
Analysis of X5CrNi18-10 (AISI 304) Steel Susceptibility to Hot Cracking in Welded Joints Based on Determining the Range of High-Temperature Brittleness and the Nil-Strength Temperature

Abstract
:1. Introduction
2. Materials and Methods
Methodology of the Study
3. Results
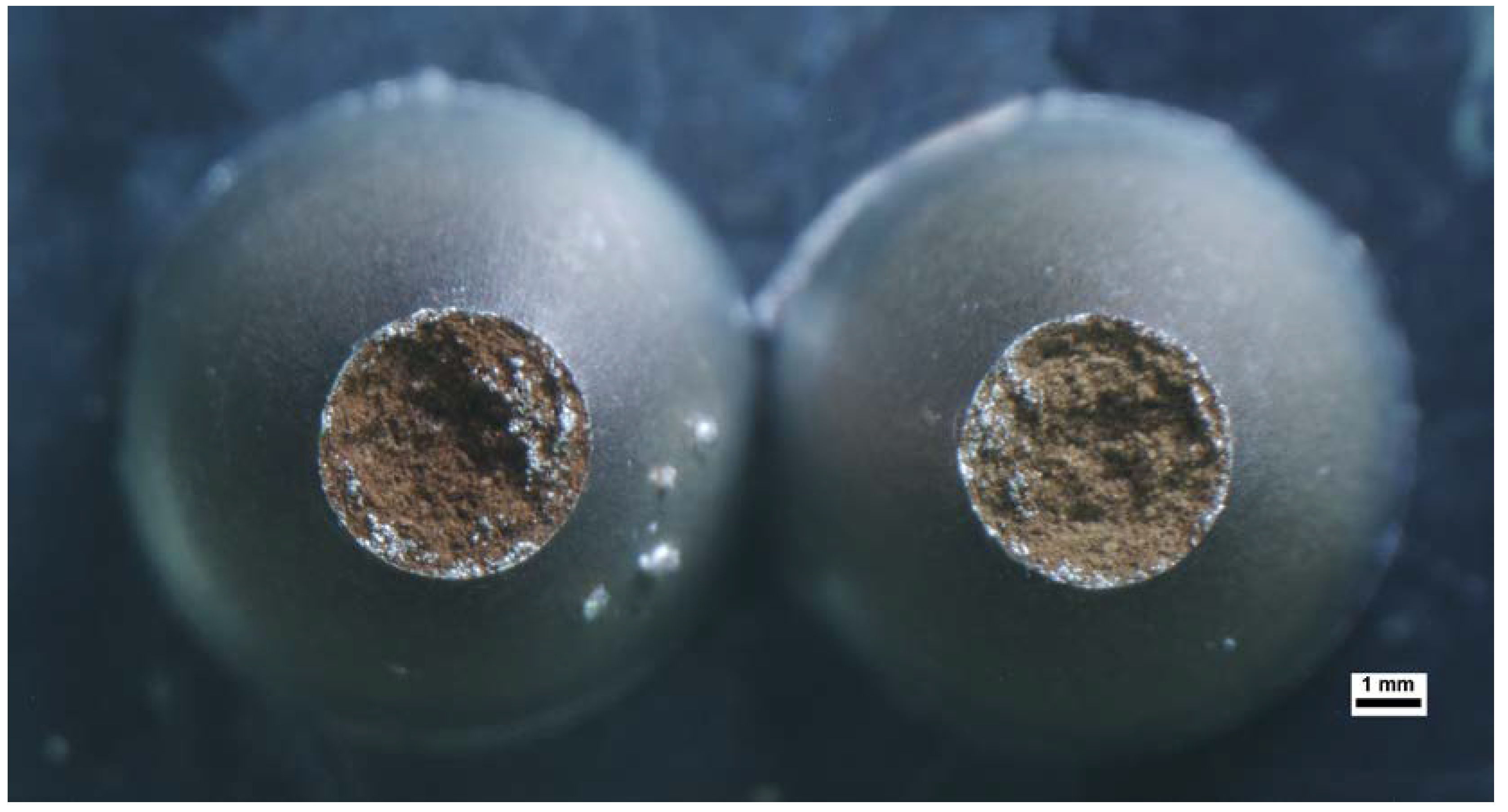
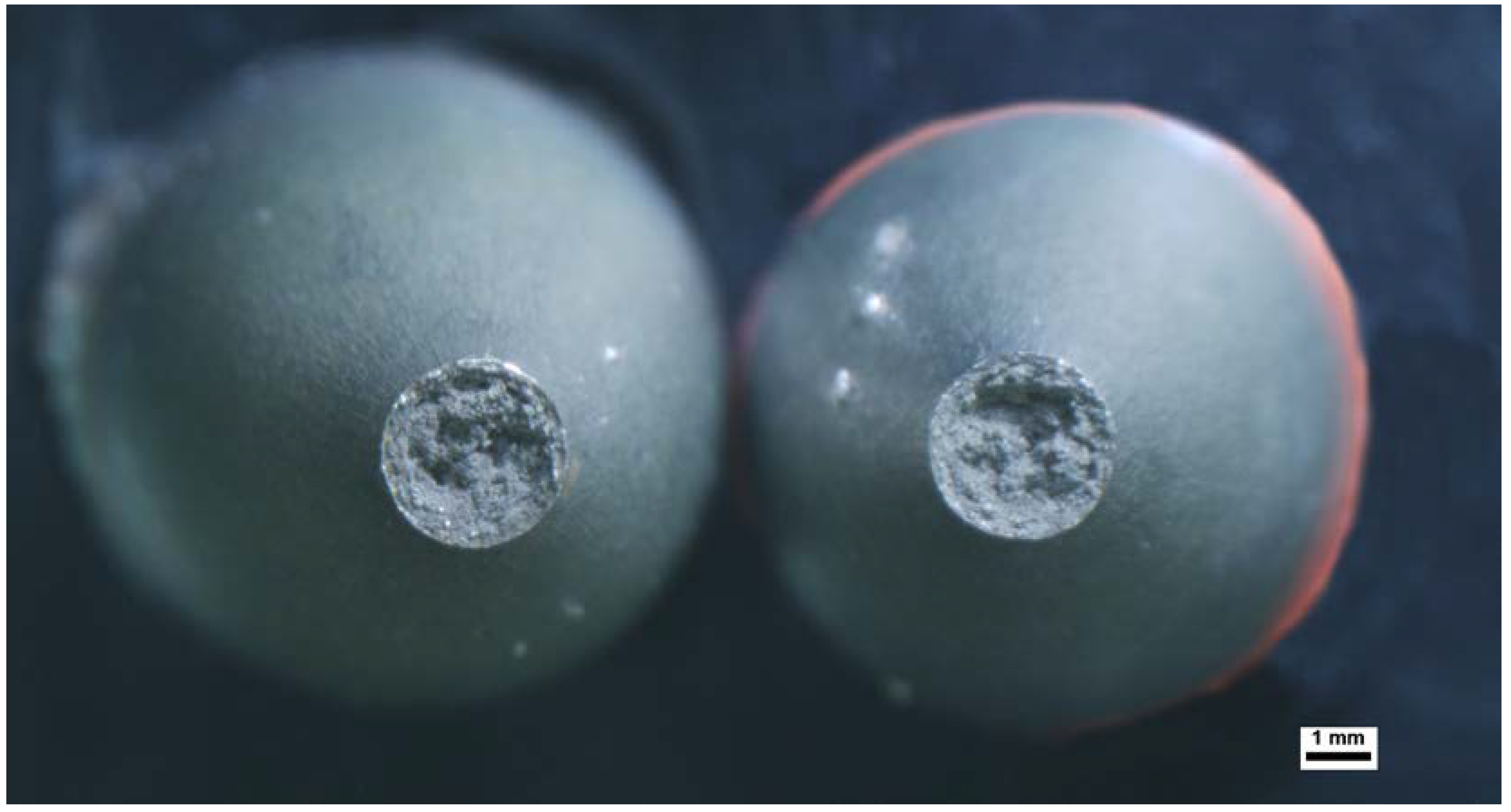
