
Material Flow and Mechanical Properties of a Non-Keyhole Friction Stir Welded Aluminum Alloy with Improved Sleeve Bottom Geometry



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials and Characterization
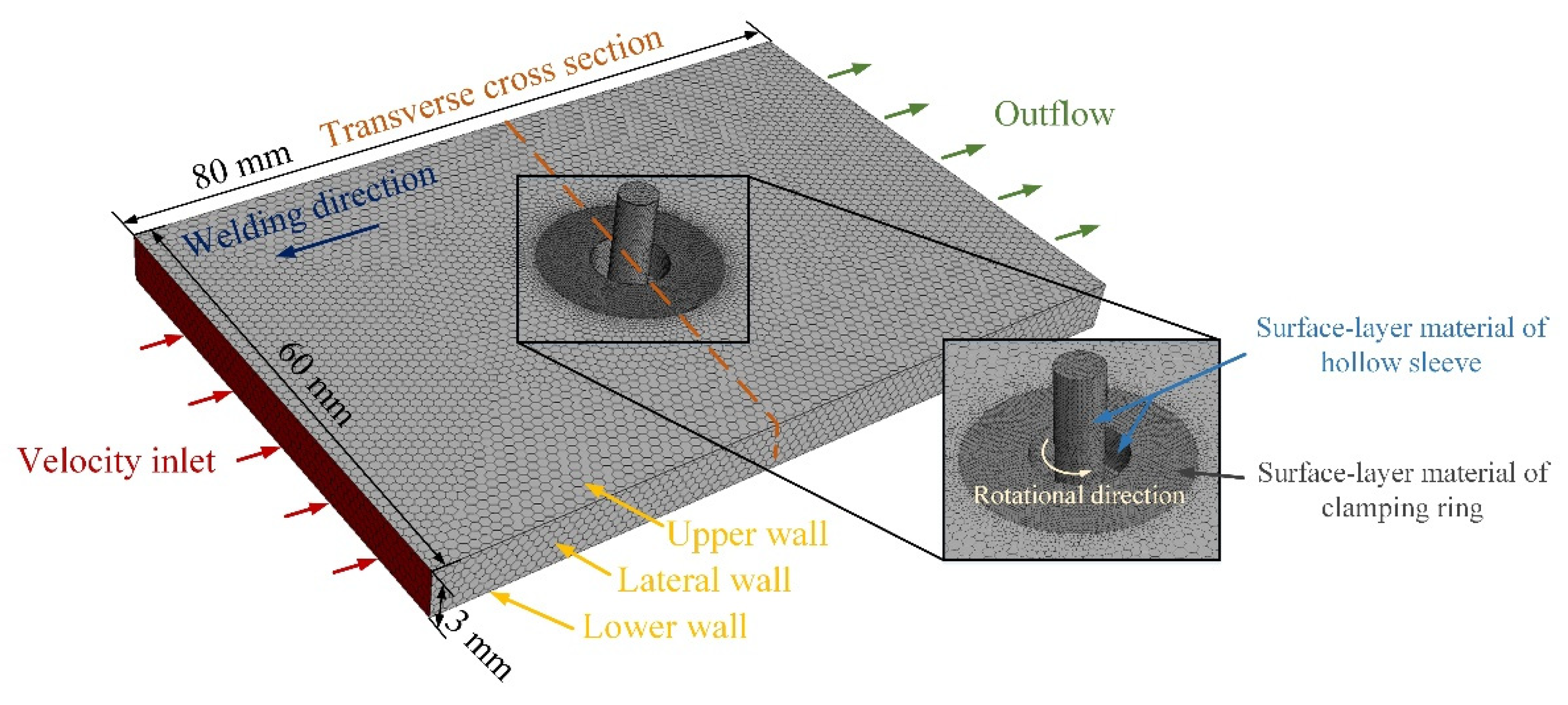
2.2. Finite Element Model of the N-KFSW Process
