
Control of Welding Residual Stress in Large Storage Tank by Finite Element Method
 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
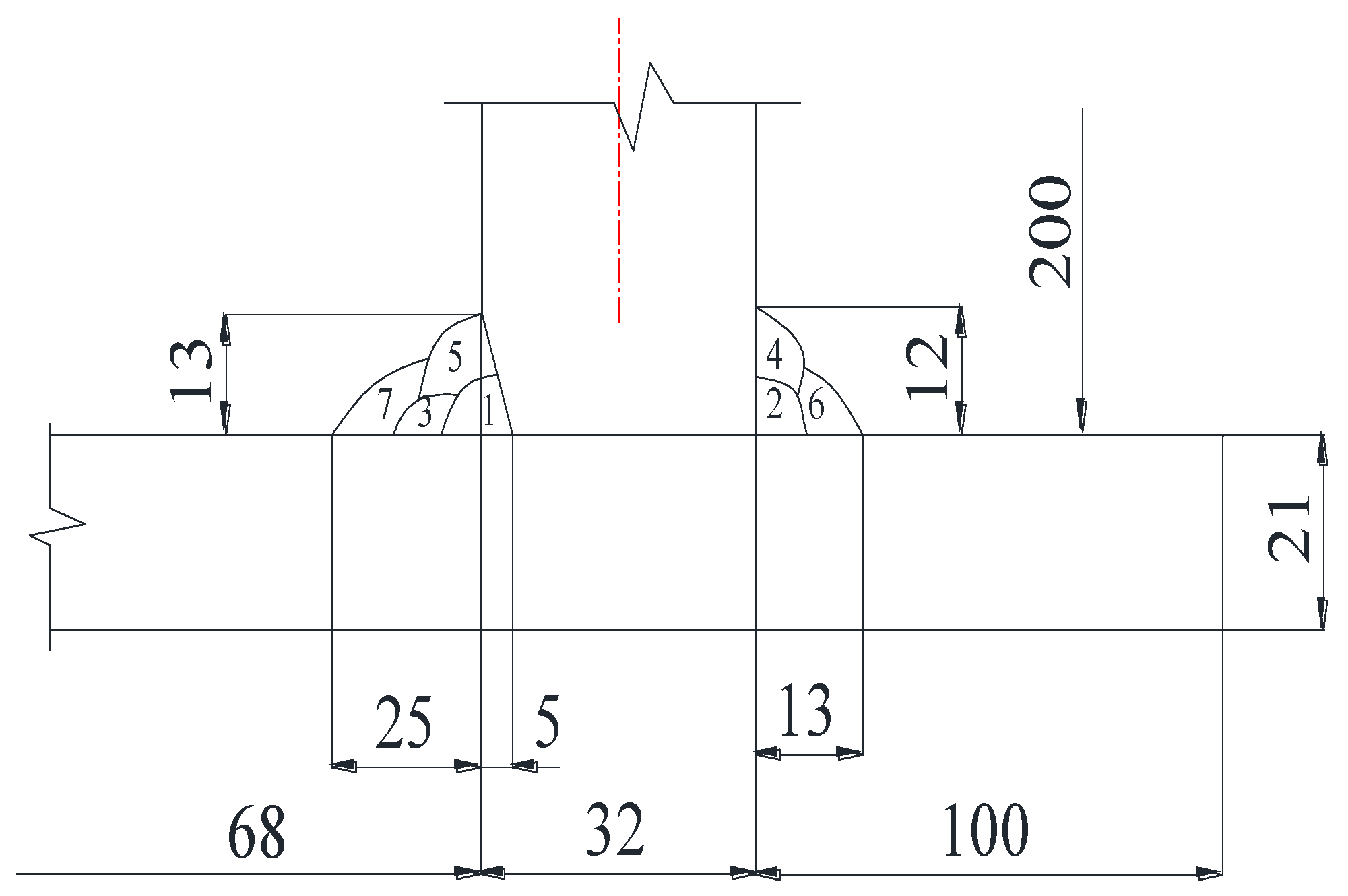
2.1. Specimen Preparation
2.2. Residual Stress Measurement
3. Finite Element Model Details
3.1. Finite Element Model
3.2. Thermal Analysis
3.3. Mechanical Analysis
4. Results
4.1. Analysis on Welding Residual Stress Distribution
4.2. Verification of Residual Stresses
5. Discussion
5.1. Effect of PWHT Temperature
5.2. Effect of PWHT Heating Rate
5.3. Effect of PWHT Width
6. Conclusions
- (1)
- The welding residual stress at the weld is high due to the discontinuity of the T-weld structure and the material characteristics of a high yield strength. The maximum value of the hoop residual stress can reach 756 MPa, which is located at the connection between the outer weld and the bottom plate of the tank.
- (2)
- The circumferential residual stress is mainly distributed in the outer weld because the inner weld is tempered by the outer weld.
- (3)
- The maximum radial residual stress is 454 MPa, which is mainly located at the bottom of the tank. The maximum axial residual stress is 438 MPa, which is mainly located at the joint between the weld and the tank wall.
