Abstract
This work thoroughly investigated the microstructure of laser powder bed fusion (LPBF) Ti64 alloy induced by electropulsing (ECP) with different current densities. The results show that as the electric current density increases, the small-sized (<10 μm) α′ martensites increase and the large-sized (>10 μm) α′ martensites decrease, resulting in a typical grading microstructure treated by the ECP treatment. The thermodynamic barrier was found to decrease as the electric current passed, recrystallization occurred, and the percentage of small-sized α′ martensites increased. At the same time, the unique electrothermal coupling effect of ECP treatment acted on the needle-like α′ martensites, causing an energy concentration on the tip to break the adjacent α′ martensite and the percentage of large-sized α′ martensites to decrease. When the current density of ECP treatment was 48.37 A/mm2, the grading phenomenon of acicular α′ martensites was the most obvious and its size distribution changed significantly, which simultaneously improved the strength and elongation of LPBF-Ti64 alloy. Thus, the typical grading phenomenon of the α′ martensites plays a decisive role in improving the mechanical properties of the LPBF-Ti64 samples induced by the ECP treatment. The present results provide new information on the ECP processing additive manufacturing metallic materials.
1. Introduction
Ti-6Al-4V (Ti64) alloy is widely used in aerospace, biomedical and other aspects due to its high specific strength, good corrosion resistance, and excellent biocompatibility [1,2,3,4]. Laser powder bed fusion (LPBF), as a metal additive manufacturing (AM) technology, is often used to produce Ti64 alloys with complex structures [5,6]. Due to the extremely fast cooling rate, excessive temperature gradient, and complex thermal cycle of LPBF [7], the LPBF-Ti64 alloy typically forms martensite with lower ductility when compared to traditional manufacturing processes.
In order to improve the mechanical property of the LPBF-Ti64 alloy, heat treatment [8,9,10,11] and hot isostatic pressing [12,13] are usually used for the post-treatment. After different heat treatment process, the acicular α′ martensites normally transformed into α + β phase of the LPBF-Ti64 alloy and formed different microstructures such as equiaxed structure [8,11], lamellar structure [14] and bimodal structure [15], resulting in the ductility increasing but the strength decreasing. In addition, the heat treatment duration usually takes several hours. The hot isostatic pressing is applied to remove the residual stress and improve its ductility via reducing its defects [12]. However, the hot isostatic pressing is relatively expensive and constrained by sample geometrics. Therefore, it is necessary to explore a green and efficient post-processing technology for AM materials.
Electropulsing (ECP) treatment as an effective, high-speed, and short duration approach [16,17,18] has been widely studied in recrystallization [19,20], phase transformation [21] and grain refinement [22] of the traditional materials to improve the mechanical property. Thus, examining if ECP can rapidly alter the non-equilibrium solidification microstructure created by LPBF attracts much attention. Recently, Noell et al. [23] found that chemical microsegregation was eliminated in LPBF 316 L SS samples, and spheroidized Si-rich particles were produced with a corresponding increase in ductility and decrease in strength of LPBF AlSi10Mg alloy treated by ECP for a short duration. Xie et al. discovered that ECP treatment could repair cracks and holes in a directed-energy-deposited Ti-5Al-5Mo-5V-3Cr-1Zr near-titanium alloy through an electrothermal coupling effect-current crowding effect [24], as well as influence its microstructure evolution and texture distribution [25]. Gao et al. [26] studied that ECP treatment could reduce the thermodynamic barrier for α → β solid-state phase transformation and further arise microstructure refinement to realize the rapid hardening and softening of the LPBF-Ti64 alloy. Those studies have demonstrated that ECP treatment would be a potential route to tailor the microstructure and mechanical property throughout AM materials. Thus, the correlation between the microstructure and the mechanical property of the AM materials treated by the ECP needs further investigation.
In view of such requests, we conducted a thorough study on the microstructure features and mechanical properties of a laser powder bed fusion Ti-6Al-4V (LPBF-Ti64) alloy induced by electropulsing (ECP) with different current densities to reveal the evolution mechanism of α′ martensites and its correlation with the mechanical properties.
2. Experimental Details
The material studied in the present work was a LPBF-Ti64 block (80 × 50 × 58 mm3). The pre-alloyed Ti64 powders were used to print the block by the EOS M290 LPBF equipment. The equipment working parameters were: the laser power of 180 W, scanning speed of 1000 mm/s, hatch spacing of 150 μm, layer thickness of 30 μm, and scan rotation of 45°. Table 1 shows the chemical composition of the pre-alloyed Ti64 powder, and it is close to the nominal one.

Table 1.
The chemical composition (in wt./%) of the pre-alloyed Ti64 powder.
The LPBF-Ti64 block was cut into dog-bone-shaped samples along the vertical building direction by the electro-spark discharge technique, with a length of 50 mm, a width of 15 mm, and a thickness of 0.24 mm. The schematic diagram of the sample is shown in Figure 1a. Then, these samples were further treated by the electropulsing (ECP) treatment. A schematic illustration of the experimental arrangement is given in Figure 1b [27]. During the ECP process, a sample was placed on the two electrodes of the ECP treatment equipment, and a pulse current was generated through the discharge of the capacitor bank to complete the instantaneous pulse processing. The ECP processing parameters were controlled by pulse voltage and pulse duration, and an infrared thermocouple was used to detect the Joule heating temperature at the same time.
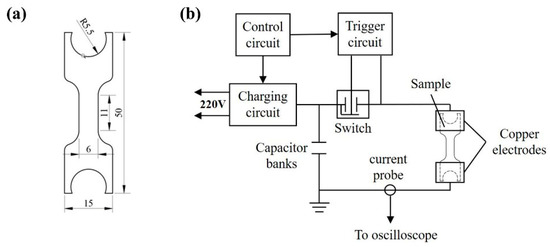
Figure 1.
(a) The schematic diagram of the sample; and (b) the schematic illustration of the ECP experimental equipment.
