

Microstructural Characterization of Spheroidal Graphite Irons: A Study of the Effect of Preconditioning Treatment

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
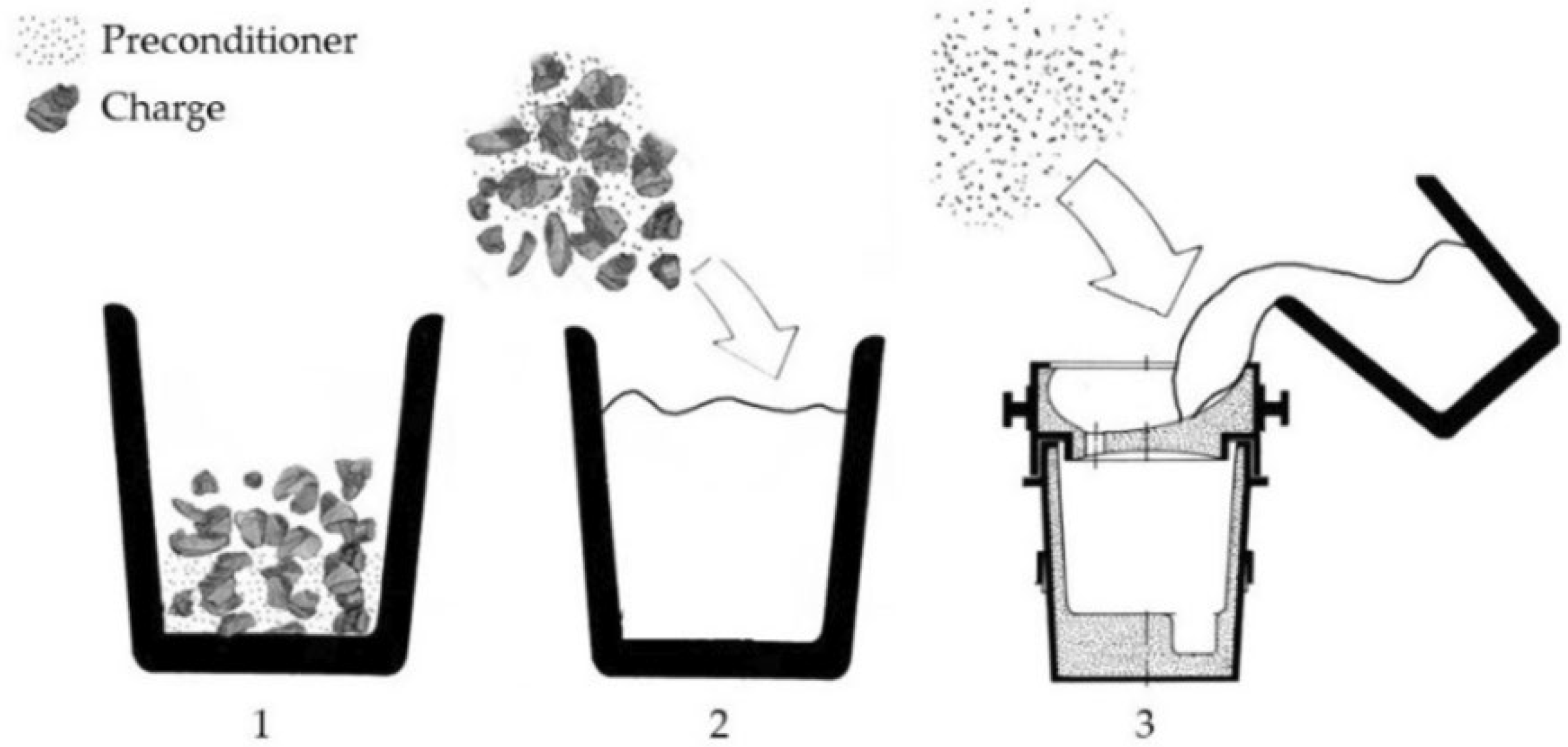
2.1. Molten Metal Processing
2.2. Optical Microscopy Characterization
2.3. SEM/EDS/EBSD Characterization
2.4. Hardness Tests
3. Results and Discussion
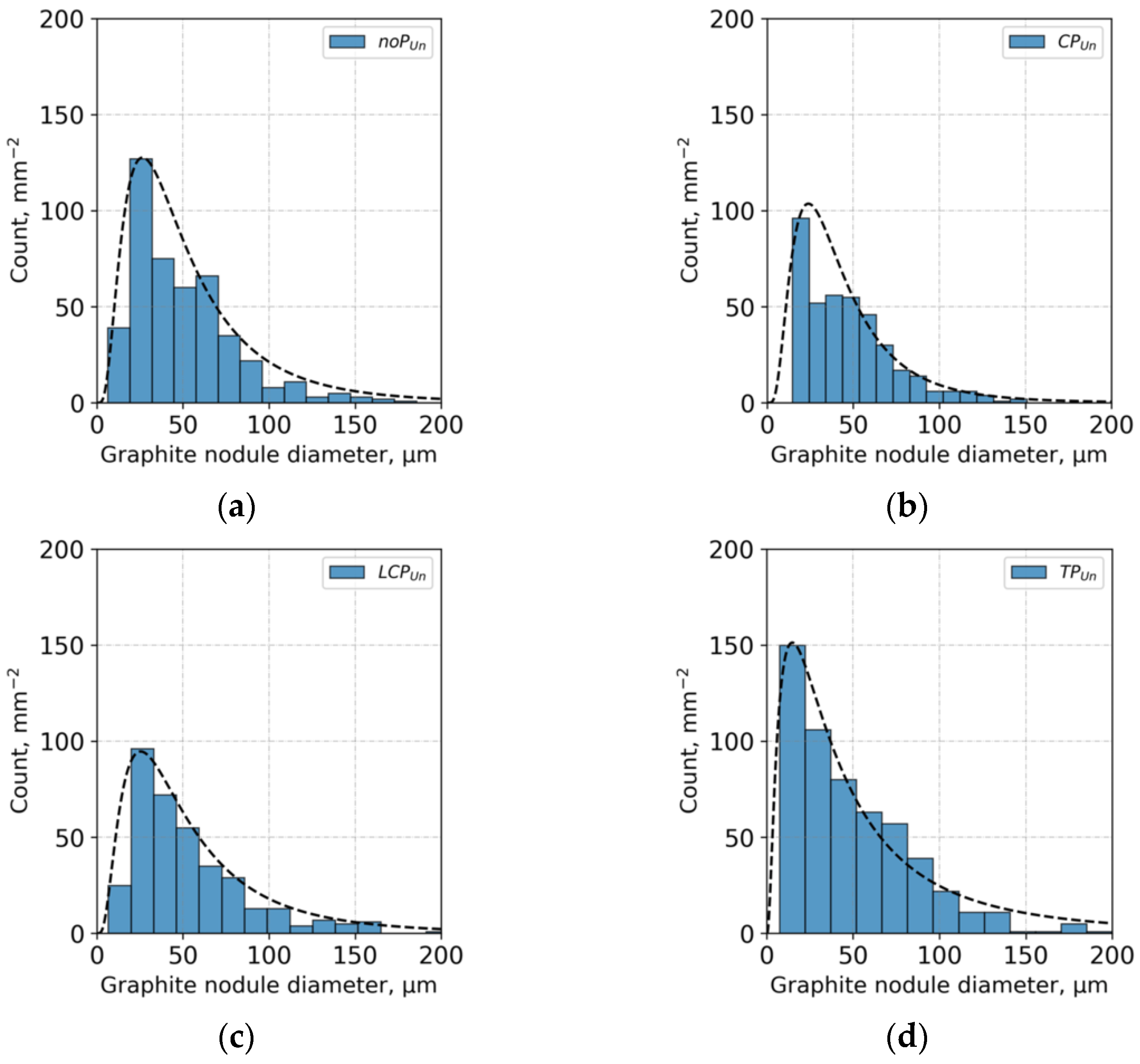
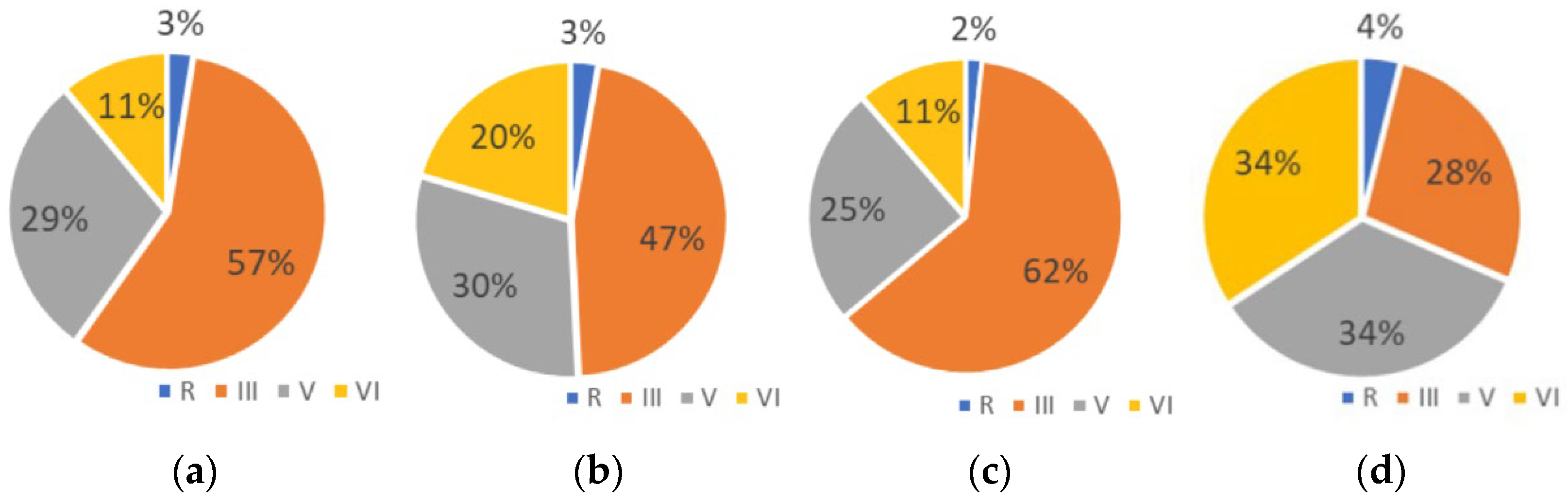
3.1. Optical Microscopy Characterization
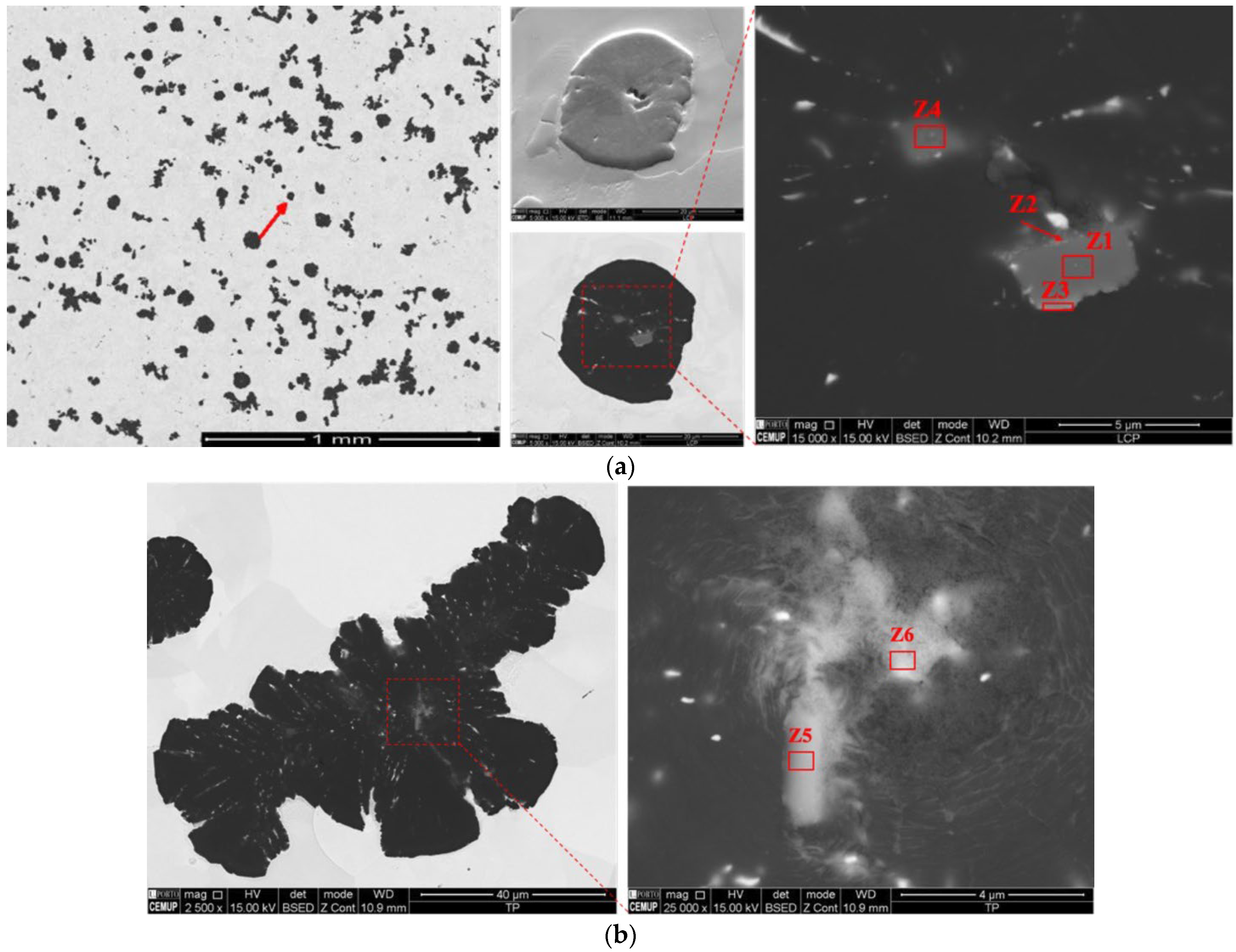
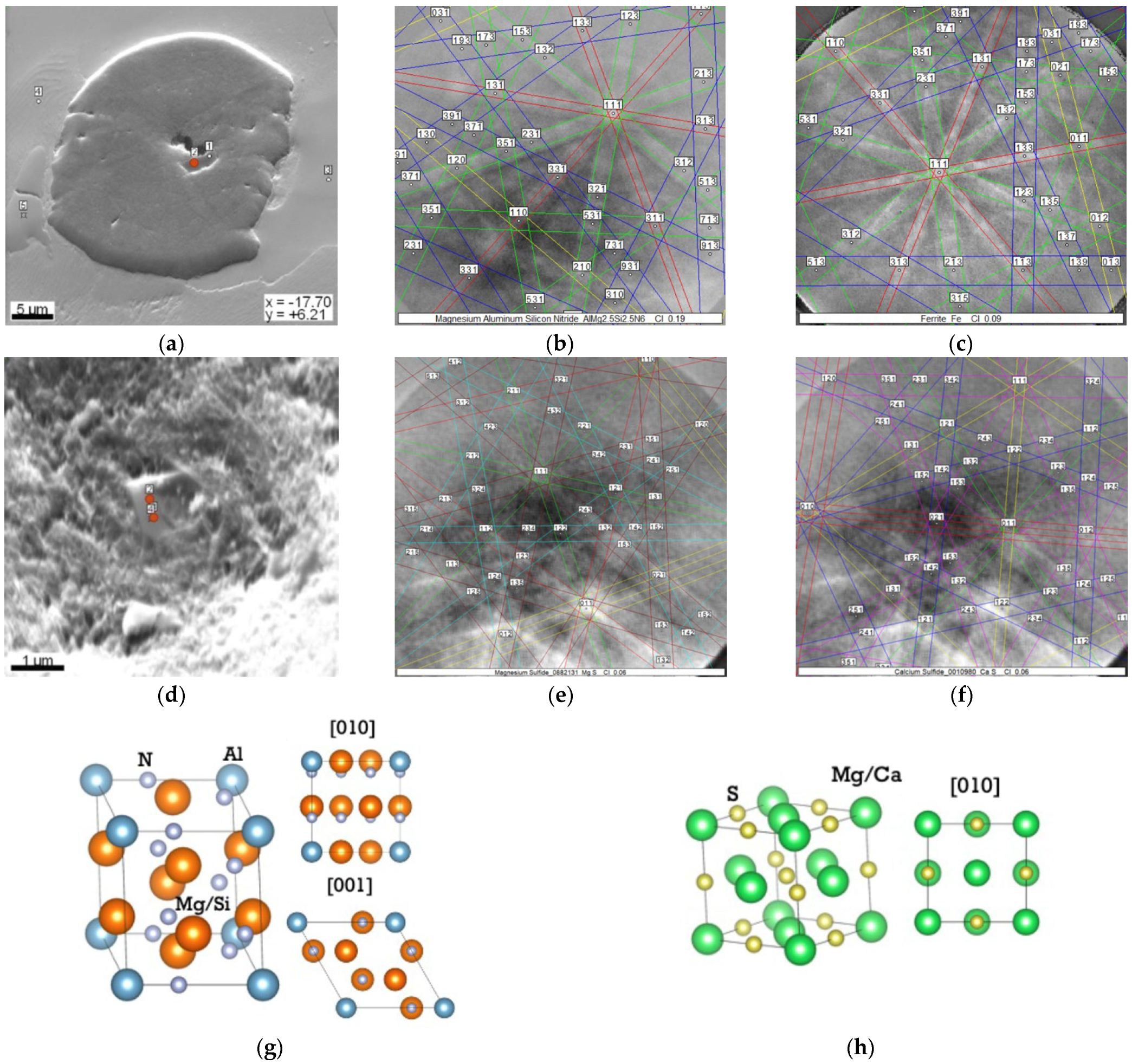
3.2. SEM/EDS/EBSD Microparticles Characterization
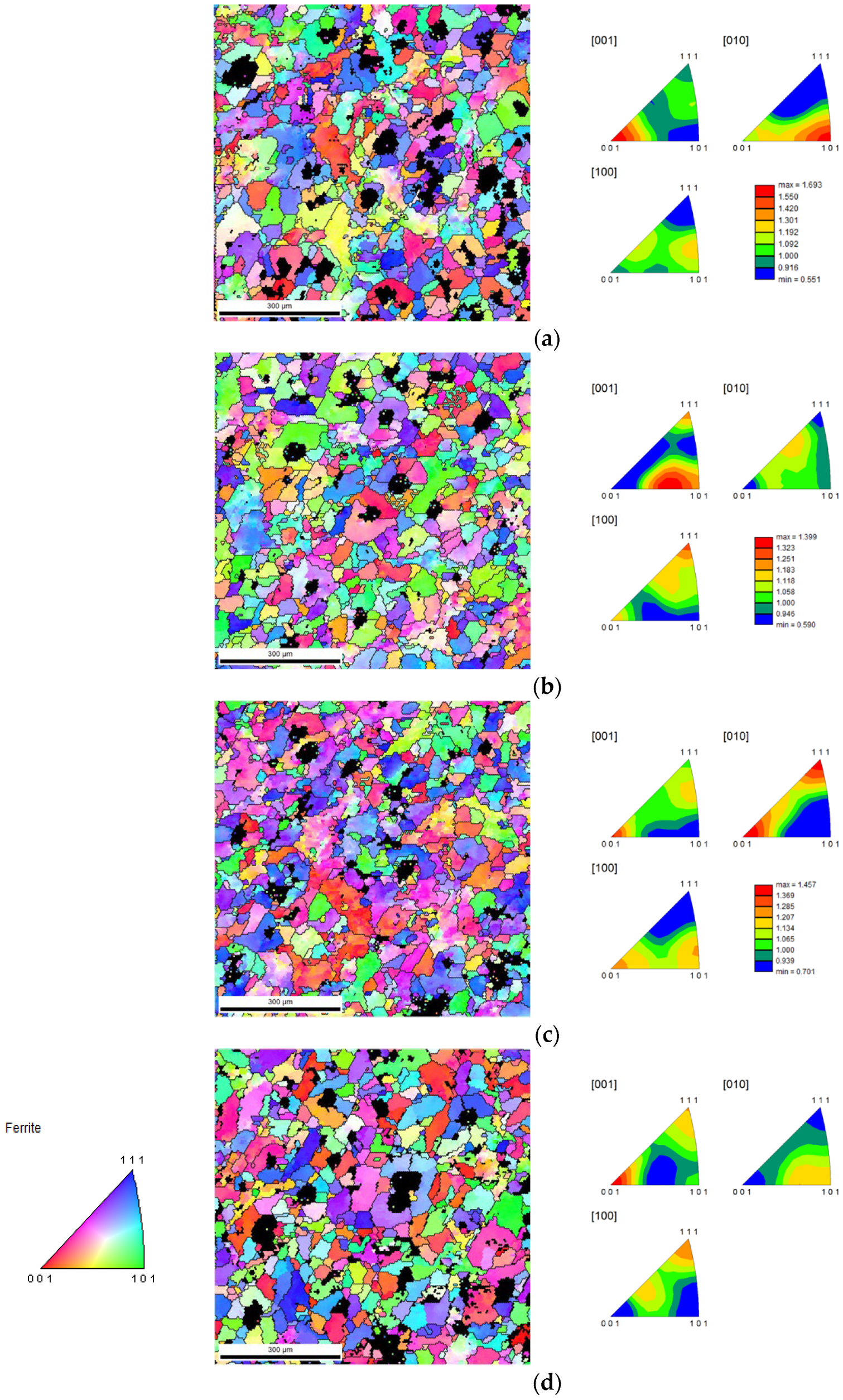
3.3. SEM/EDS/EBSD Matrix Characterization
3.4. Hardness Evolution
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Walton, C.F.; Opar, T.J. Chapter 6: Section C: Mechanical properties of ductile iron. In Iron Casting Handbook Covering Data on Grey, Malleable and Ductile Iron; Iron Casting Society Inc.: New York, NY, USA, 1981. [Google Scholar]
- Grand View Research. Iron Casting Market Size, Share and Trends Analysis Report by Product (Gray, Ductile, Malleable), By Application (Automotive, Machinery and Tools, Railways), By Region, And Segment Forecasts, 2022–2030. Available online: https://www.grandviewresearch.com/industry-analysis/iron-casting-market-report (accessed on 16 September 2022).
