
Numerical Simulation of Temperature Field and Melt Pool Characteristics of CP-Ti Manufactured by Laser Powder Bed Fusion
 ,
,
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Feedstock Powder and L-PBF Process
2.2. Microstructural Characterization
3. Numerical Simulations
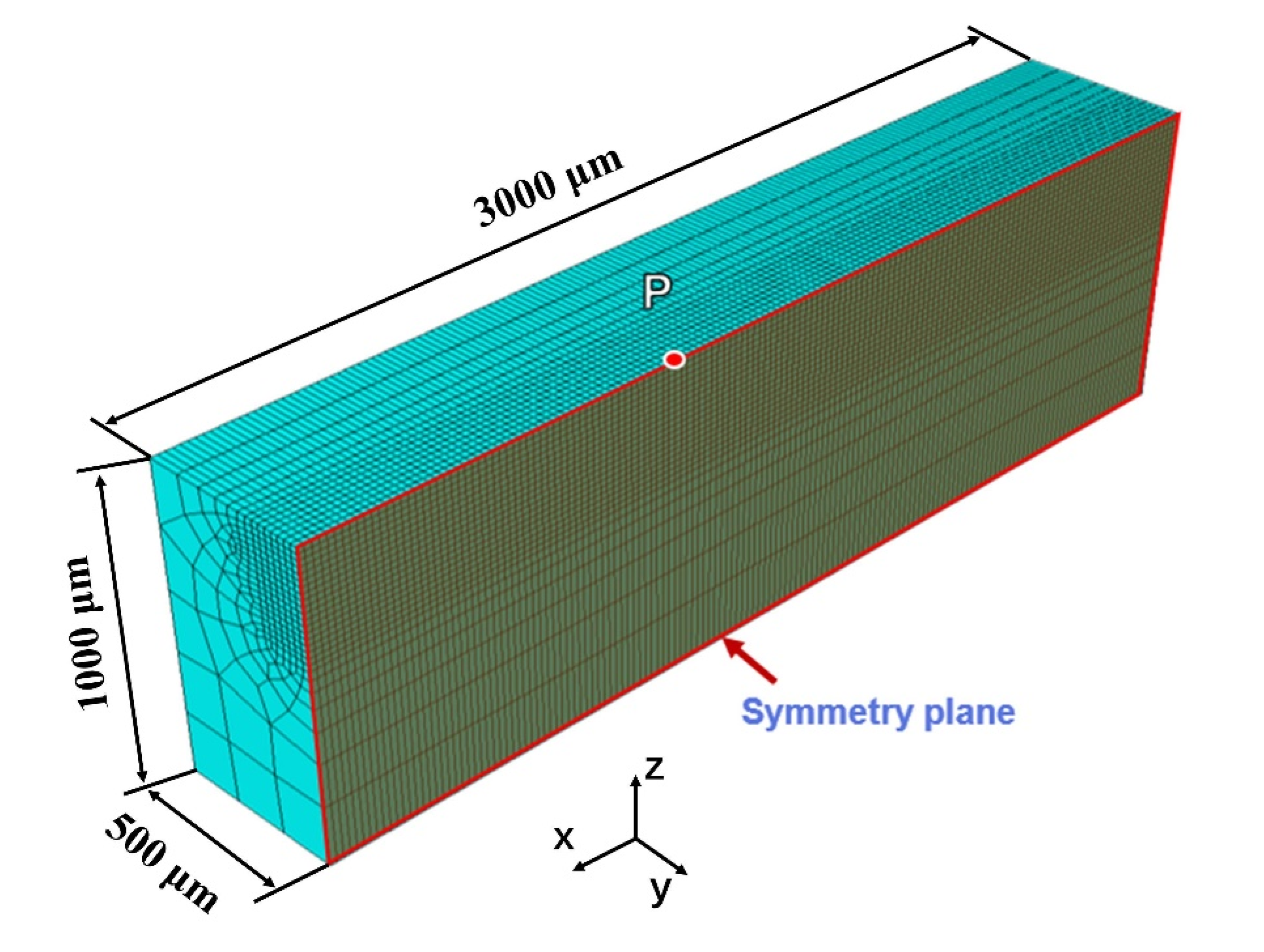
3.1. Model Creation
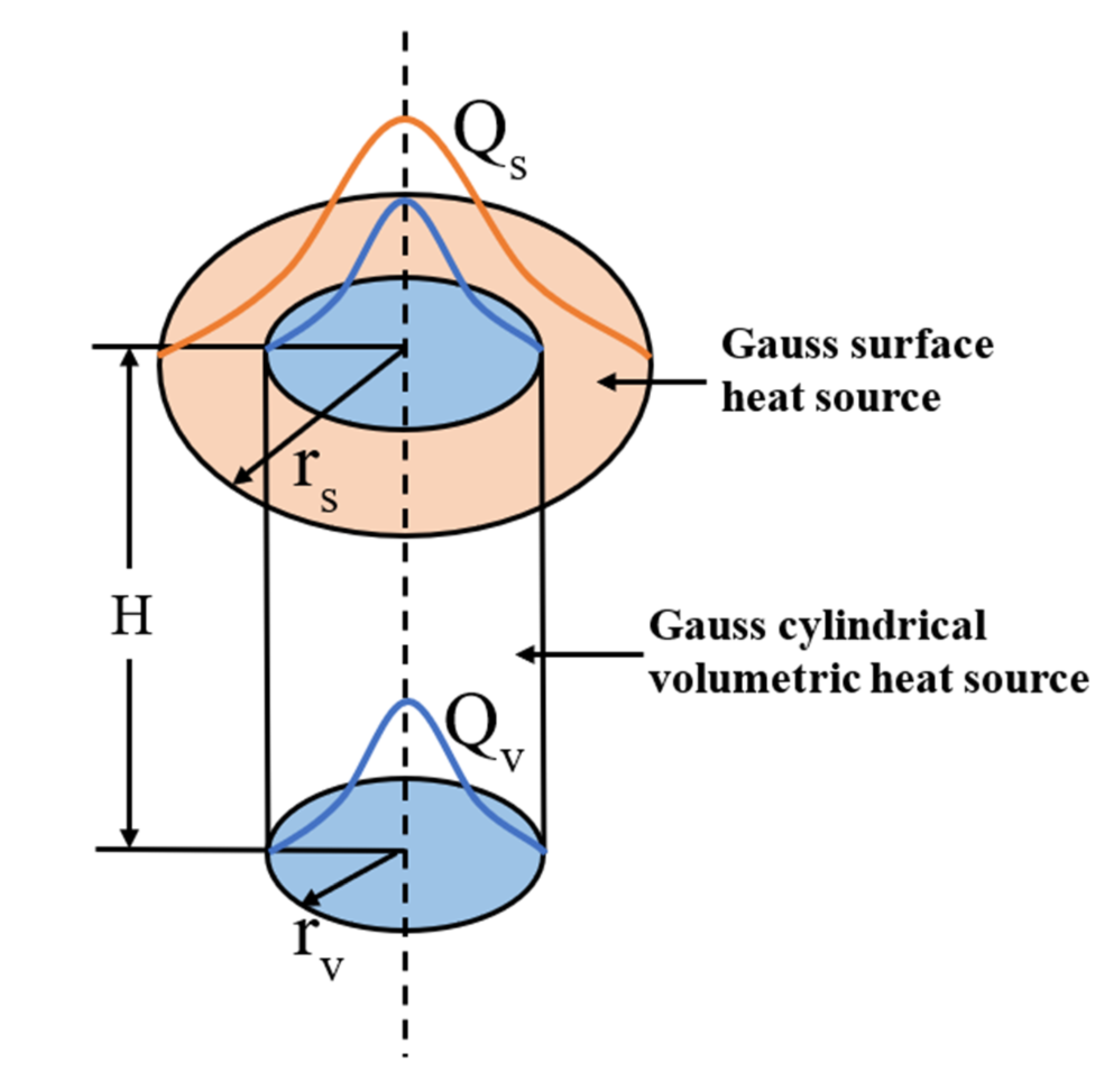
