Ga3+ | 1.50 |
| O2- | 2.00 |
| Formula | Ksp |
|---|---|
| Nd(OH)3 | 3.2 × 10−22 |
| Fe(OH)3 | 2.79 × 10−39 |
| Ga(OH)3 | 7.28 × 10−36 |
| Ion | Concentration, M | Precipitation pH |
|---|---|---|
| Nd3+ | 0.01 | 6.5 |
| Fe3+ | 0.01 | 1.8 |
| Ga3+ | 0.01 | 3.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, T.T.H.; Kim, Y.H.; Lee, M.S. Selective Dissolution of Nd2O3 from the Mixture with Fe2O3 and Ga2O3 by Using Inorganic Acid Solutions Containing Ethylene Glycol. Metals 2022, 12, 1268. https://doi.org/10.3390/met12081268
Nguyen TTH, Kim YH, Lee MS. Selective Dissolution of Nd2O3 from the Mixture with Fe2O3 and Ga2O3 by Using Inorganic Acid Solutions Containing Ethylene Glycol. Metals. 2022; 12(8):1268. https://doi.org/10.3390/met12081268
Chicago/Turabian StyleNguyen, Thi Thu Huong, Yong Hwan Kim, and Man Seung Lee. 2022. "Selective Dissolution of Nd2O3 from the Mixture with Fe2O3 and Ga2O3 by Using Inorganic Acid Solutions Containing Ethylene Glycol" Metals 12, no. 8: 1268. https://doi.org/10.3390/met12081268