
Finite Element Analysis of Large Plastic Deformation Process of Pure Molybdenum Plate during Hot Rolling

 ,
,
Abstract
:1. Introduction
2. Experimental Details
3. Finite Element Model
4. Results and Discussion
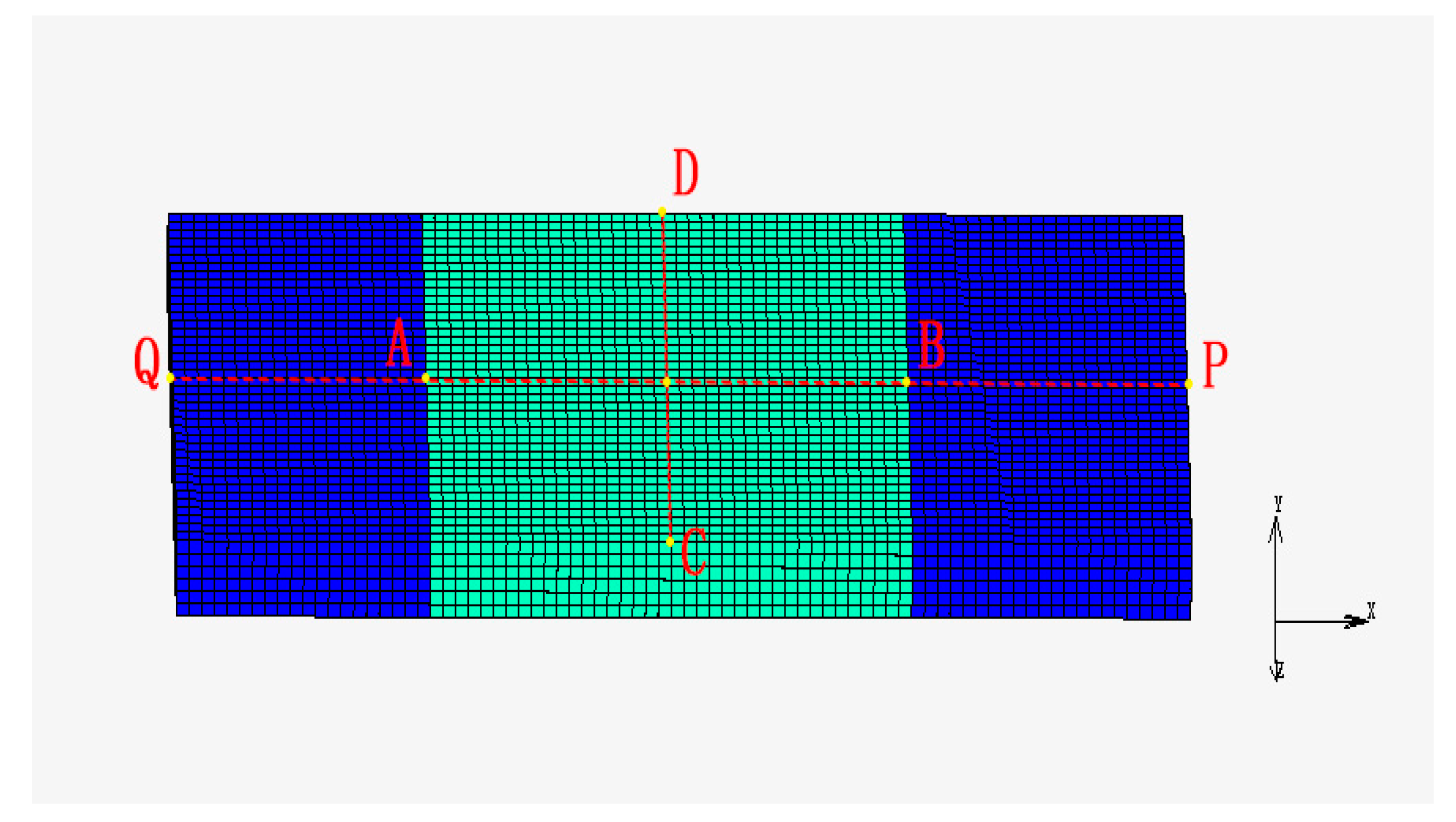
4.1. Analysis of Deformation Zone
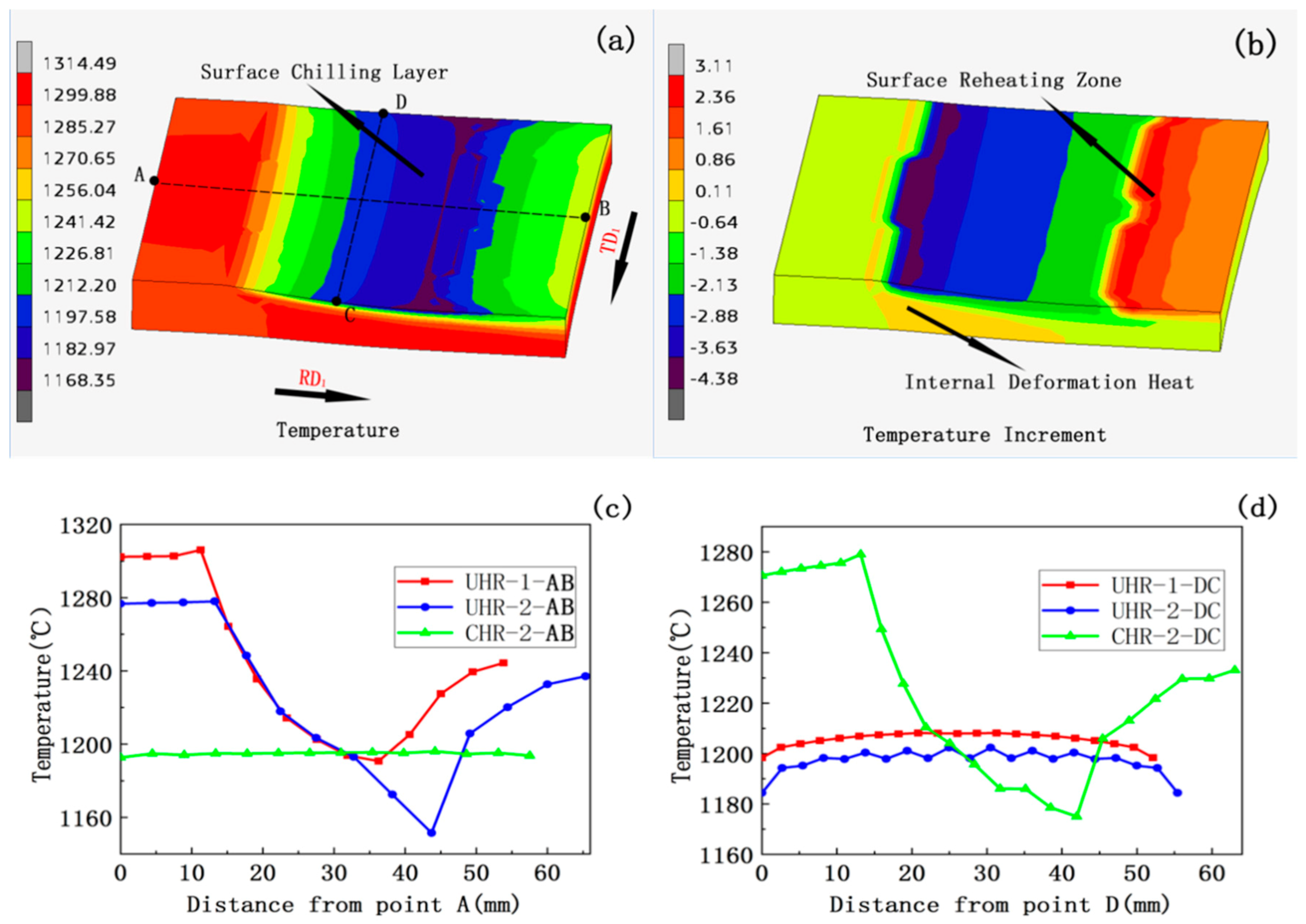
4.1.1. Analysis of Temperature Field
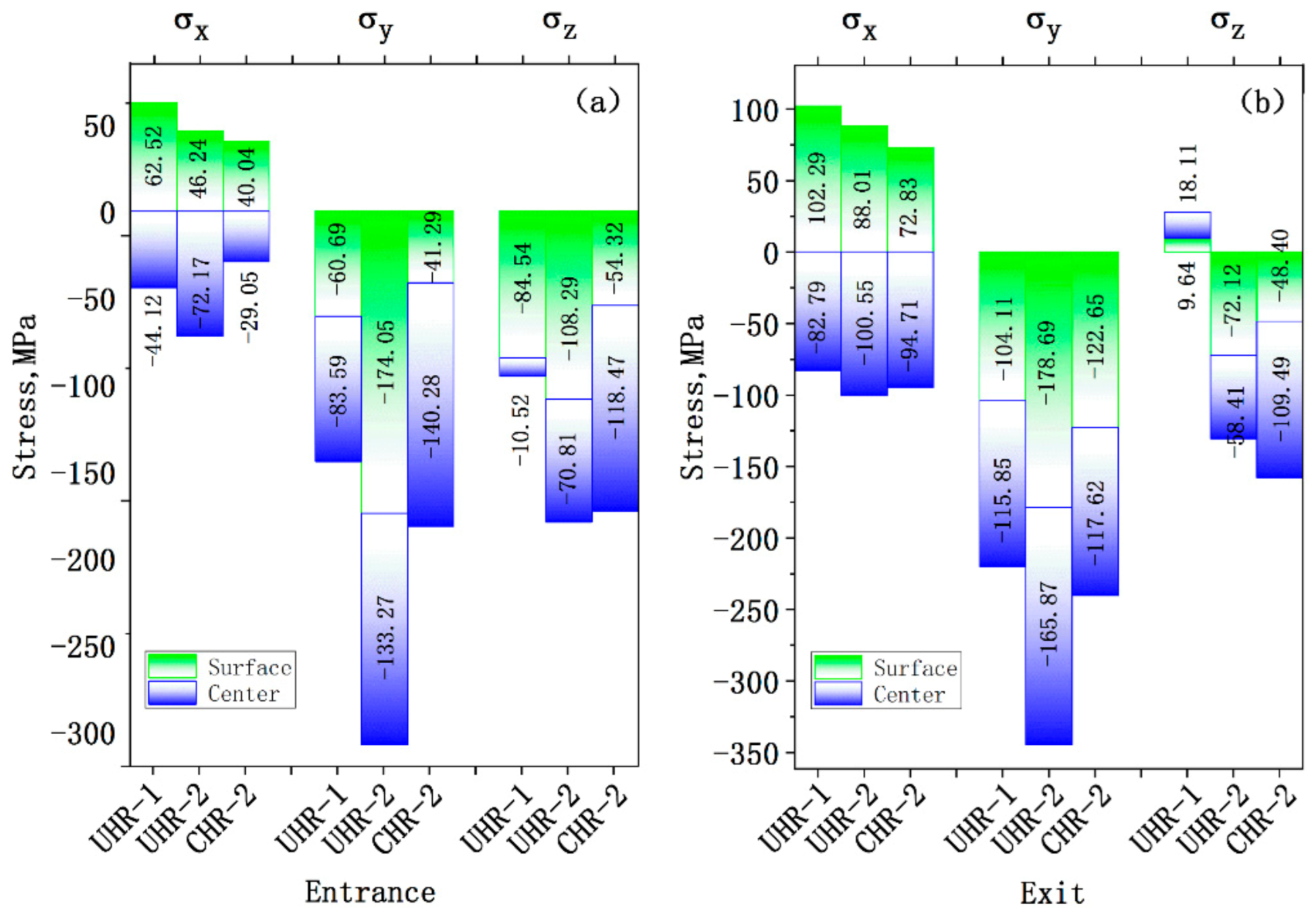
4.1.2. Analysis of Stress Field
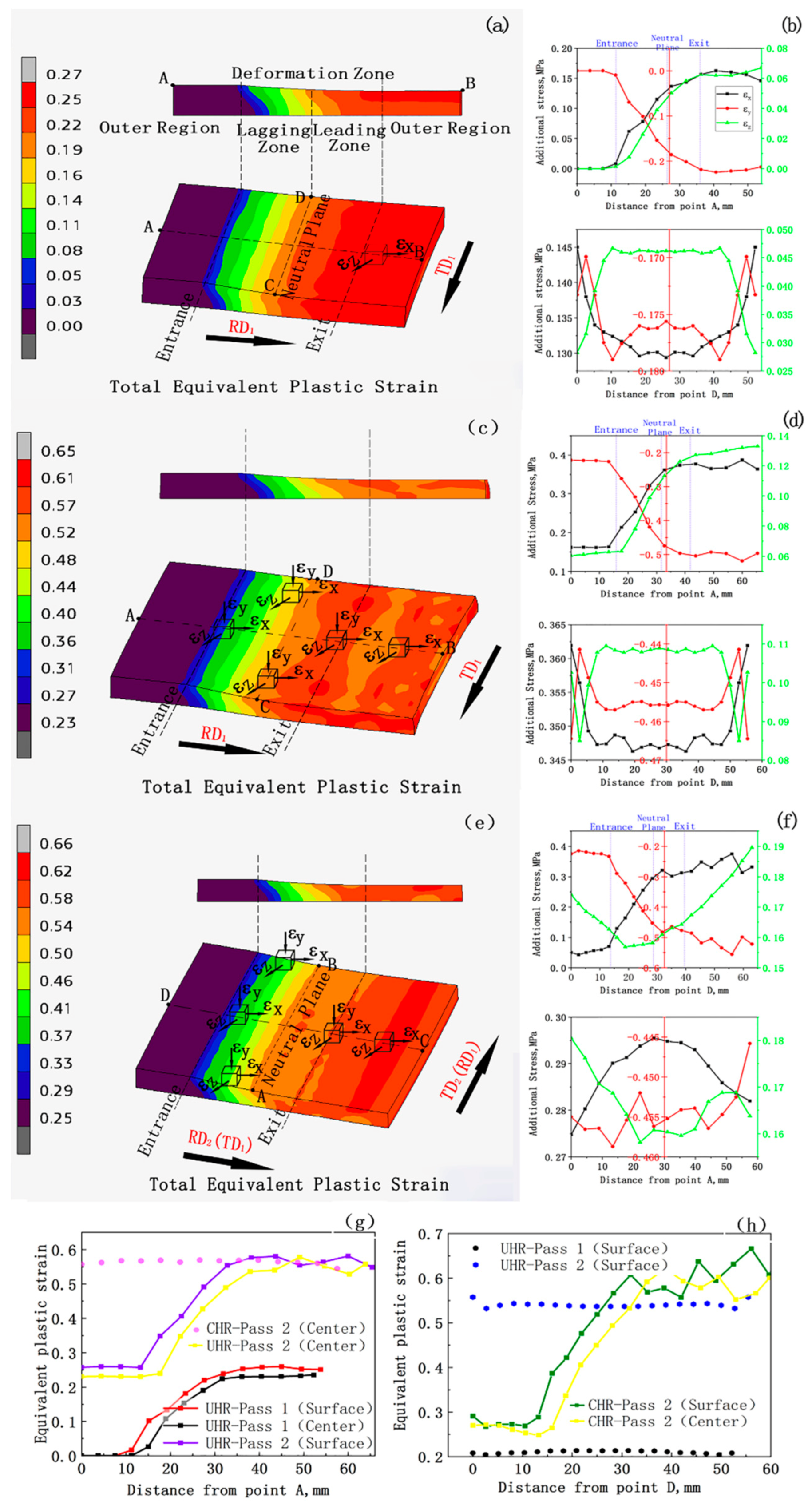
4.1.3. Analysis of Strain Field
4.2. Optimization of Process Parameters
4.2.1. Effect of Machining Parameters on Surface Chilling Layer
4.2.2. Effect of Processing Parameters on the Additional Stress along the Width of Plate
4.2.3. Effect of Reduction on Additional Strain in Rolling Direction
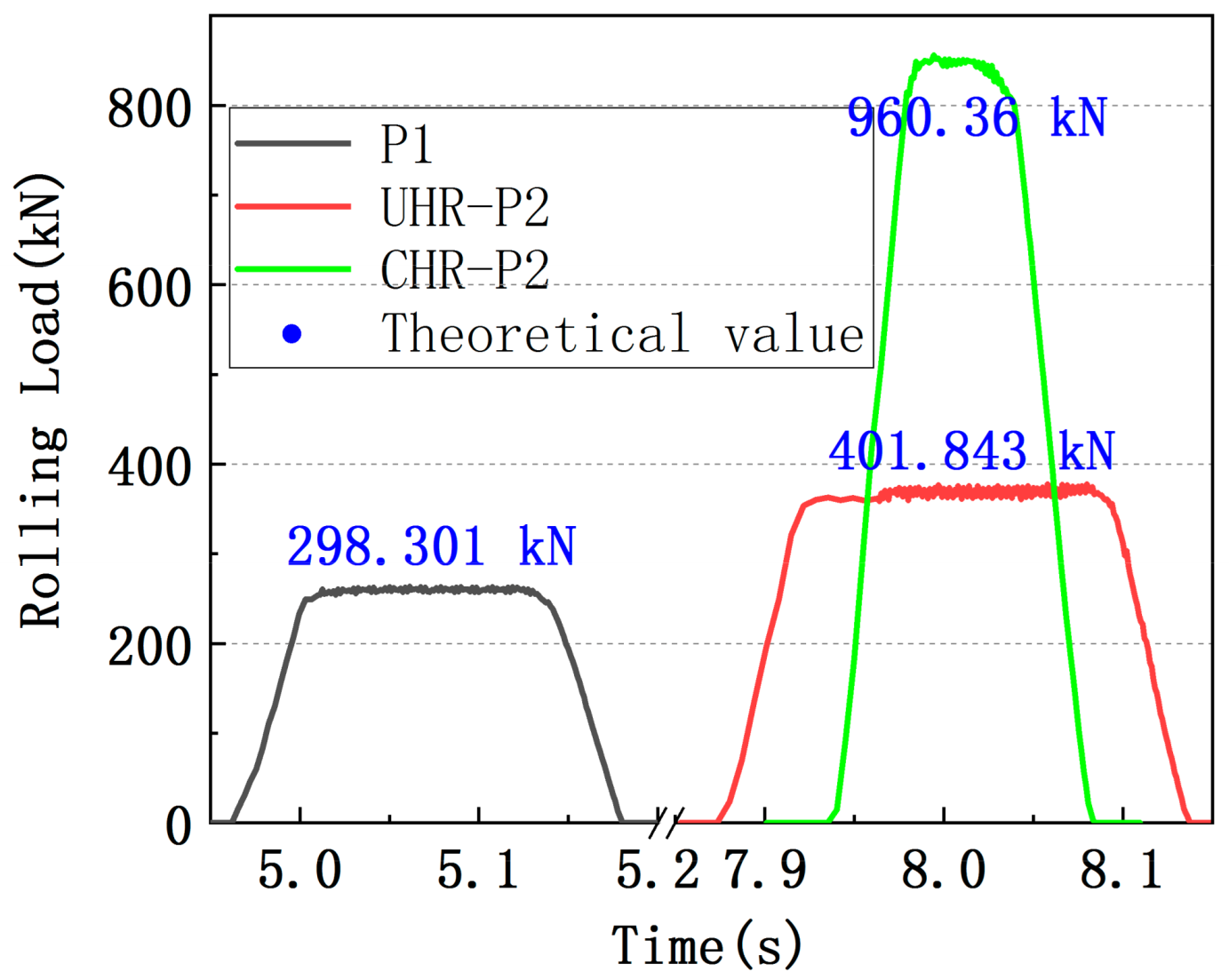
4.3. Model Validation Process
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liu, G.; Zhang, G.J.; Jiang, F.; Ding, X.D.; Sun, Y.J.; Sun, J.; Ma, E. Nanostructured high strengthmolybdenum alloys with unprecedented tensile ductility. Nat. Mater. 2013, 12, 344–350. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Li, P.; Xue, K.M. An analysis on microstructure and grain size of molybdenum powder material processed by equal channel angular pressing. J. Mater. Eng. Perform. 2015, 24, 4510–4517. [Google Scholar] [CrossRef]