3.2. Heat Source Model
3.3. Governing Equations
3.4. Thermophysical Properties of CP-Ti
4. Results and Discussion
4.1. Comparison of Simulated Results Using Three Kinds of Heat Source Models
4.2. Simulation of Melt Pool Temperature Field at Different L-PBF Process Parameters
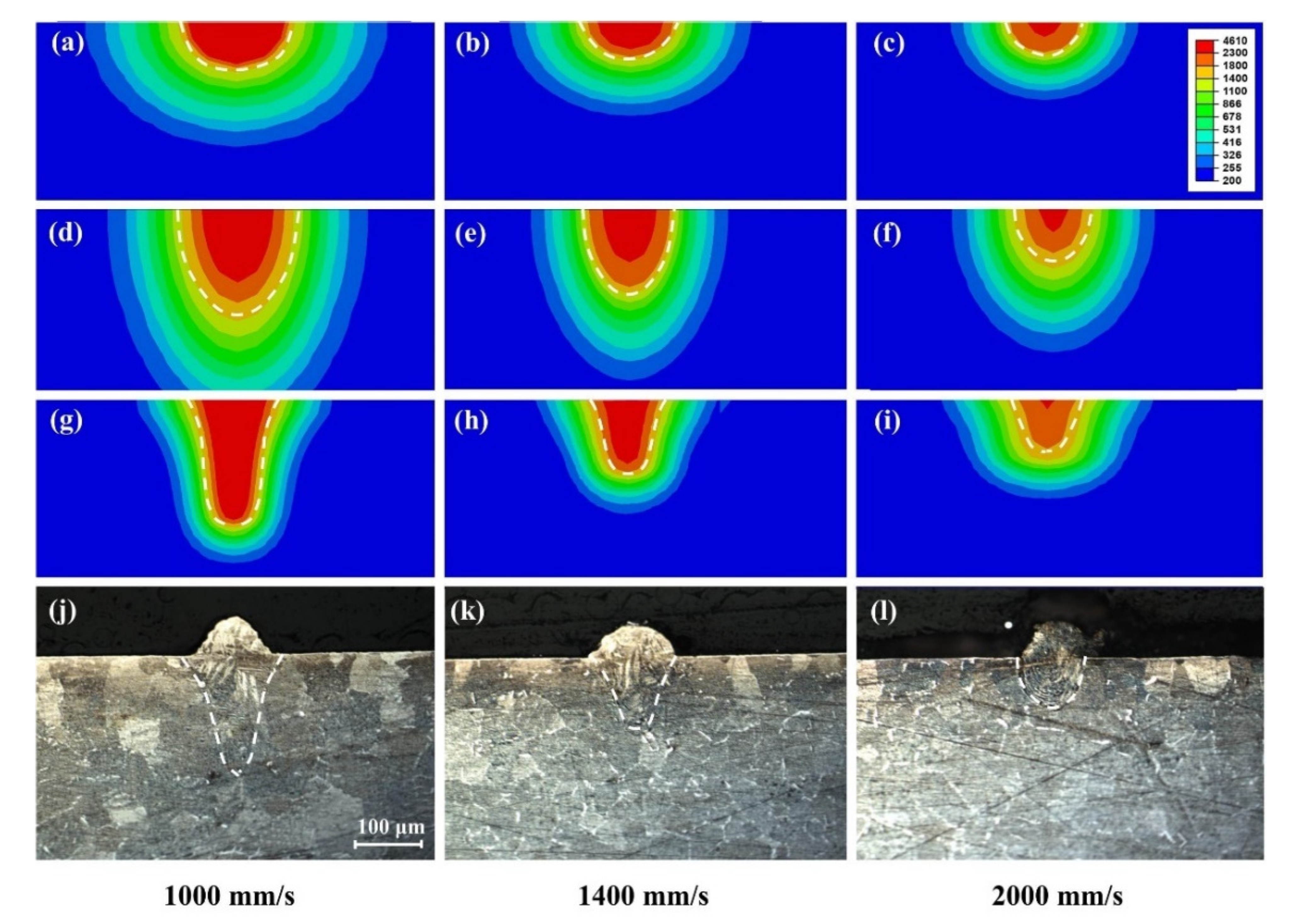
4.3. Simulation of Melt Pool Geometries at Different L-PBF Process Parameters