3. Results
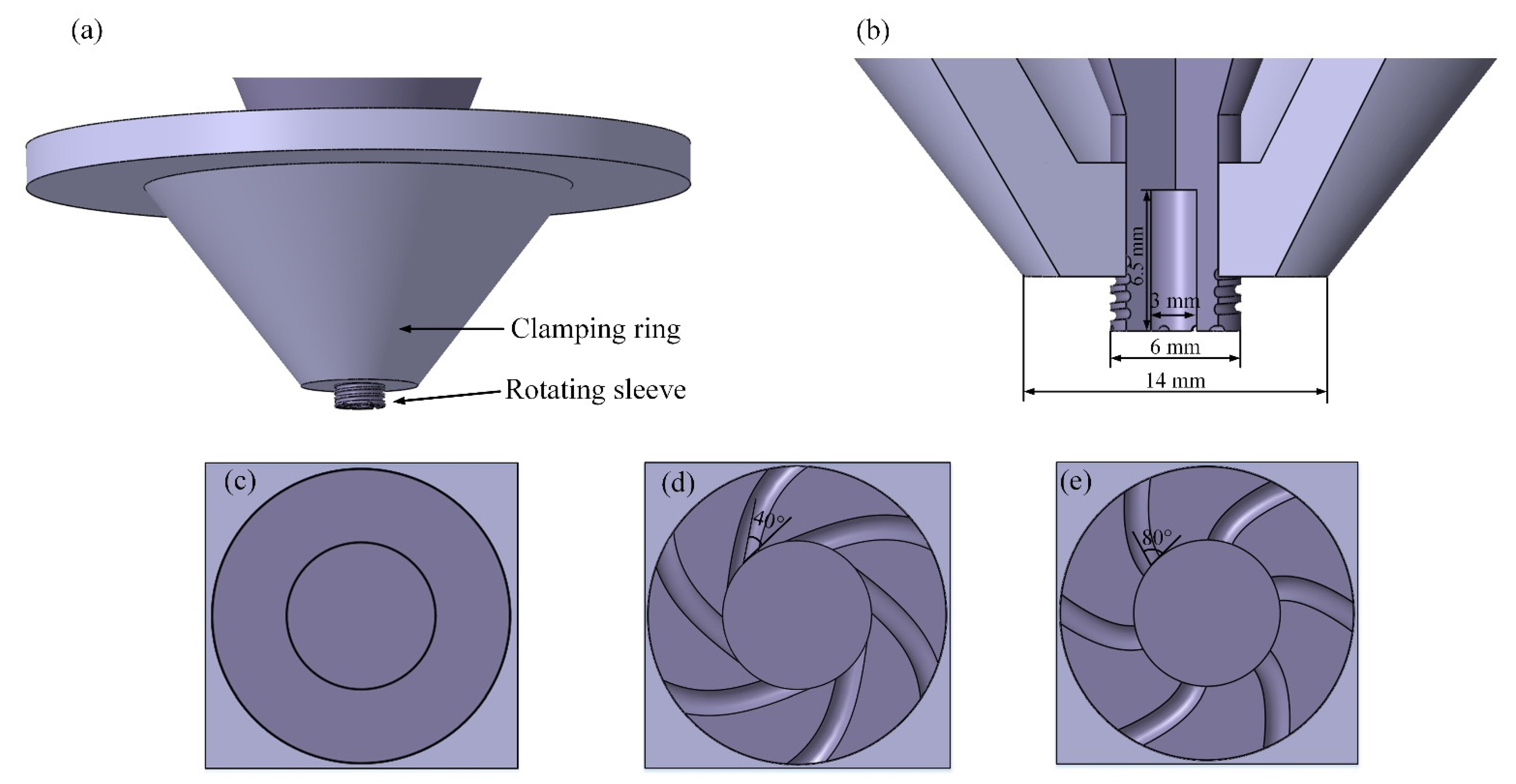
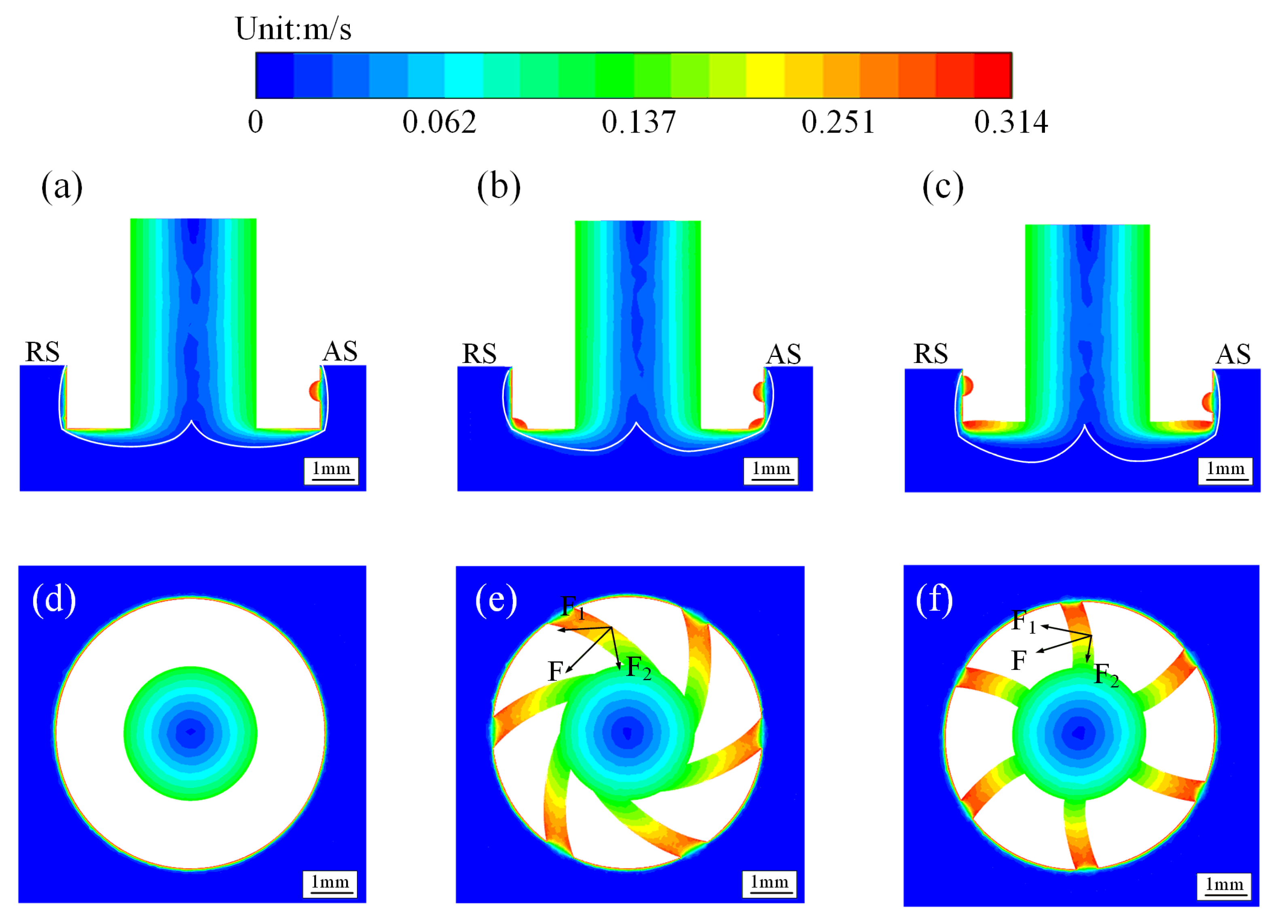
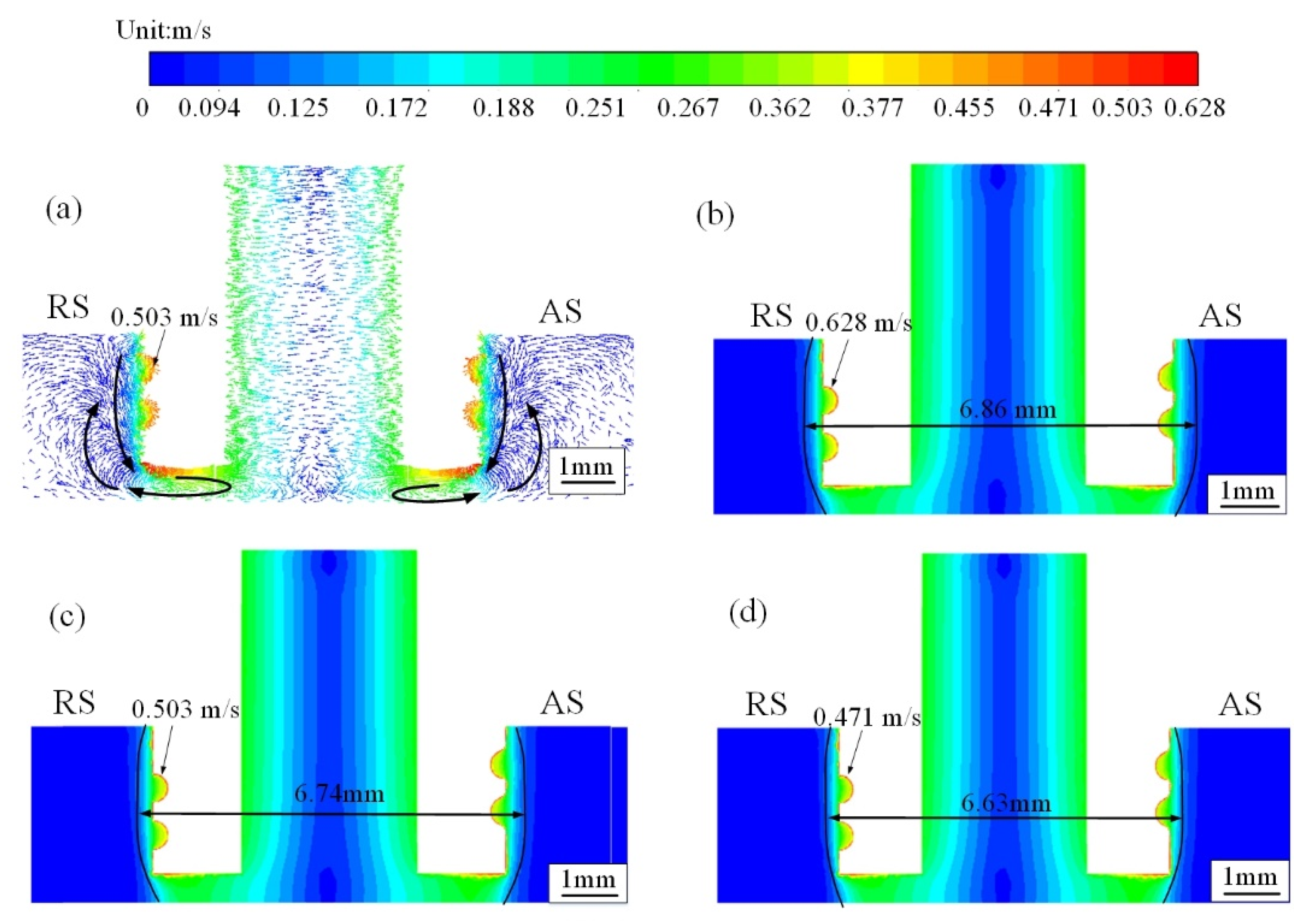
3.1. Material Flow by Optimized Sleeves and Experimental Verification
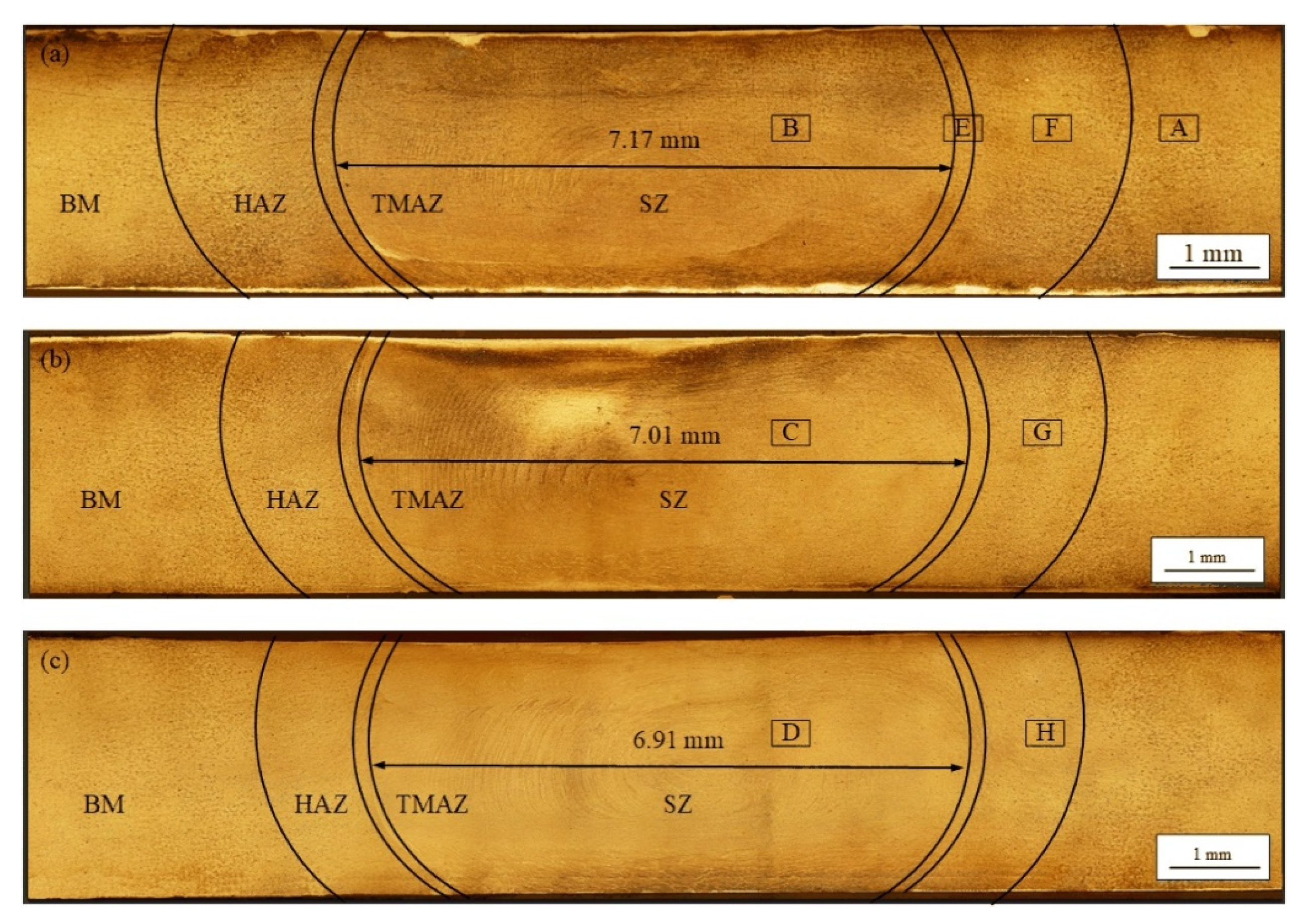
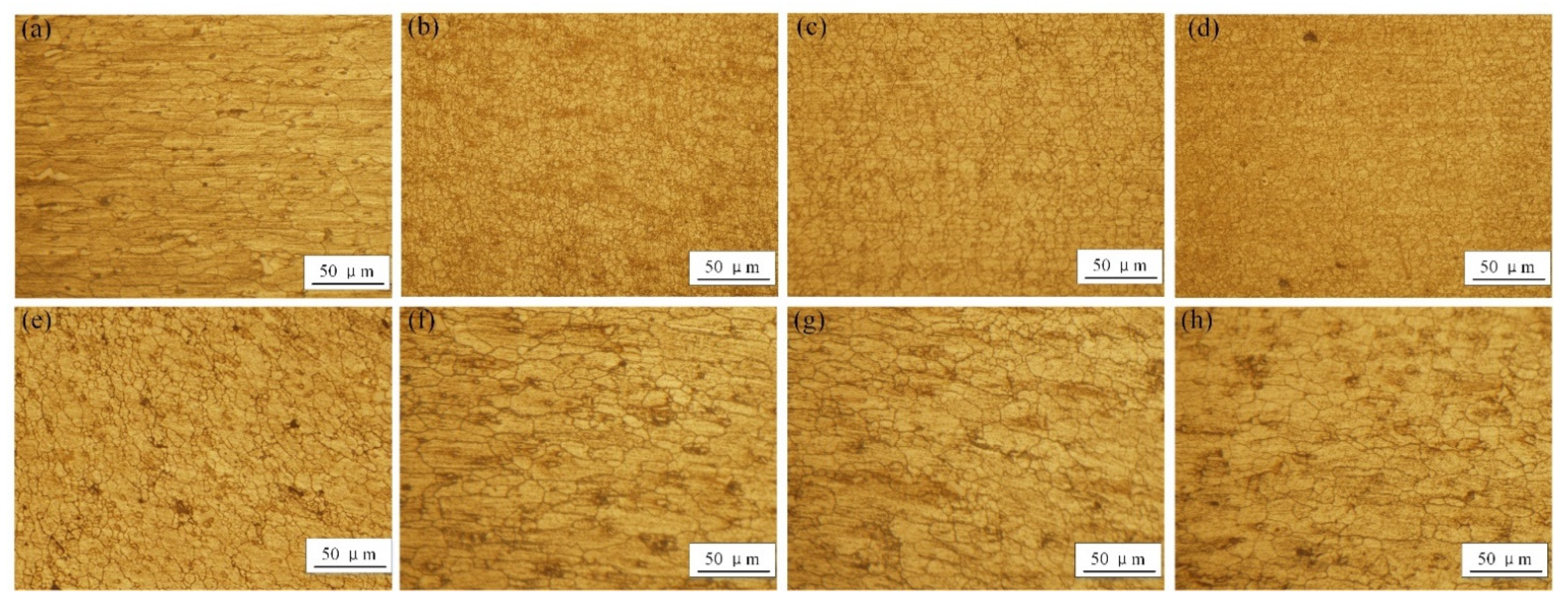