- Chakraborty, S.P.; Banerjee, S.; Sharma, I.G.; Suri, A.K. Development of silicide coating overmolybdenum based refractory alloy and its characterization. J. Nucl. Mater. 2010, 403, 152–159. [Google Scholar] [CrossRef]
- Kobayashi, S.; Tsurekawa, S.; Watanabe, T. Grain boundary hardening and triple junctionhardening in polycrystalline molybdenum. Acta. Mater. 2005, 53, 1051–1057. [Google Scholar] [CrossRef]
- Ahmadi, E.; Malekzadeh, M.; Sadrnezhaad, S.K. Preparation of nanostructured high temperatureTZM alloy by mechanical alloying and sintering. Int. J. Refract. Met. Hard Mater. 2011, 29, 141–145. [Google Scholar] [CrossRef]
- Primig, S.; Clemens, H.; Knabl, W.; Lorich, A.; Stickler, R. Orientation dependent recovery andrecrystallization behavior of hot-rolled molybdenum. Int. J. Refract. Met. Hard Mater. 2014, 48, 179–186. [Google Scholar] [CrossRef]
- Hu, P.; Zhou, Y.H.; Deng, J.; Li, S.L.; Chen, W.J.; Chang, T.; Hu, B.L.; Wang, K.S.; Feng, P.F.; Volinsky, A.A. Crack initiation mechanism in lanthanum-doped titanium-zirconium-molybdenum alloy duringsintering and rolling. J. Alloys Compd. 2018, 745, 532–537. [Google Scholar] [CrossRef]
- Cockeram, B.V. The role of stress state on the fracture toughness and toughening mechanisms of wrought molybdenum and molybdenum alloys. Mater. Sci. Eng. A 2010, 528, 288–308. [Google Scholar] [CrossRef]