4.4. Prediction of Suitable Process Parameter Ranges for CP-Ti Fabricated by L-PBF
5. Conclusions
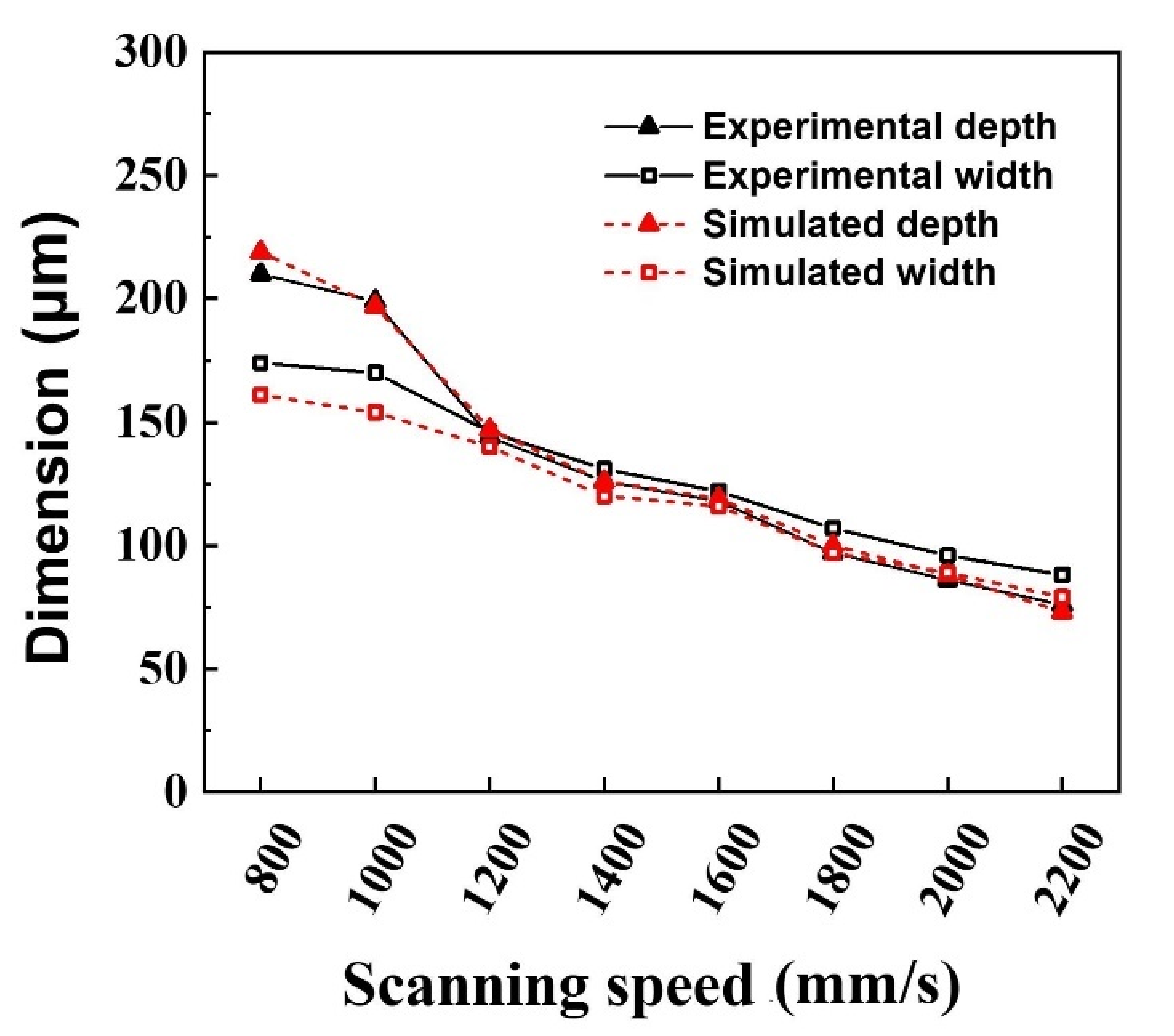
- For the deep and narrow melt pools formed during L-PBF, a coupled heat source model was introduced to compare the accuracy of the finite element simulation to the temperature field distribution and melt pool characteristics using a Gaussian surface heat source model and a double ellipsoid heat source model. Based on single-track experiments on CP-Ti powders using an L-PBF Solution SLM280HL system, the simulated geometries of melt pools using the coupled heat source model best fit the single-track experimental results, with an average error of 1% for the melt depth and 7% for the width.