In this work, the ECP treatment was performed at various instant electric voltages that correspond to the current densities of about 42.59 A/mm2, 48.37 A/mm2 and 53.15 A/mm2, respectively, with a pulse duration of 15 s. These samples corresponded to the temperatures of about 630 °C, 700 °C and 760 °C, respectively, coded as ECP-1, ECP-2 and ECP-3, as shown in Table 2.
Table 2.
The current density, the pulse duration and the corresponding temperature of the samples before and after ECP treatment.
The composition phase and lattice constant of the samples before and after ECP treatment were analyzed by X-ray diffraction (XRD), using Cu-Kα radiation at room temperature, the diffraction angle 2θ range from 30° to 80°. The “step” mode was used with a scanning step of 3.320° (2θ). The software Jana 2006 (Institute of Physics, Czech Republic) was used to determine the lattice constants. The microstructure examinations and crystallographic orientation investigations were performed in an optical microscope (OM, Soptop ICX41M, Suzhou, China) and a field emission gun scanning electron microscope (SEM, TESCAN, Shanghai, China) with an EBSD acquisition camera and the Aztec online acquisition software package. The Image-J (National Institutes of Health, Bethesda, MD, USA) was used to measure the grain size and distribution of the samples in different states. The EBSD data were analyzed with the Channel 5 software (Oxford Instruments, Abingdon, UK). The samples were first mechanically ground using the emery/SiC grinding paper and then polished using Nano-Max (Liaoning, China) 50 nm of SiO2 polishing, and then electrolytically polished with a solution (HF:HNO3:H2O = 5:10:85) for 15 s at room temperature. The nano scaled microstructural of the constituent phases were analyzed using a Philips) CM 200 transmission electron microscope (TEM, Max Planck Institute for Solid State Research, Stuttgart, Germany) operated at 200 kV. TEM thin films were prepared first by mechanical thinning to 80 μm in thickness and then by electropolishing to perforation using a Tenupol twin-jet polishing unit (Struers, Cleveland, OH, USA). The mechanical property of the samples before and after ECP treatment was performed by AGS-X-10KN electronic universal testing machine at room temperature, with a strain rate of 0.8 mm/min.
3. Results
3.1. Phase Constituents and Lattice Constants
The XRD diffraction patterns of the LPBF-Ti64 samples before and after the ECP treatments are displayed in Figure 2. It is seen from the patterns that these samples contain almost all HCP-α′ phase, while the BCC-β phase couldn’t be detected. With the peak positions, the lattice constants of the α′ phase of the samples with different current densities are calculated and listed in Table 3. It is seen that the lattice constants of α′ phase before and after ECP treatment change very slightly. The axial ratio c/a of the α′ phase increases initially from the initial state, and then decreases as the current density increases.
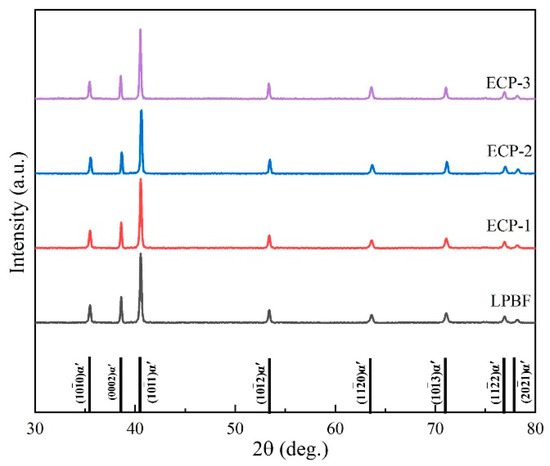
Figure 2.
The XRD patterns of the LPBF-Ti64 samples before and after ECP treatment, the ideal peak positions of the α′ phase were indicated with the black lines at the bottom of the figure.
Table 3.
Lattice constants of α′ phase in the samples before and after ECP treatment.
3.2. Microstructure Characteristics
3.2.1. The Characteristics of Prior β Grains
Figure 3 shows the OM micrographs of LPBF-Ti64 samples in the parallel building direction before and after ECP treatment, where the prior β grains as outlined with dash line in orange and the α′ martensite in gray (chemical corrosion contrast). It can be found that the microstructure of LPBF-Ti64 consists of epitaxially grown columnar prior β grains and internal needle-like α’ martensite. The size and aspect ratio of the randomly selected well-contoured columnar precursor β grains are listed in Table 4. It can be found that after the ECP treatment, the major axis lengths of the prior β grains were reduced by 9.44%, 7.19% and 36.59%, respectively. With the increase of pulse current density, the minor axis length of the prior β grains showed an increasing trend, and the corresponding change rates were 17.55%, 20.61%, and 22.34%, respectively, while the aspect ratio of the prior β grains showed a decreasing trend, and the respective corresponding change rates were 23.04%, 23.13%, and 48.22%. According to the data presented above, the internal prior β grains of LPBF-Ti64 samples after ECP treatment are short-axised.
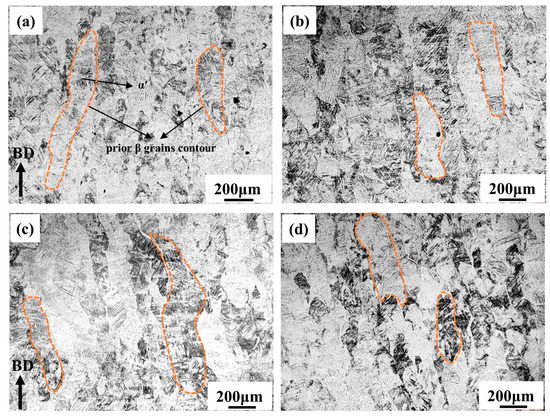
Figure 3.
OM micrographs of the LPBF-Ti64 samples in the parallel building direction before and after ECP treatment: (a) LPBF, (b) ECP-1, (c) ECP-2 and (d) ECP-3.
Table 4.
The length of major axis, the length of minor axis, the aspect ratio, and the corresponding change rate of the prior β grains in the LPBF-Ti64 samples in the parallel building direction before and after ECP treatment.