- Xing, H.R.; Hu, P.; Zhou, Y.H.; Li, S.L.; Zuo, Y.G.; Cheng, Q.; Wang, K.S.; Yang, F.; Feng, P.F.; Chang, T. The microstructure and texture evolution of pure molybdenum sheets under various rolling reductions. Mater. Charact. 2020, 165, 110357. [Google Scholar] [CrossRef]
- Payan, C.; Ulrich, T.J.; Le Bas, P.Y.; Griffa, M.; Schuetz, P.; Remillieux, M.C.; Saleh, T.A. Probing material nonlinearity at various depths by time reversal mirrors. Appl. Phys. Lett. 2014, 104, 618. [Google Scholar] [CrossRef] [Green Version]
- Galantuccia, L.M.; Tricarico, L. Thermo-mechanical simulation of a rolling process with an FEM approach. J. Mater. Process. Tech. 1999, 92–93, 494–501. [Google Scholar] [CrossRef]
- Peterlik, I.; Sedef, M.; Basdogan, C.; Matyska, L. Real-time visio-haptic interaction with static soft tissue models having geometric and material nonlinearity. Comput. Graph. 2010, 34, 43–54. [Google Scholar] [CrossRef]
- Qayyum, F.; Shah, M.; Manzoor, S.; Abbas, M. Comparison of thermomechanical stresses produced in work rolls during hot and cold rolling of Cartridge Brass 1101. Mater. Sci. Technol. 2014, 31, 317–324. [Google Scholar] [CrossRef]
- Hussain, N.; Qayyum, F.; Pasha, R.A.; Shah, M. Development of multi-physics numerical simulation model to investigate thermo-mechanical fatigue crack propagation in an autofrettaged gun barrel. Def. Technol. 2020, 17, 1579–1591. [Google Scholar] [CrossRef]