- Alonso, G.; Stefanescu, D.M.; Larranaga, P.; Suarez, R. Graphite nucleation in compacted graphite cast iron. Int. J. Met. 2020, 14, 1162–1171. [Google Scholar] [CrossRef]
- Skaland, T.; Grong, Ø.; Grong, T. A model for the graphite formation in ductile cast iron: Part I. Inoculation mechanisms. Metall. Mater. Trans. A 1993, 24, 2321–2345. [Google Scholar] [CrossRef]
- Igarashi, Y.; Okada, S. Observation and analysis of the nucleus of spheroidal graphite in magnesium-treated ductile iron. Int. J. Cast Met. Res. 1998, 11, 83–88. [Google Scholar] [CrossRef]
- Qing, J.; Lekakh, S.; Xu, M.; Field, D. Formation of complex nuclei in graphite nodules of cast iron. Carbon 2020, 171, 276–288. [Google Scholar] [CrossRef]
- Laffont, L.; Pugliara, A.; Hungría, T.; Lacaze, J. STEM observation of a multiphase nucleus of spheroidal graphite. J. Mater. Res. Technol. 2020, 9, 4665–4671. [Google Scholar] [CrossRef]
- Solberg, J.; Onsøien, M. Nuclei for heterogeneous formation of graphite spheroids in ductile cast iron. Mater. Sci. Technol. 2001, 17, 1238–1242. [Google Scholar] [CrossRef]