Figure 4 shows the OM micrographs of the LPBF-Ti64 samples in the vertical building direction before and after ECP treatments It can be seen that the microstructure with quasi-equiaxed prior β grain and acicular α′ martensite of the LPBF-Ti64 sample is formed, with the prior β grains as outlined with a dash line in orange and the α′ martensite in gray (chemical corrosion contrast). Due to the high cooling rate and the steep thermal gradients associated with the LPBF process, these quasi-equiaxed prior β grains are mainly composed of fine and acicular α′ martensite, and its grain boundaries are decorated with the α′ martensite in Figure 4a. The grain size of the quasi-equiaxed prior becomes larger after the ECP treatment with different current density, as shown in the insert of Figure 4b–d. Table 5 shows the detail results on the grain size and aspect ratio of the prior β grains obtained from the examination of a large number of randomly selected prior β grains in the samples before and after ECP treatments. It is obvious that the prior β grains show a growing trend corresponding to the change rates of 16.76%, 22.17% and 24.71%, respectively, with the increase of the current density, while the aspect ratio of the prior β grains in the samples before and after the ECP treatment changes slightly. The above situation shows that the prior β grains of the samples coarsen, induced by the ECP treatment.
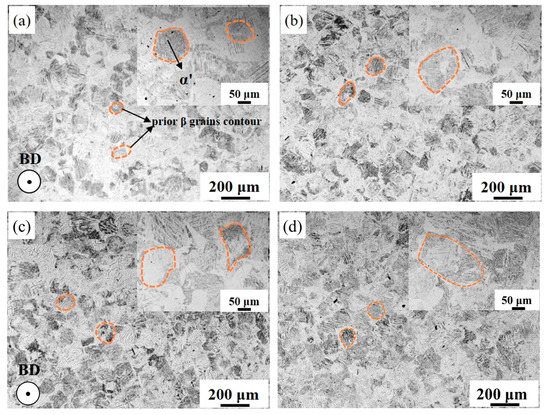
Figure 4.
OM micrographs of the LPBF-Ti64 samples before and after ECP treatment: (a) LPBF, (b) ECP-1, (c) ECP-2 and (d) ECP-3.
Table 5.
The length, the aspect ratio and the corresponding change rate of the prior β grains in the LPBF-Ti64 samples before and after ECP treatment.
3.2.2. The Characteristics of α′ Martensite
The SEM micrographs of the LPBF-Ti64 samples before and after ECP treatments are shown in Figure 5. It can be found that the α′ martensites are needle-like and distributed disorderly before and after the ECP treatment. These needle-like α′ martensite then differentiated into secondary martensites of a smaller size. According to the length of the major axis, the α′ martensite could be divided into primary α′, secondary α′, ternary α′ and other smaller martensites, as shown in Figure 5 with the orange dashed line. The α′ martensite with different grain sizes should be attributed to the grading phenomenon of α′ martensite due to the complicated thermal cycle during LPBF forming of Ti64 alloy.
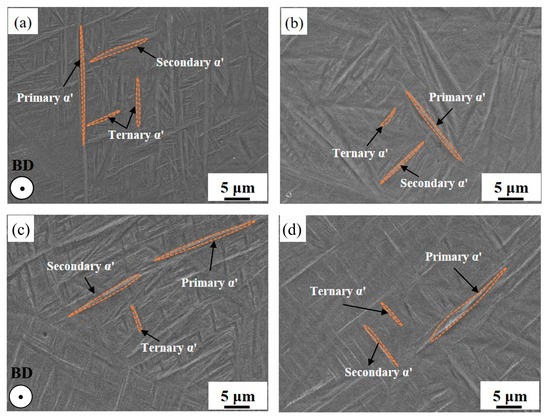
Figure 5.
SEM micrographs of the LPBF-Ti64 samples before and after ECP treatment: (a) LPBF, (b) ECP-1, (c) ECP-2 and (d) ECP-3.
To further study the detailed microstructure information of the α′ martensite, Figure 6 shows the EBSD micrographs of the LPBF-Ti64 samples before and after ECP treatment, where the α′ martensites are in color according to their crystallographic orientations. One can find that the α′ martensites with needle-like shape appear in the LPBF-Ti64 samples before and after ECP treatment, and its orientations are disordered without strong textures. Compared with the LPBF sample (Figure 6a), it could be found that the size of acicular α′ martensite tends to decrease after ECP treatment. Table 6 shows the detailed results on the length of major axis, the length of minor axis of α′ martensites obtained from the examination of a large number of randomly selected α′ martensites in the LPBF-Ti64 samples before and after ECP treatments. It can be found that compared with the LPBF samples, the average length of major axis of α′ martensites in the ECP samples decreased by 13.27%, 30.51%, and 16.96%, respectively. As the current density increased, the length of minor axis of α′ martensites in the ECP samples first showed a downward trend, decreasing by 2.56% and 26.50%, respectively, and then increased, as shown in the sample ECP-3, whose length increased by 11.97%. It is worth noting that the size of α′ martensites in the sample ECP-2 has a larger drop rate; this means the grains size of α′ martensites could be affected by the ECP.
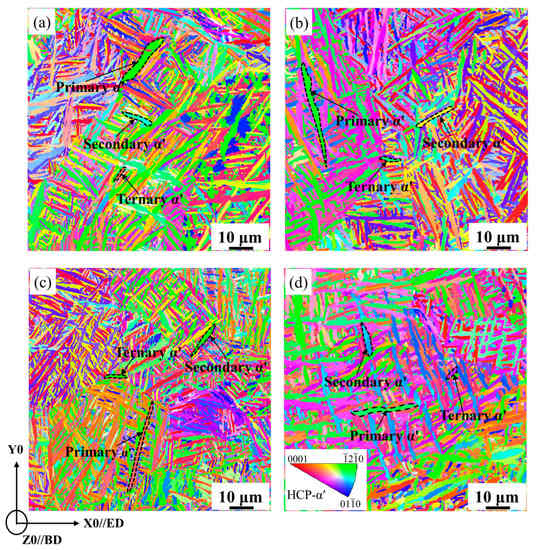
Figure 6.