- (4)
- The varying heat treatment temperature has a great influence on the residual stress. The effect of residual stress relief is better with the increase in temperature. The heat treatment temperature of 12MnNiVR is recommended to be 700 °C.
- (5)
- The residual stress reduction increases with the decrease in the heating rate. The residual stress is greatly reduced through the 56 °C/h heating rate. This effect is mainly due to the avoidance of thermal stress caused by the high heating rate.
- (6)
- The residual stress decreases when the inner and outer walls are arranged with a 200 mm heating zone width because the symmetrical distribution prevents large deformations and high stress from occurring.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhong, G.X.; Xiang-Yuan, X.I. Introduction of the Welding Equipment for the Large-Scale Oil Tank; Petro-Chemical Equipment: Beijing, China, 2007. [Google Scholar]
- GB 50341-2014; Code for Design of Vertical Cylindrical Welded Steel Oil Tanks. Chinses Standard Publisher: Beijing, China, 2014.
- Kim, J.S.; An, D.H.; Lee, S.Y.; Lee, B.Y. A failure analysis of fillet joint cracking in an oil storage tank. J. Loss Prev. Process Ind. 2009, 22, 845–849. [Google Scholar] [CrossRef]
- Siddique, M.; Abid, M.; Junejo, H.F.; Mufti, R.A. 3-D Finite Element Simulation of Welding Residual Stresses in Pipe-Flange Joints: Effect of Welding Parameters. Mater. Sci. Forum 2005, 490–491, 79–84. [Google Scholar]
- Lee, C.H.; Chang, K.H. Numerical analysis of residual stresses in welds of similar or dissimilar steel weldments under superimposed tensile loads. Comput. Mater. Sci. 2007, 40, 548–556. [Google Scholar] [CrossRef]
- Chang, K.H.; Lee, C.H. Finite element analysis of the residual stresses in T-joint fillet welds made of similar and dissimilar steels. Int. J. Adv. Manuf. Technol. 2009, 41, 250. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Wan, Y.; Woo, W.; Tu, S. Effect of helix angle on residual stress in the spiral welded oil pipelines: Experimental and finite element modeling. Int. J. Press. Vessel. Pip. 2018, 168, 233–245. [Google Scholar] [CrossRef]
- Luo, Y.; Zhang, Q.; Zheng, H.X.; Jiang, W. Reducing Full-Field Residual Stress of Girth Weld with Thick Wall by Combining Local PWHT and Water Jet Peening. J. Press. Vessel Technol. 2022, 144, 061302. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. On the Prediction of Effect of Direction of Welding on Bead Geometry and Residual Deformation of Double-sided Fillet Welds. Int. J. Steel Struct. 2016, 16, 333–345. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Pandey, C.; Mahapatra, M.M. Significance of Finite Element Models and Solid-State Phase Transformation on the Evaluation of Weld Induced Residual Stresses. Met. Mater. Int. 2021, 27, 3478–3492. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Yang, Z.; Wang, C.; Jin, Q.; Gao, T.; Yan, G.; Tu, S.; He, Y. Using reinforce plate to control the residual stresses and deformation during local post-welding heat treatment for ultra-large pressure vessels. Int. J. Press. Vessel. Pip. 2021, 191, 104332. [Google Scholar] [CrossRef]
- Shanmugam, N.S.; Buvanashekaran, G.; Sankaranarayanasamy, K.; Kumar, S.R. A transient finite element simulation of the temperature and bead profiles of T-joint laser welds. Int. J. Model. Simul. 2010, 30, 108–122. [Google Scholar] [CrossRef]
- Piekarska, W.; Kubiak, M.; Saternus, Z. Numerical Simulation of Deformations in T-Joint Welded by the Laser Beam. Arch. Metall. Mater. 2013, 58, 1391–1396. [Google Scholar] [CrossRef] [Green Version]
- Perić, M.; Tonković, Z.; Rodić, A.; Surjak, M.; Garašić, I.; Boras, I.; Švaić, S. Numerical analysis and experimental investigation of welding residual stresses and distortions in a T-joint fillet weld. Mater. Des. 2014, 53, 1052–1063. [Google Scholar] [CrossRef]
