Evaluation of the Friction Coefficient for TRIP1000 Steel under Different Conditions of Lubrication, Contact Pressure, Sliding Speed and Working Temperature


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
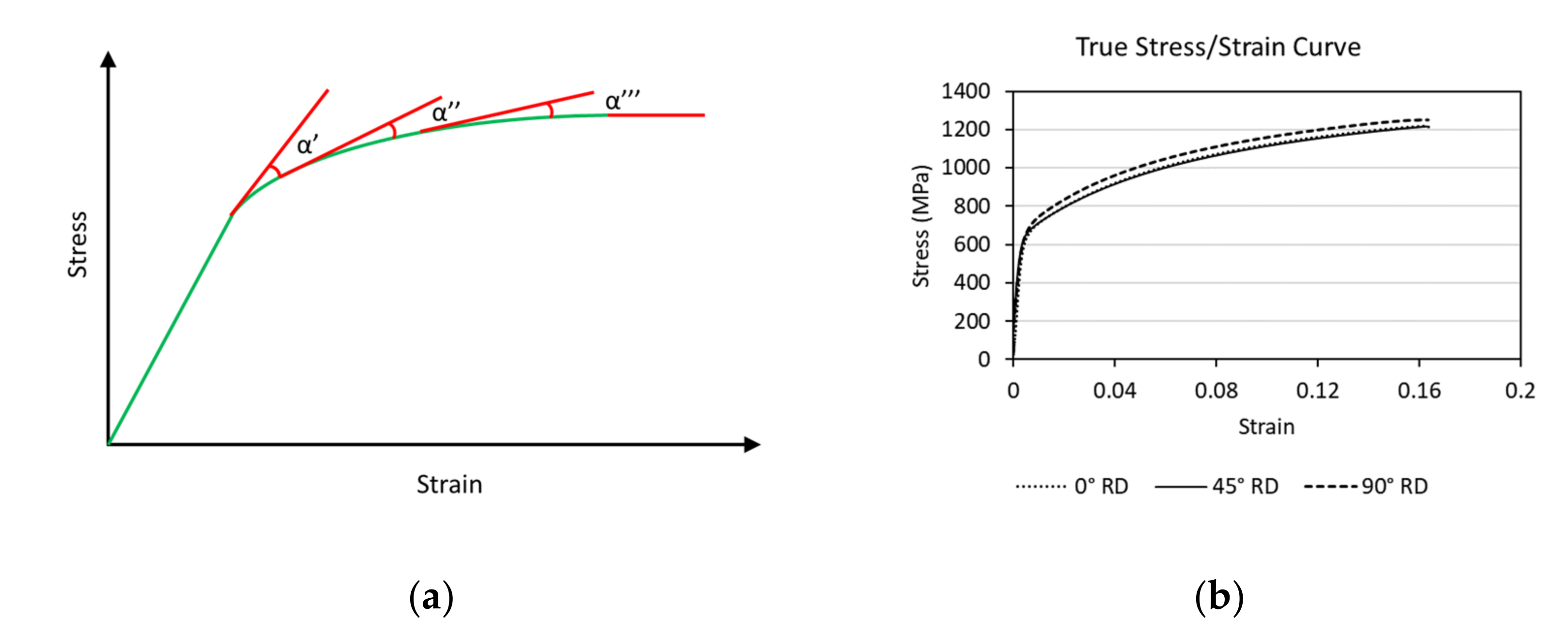
2.1. Sheet Material
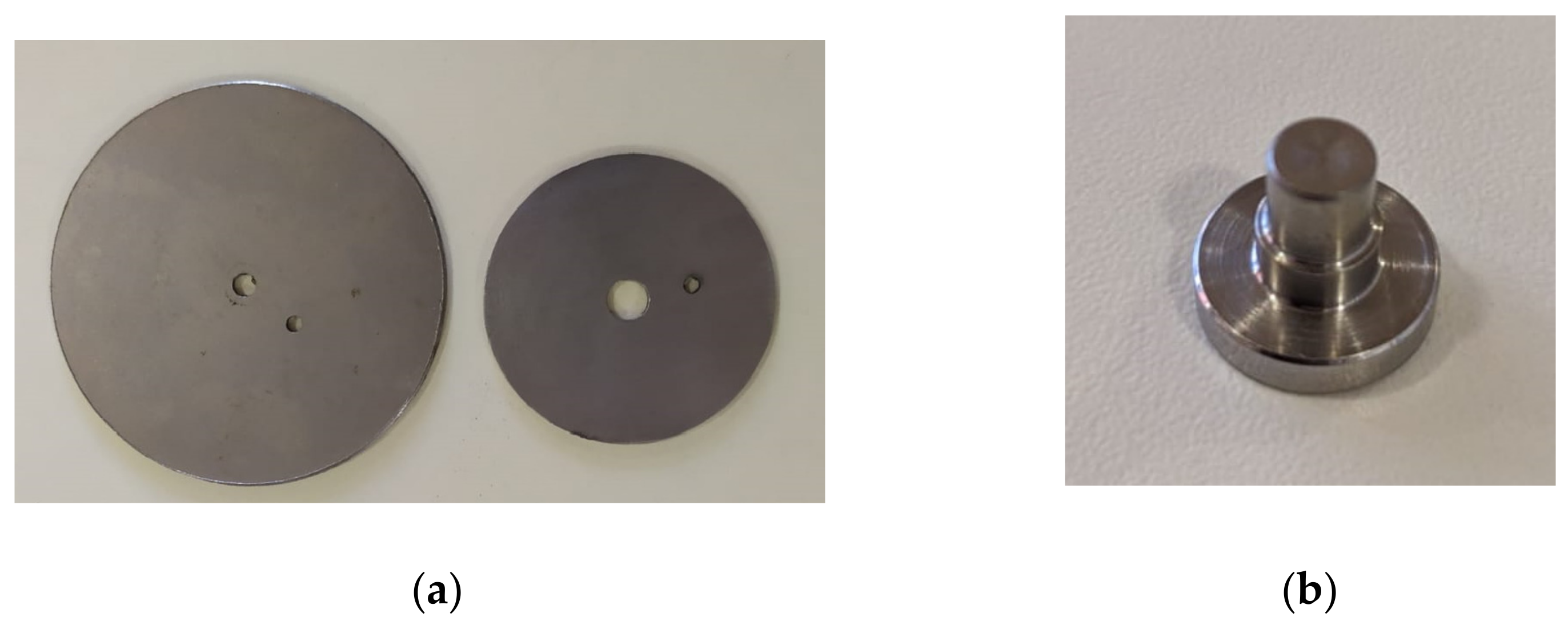
2.2. Pin-on-Disk Test
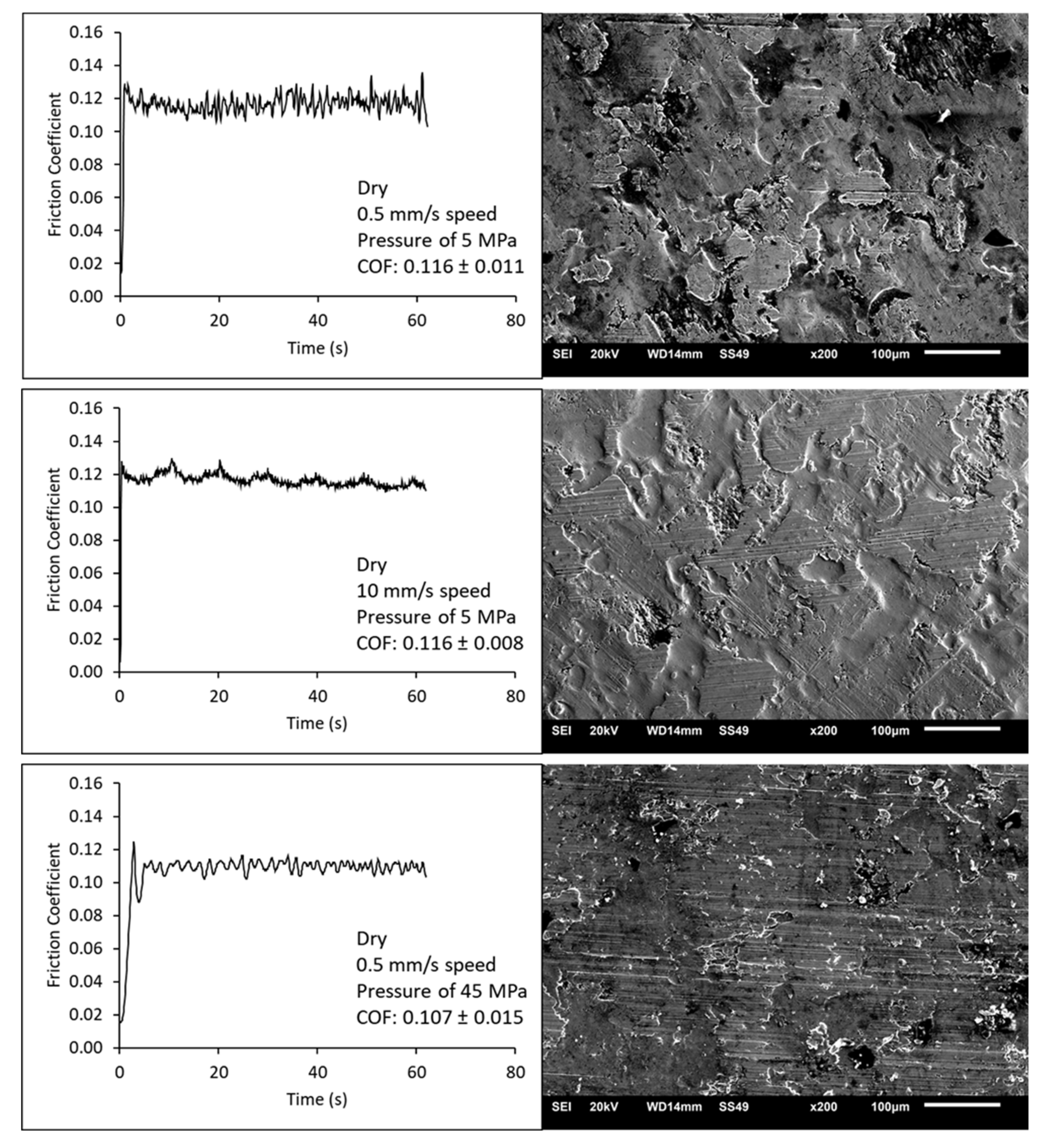
