
A Review of Laser Peening Methods for Single Crystal Ni-Based Superalloys


Abstract
:1. Introduction
1.1. Surface Enhancement Techniques
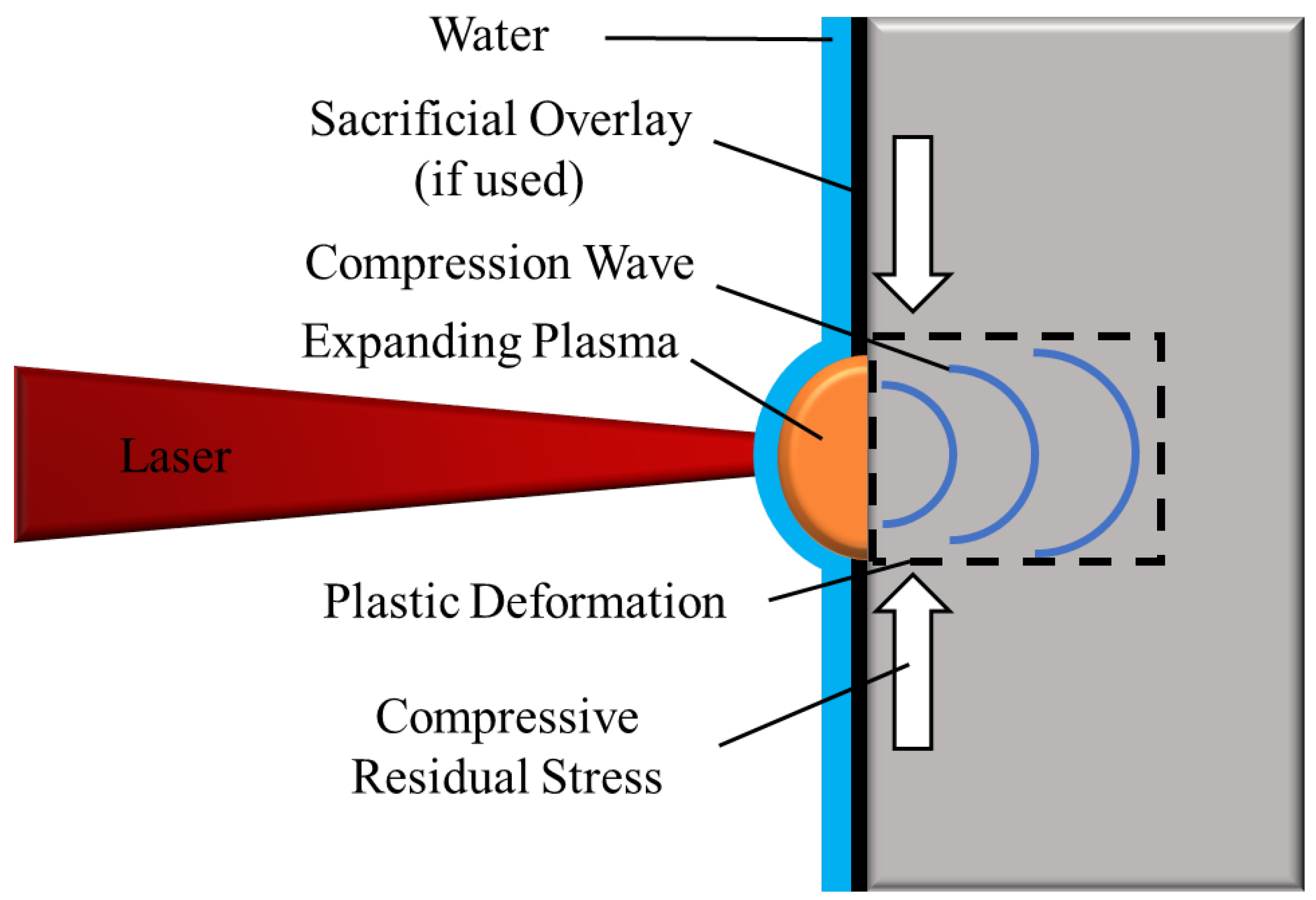
1.2. Laser Peening
1.3. Microstructure of Single Crystal Ni-Based Superalloys
2. Laser Peening of Single Crystal Ni-Based Superalloys
2.1. Microhardness Distribution Following LP
2.2. Residual Stress Distribution and Measurement Following LP
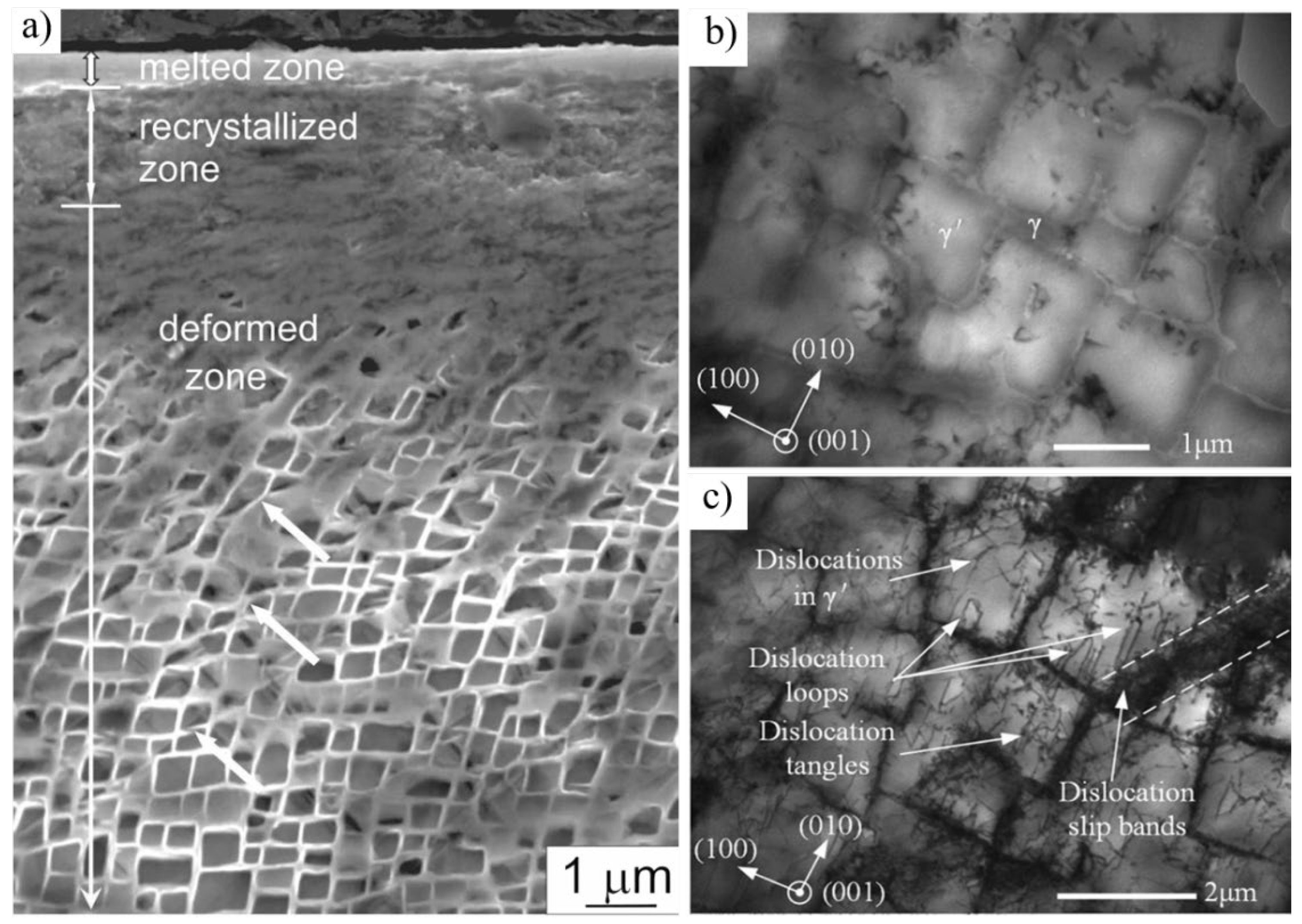
2.3. Microstructure Modifications Resulting from LP
2.4. Mechanical Property Evolution
3. Conclusions
- Increased microhardness at the treated surface by ~30–50% with enhancements extending ~1 mm into the surface.
- LP was able to induce beneficial compressive residual stresses of ~300–600 MPa which significantly delayed crack propagation rates and improved fatigue life.
- A 72% increase in LCF life over an untreated DD6 test specimen was observed following LP.
- LP was shown to improve hot corrosion performance through the dislocation-assisted growth of protective oxides
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aviation: Benefits Beyond Borders Global Report; Air Transportation Action Group: Geneva, Switzerland, 2020.