3.2. Effect of the Welding Speed on the RE Sleeve Ioints
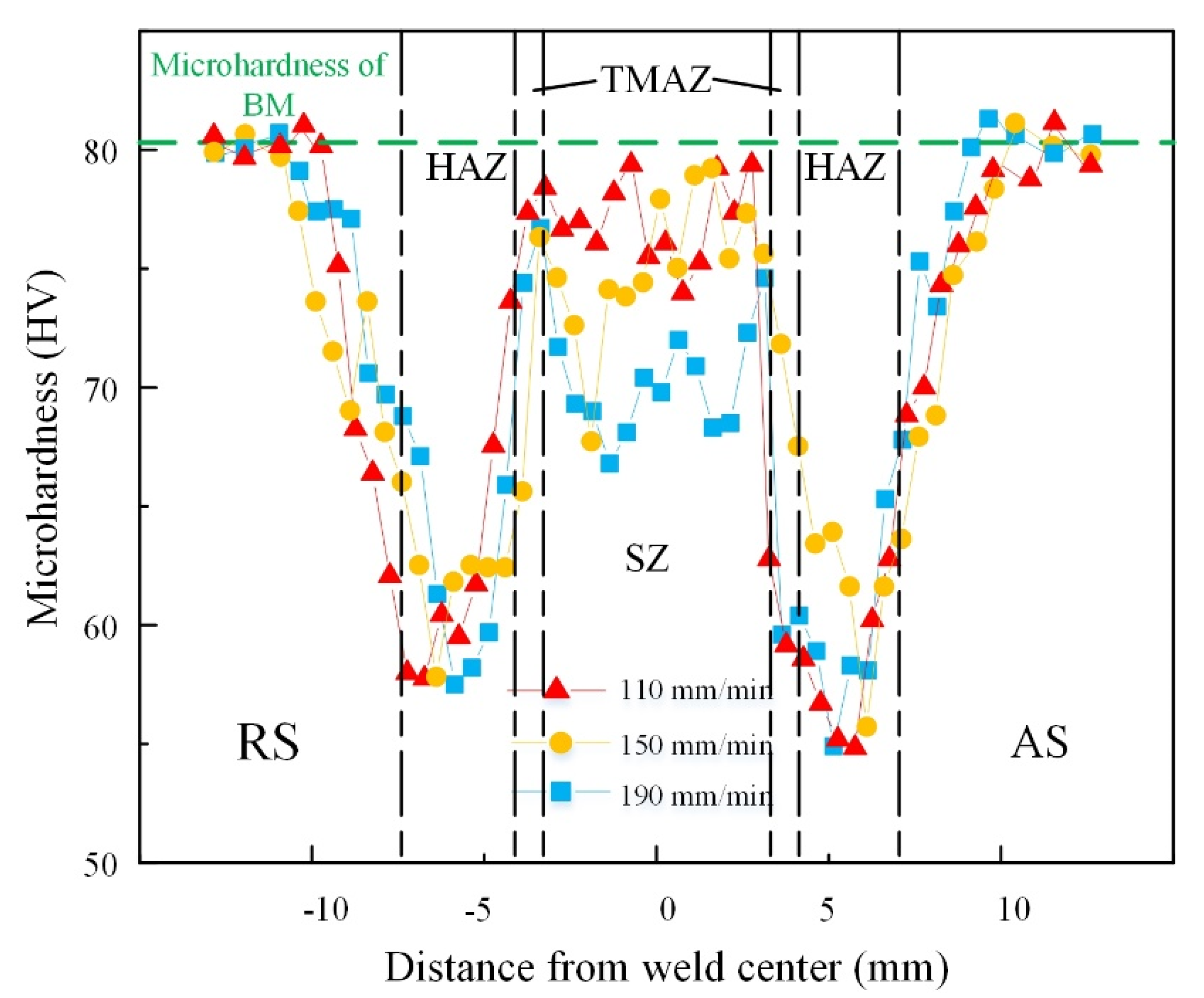
3.3. Microhardness
3.4. Tensile Properties and Fracture Characteristics
4. Conclusions
- (1)
- The six-spiral grooves on the sleeve bottom enhanced the material flow effectively in the thickness direction. A large angle between the spiral groove and the sleeve inner side wall was better from the viewpoint of improving the material flow in the thickness direction and could effectively avoid the incomplete root penetration defect at the SZ bottom.