- The temperature field distribution and the melt pool geometries of CP-Ti at different laser power and scanning speeds were simulated by FEM using a coupled heat source model. The simulated maximum temperature of the melt pool increased with an increase in laser power when the scanning speed was the same, and the temperature decreased with an increase in the scanning speed when the laser power was the same. By analyzing the depth-to-width ratios of the melt pools, it was found that the melt pool was relatively stable when the value was between 0.8–1.05. On the basis of the simulated results of the maximum temperature and the geometries of melt pools with different key process parameters, the suitable process parameter range of CP-Ti was predicted. Previously reported experimental results agree well with the simulated process parameter map. Therefore, the coupled heat source model is more accurate and applicable for finite element simulation of the temperature field and melt pool characteristics of the deep and narrow melt pools in L-PBF.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive Manufacturing of Structural Materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-Structure-Performance Integrated Laser-Metal Additive Manufacturing. Science 2021, 372, 6545. [Google Scholar] [CrossRef] [PubMed]
- Fu, J.; Li, H.; Song, X.; Fu, M.W. Multi-Scale Defects in Powder-Based Additively Manufactured Metals and Alloys. J. Mater. Sci. Technol. 2022, 122, 165–199. [Google Scholar] [CrossRef]
- Kumar, P.; Farah, J.; Akram, J.; Teng, C.; Ginn, J.; Misra, M. Influence of Laser Processing Parameters on Porosity in Inconel 718 during Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 1497–1507. [Google Scholar] [CrossRef]
- Zu, L.R.; Wu, D.L.; Zhou, J.F.; Liu, Z.W.; Xie, H.M.; Liu, S. Advances in Online Detection Technology for Laser Additive Manufacturing: A Review. 3D Print. Addit. Manuf. 2021, 1–23. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.I.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling Interdependent Meso-Nanosecond Dynamics and Defect Generation in Metal 3D Printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef]
- Tseng, C.C.; Li, C.J. Numerical Investigation of Interfacial Dynamics for the Melt Pool of Ti-6Al-4V Powders under a Selective Laser. Int. J. Heat Mass Transf. 2019, 134, 906–919. [Google Scholar] [CrossRef]
- Qi, T.; Zhu, H.; Zhang, H.; Yin, J.; Ke, L.; Zeng, X. Selective Laser Melting of Al7050 Powder: Melting Mode Transition and Comparison of the Characteristics between the Keyhole and Conduction Mode. Mater. Des. 2017, 135, 257–266. [Google Scholar] [CrossRef]
- Tan, Q.; Liu, Y.; Fan, Z.; Zhang, J.; Yin, Y.; Zhang, M.-X. Effect of Processing Parameters on the Densification of an Additively Manufactured 2024 Al Alloy. J. Mater. Sci. Technol. 2020, 58, 34–45. [Google Scholar] [CrossRef]
- Qu, M.; Guo, Q.; Escano, L.I.; Nabaa, A.; Hojjatzadeh, S.M.H.; Young, Z.A.; Chen, L. Controlling Process Instability for Defect Lean Metal Additive Manufacturing. Nat. Commun. 2022, 13, 1079. [Google Scholar] [CrossRef]
- Pavelic, V.; Tanbakuchi, R.; Uyehara, O.A.; Myers, P.S. Experimental and Computed Temperature Histories in Gas Tungsten-Arc Welding of Thin Plates. Weld. J. Res. Suppl. 1969, 48, 296–305. [Google Scholar]
- Kang, X.; Dong, S.; Wang, H.; Yan, S.; Liu, X.; Xu, B. Effects of Y Content on Laser Melting-Deposited 24CrNiMo Steel: Formability, Microstructural Evolution, and Mechanical Properties. Mater. Des. 2020, 188, 108434. [Google Scholar] [CrossRef]
- Zuo, P.; Chen, S.; Wei, M.; Liang, J.; Liu, C.; Wang, M. Thermal Behavior and Grain Evolution of 24CrNiMoY Alloy Steel Prepared by Pre-Laid Laser Cladding Technology. Opt. Laser Technol. 2019, 119, 105613. [Google Scholar] [CrossRef]