- Alonso, G.; Larrañaga, P.; Stefanescu, D.M.; De la Fuente, E.; Natxiondo, A.; Suarez, R. Kinetics of Nucleation and Growth of Graphite at Different Stages of Solidification for Spheroidal Graphite Iron. Int. J. Metalcast. 2017, 11, 14–26. [Google Scholar] [CrossRef]
- Alonso, G.; Tokarski, T.; Stefanescu, D.M.; Górny, M.; Cios, G.; Suarez, R. On the crystallography of the Mg–Si–Al nitride nuclei and of the graphite/nitride interface in spheroidal graphite iron. Carbon 2022, 199, 170–180. [Google Scholar] [CrossRef]
- Juretzko, F.R.; Dix, L.P.; Ruxanda, R.; Stefanescu, D.M. Precondition of ductile iron melts for light weight castings—Effect on mechanical properties and microstructure. AFS Trans. 2004, 112, 4–14. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S.; Toboc, P.; Ecob, C.; White, D. Al, Zr–FeSi preconditioning of grey cast irons. Mater. Sci. Technol. 2008, 24, 579–584. [Google Scholar] [CrossRef]
- Javaid, A.; Thompson, J.; Davis, K.G.; Sahoo, M. Effect of microstructure on the mechanical properties of thin-wall ductile iron castings. AFS Trans. 2001, 1009, 1–18. [Google Scholar]