- (2)
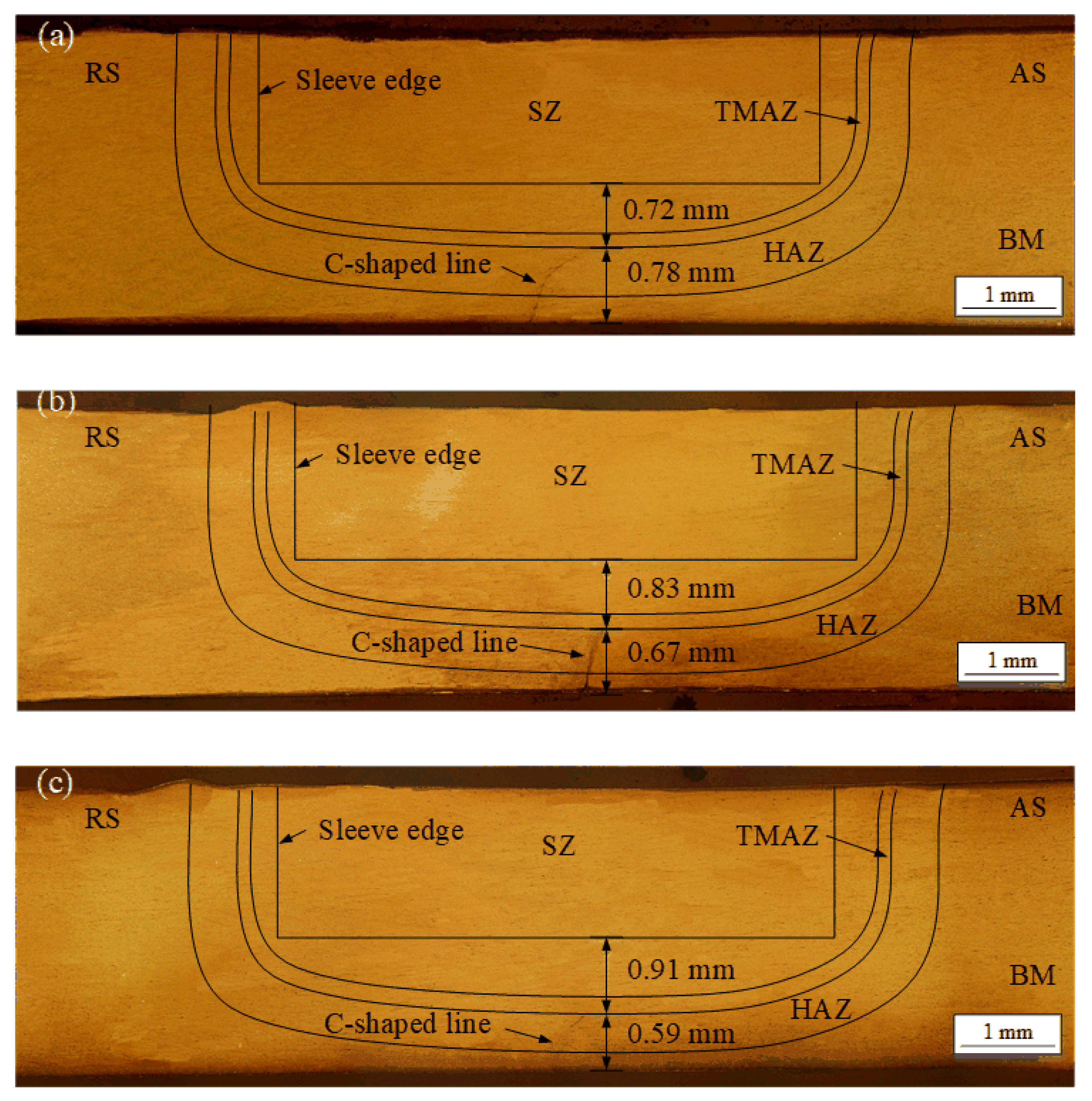
- The SZ of the N-KFSW joint presented a drum shape due to the action of the clamping ring and the threads on the side wall of the sleeve. Its width decreased as the welding speed increased. The microhardness distribution showed that the joint at 110 mm/min welding speed presented not only a larger softening area, but also a larger softening degree of the material compared with the joints at 150 and 190 mm/min welding speed.