- Zhang, S.H.; Zhang, G.L.; Liu, J.S.; Li, C.S.; Mei, R.B. A fast rigid-plastic finite element method foronline application in strip rolling. Finite Elem. Anal. Des. 2010, 46, 1146–1154. [Google Scholar] [CrossRef]
- Mohebbi, M.S.; Akbarzadeh, A. Constitutive equation and FEM analysis of incrementalcryo-rolling of UFG AA 1050 and AA 5052. J. Mater. Process. Technol. 2018, 255, 35–46. [Google Scholar] [CrossRef]
- Dixit, U.S.; Dixit, P.M. Finite-element analysis of flat rolling with inclusion of anisotropy. Int. J. Mech. Sci. 1997, 39, 1237–1255. [Google Scholar] [CrossRef]
- Ding, Y.P.; Zhu, Q.; Le, Q.C.; Zhang, Z.Q.; Bao, L.; Cui, J.Z. Analysis of temperature distribution in thehot plate rolling of Mg alloy by experiment and finite element method. J. Mater. Process. Technol. 2015, 225, 286–294. [Google Scholar] [CrossRef]
- Bagheripoor, M.; Bisadi, H. Effects of rolling parameters on temperature distribution in the hotrolling of aluminum strips. Appl. Therm. Eng. 2011, 31, 1556–1565. [Google Scholar] [CrossRef]
- Gouveia, B.P.P.A.; Rodrigues, J.M.C.; Bay, N.; Martins, P.A.F. Martins, Finite-element modelling of cold forward extrusion. J. Mater. Process. Technol. 1999, 94, 85–93. [Google Scholar] [CrossRef]