SEM-EBSD micrographs of the LPBF-Ti64 samples before and after ECP treatment where the α′ grains are in color according to its crystallographic orientation with respect to the Z0 axis (Z0 inverse pole figure (IPF) micrograph): (a) LPBF, (b) ECP-1, (c) ECP-2 and (d) ECP-3.
Table 6.
Size of α′ martensites in the LPBF-Ti64 samples before and after ECP treatment.
Figure 7 and Table 7 further show the grain size distribution of α′ martensites in the LPBF-Ti64 samples before and after ECP treatment. It can be found that most of the α′ martensites in the LPBF-Ti64 samples before and after ECP treatment were distributed at 3–6 μm. After ECP treatment, the percentage of α′ martensites within the samples less than 6 μm (small size) increased and the percentage greater than 6 μm (large size) decreased. Among them, the ECP-2 sample α′ martensites showed the most significant change trend, the percentage of small-sized α′ martensites increased significantly (147.62%), and the percentage of large-sized α′ martensites decreased significantly (57.64%). Therefore, the ECP treatment can change the distribution trend of α′ martensites, resulting in an increase of small-sized α′ martensites and a decrease of large-sized α′ martensites. Thus, the α′ martensite may be recrystallized to form small-sized α′ martensite, and the large-sized α′ martensite may be fragmented induced by the ECP.
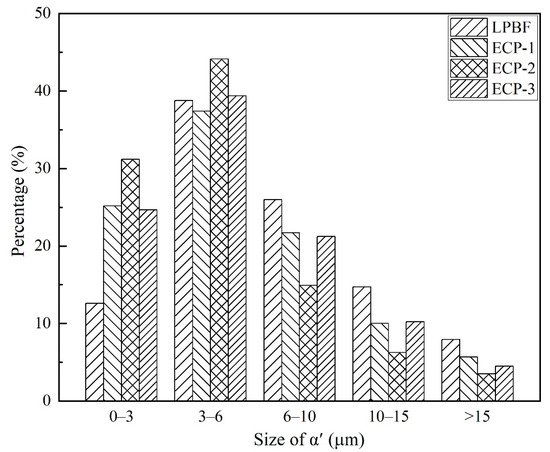
Figure 7.
The size distribution of α′ martensites in the LPBF-Ti64 samples before and after ECP treatment.
Table 7.
The size distribution of α′ martensites in the LPBF-Ti64 samples before and after ECP treatment (%).
3.2.3. Orientation Relationship (OR) between α′ and β
As in the present work, the crystallographic characteristics of the α′ martensites was further studied in the LPBF-Ti64 sample and the ECP-2 sample. By crystallographic analyses, using the measured orientations of the prior β phase and the α′ martensite, we found that the α′ martensite respects the Burgers ORs ((110)β → (0001)α, <111>β → <110>α) with the β phase with certain angular deviations (up to 5°). Figure 8a displays the α′ martensites in one β grain before and after ECP treatment. The Burgers ORs’ plane and direction parallelisms are depicted in the corresponding plane and direction pole figures in Figure 8b, using the example orientation data of the two phases measured by EBSD. In this case, 12 BOR variants can be found in the β grain. The disorientation between any two variants from the 12 variants belongs to the classic disorientations of BOR variants. The habit plane of the α′ martensite was identified by matching the habit plane trace in the present alloy with the published habit planes in the literature [28], and were found to be close to {11 11 13}β, as illustrated with the EBSD micrographs of two example α′ variant in the {11 11 13}β pole figure in Figure 8c. Figure 8d shows the area fractions of the 12 α′ variants in the two β grains, where the red dashed line serves as a reference line for whether variant selection occurs in α′ martensites. It can be found that the area fraction of the 12 α′ variants in the LPBF samples differs from the random average distribution area fraction, indicating that variant selection occurs internally. After ECP treatment, the differences in the area distribution of 12 α′ variants within the samples were further intensified, and the maximum α′ variants area fraction increased significantly. Therefore, ECP treatment could diversify the variant selection inside the LPBF-Ti64 alloy.
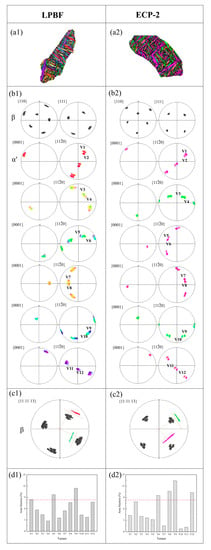
Figure 8.
(a1,a2) are SEM-EBSD micrograph of α′ martensites in the LPBF-Ti64 sample and the ECP-2 sample. The β matrix is represented with its EBSD band quality contrast and the α′ martensites with their crystallographic orientation (expressed with the X0 direction inverse pole figure (IPF)). (b1,b2) are corresponding BOR direction and plane pole figures of the β matrix and the 12 α′ variants before and after ECP treatment. The poles of the α′ variants are represented with the consistent colors in (a1,a2). (c1,c2) shows {11 11 13}β (habit plane) pole figures with two α′ variants before and after ECP treatment. (d1,d2) Area fractions of the 12 α′ variants before and after ECP treatment. The red dotted line in (d1,d2) refer to the random average distribution of 8.33% [29].
3.3. Mechanical Properties
The mechanical properties of the vertical building direction LPBF-Ti64 samples before and after ECP treatment were tested. The samples used for the performance tests were the same as those used for the microstructure characterization, which were dog bone-shaped samples (Figure 1a). The tests were performed using an AGS-X-10KN electronic universal testing machine at room temperature with a strain rate of 0.8 mm/min. Figure 9 shows the schematic diagram of the ultimate tensile strength (UTS) and elongation (EI) of the LPBF-Ti64 samples before and after ECP treatment. Compared to the LPBF sample, the ultimate tensile strength of samples increased after ECP treatment with different current densities, and the elongation of some samples was improved. Interestingly, the ultimate tensile strength and elongation of LPBF-Ti64 samples could be improved at the same time with the appropriate pulse current density (ECP-2), as shown in Table 8.