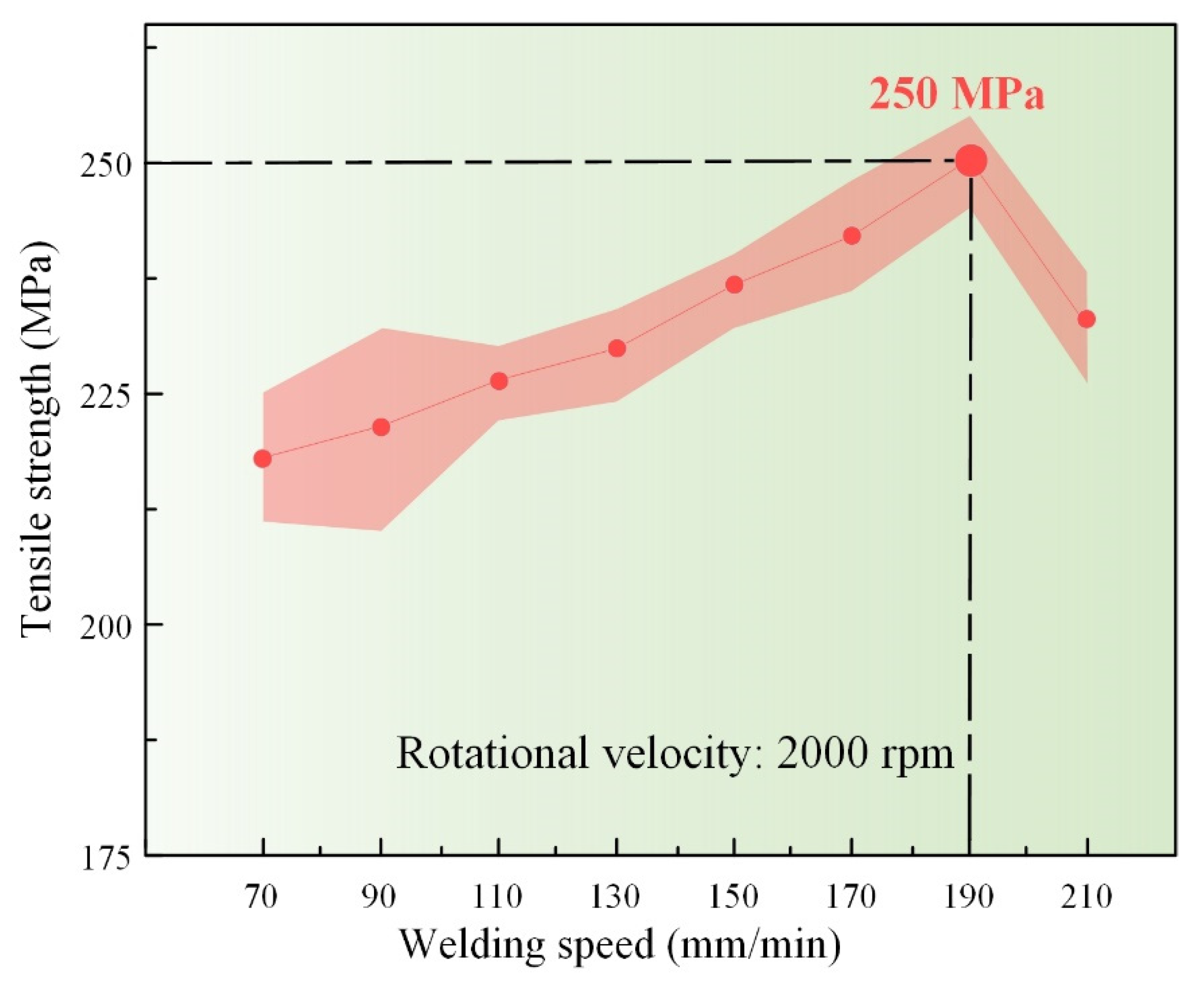
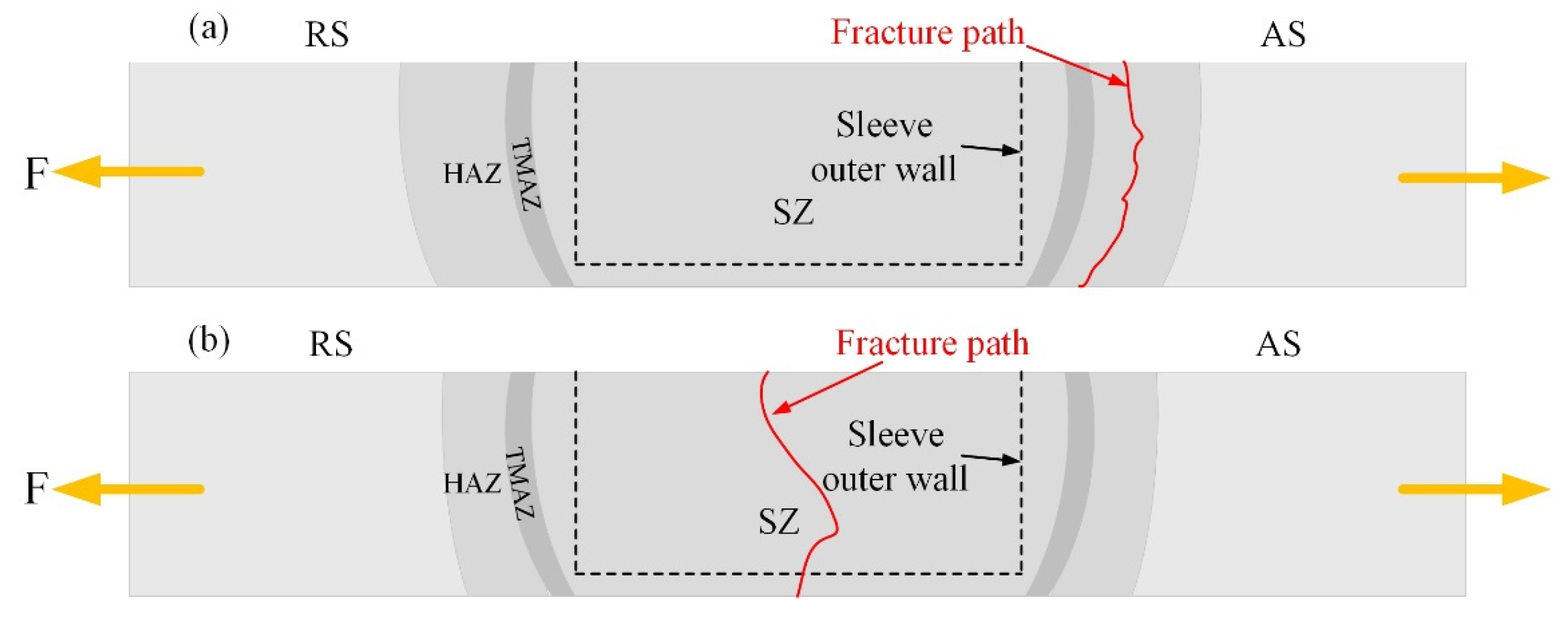
- (3)
- When the welding speed varied from 70 mm/min to 210 mm/min, the joint strength increased and then decreased. The maximum joint tensile strength was 250 MPa at 190 mm/min, and its corresponding fracture path was located at the HAZ. The joint with lower strength fractured at the SZ due to a lower heat input at a higher welding speed.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bokov, D.O.; Jawad, M.A.; Suksatan, W.; Abdullah, M.E.; Świerczyńska, A.; Fydrych, D.; Derazkola, H.A. Effect of pin shape on thermal history of aluminum-steel friction stir welded joint: Computational fluid dynamic modeling and validation. Materials 2021, 14, 7883. [Google Scholar] [CrossRef]
- Chitturi, V.; Pedapati, S.R.; Awang, M. Mathematical Model for Friction Stir Lap Welded AA5052 and SS304 Joints and Process Parameters Optimization for High Joint Strength. Adv. Mater. Sci. 2022, 22, 5–22. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115. [Google Scholar] [CrossRef]
- Liu, Z.; Meng, X.; Ji, S.; Li, Z.; Wang, L. Improving tensile properties of Al/Mg joint by smashing intermetallic compounds via ultrasonic-assisted stationary shoulder friction stir welding. J. Manuf. Process. 2018, 31, 552–559. [Google Scholar] [CrossRef]
- Eslami, S.; Ramos, T.; Tavares, P.J.; Moreira, P.M.G.P. Shoulder design developments for FSW lap joints of dissimilar polymers. J. Manuf. Process. 2015, 20, 15–23. [Google Scholar] [CrossRef]
- Li, D.; Yang, X.; Cui, L.; He, F.; Zhang, X. Investigation of stationary shoulder friction stir welding of aluminum alloy 7075-T651. J. Mater. Process. Technol. 2015, 222, 391–398. [Google Scholar] [CrossRef]
- Barbini, A.; Carstensen, J.; dos Santos, J.F. Influence of a non-rotating shoulder on heat generation, microstructure and mechanical properties of dissimilar AA2024/AA7050 FSW joints. J. Mater. Sci. Technol. 2018, 34, 119–127. [Google Scholar] [CrossRef]
- Wu, H.; Chen, Y.-C.; Strong, D.; Prangnell, P. Stationary shoulder FSW for joining high strength aluminum alloys. J. Mater. Process. Technol. 2015, 221, 187–196. [Google Scholar] [CrossRef]
- Ji, H.; Deng, Y.; Xu, H.; Lin, S.; Wang, W.; Dong, H. The mechanism of rotational and non-rotational shoulder affecting the microstructure and mechanical properties of Al-Mg-Si alloy friction stir welded joint. Mater. Des. 2020, 192. [Google Scholar] [CrossRef]
- Du, B.; Yang, X.; Liu, K.; Sun, Z.; Wang, D. Effects of supporting plate hole and welding force on weld formation and mechanical property of friction plug joints for AA2219-T87 friction stir welds. Weld. World. 2019, 63, 989–1000. [Google Scholar] [CrossRef]
- Huang, Y.X.; Han, B.; Tian, Y.; Liu, H.J.; Lv, S.X.; Feng, J.C.; Leng, J.S.; Li, Y. New technique of filling friction stir welding. Sci. Technol. Weld. Join. 2013, 16, 497–501. [Google Scholar] [CrossRef]
- Ji, S.D.; Meng, X.C.; Huang, R.F.; Ma, L.; Gao, S.S. Microstructures and mechanical properties of 7N01-T4 aluminum alloy joints by active-passive filling friction stir repairing. Mater. Sci. Eng. A 2016, 664, 94–102. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, D.; Nakata, K.; Tsumura, T.; Fujii, H.; Ikeuchi, K.; Michishita, Y.; Fujiya, Y.; Morimoto, M. New technique of self-refilling friction stir welding to repair keyhole. Sci. Technol. Weld. Join. 2013, 17, 649–655. [Google Scholar] [CrossRef]