- Nadeem Bhat, M.; Afzal Khan, D.M.; Singh, K.K. Effect of preconditioning and inoculation on graphite nodule count and their size distribution in Spheroidal Graphite (SG) cast iron: A study to minimise rejection of castings due to shrinkage porosity. Int. J. Metalcast. 2019, 13, 89–97. [Google Scholar] [CrossRef]
- Mojisola, T.; Seidu, S.O.; Olubambi, P.A.; Adediran, A.A. Effect of preconditioning on the microstructure and mechanical properties of ductile cast iron. Mater. Today Proc. 2022, 62, S23–S29. [Google Scholar] [CrossRef]
- Michels, L.; Pires, A.; Ribeiro, C.; Kroka, B.; Hoel, E.; Ott, E.; Hartung, C. Effect of holding time on populations of microparticles in spheroidal graphite irons. Metall. Mater. Trans. B 2022, 53, 836–847. [Google Scholar] [CrossRef]
- Lifshits, M.A. Gaussian distributions and random variables. In Gaussian Random Functions. Mathematics and Its Applications; Springer: Dordrecht, The Netherlands, 1995; Volume 322. [Google Scholar]
- Gomes, O.F.M.; Paciornik, S. Automatic classification of the shape of graphite particles in cast iron. Microsc. Microanal. 2003, 9, 756–757. [Google Scholar] [CrossRef]
- Bai, J.; Xu, H.; Wang, Y.; Chen, X.; Zhang, X.; Cao, W.; Xu, Y. Microstructures and mechanical properties of ductile cast iron with different crystallizer inner diameters. Crystals 2022, 12, 413. [Google Scholar] [CrossRef]