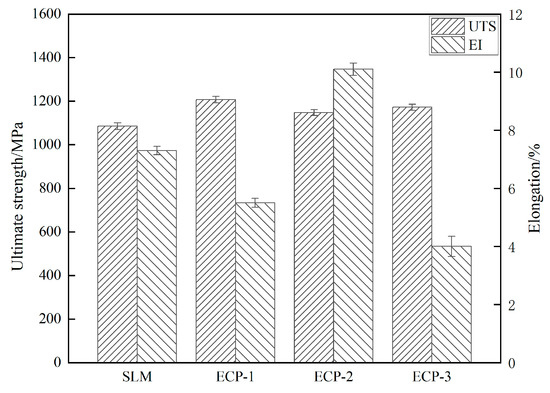
Figure 9.
Mechanical properties of the LPBF-Ti64 samples before and after ECP treatment.
Table 8.
Mechanical properties and its change rate of the LPBF-Ti64 samples before and after ECP treatment.
In order to analyze the changes in the mechanical properties of samples with different pulse current densities compared to the sample LPBF, the change of the tensile strength (Δσ) and the elongation-to-failure (Δδ) for the samples with different treatment is calculated as the following
where σ1 and δ1 are the tensile strength and the elongation-to-failure of the LPBF samples, respectively; and σ2 and δ2 are the mechanical properties for the ECP samples, respectively. According to Equations (1) and (2), the ultimate tensile strength of ECP samples increased by 13.65%, 8.10% and 10.36%, respectively. The elongation of samples ECP-1, ECP-3 decreased by 26.67% and 46.67%, while that of samples ECP-2 increased by 34.67%, respectively. Therefore, when the pulse current density is approximately 48.37 A/mm2 (ECP-2), the mechanical properties of the LPBF-Ti64 sample should be better. These states should be related to the special microstructure of the α′ martensite in the LPBF-Ti64 samples induced by the ECP treatment.
4. Discussion
From the above observations on the LPBF-Ti64 sample before and after ECP treatment, one can find that the feature of α′ martensite should be considered as an important microstructure on its strength and elongation. With the current density increasing, the needle-like α′ martensite gradually transfers to short-axis, resulting in the large-sized α′ decrease and the small-sized α′ increase after the present ECP treatments. The grading phenomenon of α′ martensite induced by ECP should be related to two factors; one is the recrystallization of the α′ martensite, and the other is the fragmentation of the α′ martensite induced by the ECP.
4.1. The Recrystallization of the α′ Martensites
Since the application of ECP would input high energy into the materials, the ECP may modify the free energy of the system. During the current passing, the temperature increment of the samples can be regarded as an adiabatic course for a very short time, and the corresponding temperature of about 630 °C, 700 °C and 760 °C are shown in Table 2. The typical recrystallization temperature of Ti64 alloy is 750 °C [30]. However, the recrystallization temperature is not fixed during the actual experiment. In addition, Conrad et al. [16] ever proposed that the application of an electric current would offer potential for reducing temperature. Bao et al. [31] also have verified that pulse current treatment can promote recrystallization of the alloy at low temperatures, which would reduce the recrystallization temperature. Meanwhile, based on the percentage of small-sized α′ martensite increasing (Figure 7), it is reasonable to conclude that recrystallization occurs during the current passage.
In order to intensely research the athermal effect of ECP on the recrystallization of the α′ martensite, the model developed by Dolinsky [32,33,34] explains the experimental results in present work. It should be noted that high-density dislocations formed in α′ martensite of LPBF-Ti64 alloy due to the high cooling rate and the steep thermal gradients associated with the LPBF process, as shown in Figure 10 where the dislocations are indicated with a white arrow in the TEM image. Thus, in the present work, it is considered that some dislocations are in α′ martensite of the LPBF-Ti64 sample. Figure 11a,b shows schematically the current line distribution when an electric current passes through pure α′ martensites and α′ martensite with some dislocations, respectively. When an electric current passes through a conductor, the energy change of the system can be expressed by the following equations [35]:
where is the change of free energy change in a current free system. is the energy change caused by ECP treatment. follows an equation according to Qin [36]:
where K is a material constant and K > 0, j is the current density, ΔV is the volume of a nucleus, and are the conductivities of the α′ martensite with dislocations and ideal recrystallized grains, respectively. is given from the equation = ()/(). It is well known that the electrical conductivity is sensitive to the crystalline defects (vacancies, dislocations, twins) of material [37]. Thus, the electrical resistivity is higher for the α′ martensite of the LPBF-Ti64 sample, with some dislocations (Figure 10), which results in < and < 0. So, < 0. Therefore, the value of ΔG decreased. This means that electric current can induce the recrystallization of the α′ martensite with larger dislocations by decreasing the thermodynamic barrier.
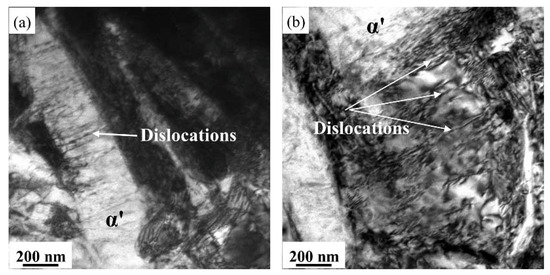
Figure 10.
(a,b) TEM bright field micrographs of the LPBF-Ti64 sample: α′ martensite and internal.
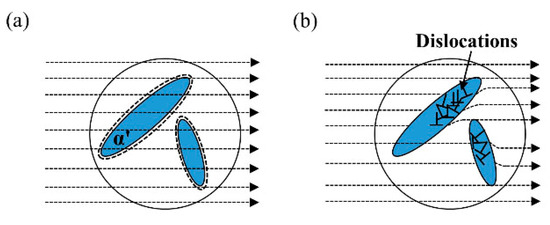
Figure 11.
Schematic diagram of the current line distribution when an electric current pass through. (a) a pure α′ martensite and (b) a α′ martensite with some dislocations.