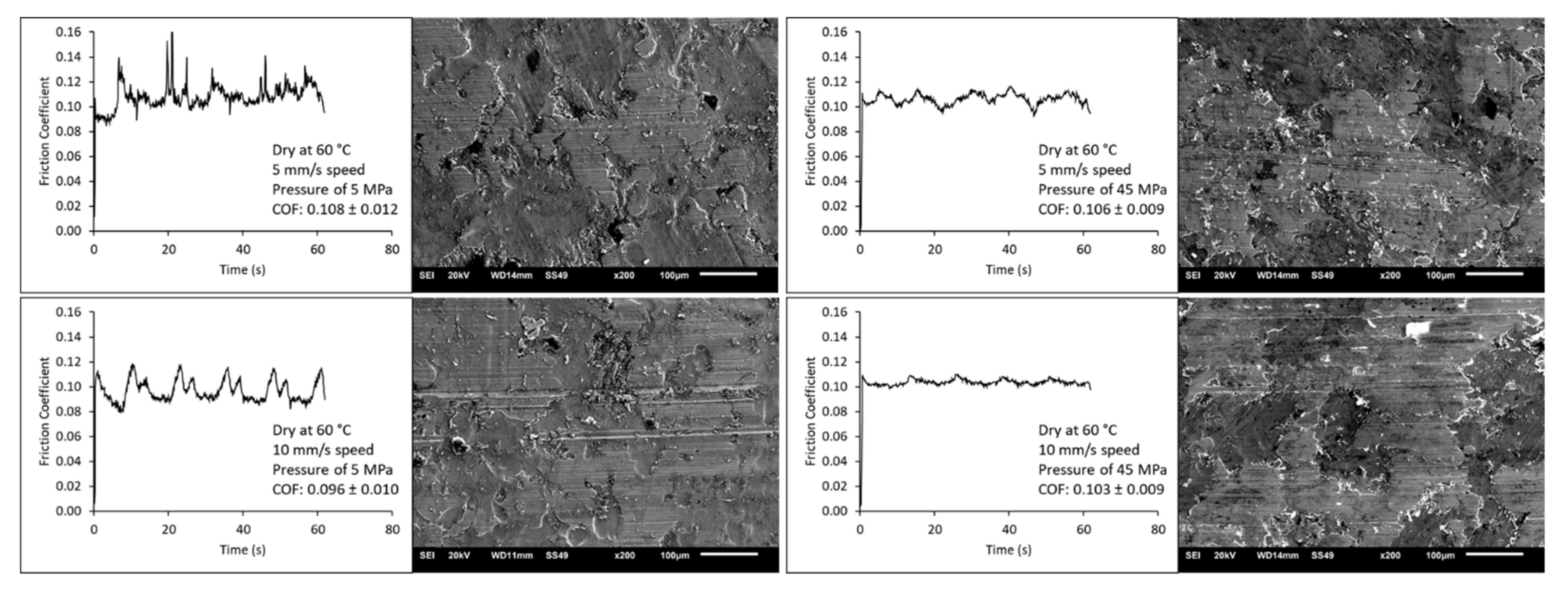
3. Results and Discussions
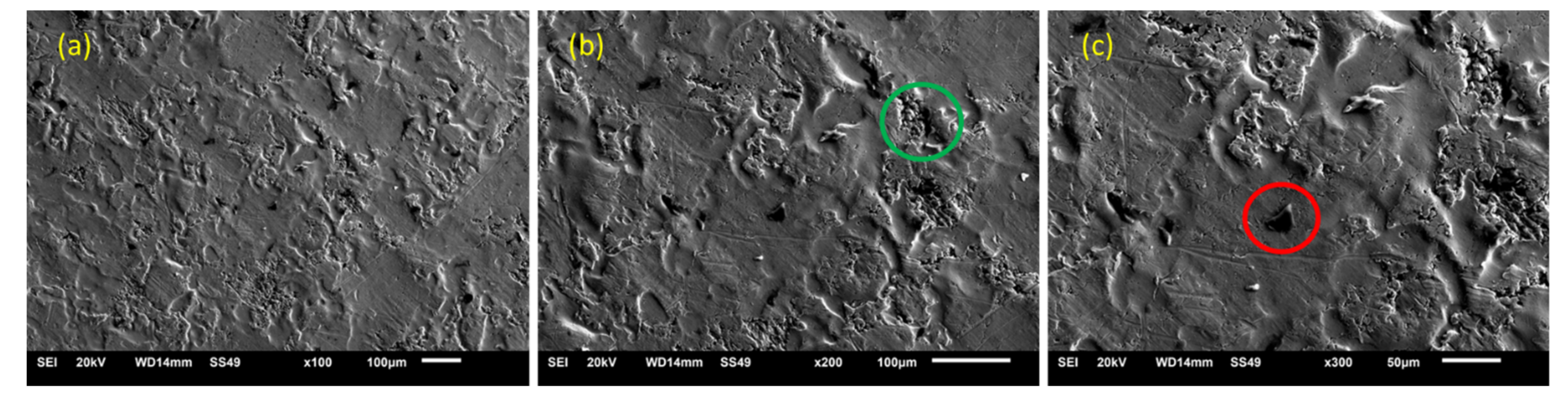
Topological Profile of Samples
4. Conclusions
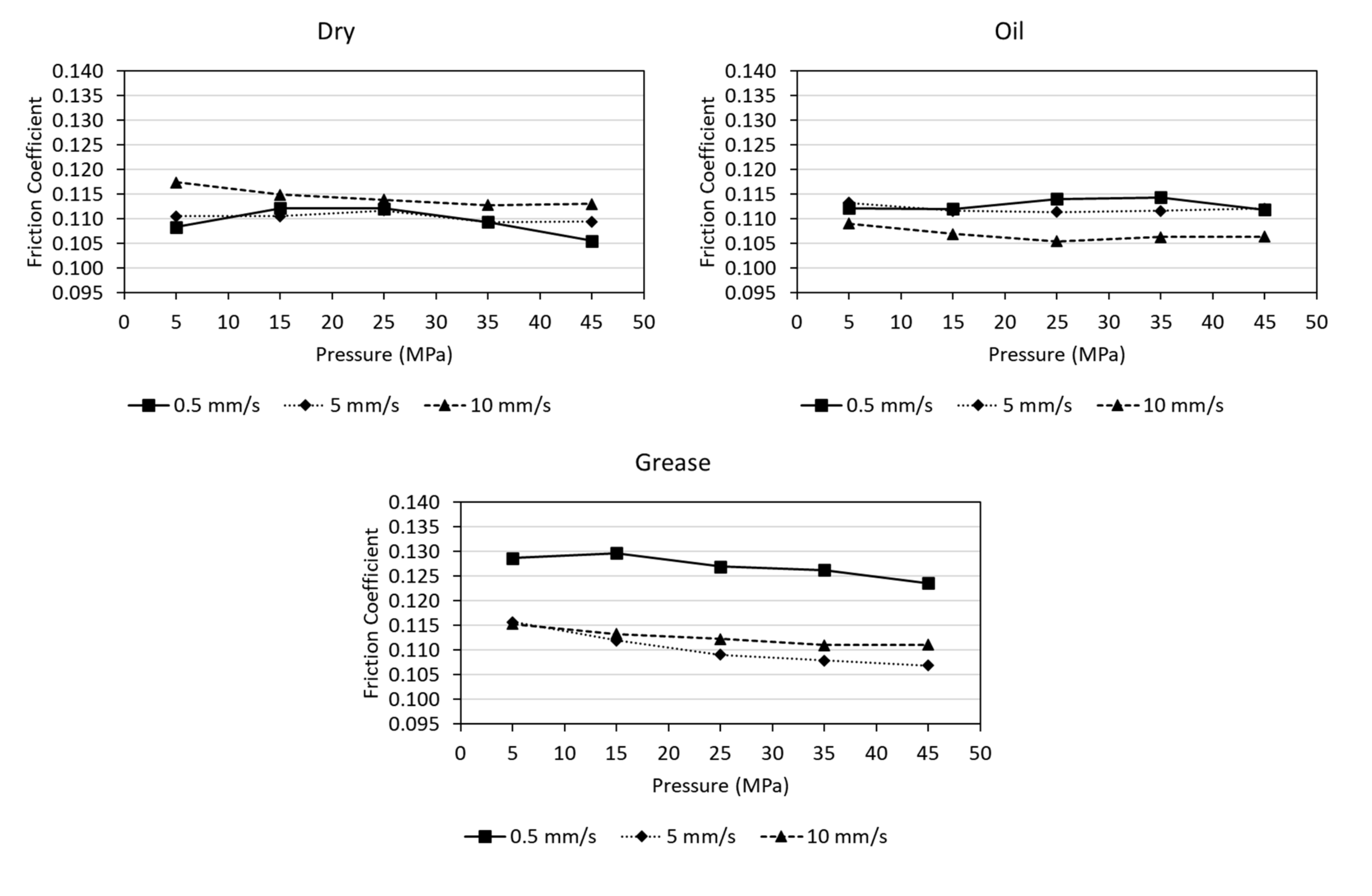
- Lubrication did not act to greatly decrease the friction coefficient, and, for the grease, there was an increase in the friction coefficient, mainly for a low speed.