- Saraf, L. Kernel average misorientation confidence index correlation from FIB sliced Ni-Fe-Cr alloy surface. Microsc. Microanal. 2011, 17, 424–425. [Google Scholar] [CrossRef]
- Jacobs, M.H.; Law, T.J.; Melford, D.A.; Stowell, M.J. Basic processes controlling the nucleation of graphite nodules in chill cast iron. Met. Technol. 1974, 1, 490–500. [Google Scholar] [CrossRef]
- Nakae, H.; Igarashi, Y. Influence of sulfur on heterogeneous nucleus of spheroidal graphite. Mater. Trans. 2020, 43, 2826–2831. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Crisan, A.; Alonso, G.; Larranaga, P.; Suarez, R. Growth of spheroidal graphite on nitride nuclei: Disregistry and crystallinity during early growth. Metall. Mater. Trans. A 2019, 50, 1763–1772. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Alonso, G.; Suarez, R. Recent developments in understanding nucleation and crystallization of spheroidal graphite in iron-carbon-silicon alloys. Metals 2020, 10, 221. [Google Scholar] [CrossRef]
- Alonso, G.; Stefanescu, D.M.; de La Fuente, E.; Larranaga, P.; Suarez, R. The influence of trace elements on the nature of the nuclei of the graphite in ductile iron. Mater. Sci. Forum 2018, 925, 78–85. [Google Scholar] [CrossRef]