- Huang, J.P. Non-Classical Theory Plasticity: A Constitutive Model for Coupled Thermal-Mechanical Finite Elastoplastic Deformation and Application. Chongqing University, 2006. (In Chinese). Available online: https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CMFD&dbname=CMFD2007&filename=2006148520.nh&uniplatform=NZKPT&v=93TpWEsutAZV5h3mwGPWzdnhzotUQ4dlnpdtez6ZYJyOQqiUoiq6z74sAQcE-g1N.2006.04.030 (accessed on 20 October 2022).
- Rout, M.; Pal, S.K.; Singh, S.B. Finite element simulation of a cross rolling process. J. Manuf. Process. 2016, 24, 283–292. [Google Scholar] [CrossRef]
- Rout, M.; Pal, S.K.; Singh, S.B. Prediction of edge profile of plate during hot cross rolling. J. Manuf. Process. 2018, 31, 301–309. [Google Scholar] [CrossRef]
- Ding, H.; Hirai, K.; Homma, T.; Kamado, S. Numerical simulation for microstructure evolution inAM50 Mg alloy during hot rolling. Comput. Mater. Sci. 2010, 47, 919–925. [Google Scholar] [CrossRef]
- Hao, P.J.; He, A.R.; Sun, W.Q. Formation mechanism and control methods of inhomogeneousdeformation during hot rough rolling of aluminum alloy plate. Arch. Civ. Mech. Eng. 2018, 18, 245–255. [Google Scholar] [CrossRef]
- Lu, Y.H.; Zhu, S.C.; Zhao, Z.T.; Chen, T.L.; Zeng, J. Numerical simulation of residual stresses inaluminum alloy welded joints. J. Manuf. Process. 2020, 50, 380–393. [Google Scholar] [CrossRef]