- Ehrl, J.; Polanetzki, H.; Hessert, R.; Wagner, L. Influence of mechanical surface strengthening on nickel-base superalloy DA718. In Proceedings of the 11th International Conference on Shot Peening, South Bend, IN, USA, 12–15 September 2011; 2011; pp. 213–218. [Google Scholar]
- Munther, M.; Martin, T.; Tajyar, A.; Hackel, L.; Beheshti, A.; Davami, K.; Kuenstner, S.; Li, D.; Titus, C. Laser shock peening and its effects on microstructure and properties of additively manufactured metal alloys: A review. Eng. Res. Express 2020, 2, 022001. [Google Scholar]
- Renzhi, W.; Zang, X.; Deyu, S.; Yuanfa, Y. Shot Peening of Superalloys and Its Fatigue Properties at Elevated Temperature. In Proceedings of the First International Conference on Shot Peening, Paris, France, 14–17 September 1981; pp. 395–403. [Google Scholar]
- Bogachev, I.; Knowles, K.M.; Gibson, G.J. Electron backscattered diffraction analysis of cold work in a shot peened single crystal nickel superalloy. Materialia 2020, 14, 100860. [Google Scholar]
- Buchanan, D.J.; John, R. Residual stress redistribution in shot peened samples subject to mechanical loading. Mater. Sci. Eng. A 2014, 615, 70–78. [Google Scholar]
- Hoffmeister, J.; Schulze, V.; Wanner, A.; Hessert, R.; Koenig, G. Thermal relaxation of residual stresses induced by shot peening in IN718. In Proceedings of the 10th International Conference of Shot Peening 2008, Tokyo, Japan, 15–18 September 2008; pp. 157–162. [Google Scholar]
- Guechichi, H.; Castex, L. Fatigue limits prediction of surface treated materials. J. Mater. Process. Technol. 2006, 172, 381–387. [Google Scholar]
- Lindemann, J.; Grossmann, K.; Raczek, T.; Wagner, L. Influence of Shot Peening and Deep Rolling on High Temperature Fatigue of the Ni-Superalloy Udimet 720 LI. Shot Peening 2003, 454–460. [Google Scholar]
- Nagarajan, B.; Kumar, D.; Fan, Z.; Castagne, S. Effect of deep cold rolling on mechanical properties and microstructure of nickel-based superalloys. Mater. Sci. Eng. A 2018, 728, 196–207. [Google Scholar]
- Kumar, D.; Idapalapati, S.; Wang, W. Influence of residual stress distribution and microstructural characteristics on fatigue failure mechanism in Ni-based Superalloy. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 1583–1601. [Google Scholar]
- Bogachev, I.; Knowles, K.M.; Gibson, G.J. Deep cold rolling of single crystal nickel-based superalloy CMSX-4. Materialia 2021, 20, 101240. [Google Scholar]
- Prevey, P. The Effect of Cold Work on the Thermal Stability of Residual Compression in Surface Enhanced IN718. ASM Proc. Heat Treat. 2000, 1, 10. [Google Scholar]
- Wong, C.C.; Hartawan, A.; Teo, W.K. Deep Cold Rolling of Features on Aero-Engine Components. Procedia CIRP 2014, 13, 350–354. [Google Scholar]
- Gaur, B.; Soman, D.; Ghyar, R.; Bhallamudi, R. Ti6Al4V scaffolds fabricated by laser powder bed fusion with hybrid volumetric energy density. Rapid Prototyp. J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Khan, H.M.; Waqar, S.; Koç, E. Evolution of temperature and residual stress behavior in selective laser melting of 316L stainless steel across a cooling channel. Rapid Prototyp. J. 2022, 28, 1272–1283. [Google Scholar]
- Giganto, S.; Martínez-Pellitero, S.; Cuesta, E.; Zapico, P.; Barreiro, J. Proposal of design rules for improving the accuracy of selective laser melting (SLM) manufacturing using benchmarks parts. Rapid Prototyp. J. 2022, 28, 1129–1143. [Google Scholar]
- Zhou, Y.; Abbara, E.M.; Jiang, D.; Azizi, A.; Poliks, M.D.; Ning, F. High-cycle fatigue properties of curved-surface AlSi10Mg parts fabricated by powder bed fusion additive manufacturing. Rapid Prototyp. J. 2022, 28, 1346–1360. [Google Scholar]