According to the following equation, its recrystallization nucleation rate () can be expressed as [38]:
where is nucleation rate in a current free system, R is the Boltzmann constant, and T is the absolute temperature. According to Equations (4) and (5), it can be seen that the nucleation rate of the sample increased with the increase of the current density. Then, with the rapidly cooling, the nucleus of martensite is then unlikely to grow, in order to remain at ambient temperature and distribute uniformly. Thus, lots of small-sized α′ martensites formed inside the sample, and increased significantly after ECP treatment.
4.2. The Fragmentation of the α′ Martensites
In addition, the large-sized α′ martensites reduced after ECP treatment, as shown in Figure 6 and Figure 7. This should be related to the fragmentation of the large-sized α′ martensite induced by the ECP, as shown with the corresponding figures of the example α′ martensite in Figure 12. In the figures, the α′ martensite is in color according to their crystallographic orientations. The initial large-sized α′ martensite is pierced and transferred to small-sized martensite groups with the same crystallographic orientations, as shown by the dashed line after ECP treatment. It is obvious that the fragmentation of the large-sized α′ martensite occurred induced by ECP treatment.
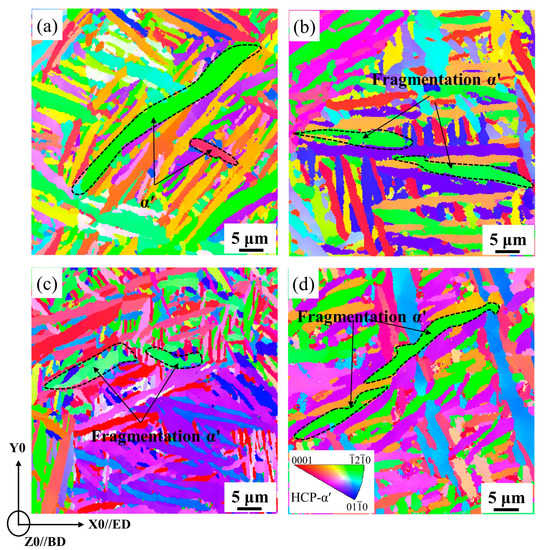
Figure 12.
Fragmentation phenomenon of α′ grains in the LPBF-Ti64 samples before and after ECP treatment where the α′ grains are in color according to its crystallographic orientation with respect to the Z0 axis (Z0 inverse pole figure (IPF) micrograph): (a) LPBF, (b) ECP-1, (c) ECP-2 and (d) ECP-3.
The transformation mechanism of the α′ martensite induced by the ECP is illustrated in Figure 13. In the figure, the fine needles α′ martensite with different orientations are intertwined (Figure 12a and Figure 13a). During the ECP process, the thermal effect induced by resistance heating makes the α′ martensites coarsen (Figure 13b). The electric effect acts on the α′ martensites to produce a skin effect, which makes electrons concentrate on the surface of the conductor (Figure 13c). At the same time, the electrothermal effect coupling produced by the ECP treatment leads to the current crowding effect of the needle-shaped α′ martensite, and the energy is concentrated at the tip of the α′ martensite. Due to this, parts of the α′ martensites are easy to soften and deform, and finally break at the position near the tip (Figure 13d). In addition, parts of the martensites have enough energy to penetrate through other α′ martensites, which results in the fragmentation of the α′ martensites (Figure 12b–d and Figure 13e). This also causes the prior β grains to become larger and irregular, which is consistent with the information reflected in Figure 4 and Table 5. Thus, the α′ martensites fragment and transfer to short-axis grains (Figure 13f). Finally, coupled with the electrothermal effect, α′ martensite undergoes recrystallization and fragmentation with varying degrees, resulting in the typical grading microstructure.
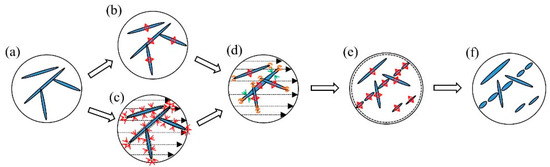
Figure 13.
Transformation mechanism of α′ martensite induced by the ECP treatment: (a) Prior β grains contour (black circle) and α′ martensite (blue area), (b) thermal effect, the red double arrows indicate the direction of expansion, (c) electric effect, the red double arrows indicate skin effect and the black dashed arrows are the directional current, (d) electrothermal coupling effect, the yellow area indicates the concentration of energy, and the green arrow indicates the location of the break, (e) fragmentation of α′ martensite, the black dashed circle is the initial prior β grains contour, and the black solid circle is the prior β grains contour after fragmentation, and (f) fragmented α′ martensite and enlarged prior β grains contour after ECP treatment.
4.3. The Grading Microstructure Related with the Mechanical Property
From the above observations on the LPBF-Ti64 alloy, its mechanical properties show different characteristics with different grading microstructure induced by the ECP under different current densities. It could be known from the combination of Figure 7 and Figure 9, the distribution of the α′ martensite with different type has a significant effect on the ultimate tensile strength and elongation. It should be mentioned that the strength and the elongation improve simultaneously when treated by the ECP with current densities of 48.37 A/mm2 (ECP-2). This is attributed to a marked improvement in its microstructure, an increase in the size of the prior equiaxed β grains and a decrease in the size of acicular α′ martensites. Compared with the LPBF sample, the size distribution of α’ martensites changed, specifically, the small-sized α’ martensites increased significantly, and the large-sized α’ martensites decreased. It is reasonable to say that the special grading phenomenon of the α′ martensites plays a key role on improving the strength and elongation simultaneously for ECP samples. It further proves that the mechanical properties of LPBF-Ti64 samples can be improved by appropriate current density.
5. Conclusions
By studying the effect of ECP on the evolution of the microstructure in LPBF-Ti64 samples, it was found that: (1) After ECP treatment, the microstructure was still composed of prior β grains and needle-like α′ martensites, both of which obeyed the the Burgers orientation relationship, but variant selection was further diversified. (2) After ECP treatment, the grading phenomenon of α‘ martensites was more obvious, with the electric current densities increasing, the small-sized α′ martensites (<10 μm) increasing significantly and the large-sized α′ martensites (>10 μm) decreasing. (3) The increase of the small-sized α′ martensites is caused by the recrystallization of the α′ martensite as the thermodynamic barrier decreases with electric current passing. The decrease of the large-sized α′ martensites is due to the fragmentation of the α′ martensite under the electrothermal coupling effect. (4) Under the appropriate pulse current density (48.37 A/mm2), the strength and elongation of LPBF-Ti64 samples could be improved simultaneously.