- Siekanieca, D.; Kopycinski, D. Phase analysis and crystallographic orientation of high chromium cast iron grain using EBSD technique. J. Cast. Mater. Eng. 2017, 1, 15–19. [Google Scholar] [CrossRef]
- Stefanus, H.; Kubota, S.; Gong, W.; Kawasaki, T.; Gao, S. Neutron diffraction monitoring of ductile cast iron under cyclic tension–compression. Acta Mater. 2020, 196, 584–594. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ca | Al | Zr | Mg | Si |
|---|---|---|---|---|---|
| Mg–Ferrosilicon | 1.5–2.0 | 0.0–0.8 | _ | 5.75–6.25 | 44–48 |
| Zr-(Ca, Al) Preconditioner | 0.6–1.9 | 3.0–5.0 | 3.0–5.0 | _ | 62–69 |
| Sample ID | Nomenclature |
|---|---|
| noPUn | No preconditioning |
| CPUn | Charge preconditioning |
| LCPUn | Last Cold charge preconditioning |
| TPUn | Tapping preconditioning |
| Sample ID | C * | Si | P | CE 1 | Mn | Mg | Cu | S | O * [ppm] | N * [ppm] |
|---|---|---|---|---|---|---|---|---|---|---|
| noPUn | 3.55 | 2.42 | 0.02 | 4.36 | 0.21 | 0.04 | 0.02 | 0.009 | 6.00 | 49.00 |
| CPUn | 3.46 | 2.45 | 0.02 | 4.28 | 0.20 | 0.05 | 0.02 | 0.008 | 3.00 | 52.00 |
| LCPUn | 3.51 | 2.48 | 0.02 | 4.34 | 0.20 | 0.04 | 0.02 | 0.009 | 17.90 | 49.00 |