- Kleiser, G.; Revil-Baudard, B.; Pasiliao, C.L. High strain-rate plastic deformation of molybdenum: Experimental investigation, constitutive modeling and validation using impact tests. Int. J. Impact Eng. 2016, 96, 116–128. [Google Scholar] [CrossRef]
- Priel, E.; Mittelman, B.; Trabelsi, N.; Cohen, Y.; Koptiar, Y.; Padan, R. A computational investigationof Equal Channel Angular Pressing of molybdenum validated by experiments. J. Mater. Process. Technol. 2019, 264, 469–485. [Google Scholar] [CrossRef]
- Zhang, X.X.; Yan, Q.Z.; Lang, S.T.; Wang, Y.J.; Ge, C.C. Preparation of pure tungsten via variousrolling methods and their influence on macro-texture and mechanical properties. Mater. Des. 2017, 126, 1–11. [Google Scholar] [CrossRef]
- Fan, H.Y.; Liu, S.F.; Li, L.J.; Deng, C.; Liu, Q. Largely alleviating the orientation dependence bysequentially changing strain paths. Mater. Des. 2016, 97, 464–472. [Google Scholar] [CrossRef]
- Hu, P.; Cheng, Q.; Li, S.L.; Xing, H.R.; Han, J.Y.; Ge, S.W.; Hua, X.J.; Hu, B.L.; Wang, K.S.; Li, L.P. Rheological behavior of pure molybdenum at high temperature considering strain compensation. Adv. Eng. Mater. 2020, 23, 2000661. [Google Scholar] [CrossRef]