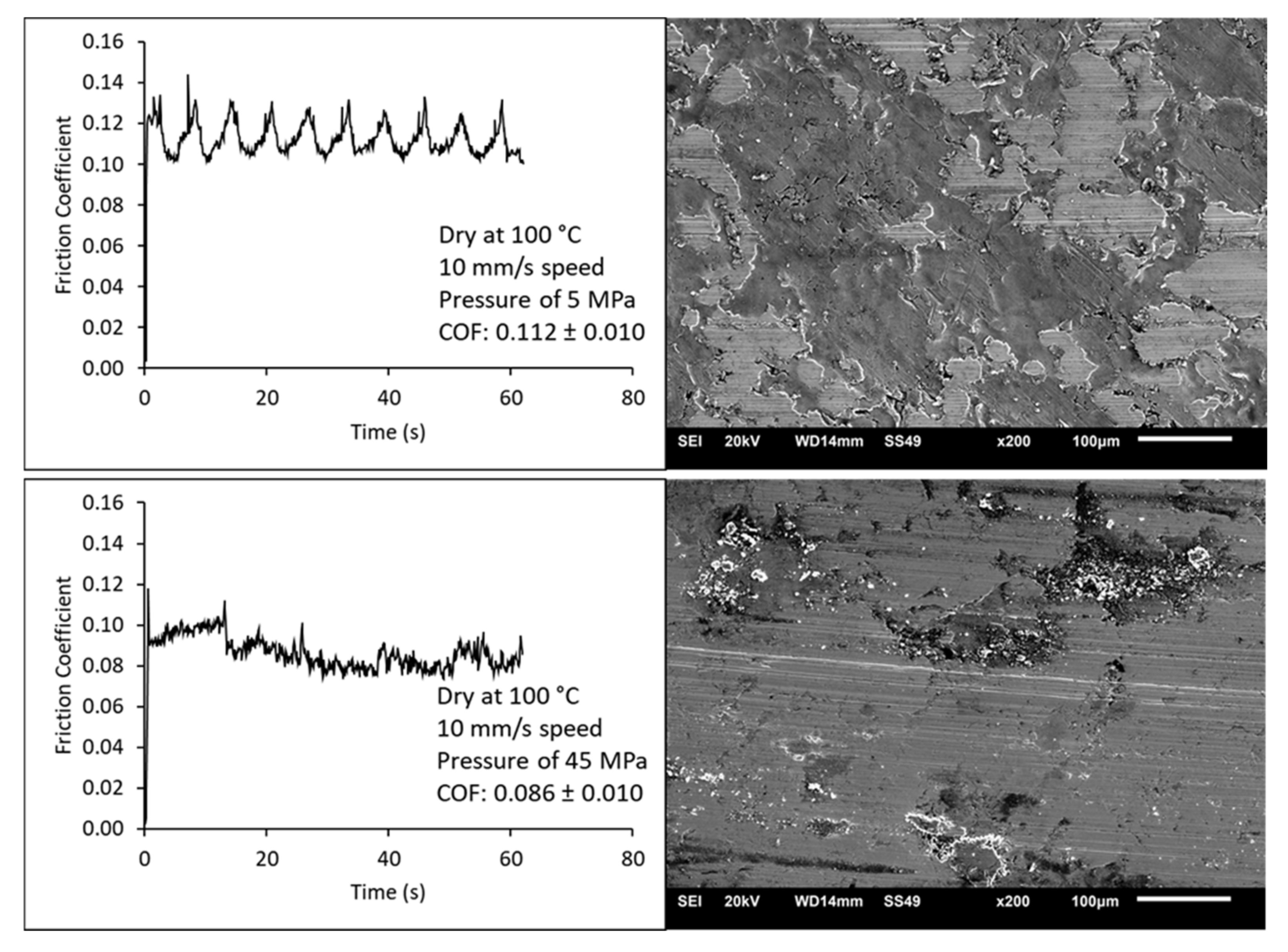
- Likewise, speed and contact pressure did not act to greatly reduce friction, but some speeds and pressures helped to stabilize the friction stick–slip.