- Ding, R.J.; Oelgoetz, P.A. Auto-Adjustable Pin Tool for Friction Stir Welding. U.S. Patent 5,893,507, 13 April 1999. [Google Scholar]
- Gong, P.; Zuo, Y.; Ji, S.; Yan, D.; Shang, Z. A novel non-keyhole friction stir welding process. J. Manuf. Proc. 2022, 73, 17–25. [Google Scholar] [CrossRef]
- Gong, P.; Zuo, Y.-Y.; Ji, S.-D.; Yan, D.-J.; Li, D.-C.; Shang, Z. Non-keyhole Friction Stir Welding for 6061-T6 Aluminum Alloy. Acta Metall. Sin.-Engl. 2021, 35, 763–772. [Google Scholar] [CrossRef]
- Chen, C.; Xiao, Z.; Xue, G.; Liao, H.; Zhu, H. Distribution and evolution of thermal stress in laser powder bed fusion: Conduction mode versus keyhole mode. Rapid Prototyp. J. 2022, 28, 1325–1345. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The effect of absorption ratio on meltpool features in laser-based powder bed fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar] [CrossRef]
- Lv, J.; Shen, H.; Fu, J. Effects of the process parameters on the formability and properties of Ni54(at.%) Ti alloys prepared by laser powder bed fusion. Rapid Prototyp. J. 2022, 28, 1193–1205. [Google Scholar] [CrossRef]
- Panahizadeh, V.; Ghasemi, A.H.; Dadgar Asl, Y.; Davoudi, M. Optimization of LB-PBF process parameters to achieve best relative density and surface roughness for Ti6Al4V samples: Using NSGA-II algorithm. Rapid Prototyp. J. 2022; ahead-of-print. [Google Scholar] [CrossRef]
- Kadian, A.K.; Biswas, P. The study of material flow behaviour in dissimilar material FSW of AA6061 and Cu-B370 alloys plates. J. Manuf. Process. 2018, 34, 96–105. [Google Scholar] [CrossRef]
- Hasan, A.F. CFD modelling of friction stir welding (FSW) process of AZ31 magnesium alloy using volume of fluid method. J. Mater. Res. Technol. 2019, 8, 1819–1827. [Google Scholar] [CrossRef]
- Huang, Y.; Xie, Y.; Meng, X.; Lv, Z.; Cao, J. Numerical design of high depth-to-width ratio friction stir welding. J. Mater. Process. Technol. 2018, 252, 233–241. [Google Scholar] [CrossRef]
- Ji, S.D.; Shi, Q.Y.; Zhang, L.G.; Zou, A.L.; Gao, S.S.; Zan, L.V. Numerical simulation of material flow behavior of friction stir welding influenced by rotational tool geometry. Comp. Mater. Sci. 2012, 63, 218–226. [Google Scholar] [CrossRef]
- Ke, W.C.; Oliveira, J.P.; Ao, S.S.; Teshome, F.B.; Chen, L.; Peng, B.; Zeng, Z. Thermal process and material flow during dissimilar double-sided friction stir spot welding of AZ31/ZK60 magnesium alloys. J. Mater. Res. Technol. 2022, 17, 1942–1954. [Google Scholar] [CrossRef]
- Yang, C.; Dai, Q.; Shi, Q.; Wu, C.; Zhang, H.; Chen, G. Flow-coupled thermo-mechanical analysis of frictional behaviors at the tool-workpiece interface during friction stir welding. J. Manuf. Process. 2022, 79, 394–404. [Google Scholar] [CrossRef]
- Ji, S.; Meng, X.; Zeng, Y.; Ma, L.; Gao, S. New technique for eliminating keyhole by active-passive filling friction stir repairing. Mater. Des. 2016, 97, 175–182. [Google Scholar] [CrossRef]
- Liu, H.; Liu, Z.; Ji, S.; Yue, Y.; Dong, Z.; Chen, C. Active-passive radial-additive friction stir repairing of mechanical hole out of dimension tolerance of AZ31 magnesium alloy. J. Magnes. Alloys 2022. [Google Scholar] [CrossRef]