- Nalawade, R.S.; Puranik, A.J.; Balachandran, G.; Mahadik, K.N.; Balasubramanian, V. Simulation ofhot rolling deformation at intermediate passes and its industrial validity. Int. J. Mech. Sci. 2013, 77, 8–16. [Google Scholar] [CrossRef]
- Chen, W.C.; Samarasekera, I.V.; Hawbolt, E.B. Fundamental phenomena governing heat transfer during rolling. Met. Mater. Trans. A 1993, 24, 1307–1320. [Google Scholar] [CrossRef]
- Parteder, E.; Zeman, K.; Du, H.Y.; Grill, R. Recalculation of flow stresses from industrial processdata for heavy plate rolling using a 2D finite element model. Steel Res. Int. 2012, 83, 124–130. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pass No. | Thickness before Rolling (mm) | Thickness after Rolling (mm) | Reduction | |
|---|---|---|---|---|
| Unidirectional Hot Rolling (UHR) | Cross Hot Rolling (CHR) | |||
| 1 | 13.2 | 10.56 | 20% | 20% |
| (The pass interval rotates 90° along the vertical rolling plane) | ||||
| 2 | 10.56 | 7.88 | 25.38% | 25.38% |
| Material | Pure Molybdenum |
|---|---|
| Dimensions of initial plate (mm) | 13.2 × 50 × 100 |
| Diameter of roll (mm) | 400 |
| Width of roll (mm) | 500 |
| Number of elements | 19,200 |
| Rolling speed (rad/s) | 2.6 |
| Initial temperature of plate (°C) | 1320 |
| Initial temperature of roll (°C) | 30 |
| Coefficient of friction | 0.3 |
| Contact heat transfer coefficient between plate and roll (kW m−2 K−1) | 10.5 |
| Integrated heat transfer coefficient to environment (kWm−2 s−1 K−1) | 0.025 |