- Ansari, M.J.; Nguyen, D.S.; Park, H.S. Investigation of SLM Process in Terms of Temperature Distribution and Melting Pool Size: Modeling and Experimental Approaches. Materials 2019, 12, 1272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tran, H.C.; Lo, Y.L. Heat Transfer Simulations of Selective Laser Melting Process Based on Volumetric Heat Source with Powder Size Consideration. J. Mater. Process. Technol. 2018, 255, 411–425. [Google Scholar] [CrossRef]
- Olleak, A.; Xi, Z. Finite Element Modeling of the Selective Laser Melting Process for Ti-6Al-4V. In Proceedings of the 2018 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; pp. 1710–1720. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A New Finite Element Model for Welding Heat Sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Li, H.; Huang, Y.; Jiang, S.; Lu, Y.; Gao, X.; Lu, X.; Ning, Z.; Sun, J. Columnar to Equiaxed Transition in Additively Manufactured CoCrFeMnNi High Entropy Alloy. Mater. Des. 2021, 197, 109262. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. Evolution of Residual Stress Behavior in Selective Laser Melting (SLM) of 316L Stainless Steel through Preheating and in-Situ Re-Scanning Techniques. Opt. Laser Technol. 2022, 149, 107806. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. FEM Analysis of Thermal and Residual Stress Profile in Selective Laser Melting of 316L Stainless Steel. J. Manuf. Process. 2021, 66, 81–100. [Google Scholar] [CrossRef]
- Farias, R.M.; Teixeira, P.R.F.; Vilarinho, L.O. Variable Profile Heat Source Models for Numerical Simulations of Arc Welding Processes. Int. J. Therm. Sci. 2022, 179, 107593. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Tan, J.L.; Tang, C.; Wong, C.H. A Computational Study on Porosity Evolution in Parts Produced by Selective Laser Melting. Metall. Mater. Trans. A 2018, 49, 3663–3673. [Google Scholar] [CrossRef]
- Kamath, C.; El-Dasher, B.; Gallegos, G.F.; King, W.E.; Sisto, A. Density of Additively-Manufactured, 316L SS Parts Using Laser Powder-Bed Dfusion at Powers up to 400 W. Int. J. Adv. Manuf. Technol. 2014, 74, 65–78. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Fang, G.; Lei, L.; Liu, W. A New Ray Tracing Heat Source Model for Mesoscale CFD Simulation of Selective Laser Melting (SLM). Appl. Math. Model. 2020, 79, 506–520. [Google Scholar] [CrossRef]
- Tang, C.; Le, K.Q.; Wong, C.H. Physics of Humping Formation in Laser Powder Bed Fusion. Int. J. Heat Mass Transf. 2020, 149, 119172. [Google Scholar] [CrossRef]
- Flint, T.F.; Francis, J.A.; Smith, M.C.; Balakrishnan, J. Extension of the Double-Ellipsoidal Heat Source Model to Narrow-Groove and Keyhole Weld Configurations. J. Mater. Process. Technol. 2017, 246, 123–135. [Google Scholar] [CrossRef]
- Chukkan, J.R.; Vasudevan, M.; Muthukumaran, S.; Kumar, R.R.; Chandrasekhar, N. Simulation of Laser Butt Welding of AISI 316L Stainless Steel Sheet Using Various Heat Sources and Experimental Validation. J. Mater. Process. Technol. 2015, 219, 48–59. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, P.; Ai, Y.W.; Yue, C. Prediction of Weld Shape for Fiber Laser Welding Based on Hybrid Heat Source Model. In Proceedings of the 3rd International Conference on Material, Mechanical and Manufacturing Engineering (IC3ME 2015), Guangzhou, China, 27–28 June 2015; pp. 1868–1873. [Google Scholar]
- Wang, J.; Chen, X.; Yang, L.; Zhang, G. Sequentially Combined Thermo-Mechanical and Mechanical Simulation of Double-Pulse MIG Welding of 6061-T6 Aluminum Alloy Sheets. J. Manuf. Process. 2022, 77, 616–631. [Google Scholar] [CrossRef]
- Gong, H.; Gu, H.; Zeng, K.; Dilip, J.J.S.; Pal, D.; Stucker, B.; Christiansen, D.; Beuth, J.; Lewandowski, J.J. Melt Pool Characterization for Selective Laser Melting of Ti-6Al-4V Pre-Alloyed Powder. In Proceedings of the 25th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2014; pp. 256–267. [Google Scholar]