| TPUn | 3.53 | 2.47 | 0.02 | 4.36 | 0.20 | 0.05 | 0.02 | 0.009 | 8.49 | 48.80 |
| Sample | noPUn | CPUn | LCPUn | TPUn |
|---|---|---|---|---|
| Graphite nodule size (µm) | 44 | 44 | 48 | 42 |
| Graphite particle count (mm−2) | 134 | 151 | 122 | 200 |
| %Ferrite | 36.66 | 41.27 | 51.02 | 55.59 |
| %Pearlite | 36.66 | 40.84 | 25.12 | 25.49 |
| %Graphite | 9.48 | 10.23 | 10.84 | 12.67 |
| %Carbides or microparticles | 10.07 | 7.66 | 13.02 | 6.25 |
| HBW 2.5/187.5 | 177 ± 6 | 172 ± 8 | 175 ± 6 | 165 ± 3 |
| Zone | Mg | O | S | Ca | N | Al | Si | Ti | C | Fe | Nb | Main Elements |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Z1 | 12.6 | 2.5 | - | - | 13.2 | 0.9 | 15.8 | - | 54.5 | 0.5 | - | Mg-Si-Al-N |
| Z2 | 15.1 | 2.0 | - | - | 18.9 | 2.7 | 18.0 | 3.0 | 40.3 | - | - | Ti-Zr-C-N |
| Z3 | 7.0 | 2.4 | - | - | 19.5 | 0.5 | 7.0 | 12.5 | 48.6 | - | 2.5 | Nb-Ti-C |
| Z4 | 11.9 | 1.9 | 13.3 | - | - | - | - | - | 73.0 | - | - | Mg-O-S |
| Z5 | 17.2 | 2.9 | - | - | 31.6 | 5.3 | 20.4 | - | 22.6 | - | - | Mg-Si-Al-N-O |
| Z6 | 6.2 | - | 3.7 | 0.7 | - | - | - | - | - | 89.4 | - | Mg-Ca-S |
| noPUn | CPUn | LCPUn | TPUn |
|---|---|---|---|