- Leigh, S.; Sezer, K.; Li, L.; Grafton-Reed, C.; Cuttell, M. Statistical analysis of recast formation in laser drilled acute blind holes in CMSX-4 nickel superalloy. Int. J. Adv. Manuf. Technol. 2009, 43, 1094–1105. [Google Scholar]
- Thawari, G.; Sundar, J.S.; Sundararajan, G.; Joshi, S. Influence of process parameters during pulsed Nd:YAG laser cutting of nickel-base superalloys. J. Mater. Process. Technol. 2005, 170, 229–239. [Google Scholar]
- Vilaro, T.; Colin, C.; Bartout, J.; Nazé, L.; Sennour, M. Microstructural and mechanical approaches of the selective laser melting process applied to a nickel-base superalloy. Mater. Sci. Eng. A 2012, 534, 446–451. [Google Scholar]
- Carter, L.N.; Wang, X.; Read, N.; Khan, R.; Aristizabal, M.; Essa, K.; Attallah, M. Process optimisation of selective laser melting using energy density model for nickel based superalloys. Mater. Sci. Technol. 2016, 32, 657–661. [Google Scholar]
- Khorasani, M.; Ghasemi, A.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The effect of absorption ratio on meltpool features in laser-based powder bed fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar]
- Gill, A.S. A Study of the Effects of Laser Shock Peening on Residual Stress, Microstructure and Local Properties of IN718 Nickel-Base Superalloy. Ph.D. Thesis, University of Cincinnati, Ann Arbor, MI, USA, 2012; p. 341. [Google Scholar]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Dane, C.B.; Hackel, L.A. Laser Peening of Metals—Enabling Laser Technology. MRS Proc. 1997, 499, 73. [Google Scholar] [CrossRef]
- Clauer, A.H.; Fairand, B.P.; Wilcox, B.A. Pulsed laser induced deformation in an Fe-3 Wt Pct Si alloy. Met. Mater. Trans. A 1977, 8, 119–125. [Google Scholar] [CrossRef]
- Fairand, B.P.; Clauer, A.H. Laser generated stress waves: Their characteristics and their effects to materials. AIP Conf. Proc. 1979, 50, 27–42. [Google Scholar]
- Yadav, M.J.; Jinoop, A.; Danduk, C.; Subbu, S.K. Laser Shock Processing: Process Physics, Parameters, and Applications. Mater. Today Proc. 2017, 4, 7921–7930. [Google Scholar]
- Reed, R.C. Single-Crystal Superalloys for Blade Applications. In The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006; pp. 121–216. [Google Scholar]
- Arora, K.; Kishida, K.; Tanaka, K.; Inui, H. Effects of lattice misfit on plastic deformation behavior of single-crystalline micropillars of Ni-based superalloys. Acta Mater. 2017, 138, 119–130. [Google Scholar] [CrossRef]
- Hatamleh, O.; Lyons, J.; Forman, R. Laser and shot peening effects on fatigue crack growth in friction stir welded 7075-T7351 aluminum alloy joints. Int. J. Fatigue 2007, 29, 421–434. [Google Scholar] [CrossRef]
- Lin, B.; Lupton, C.J.; Spanrad, S.; Schofield, J.; Tong, J. Fatigue crack growth in laser-shock-peened Ti–6Al–4V aerofoil specimens due to foreign object damage. Int. J. Fatigue 2014, 59, 23–33. [Google Scholar]
- Tenaglia, R.; Lahrman, D.; See, D. Preventing Fatigue Failures with Laser Peening. AMPTIAC Q. 2003, 7, 3–7. [Google Scholar]
- Ruschau, J. Fatigue crack nucleation and growth rate behavior of laser shock peened titanium. Int. J. Fatigue 1999, 21, S199–S209. [Google Scholar] [CrossRef]
- Hackel, L.; Rankin, J.; Racanellia, T.; Mills, T.; Campbell, J.H. Laser Peening to Improve Fatigue Strength and Lifetime of Critical Components1. Procedia Eng. 2015, 133, 545–555. [Google Scholar] [CrossRef]
- Zabeen, S.; Preuss, M.; Withers, P. Evolution of a laser shock peened residual stress field locally with foreign object damage and subsequent fatigue crack growth. Acta Mater. 2015, 83, 216–226. [Google Scholar] [CrossRef]