- Li, Y.; Gu, D. Thermal Behavior during Selective Laser Melting of Commercially Pure Titanium Powder: Numerical Simulation and Experimental Study. Addit. Manuf. 2014, 1, 99–109. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole Threshold and Morphology in Laser Melting Revealed by Ultrahigh-Speed x-Ray Imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Deng, M.C.; Sui, S.; Yao, B.; Ma, L.; Lin, X.; Chen, J. Microstructure and Room-Temperature Tensile Property of Ti-5.7Al-4.0Sn-3.5Zr-0.4Mo-0.4Si-0.4Nb-1.0Ta-0.05C with near Equiaxed β Grain Fabricated by Laser Directed Energy Deposition Technique. J. Mater. Sci. Technol. 2022, 101, 308–320. [Google Scholar] [CrossRef]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Hu, Y.; Ji, X.; Ma, L.; Yang, H.; Huang, W. Residual Stress and Distortion of Rectangular and S-Shaped Ti-6Al-4V Parts by Directed Energy Deposition: Modelling and Experimental Calibration. Addit. Manuf. 2019, 26, 166–179. [Google Scholar] [CrossRef]
- Li, G.; Li, X.; Guo, C.; Zhou, Y.; Tan, Q.; Qu, W.; Li, X.; Hu, X.; Zhang, M.-X.; Zhu, Q. Investigation into the Effect of Energy Density on Densification, Surface Roughness and Loss of Alloying Elements of 7075 Aluminium Alloy Processed by Laser Powder Bed Fusion. Opt. Laser Technol. 2022, 147, 107621. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification Behavior, Microstructure Evolution, and Wear Performance of Selective Laser Melting Processed Commercially Pure Titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single Track Formation in Selective Laser Melting of Metal Powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Fabbro, R. Scaling Laws for the Laser Welding Process in Keyhole Mode. J. Mater. Process. Technol. 2019, 264, 346–351. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing Parameters in Laser Powder Bed Fusion Metal Additive Manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Liu, B.; Fang, G.; Lei, L.; Yan, X. Predicting the Porosity Defects in Selective Laser Melting (SLM) by Molten Pool. Int. J. Mech. Sci. 2022, 228, 107478. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Rivera-Díaz-del-Castillo, P.E.J. Defect Prevention in Selective Laser Melting Components: Compositional and Process Effects. Materials 2019, 12, 3791. [Google Scholar] [CrossRef] [Green Version]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rahman Rashid, R.A.; Elambasseril, J.; Brandt, M. Effect of Energy per Layer on the Anisotropy of Selective Laser Melted AlSi12 Aluminium Alloy. Addit. Manuf. 2018, 22, 426–439. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Luu, D.N.; Nai, S.M.L.; Zhu, Z.; Chen, Z.; Wei, J. The Role of Powder Layer Thickness on the Quality of SLM Printed Parts. Arch. Civ. Mech. Eng. 2018, 18, 948–955. [Google Scholar] [CrossRef]
- Ran, Q.; Yang, W.; Hu, Y.; Shen, X.; Yu, Y.; Xiang, Y.; Cai, K. Osteogenesis of 3D Printed Porous Ti6Al4V Implants with Different Pore Sizes. J. Mech. Behav. Biomed. Mater. 2018, 84, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Barriobero-Vila, P.; Gussone, J.; Stark, A.; Requena, G.; Schell, N.; Haubrich, J. Peritectic Titanium Alloys for 3D Printing. Nat. Commun. 2018, 9, 3426. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, J.; Liu, Y.; Bayat, M.; Tan, Q.; Yin, Y.; Fan, Z.; Liu, S.; Hattel, J.H.; Dargusch, M.; Zhang, M.X. Achieving High Ductility in a Selectively Laser Melted Commercial Pure-Titanium via in-Situ Grain Refinement. Scr. Mater. 2021, 191, 155–160. [Google Scholar] [CrossRef]