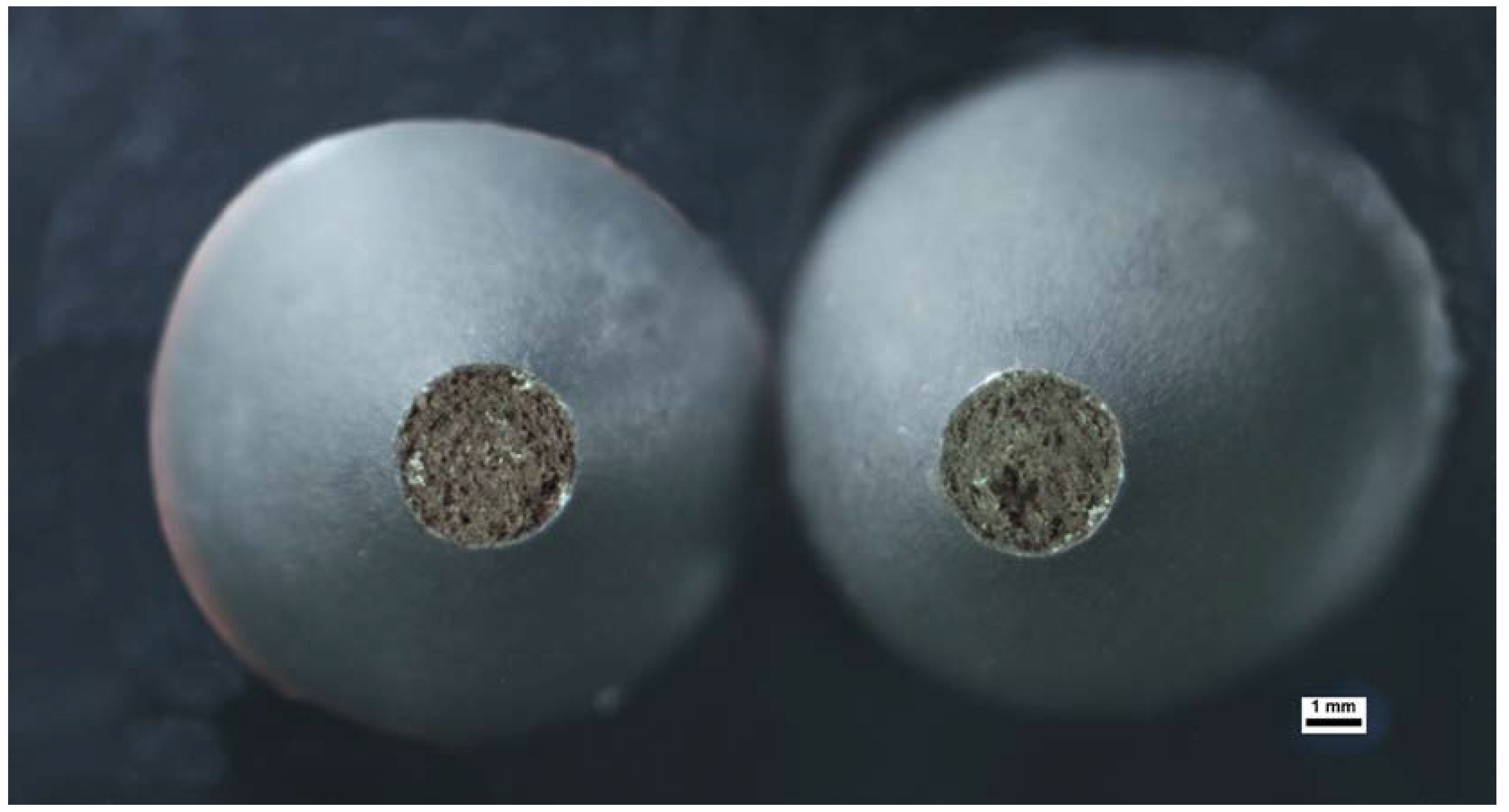
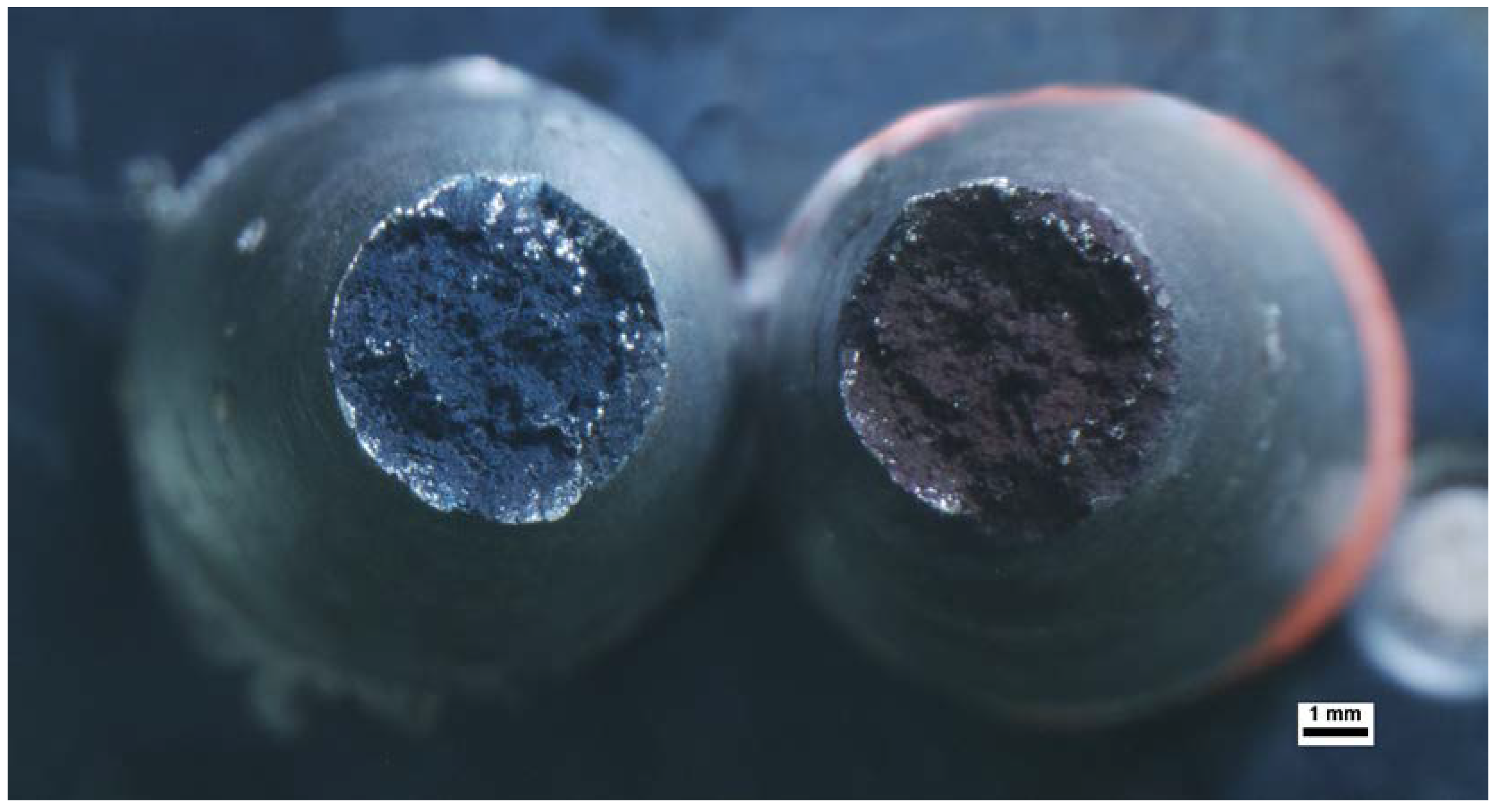