| AlMg2.5Si2.5N6 Mg-Ca-O Mg-Ca-S | AlMg2.5Si2.5N6 Mg-Si-Al-O-N | AlMg2.5Si2.5N6 Mg-Ca-O Mg-Si-Al-O-N Ti-Zr-C-N MgS | AlMg2.5Si2.5N6 MgO MgS Mg-Ca-S |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pires, A.; Simões, S.; Michels, L.; Ott, E.; Hartung, C.; Ribeiro, C.S. Microstructural Characterization of Spheroidal Graphite Irons: A Study of the Effect of Preconditioning Treatment. Metals 2023, 13, 5. https://doi.org/10.3390/met13010005
Pires A, Simões S, Michels L, Ott E, Hartung C, Ribeiro CS. Microstructural Characterization of Spheroidal Graphite Irons: A Study of the Effect of Preconditioning Treatment. Metals. 2023; 13(1):5. https://doi.org/10.3390/met13010005
Chicago/Turabian StylePires, António, Sónia Simões, Leander Michels, Emmanuelle Ott, Cathrine Hartung, and Carlos Silva Ribeiro. 2023. "Microstructural Characterization of Spheroidal Graphite Irons: A Study of the Effect of Preconditioning Treatment" Metals 13, no. 1: 5. https://doi.org/10.3390/met13010005
APA StylePires, A., Simões, S., Michels, L., Ott, E., Hartung, C., & Ribeiro, C. S. (2023). Microstructural Characterization of Spheroidal Graphite Irons: A Study of the Effect of Preconditioning Treatment. Metals, 13(1), 5. https://doi.org/10.3390/met13010005