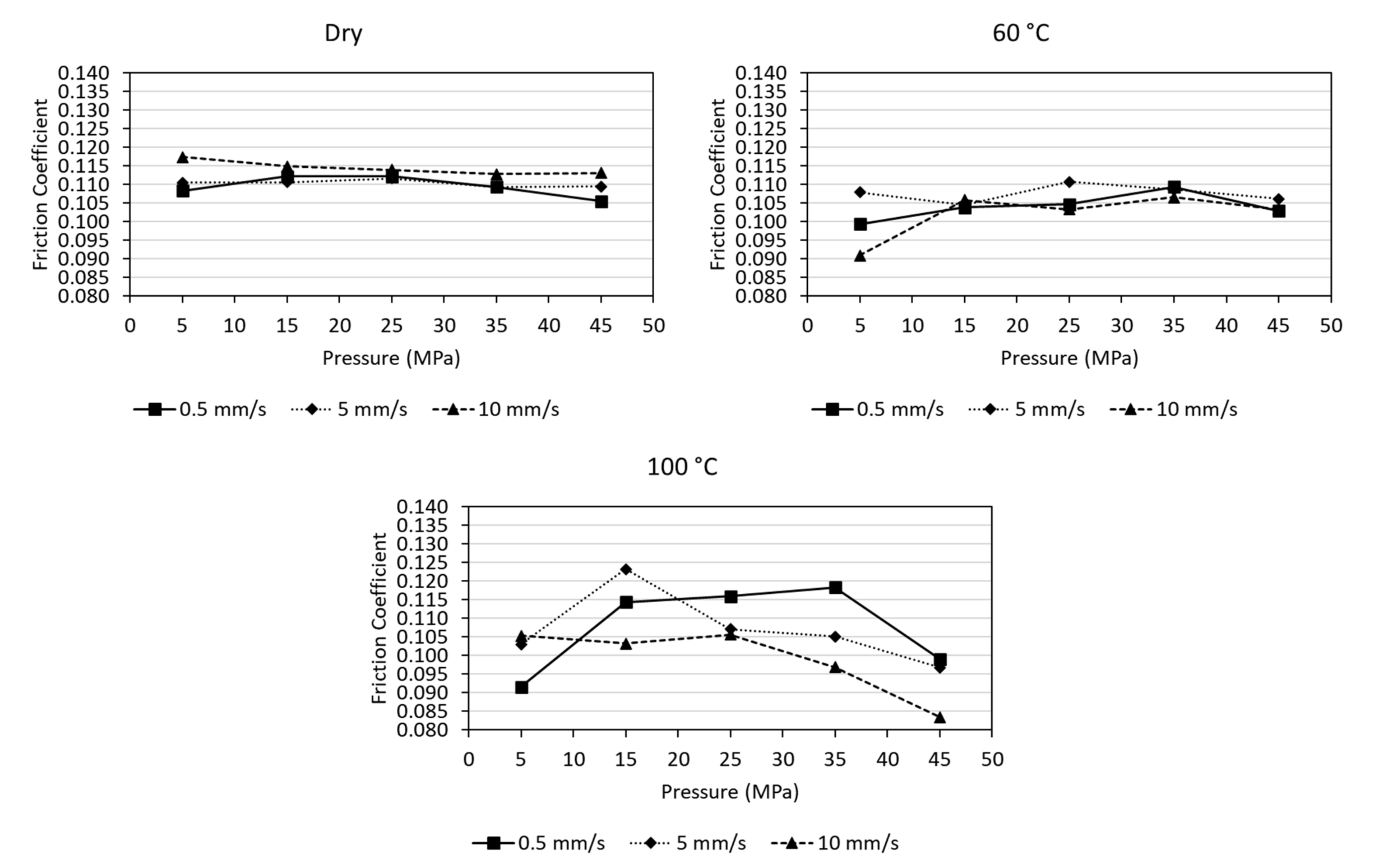
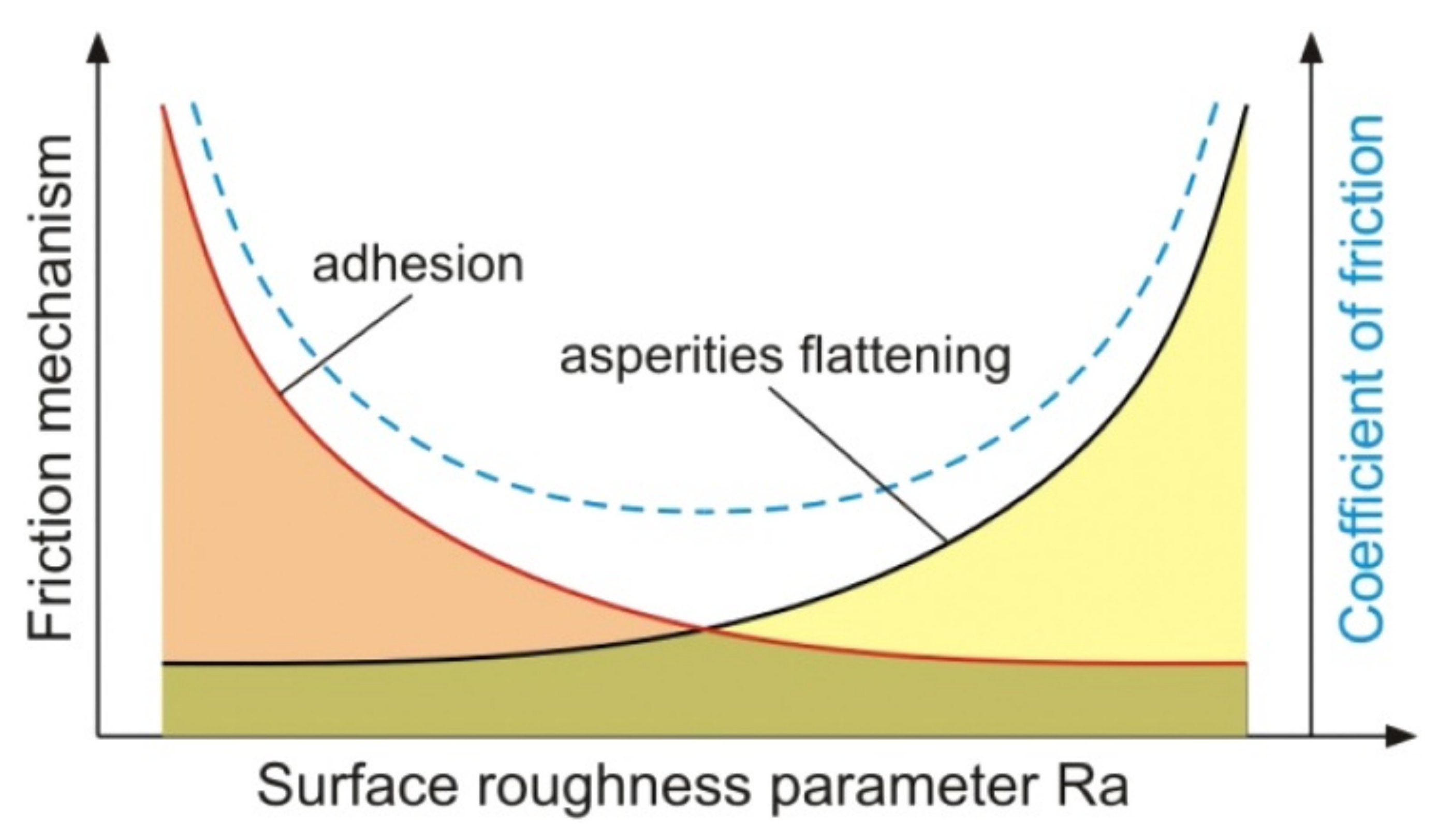
- The increase in temperature favoured the appearance of the stick–slip mechanism due to the increase in material adhesion, which can increase tool wear and galling. This highlights the need for a lubricant that, in addition to reducing tool wear, acts as a coolant and thus reduces material adhesion.
- Measuring the coefficient of friction with these process variables is very important so that the friction performance is understood and applied in numerical simulations of the final parts more accurately.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bay, N.; Azushima, A.; Groche, P.; Ishibashi, I.; Merklein, M.; Morishita, M.; Nakamura, T.; Schmid, S.; Yoshida, M. Environmentally benign tribo-systems for metal forming. CIRP Ann. 2010, 59, 760–780. [Google Scholar] [CrossRef] [Green Version]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; van den Boogaard, A.H. Friction and lubrication modeling in sheet metal forming simulations of a Volvo XC90 inner door. IOP Conf. Ser. Mater. Sci. Eng. 2016, 159, 012021. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.; Kardes, N. Friction and lubrication: By F. P. BowdenandD. Tabor, Revised reprint, Methuen, London, Barnes and Noble, New York, 1967; 18 × 13 cm; 166 pp. with 7 halftone plates and 65 diagrams; price: 21s. net. Wear 1968, 12, 136. [Google Scholar] [CrossRef] [Green Version]
- Trzepiecinski, T.; Lemu, H.G. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals 2019, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Fratini, L.; Casto, S.L.; Valvo, E.L. A technical note on an experimental device to measure friction coefficient in sheet metal forming. J. Mater. Process. Technol. 2006, 172, 16–21. [Google Scholar] [CrossRef]
- Tillmann, W.; Stangier, D.; Lopes-Dias, N.-F.; Biermann, D.; Krebs, E. Adjustment of friction by duplex-treated, bionic structures for Sheet-Bulk Metal Forming. Tribol. Int. 2017, 111, 9–17. [Google Scholar] [CrossRef]
- Silva, B.C.D.S.; Rodrigues, A.M.; Mueller, R.; Lora, F.A.; Nascimento, M.L.F.; Pinto, H.C.; Coelho, R.S. Tribological Investigations on Tool Surfaces for Temperature-Supported Forming of Magnesium AZ31 Sheets. Materials 2020, 13, 2465. [Google Scholar] [CrossRef]
- Wang, W.; Zhao, Y.; Wang, Z.; Hua, M.; Wei, X. A study on variable friction model in sheet metal forming with advanced high strength steels. Tribol. Int. 2016, 93, 17–28. [Google Scholar] [CrossRef]