| Coefficient of plastic work dissipated into heat | 0.9 |
| Coefficient of friction work dissipated into heat | 0.95 |
| Air cooling time from heating furnace to rolling mill (s) | 5.0 |
| Interval time between passes (s) | 2.5–3.0 |
| Simulation Value | Experimental Value | |
|---|---|---|
| Before first pass | 1298.5 °C | 1307.8 °C |
| Before second pass (UHR) | 1273.2 °C | 1261.6 °C |
| Before te second pass (CHR) | 1271.9 °C | 1253.5 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.; Cheng, Q.; Hu, P.; Xing, H.; Li, S.; Ge, S.; Hua, X.; Hu, B.; Zhang, W.; Wang, K. Finite Element Analysis of Large Plastic Deformation Process of Pure Molybdenum Plate during Hot Rolling. Metals 2023, 13, 101. https://doi.org/10.3390/met13010101
Han J, Cheng Q, Hu P, Xing H, Li S, Ge S, Hua X, Hu B, Zhang W, Wang K. Finite Element Analysis of Large Plastic Deformation Process of Pure Molybdenum Plate during Hot Rolling. Metals. 2023; 13(1):101. https://doi.org/10.3390/met13010101
Chicago/Turabian StyleHan, Jiayu, Quan Cheng, Ping Hu, Hairui Xing, Shilei Li, Songwei Ge, Xingjiang Hua, Boliang Hu, Wen Zhang, and Kuaishe Wang. 2023. "Finite Element Analysis of Large Plastic Deformation Process of Pure Molybdenum Plate during Hot Rolling" Metals 13, no. 1: 101. https://doi.org/10.3390/met13010101