- Wits, W.W.; Carmignato, S.; Zanini, F.; Vaneker, T.H.J. Porosity Testing Methods for the Quality Assessment of Selective Laser Melted Parts. CIRP Ann. 2016, 65, 201–204. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat Treatment of Ti6Al4V Produced by Selective Laser Melting: Microstructure and Mechanical Properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Funch, C.V.; Palmas, A.; Somlo, K.; Valente, E.H.; Cheng, X.; Poulios, K.; Villa, M.; Somers, M.A.J.; Christiansen, T.L. Targeted Heat Treatment of Additively Manufactured Ti-6Al-4V for Controlled Formation of Bi-Lamellar Microstructures. J. Mater. Sci. Technol. 2020, 81, 67–76. [Google Scholar] [CrossRef]
- Takase, A.; Ishimoto, T.; Suganuma, R.; Nakano, T. Lattice Distortion in Selective Laser Melting (SLM)-Manufactured Unstable β-Type Ti-15Mo-5Zr-3Al Alloy Analyzed by High-Precision X-Ray Diffractometry. Scr. Mater. 2021, 201, 113953. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qiu, C.L.; Sovani, Y.; Brooks, J.W.; Attallah, M.M.; Basoalto, H.C. On the Role of Thermal Fluid Dynamics into the Evolution of Porosity during Selective Laser Melting. Scr. Mater. 2015, 105, 14–17. [Google Scholar] [CrossRef]
- Salem, H.; Carter, L.N.; Attallah, M.M.; Salem, H.G. Influence of Processing Parameters on Internal Porosity and Types of Defects Formed in Ti6Al4V Lattice Structure Fabricated by Selective Laser Melting. Mater. Sci. Eng. A 2019, 767, 138387. [Google Scholar] [CrossRef]
- Yonehara, M.; Ikeshoji, T.-T.; Nagahama, T.; Mizoguchi, T.; Tano, M.; Yoshimi, T.; Kyogoku, H. Parameter Optimization of the High-Power Laser Powder Bed Fusion Process for H13 Tool Steel. Int. J. Adv. Manuf. Technol. 2020, 110, 427–437. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Pourbabak, S.; Van Humbeeck, J.; Schryvers, D.; Vanmeensel, K. Microstructure and Mechanical Properties of Hastelloy X Produced by HP-SLM (High Power Selective Laser Melting). Mater. Des. 2019, 165, 107598. [Google Scholar] [CrossRef]
- Tumkur, T.U.; Voisin, T.; Shi, R.; Depond, P.J.; Roehling, T.T.; Wu, S.; Crumb, M.F.; Roehling, J.D.; Guss, G.; Khairallah, S.A.; et al. Nondiffractive Beam Shaping for Enhanced Optothermal Control in Metal Additive Manufacturing. Sci. Adv. 2021, 7, 1–12. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | H | O | N | Ti |
|---|---|---|---|---|---|---|
| wt % | 0.017 | ≤0.01 | 0.0015 | 0.085 | 0.005 | Bal. |
| Power (W) | Scanning Speed (mm/s) | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | 3200 | 3400 | 3600 | 3800 | 4000 | |
| 300 | 4174 | 3467 | 2978 | 2627 | 2344 | 2095 | 1932 | 1732 | 1625 | 1502 | 1393 | 1266 | 1200 | 1163 | 1124 | 1101 | 1067 | 1017 |
| 350 | 4878 | 4042 | 3458 | 3040 | 2725 | 2459 | 2235 | 2097 | 1930 | 1755 | 1662 | 1582 | 1443 | 1331 | 1284 | 1245 | 1191 | 1142 |
| 400 | 5562 | 4618 | 3991 | 3490 | 3133 | 2826 | 2584 | 2393 | 2214 | 2078 | 1965 | 1823 | 1642 | 1532 | 1471 | 1366 | 1319 | 1235 |
| 450 | 6247 | 5187 | 4463 | 3917 | 3495 | 3173 | 2902 | 2675 | 2488 | 2313 | 2155 | 2014 | 1912 | 1788 | 1652 | 1553 | 1469 | 1394 |
| 500 | 6823 | 5765 | 4921 | 4313 | 3854 | 3497 | 3209 | 2953 | 2756 | 2571 | 2421 | 2274 | 2172 | 2016 | 1901 | 1767 | 1671 | 1600 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, K.; Ji, Y.; Li, Y.; Kang, X.; Bai, H.; Ren, H. Numerical Simulation of Temperature Field and Melt Pool Characteristics of CP-Ti Manufactured by Laser Powder Bed Fusion. Metals 2023, 13, 11. https://doi.org/10.3390/met13010011
Guo K, Ji Y, Li Y, Kang X, Bai H, Ren H. Numerical Simulation of Temperature Field and Melt Pool Characteristics of CP-Ti Manufactured by Laser Powder Bed Fusion. Metals. 2023; 13(1):11. https://doi.org/10.3390/met13010011
Chicago/Turabian StyleGuo, Kai, Yunping Ji, Yiming Li, Xueliang Kang, Huiyi Bai, and Huiping Ren. 2023. "Numerical Simulation of Temperature Field and Melt Pool Characteristics of CP-Ti Manufactured by Laser Powder Bed Fusion" Metals 13, no. 1: 11. https://doi.org/10.3390/met13010011