- Kim, H.; Altan, T.; Yan, Q. Evaluation of stamping lubricants in forming advanced high strength steels (AHSS) using deep drawing and ironing tests. J. Mater. Process. Technol. 2009, 209, 4122–4133. [Google Scholar] [CrossRef]
- Grueebler, R.; Hora, P. Temperature dependent friction modeling for sheet metal forming. Int. J. Mater. Form. 2009, 2, 251–254. [Google Scholar] [CrossRef]
- Olguner, S.; Bozdana, A. The Effect of Friction Coefficient on Punch Load and Thickness Reduction in Deep Drawing Process. Int. J. Mater. 2016, 3, 64–68. [Google Scholar]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; Van Den Boogaard, T. Friction in sheet metal forming: Influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manuf. 2019, 29, 512–519. [Google Scholar] [CrossRef]
- Hol, J.; Alfaro, M.C.; de Rooij, M.; Meinders, T. Advanced friction modeling for sheet metal forming. Wear 2011, 286–287, 66–78. [Google Scholar] [CrossRef] [Green Version]
- Shisode, M.; Hazrati, J.; Mishra, T.; de Rooij, M.; van den Boogaard, T. Mixed Lubrication Friction Model Including Surface Texture Effects for Sheet Metal Forming. J. Mater. Processing Technol. 2021, 291, 117035. [Google Scholar] [CrossRef]
- Dou, S.; Xia, J. Analysis of Sheet Metal Forming (Stamping Process): A Study of the Variable Friction Coefficient on 5052 Aluminum Alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef] [Green Version]
- Zabala, A.; de Argandoña, E.S.; Cañizares, D.; Llavori, I.; Otegi, N.; Mendiguren, J. Numerical study of advanced friction modelling for sheet metal forming: Influence of the die local roughness. Tribol. Int. 2021, 165, 107259. [Google Scholar] [CrossRef]
- Tatipala, S.; Pilthammar, J.; Sigvant, M.; Wall, J.; Johansson, C.M. Introductory study of sheet metal forming simulations to evaluate process robustness. IOP Conf. Ser. Mater. Sci. Eng. 2018, 418, 012111. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S. Tribological behaviour of DLC coatings for sheet metal forming tools. Wear 2011, 271, 2454–2458. [Google Scholar] [CrossRef]
- Totten, G.E. ASM Handbook, Volume 18: Friction, Lubrication, and Wear Technology; American Society for Metals: Geauga County, OH, USA, 2017. [Google Scholar]
- Altan, T.; Tekkaya, A.E. Sheet Metal Forming: Processes and Applications; ASM International: Almere, The Netherlands, 2012; ISBN 9781615039883. [Google Scholar]