- Sree Sabari, S.; Malarvizhi, S.; Balasubramanian, V. Characteristics of FSW and UWFSW joints of AA2519-T87 aluminium alloy: Effect of tool rotation speed. J. Manuf. Process. 2016, 22, 278–289. [Google Scholar] [CrossRef]
- Jiang, T.; Wu, C.; Shi, L. Effects of tool pin thread on temperature field and material mixing in friction stir welding of dissimilar Al/Mg alloys. J. Manuf. Process. 2022, 74, 112–122. [Google Scholar] [CrossRef]
- Zhang, L.; Ji, S.; Luan, G.; Dong, C.; Fu, L. Friction Stir Welding of Al Alloy Thin Plate by Rotational Tool without Pin. J. Mater. Sci. Technol. 2011, 27, 647–652. [Google Scholar] [CrossRef]
- Bagheri, B.; Abbasi, M. Development of AZ91/SiC surface composite by FSP: Effect of vibration and process parameters on microstructure and mechanical characteristics. Adv. Manuf. 2020, 8, 82–96. [Google Scholar] [CrossRef]
- Azeez, S.T.; Akinlabi, E.T. Effect of processing parameters on microhardness and microstructure of a double-sided dissimilar friction stir welded aa6082-t6 and aa7075-t6 aluminum alloy. Mater. Today Proc. 2018, 5, 18315–18324. [Google Scholar] [CrossRef]
- Kalinenko, A.; Kim, K.; Vysotskiy, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Microstructure-strength relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2020, 793, 139858. [Google Scholar] [CrossRef]
- Peng, C.; Jing, C.; Siyi, Q.; Siqi, Z.; Shoubo, S.; Ting, J.; Zhiqing, Z.; Zhihong, J.; Qing, L. Friction stir welding joints of 2195-T8 Al–Li alloys: Correlation of temperature evolution, microstructure and mechanical properties. Mater. Sci. Eng. A 2021, 823, 141501. [Google Scholar] [CrossRef]
- Rao, C.J.; Aadapa, S.K.; Yanda, S. Predication of temperature distribution and strain during FSW of dissimilar Aluminum alloys using Deform 3D. Mater. Today Proc. 2022, 59, 1760–1767. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compositions (mass %) | Mechanical Properties | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | Tensile Strength (MPa) | Elongation (%) | Hardness (HV) |
| 1.00 | 0.51 | 0.21 | 0.09 | 0.95 | 0.12 | 0.06 | 0.03 | Bal. | 356 ± 12 | 12 ± 1 | 82 ± 4 |
| Temperature (°C) | Specific Heat (J/kg·K) | Thermal Conductivity (W/m·K) |
|---|---|---|
| 20 | 982 | 201 |
| 100 | 995 | 203 |
| 200 | 1007 | 202 |
| 400 | 1014 | 195 |
| 600 | 1042 | 171 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; Li, Y.; Qi, X.; Ji, S.; Jia, Z.; Li, F.; Zhang, Y. Material Flow and Mechanical Properties of a Non-Keyhole Friction Stir Welded Aluminum Alloy with Improved Sleeve Bottom Geometry. Metals 2022, 12, 1415. https://doi.org/10.3390/met12091415
Sun Z, Li Y, Qi X, Ji S, Jia Z, Li F, Zhang Y. Material Flow and Mechanical Properties of a Non-Keyhole Friction Stir Welded Aluminum Alloy with Improved Sleeve Bottom Geometry. Metals. 2022; 12(9):1415. https://doi.org/10.3390/met12091415
Chicago/Turabian StyleSun, Zelin, Yuting Li, Xin Qi, Shude Ji, Zhen Jia, Feng Li, and Yewei Zhang. 2022. "Material Flow and Mechanical Properties of a Non-Keyhole Friction Stir Welded Aluminum Alloy with Improved Sleeve Bottom Geometry" Metals 12, no. 9: 1415. https://doi.org/10.3390/met12091415
APA StyleSun, Z., Li, Y., Qi, X., Ji, S., Jia, Z., Li, F., & Zhang, Y. (2022). Material Flow and Mechanical Properties of a Non-Keyhole Friction Stir Welded Aluminum Alloy with Improved Sleeve Bottom Geometry. Metals, 12(9), 1415. https://doi.org/10.3390/met12091415