With the present work, the correlation between the α′ martensites and the mechanical properties of the samples treated by the ECP is confirmed. The features of α′ martensite of the LPBF-Ti64 samples under different current densities are fully revealed. The present results also provide new information on the ECP processing additive manufacturing metallic materials.
Author Contributions
S.F. participated in experimental design, experimental implementation, data collection, data analysis and paper writing; M.L. guided experimental design and data analysis, and critically reviewed the knowledge content of the article; and B.H. provided guidance on the paper. All authors have read and agreed to the published version of the manuscript.
Funding
The following funding is acknowledged: the Science and Technology innovation Action Plan of Shanghai No. 20YF1415700. Project leader: Meishuai Liu, Project undertaken by Shanghai University of Engineering Science.
Data Availability Statement
The data in this paper are obtained from experiments, and the simulated data is consistent with the experimental data. All data generated in this study are included in this manuscript.
Acknowledgments
This work was supported by the Shanghai 2020 “Science and Technology Innovation Action Plan” Sail Plan Project No. 20YF1415700. The author would like to thank State Key Laboratory of Mechanical System and Vibration, Shanghai Jiao Tong University, for the experimental help provided in this work.
Conflicts of Interest
The authors declare that they have no conflict of interest.
References
- Wu, S.Q.; Lu, Y.J.; Gan, Y.L.; Huang, T.T.; Zhao, C.Q.; Lin, J.J.; Guo, S.J.; Lin, X. Microstructural evolution and microhardness of a selective-laser-melted Ti–6Al–4V alloy after post heat treatments. J. Alloys Compd. 2016, 672, 643–652. [Google Scholar] [CrossRef]
- Alfaify, A.Y.; Hughes, J.; Ridgway, K. Critical evaluation of the pulsed selective laser melting process when fabricating Ti64 parts using a range of particle size distributions. Addit. Manuf. 2017, 19, 197–204. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mater. Sci. Eng. A. 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Shen, X.J.; Zhang, C.; Yang, Y.G.; Liu, L. On the microstructure, mechanical properties and wear resistance of an additively manufactured Ti64/metallic glass composite. Addit. Manuf. 2019, 25, 499–510. [Google Scholar] [CrossRef]
- Huang, W.; Chen, X.; Huang, X.; Wang, H.; Zhu, Y. Anisotropic Study of Ti6Al4V Alloy Formed by Selective Laser Melting. JOM 2021, 73, 3804–3811. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, X.L.; Li, J.; Brochu, M.; Zhao, Y.F. Microstructures and properties of SLM-manufactured Cu-15Ni-8Sn alloy. Addit. Manuf. 2020, 31, 100921. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Wang, P.; Chen, F.h.; Eckert, J.; Pilz, S.; Scudino, S.; Prashanth, K.G. Microstructural evolution and mechanical properties of selective laser melted Ti-6Al-4V induced by annealing treatment. J. Cent. South Univ. 2021, 28, 1068–1077. [Google Scholar] [CrossRef]
- Kumar, P.; Ramamurty, U. Microstructural optimization through heat treatment for enhancing the fracture toughness and fatigue crack growth resistance of selective laser melted Ti 6Al 4V alloy. Acta Mater. 2019, 169, 45–59. [Google Scholar] [CrossRef]
- Kaschel, F.R.; Vijayaraghavan, R.K.; Shmeliov, A.; McCarthy, E.K.; Canavan, M.; McNally, P.J.; Dowling, D.P.; Nicolosi, V.; Celikin, M. Mechanism of stress relaxation and phase transformation in additively manufactured Ti-6Al-4V via in situ high temperature XRD and TEM analyses. Acta Mater. 2020, 188, 720–732. [Google Scholar] [CrossRef]
- Sabban, R.; Bahl, S.; Chatterjee, K.; Suwas, S. Globularization using heat treatment in additively manufactured Ti-6Al-4V for high strength and toughness. Acta Mater. 2019, 162, 239–254. [Google Scholar] [CrossRef]
- Wu, M.W.; Lai, P.H. The positive effect of hot isostatic pressing on improving the anisotropies of bending and impact properties in selective laser melted Ti-6Al-4V alloy. Mater. Sci. Eng. A 2016, 658, 429–438. [Google Scholar] [CrossRef]
- Jamshidi, P.; Aristizabal, M.; Kong, W.; Villapun, V.; Cox, S.C.; Grover, L.M.; Attallah, M.M. Selective Laser Melting of Ti-6Al-4V: The Impact of Post-processing on the Tensile, Fatigue and Biological Properties for Medical Implant Applications. Materials 2020, 13, 2813. [Google Scholar] [CrossRef]
- Yan, X.; Yin, S.; Chen, C.; Huang, C.; Bolot, R.; Lupoi, R.; Kuang, M.; Ma, W.; Coddet, C.; Liao, H.; et al. Effect of heat treatment on the phase transformation and mechanical properties of Ti6Al4V fabricated by selective laser melting. J. Alloys Compd. 2018, 764, 1056–1071. [Google Scholar] [CrossRef]
- Fan, Z.; Feng, H. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660–664. [Google Scholar] [CrossRef]
- Conrad, H. Effects of electric current on solid state phase transformations in metals. Mater. Sci. Eng. A 2000, 287, 227–237. [Google Scholar] [CrossRef]
- Liu, M.; Wang, X.; Zhao, X. Effect of high-density electric current pulses on precipi-tation and mechanical properties of a Cu–Zn alloy. Mater. Sci. Technol. 2017, 33, 1411–1416. [Google Scholar] [CrossRef]