- Altenberger, I.; Noster, U.; Boyce, B.; Peters, J.; Scholtes, B.; Ritchie, R.O. Effects of Mechanical Surface Treatment on Fatigue Failure in Ti-6Al-4V: Role of Residual Stresses and Foreign-Object Damage. Mater. Sci. Forum 2002, 404–407, 457–462. [Google Scholar] [CrossRef]
- Sokol, D.W.; Clauer, A.H.; Dulaney, J.L.; Lahrman, D.W. Applications of Laser Peening to Titanium Alloys. In Proceedings of the ASME/JSME 2004 Pressure Vessels and Piping Division Conference, San Diego, CA, USA, 25–29 July 2004; p. 2006. [Google Scholar]
- Lu, J.; Luo, K.; Yang, D.; Cheng, X.; Hu, J.; Dai, F.; Qi, H.; Zhang, L.; Zhong, J.; Wang, Q.; et al. Effects of laser peening on stress corrosion cracking (SCC) of ANSI 304 austenitic stainless steel. Corros. Sci. 2012, 60, 145–152. [Google Scholar] [CrossRef]
- Hatamleh, O.; Singh, P.M.; Garmestani, H. Stress Corrosion Cracking Behavior of Peened Friction Stir Welded 2195 Aluminum Alloy Joints. J. Mater. Eng. Perform. 2009, 18, 406–413. [Google Scholar]
- Chen, H.; Rankin, J.; Hackel, L.; Frederick, G.; Hickling, J.; Findlan, S. Laser Peening of Alloy 600 to Improve Intergranular Stress Corrosion Cracking Resistance in Power Plants. In Proceedings of the 6th International EPRI Conference, Sandestin, FL, USA, 16–18 June 2004. [Google Scholar]
- Sano, Y.; Sakino, Y.; Mukai, N.; Obata, M.; Chida, I.; Uehara, T.; Yoda, M.; Kim, Y.C. Laser Peening without Coating to Mitigate Stress Corrosion Cracking and Fatigue Failure of Welded Components. Mater. Sci. Forum 2008, 580–582, 519–522. [Google Scholar] [CrossRef]
- Geng, Y.; Dong, X.; Wang, K.; Mei, X.; Tang, Z.; Duan, W. Evolutions of microstructure, phase, microhardness, and residual stress of multiple laser shock peened Ni-based single crystal superalloy after short-term thermal exposure. Opt. Laser Technol. 2020, 123, 105917. [Google Scholar] [CrossRef]
- Munther, M.; Rowe, R.A.; Sharma, M.; Hackel, L.; Davami, K. Thermal stabilization of additively manufactured superalloys through defect engineering and precipitate interactions. Mater. Sci. Eng. A 2020, 798, 140119. [Google Scholar] [CrossRef]
- Munther, M.; Tajyar, A.; Holtham, N.; Hackel, L.; Beheshti, A.; Davami, K. An investigation into the mechanistic origin of thermal stability in thermal-microstructural-engineered additively manufactured Inconel 718. Vacuum 2022, 199, 110971. [Google Scholar] [CrossRef]
- Tang, Z.; Wang, K.; Geng, Y.; Dong, X.; Duan, W.; Sun, X.; Mei, X. An investigation of the effect of warm laser shock peening on the surface modifications of [001]-oriented DD6 superalloy. Int. J. Adv. Manuf. Technol. 2021, 113, 1973–1988. [Google Scholar] [CrossRef]
- Tajyar, A.; Holtham, N.; Brooks, N.; Hackel, L.; Sherman, V.; Beheshti, A.; Davami, K. Laser Peening Analysis of Aluminum 5083: A Finite Element Study. Quantum Beam Sci. 2021, 5, 34. [Google Scholar] [CrossRef]
- Ramirez-Rico, J.; Lee, S.-Y.; Ling, J.J.; Noyan, I.C. Stress measurement using area detectors: A theoretical and experimental comparison of different methods in ferritic steel using a portable X-ray apparatus. J. Mater. Sci. 2016, 51, 5343–5355. [Google Scholar] [CrossRef]
- Delbergue, D.; Texier, D.; Levesque, M.; Bocher, P. Comparison of Two X-Ray Residual Stress Measurement Methods: Sin2 ψ and Cos α, Through the Determination of a Martensitic Steel X-Ray Elastic Constant. In Proceedings of the 10th International Conference on Residual Stresses, Sydney, Australia, 3–7 August 2016. [Google Scholar]
- Geng, Y.; Mo, Y.; Zheng, H.; Li, G.; Wang, K. Effect of laser shock peening on the hot corrosion behavior of Ni-based single-crystal superalloy at 750 °C. Corros. Sci. 2021, 185, 109419. [Google Scholar] [CrossRef]