- Grote, K.-H.; Antonsson, E.K. Springer Handbook of Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2009; Volume 47. [Google Scholar]
- Folle, L.F.; Schaeffer, L. Effect of surface roughness and lubrication on the friction coefficient in deep drawing processes of aluminum alloy aa1100 with fem analysis 1. Matéria 2019, 24. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.E.; Heo, J.Y.; Yoon, I.C.; Song, J.S.; Youn, K.T.; Park, C.D. Evaluation of Friction Characteristics for High-Strength-Steel Sheets Depending on Conditions. Trans. Mater. Process. 2015, 24, 381–386. [Google Scholar] [CrossRef] [Green Version]
- Tamai, Y.; Fujita, T.; Inazumi, T.; Manabe, K.-I. Effects of Contact Pressure, Sliding Velocity and Sliding Length on Friction Behavior of High-Tensile-Strength Steel Sheets. J. Jpn. Soc. Technol. Plast. 2013, 54, 537–541. [Google Scholar] [CrossRef] [Green Version]
- Trzepieciński, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | Al | Ti + Nb | P | S |
|---|---|---|---|---|---|---|---|
| Content (wt%) | <0.30 | <2.50 | <2.00 | <2.00 | <0.10 | <0.04 | <0.01 |
| Rolling Direction | Yield Strength (MPa) | UTS (MPa) | Elunifor. (%) | Eltotal (%) | n6%-ue | r10% |
|---|---|---|---|---|---|---|
| 90° | 746 | 1064 | 14.2 | 18.3 | 0.167 | 1.047 |
| 45° | 726 | 1054 | 15.2 | 19.3 | 0.176 | 0.840 |
| 0° | 724 | 1056 | 16.1 | 20.6 | 0.180 | 0.802 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Folle, L.F.; Caetano dos Santos Silva, B.; Sousa de Carvalho, M.; Zamorano, L.G.S.; Coelho, R.S. Evaluation of the Friction Coefficient for TRIP1000 Steel under Different Conditions of Lubrication, Contact Pressure, Sliding Speed and Working Temperature. Metals 2022, 12, 1299. https://doi.org/10.3390/met12081299
Folle LF, Caetano dos Santos Silva B, Sousa de Carvalho M, Zamorano LGS, Coelho RS. Evaluation of the Friction Coefficient for TRIP1000 Steel under Different Conditions of Lubrication, Contact Pressure, Sliding Speed and Working Temperature. Metals. 2022; 12(8):1299. https://doi.org/10.3390/met12081299
Chicago/Turabian StyleFolle, Luis Fernando, Bruno Caetano dos Santos Silva, Marcelo Sousa de Carvalho, Luiz Gustavo Souza Zamorano, and Rodrigo Santiago Coelho. 2022. "Evaluation of the Friction Coefficient for TRIP1000 Steel under Different Conditions of Lubrication, Contact Pressure, Sliding Speed and Working Temperature" Metals 12, no. 8: 1299. https://doi.org/10.3390/met12081299