- Teng, T.L.; Fung, C.P.; Chang, P.H.; Yang, W.C. Analysis of residual stresses and distortions in T-joint fillet welds. Int. J. Press. Vessel. Pip. 2001, 78, 523–538. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Giri, A.; Pandey, C.; Mahapatra, M.M.; Sridhar, K. Residual stress distribution in thick double-V butt welds with varying groove configuration, restraints and mechanical tensioning. J. Manuf. Process. 2021, 68, 1405–1417. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P. A comparative study of transverse shrinkage stresses and residual stresses in P91 welded pipe including plasticity error. Arch. Civ. Mech. Eng. 2018, 18, 1000–1011. [Google Scholar] [CrossRef]
- Luo, Y.; Gao, T.; Jiang, W. An Optimized Heat Treatment Process to Reduce the Weld Residual Stress by Auxiliary Heating. In Proceedings of the ASME 2019 Pressure Vessels & Piping Conference, San Antonio, TX, USA, 14–19 July 2019. [Google Scholar]
- Jin, Q.; Jiang, W.; Gu, W.; Wang, J.; Li, G.; Pan, X.; Song, M.; Zhang, K.; Wu, A.; Tu, S.T. A primary plus secondary local PWHT method for mitigating weld residual stresses in pressure vessels. Int. J. Press. Vessel. Pip. 2021, 192, 104431. [Google Scholar] [CrossRef]
- Peng, W.; Jiang, W.; Jin, Q.; Wan, Y.; Luo, Y.; Ren, L.; Zhang, K.; Tu, S.T. Reduction of welding residual stress in the head-cylinder joint of a large rectifying tower by finite element method and experimental study. Int. J. Press. Vessel. Pip. 2021, 191, 104311. [Google Scholar] [CrossRef]
- Geng, L.; Tu, S.T.; Gong, J.; Jiang, W.; Zhang, W. On Residual Stress and Relief for an Ultra-Thick Cylinder Weld Joint Based on Mixed Hardening Model: Numerical and Experimental Studies. J. Press. Vessel Technol. 2018, 140, 041405. [Google Scholar] [CrossRef]
- Lin, Q.; Chen, H.; Chen, J.; Liang, Y. Residual stresses measurement using an indentation made by an impact load. Mater. Sci. Forum 2005, 490–491, 196–201. [Google Scholar]
- GB/T 24179-2009; Metallic Materials-Residual Stress Determination-The Indentation Strain-Gage Method. Chinses Standard Publisher: Beijing, China, 2009.
- Jiang, W.C.; Tu, S.D.; Sun, G.A. Neutron Diffraction Measurement, Computation and Control of Welding Residual Stress; Science Press: Beijing, China, 2019. [Google Scholar]
- Jiang, W.; Woo, W.; Wan, Y.; Luo, Y.; Xie, X.; Tu, S.T. Evaluation of through-thickness residual stresses by neutron diffraction and finite-element method in thick weld plates. J. Press. Vessel Technol. 2017, 139, 031401. [Google Scholar] [CrossRef]
- Deng, D. FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects. Mater. Des. 2009, 30, 359–366. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Mn | Si | Mo | Ni | S | P | Cr | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| CHE607CG | 0.070 | 1.44 | 0.26 | 0.27 | 0.94 | 0.006 | 0.013 | / | / | / |
| CHW-S7CG | 0.006 | 1.70 | 0.15 | 0.53 | 0.025 | 0.008 | 0.01 | 0.02 | 0.004 | 0.10 |
| 12MnNiVR | 0.094 | 1.70 | 0.15 | 0.07 | 0.21 | 0.008 | 0.01 | 0.02 | 0.046 | 0.011 |
| Composition | SiO2 | CaO + MgO | MnO | TiO2 + Al2O3 | CaF2 |
|---|---|---|---|---|---|
| CHF26H | 20~40 | 30~40 | 5~10 | 5~15 | 15~30 |
| Pass | Method | Electrode | Diameter (mm) | Current (A) | Voltage (V) | Welding Speed (cm/min) |
|---|---|---|---|---|---|---|
| 1 | SMAW | CHE607CG | 4.0 | 200–240 | 18–24 | / |
| 2 | SAW | CHW-S7CG | 2.4 | 380–460 | 30–36 | 18–26 |
| 3 | SAW | CHW-S7CG | 2.4 | 380–460 | 30–36 | 18–26 |
| 4 | SAW | CHW-S7CG | 2.4 | 380–460 | 30–36 | 18–26 |
| 5 | SAW | CHW-S7CG | 2.4 | 380–460 | 30–36 | 18–26 |
| 6 | SAW | CHW-S7CG | 2.4 | 380–460 | 30–36 | 18–26 |
| 7 | SAW | CHW-S7CG | 2.4 | 380–460 | 30–36 | 18–26 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, G.; Luo, J.; Li, L.; Long, Y.; Zhang, S.; Wang, Y.; Zhang, Y.; Xie, S. Control of Welding Residual Stress in Large Storage Tank by Finite Element Method. Metals 2022, 12, 1502. https://doi.org/10.3390/met12091502
Wu G, Luo J, Li L, Long Y, Zhang S, Wang Y, Zhang Y, Xie S. Control of Welding Residual Stress in Large Storage Tank by Finite Element Method. Metals. 2022; 12(9):1502. https://doi.org/10.3390/met12091502
Chicago/Turabian StyleWu, Gang, Jinheng Luo, Lifeng Li, Yan Long, Shuxin Zhang, Yujie Wang, Yao Zhang, and Shuyi Xie. 2022. "Control of Welding Residual Stress in Large Storage Tank by Finite Element Method" Metals 12, no. 9: 1502. https://doi.org/10.3390/met12091502