- Tang, Z.; Dong, X.; Geng, Y.; Wang, K.; Duan, W.; Gao, M.; Mei, X. The effect of warm laser shock peening on the thermal stability of compressive residual stress and the hot corrosion resistance of Ni-based single-crystal superalloy. Opt. Laser Technol. 2022, 146, 107556. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-RAY DIFFRACTION, 2nd ed.; Addison-Wesley Publishing Company, Inc.: Boston, MA, USA, 1978. [Google Scholar]
- Schuster, S.; Gibmeier, J. Incremental Hole Drilling for Residual Stress Analysis of Strongly Textured Material States—A New Calibration Approach. Exp. Mech. 2016, 56, 369–380. [Google Scholar] [CrossRef]
- Dye, D.; Conlon, K.; Lee, P.; Rogge, R.; Reed, R. Welding of Single Crystal Superalloy CMSX-4: Experiments and Modeling. Superalloys 2004, 485–491. [Google Scholar]
- Chen, J.; Salvati, E.; Uzun, F.; Papadaki, C.; Wang, Z.; Everaerts, J.; Korsunsky, A.M. An experimental and numerical analysis of residual stresses in a TIG weldment of a single crystal nickel-base superalloy. J. Manuf. Process. 2020, 53, 190–200. [Google Scholar] [CrossRef]
- Rozmus-Górnikowska, M.; Kusiński, J.; Cieniek, Ł.; Morgiel, J. The Microstructure and Properties of Laser Shock Peened CMSX4 Superalloy. Met. Mater. Trans. A 2021, 52, 2845–2858. [Google Scholar] [CrossRef]
- Lu, G.; Liu, J.; Qiao, H.; Zhou, Y.; Jin, T.; Zhao, J.; Sun, X.; Hu, Z. Surface nano-hardness and microstructure of a single crystal nickel base superalloy after laser shock peening. Opt. Laser Technol. 2017, 91, 116–119. [Google Scholar] [CrossRef]
- Kumar, S.; Satapathy, B.; Pradhan, D.; Mahobia, G.S. Effect of surface modification on the hot corrosion resistance of Inconel 718 at 700 °C. Mater. Res. Express 2019, 6, 086549. [Google Scholar] [CrossRef]
- Cockings, H.; Cockings, B.; Harrison, W.; Dowd, M.; Perkins, K.; Whittaker, M.; Gibson, G. The effect of near-surface plastic deformation on the hot corrosion and high temperature corrosion-fatigue response of a nickel-based superalloy. J. Alloy. Compd. 2020, 832, 154889. [Google Scholar] [CrossRef]
- Cao, J.; Zhang, J.; Hua, Y.; Chen, R.; Li, Z.; Ye, Y. Microstructure and hot corrosion behavior of the Ni-based superalloy GH202 treated by laser shock processing. Mater. Charact. 2017, 125, 67–75. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, X.; Gan, S. Microstructure and Hot Corrosion of GH2036 Alloy Treated by Laser Shock Peening. JOM 2020, 72, 754–763. [Google Scholar] [CrossRef]
- Tang, Z.; Wang, K.; Dong, X.; Duan, W.; Mei, X. Effect of Warm Laser Shock Peening on the Low-Cycle Fatigue Behavior of DD6 Nickel-Based Single-Crystal Superalloy. J. Mater. Eng. Perform. 2021, 30, 2930–2939. [Google Scholar] [CrossRef]
- Antolovich, S.D.; Liu, S.; Baur, R. Low cycle fatigue behavior of René 80 at elevated temperature. Met. Mater. Trans. A 1981, 12, 473–481. [Google Scholar] [CrossRef]
- Lu, G.; Liu, J.; Qiao, H.; Jin, T.; Sun, X. Crack appearance of a laser shock-treated single crystal nickel-base superalloy after isothermal fatigue failure. Surf. Coatings Technol. 2017, 321, 74–80. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Holtham, N.; Davami, K. A Review of Laser Peening Methods for Single Crystal Ni-Based Superalloys. Metals 2022, 12, 1414. https://doi.org/10.3390/met12091414
Holtham N, Davami K. A Review of Laser Peening Methods for Single Crystal Ni-Based Superalloys. Metals. 2022; 12(9):1414. https://doi.org/10.3390/met12091414
Chicago/Turabian StyleHoltham, Noah, and Keivan Davami. 2022. "A Review of Laser Peening Methods for Single Crystal Ni-Based Superalloys" Metals 12, no. 9: 1414. https://doi.org/10.3390/met12091414
APA StyleHoltham, N., & Davami, K. (2022). A Review of Laser Peening Methods for Single Crystal Ni-Based Superalloys. Metals, 12(9), 1414. https://doi.org/10.3390/met12091414