- Wang, X.; Liu, M.; Dai, W.; Wu, N.; Zhao, X. Effect of electric current direction on the microstructural evolution and mechanical properties of a cold-rolled Cu–Zn alloy during the phase transformation induced by electric current pulses. J. Mater. Res. 2015, 30, 2500–2507. [Google Scholar] [CrossRef]
- Xiao, H.; Jiang, S.; Zhang, K.; Jia, Y.; Shi, C.; Lu, Z.; Jiang, J. Optimizing the micro-structure and mechanical properties of a cold-rolled Al–Mg–Li alloy via electropulsing assisted recrystallization annealing and ageing. J. Alloys Compd. 2020, 814, 152257. [Google Scholar] [CrossRef]
- Bao, W.; Chu, X.; Lin, S.; Gao, J. Electro-plastic effect on tensile deformation behav-iour and microstructural mechanism of AZ31B alloy. Mater. Sci. Technol. 2017, 33, 836–845. [Google Scholar] [CrossRef]
- Ao, D.; Chu, X.; Yang, Y.; Lin, S.; Gao, J. Effect of electropulsing treatment on micro-structure and mechanical behavior of Ti-6Al-4V alloy sheet under argon gas protection. Vacuum 2018, 148, 230–238. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, G.; Hou, H.; Han, B.; Zhang, Y.; Zhang, N. Influence of High-Energy Pulse Current on the Mechanical Properties and Microstructures of Ti-6Al-4V Alloy. J. Mater. Eng. Perform. 2017, 26, 5146–5153. [Google Scholar] [CrossRef]
- Noell, P.J.; Rodelas, J.M.; Ghanbari, Z.N.; Laursen, C.M. Microstructural modifica-tion of additively manufactured metals by electropulsing. Addit. Manuf. 2020, 33, 101128. [Google Scholar] [CrossRef]
- Xie, L.; Guo, H.; Song, Y.; Hua, L.; Wang, L.; Zhang, L.C. Novel Approach of Electroshock Treatment for Defect Repair in Near-β Titanium Alloy Manufactured via Directed Energy Deposition. Metall. Mater. Trans. A 2021, 52, 457–461. [Google Scholar] [CrossRef]
- Xie, L.; Guo, H.; Song, Y.; Liu, C.; Wang, Z.; Hua, L.; Wang, L.; Zhang, L.C. Effects of electroshock treatment on microstructure evolution and texture distribution of near-β titanium alloy manufactured by directed energy deposition. Mater. Charact. 2020, 161, 110137. [Google Scholar] [CrossRef]
- Gao, J.B.; Ben, D.D.; Yang, H.J.; Meng, L.X.; Ji, H.B.; Lian, D.L.; Chen, J.; Yi, J.L.; Wang, L.; Li, P.; et al. Effects of electropulsing on the microstructure and microhardness of a selective laser melted Ti6Al4V alloy. J. Alloys Compd. 2021, 875, 160044. [Google Scholar] [CrossRef]
- Zhang, W.; Zhao, W.; Li, D.; Sui, M. Novel combinatorial microstructures in Ti-6Al-4V alloy achieved by an electric-current-pulse treatment. Int. J. Mater. 2006, 97, 1143–1151. [Google Scholar] [CrossRef]
- Riyad, I.A.; Feather, W.G.; Vasilev, E.; Lebensohn, R.A.; McWilliams, B.A.; Pilchak, A.L.; Knezevic, M. Modeling the role of local crystallographic correlations in microstructures of Ti-6Al-4V using a correlated structure visco-plastic self-consistent polycrystal plasticity formulation. Acta Mater. 2021, 203, 116502. [Google Scholar] [CrossRef]
- Lu, S.L.; Todaro, C.J.; Sun, Y.Y.; Song, T.; Brandt, M.; Qian, M. Variant selection in additively manufactured alpha-beta titanium alloys. J. Mater. Sci. Technol. 2022, 113, 14–21. [Google Scholar] [CrossRef]
- Ding, F.; Tang, G.; Xu, Z.; Tian, S. A New Method for Improving Strength and Plasticity of Steel Wire. J. Mater. Sci. Technol. 2007, 23, 273–276. [Google Scholar] [CrossRef]
- Bao, J.; Chen, W.; Bai, J.; Xu, J.; Shan, D.; Guo, B. Local softening deformation and phase transformation induced by electric current in electrically-assisted micro-compression of Ti–6Al–4V alloy. Mater. Sci. Eng. A 2022, 831, 142262. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Critical currents in normal conductors. J. Appl. Phys. 1993, 73, 5283. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Thermodynamics of phase transitions in current-carrying conductors. Phys. Rev. B 1993, 47, 14778. [Google Scholar] [CrossRef] [PubMed]
- Dolinsky, Y.; Elperin, T. Thermodynamics of nucleation in current-carrying cond-uctors. Phys. Rev. B 1994, 50, 52. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.; Zhang, W.; Wang, B.; He, G.; Guo, J. Grain refinement and formation of ultrafine-grained microstructure in a low-carbon steel under electropulsing. J. Mater. Res. 2002, 17, 2105–2111. [Google Scholar] [CrossRef]
- Qin, R.; Yan, H.; Guanhu, H.E.; Zhou, B. Exploration on the fabrica-tion of bulk nanocrystalline materials by direct-nanocrystallizing method. Nucleation in Disordered Metallic Media by Electropulsing. Chin. J. Mater. Res. 1995, 9, 216. [Google Scholar] [CrossRef][Green Version]
- Liu, Y.; Fan, J.; Zhang, H.; Jin, W.; Dong, H.; Xu, B. Recrystallization and micro-structure evolution of the rolled Mg–3Al–1Zn alloy strips under electropulsing treatment. J. Alloys Compd. 2015, 622, 229–235. [Google Scholar] [CrossRef]
- Qin, R.; Zhou, B.L. Exploration on the fabrication of bulk nanocrystalline materials by direct-nanocrystallizing method, II. Theoretical calculation of grain size under electropulsing. Chinese J. Mater. Res. 1997, 11, 69–72. Available online: https://www.cjmr.org/EN/Y1997/V11/I1/69 (accessed on 25 February 2022).













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).