3.1. Results of Macroscopic Examinations

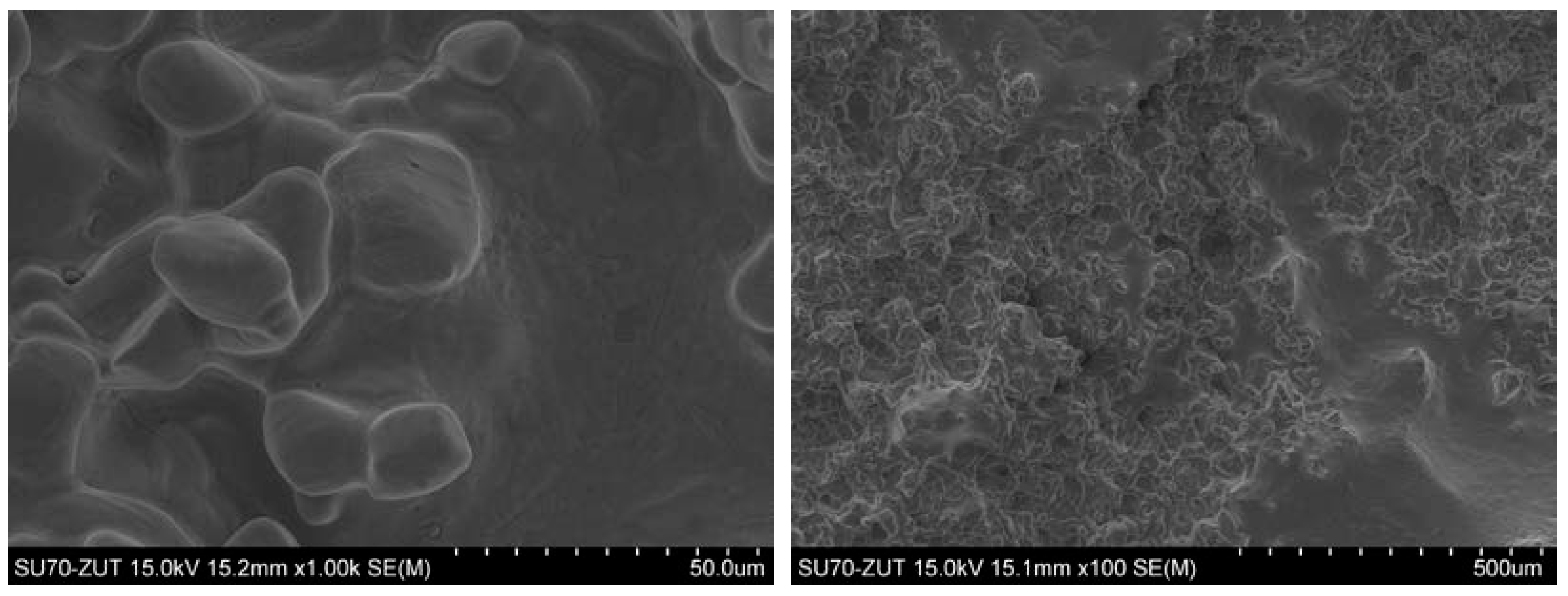
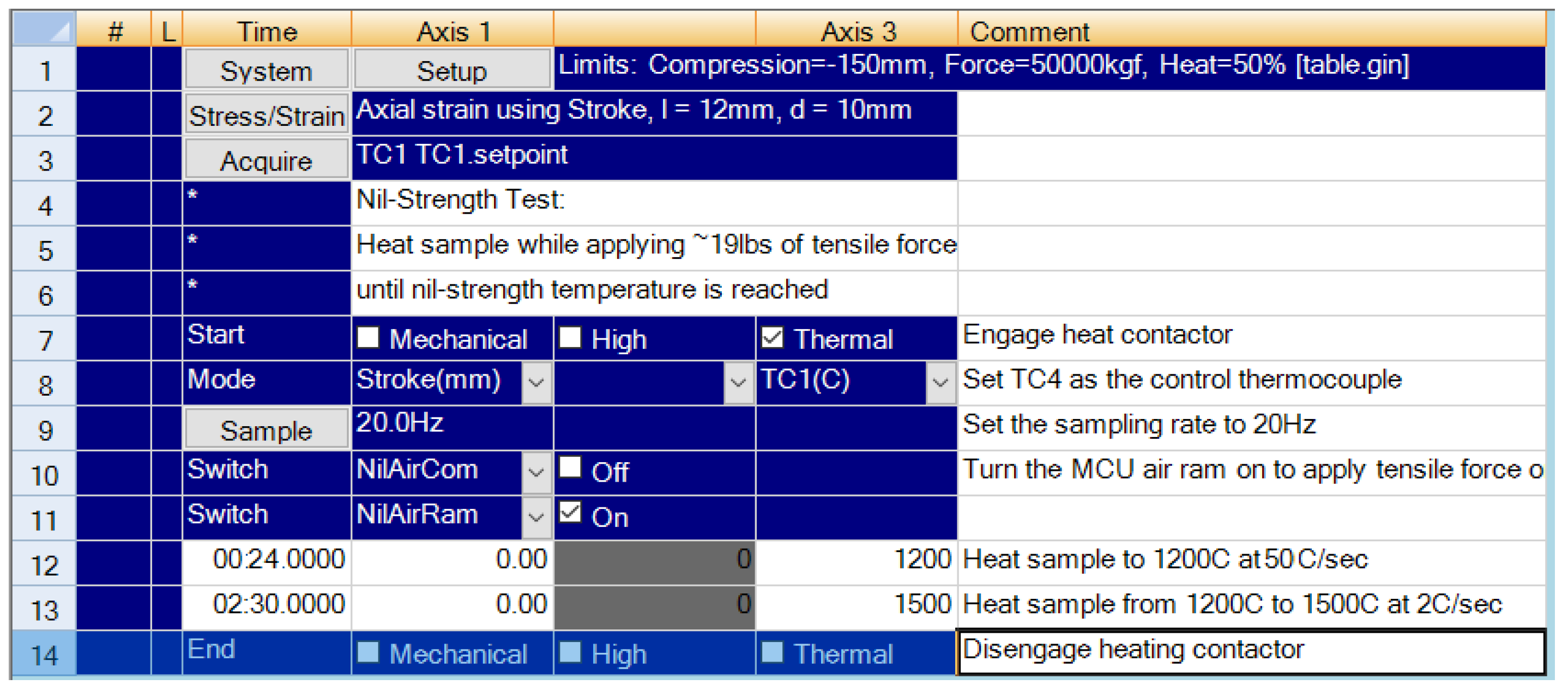
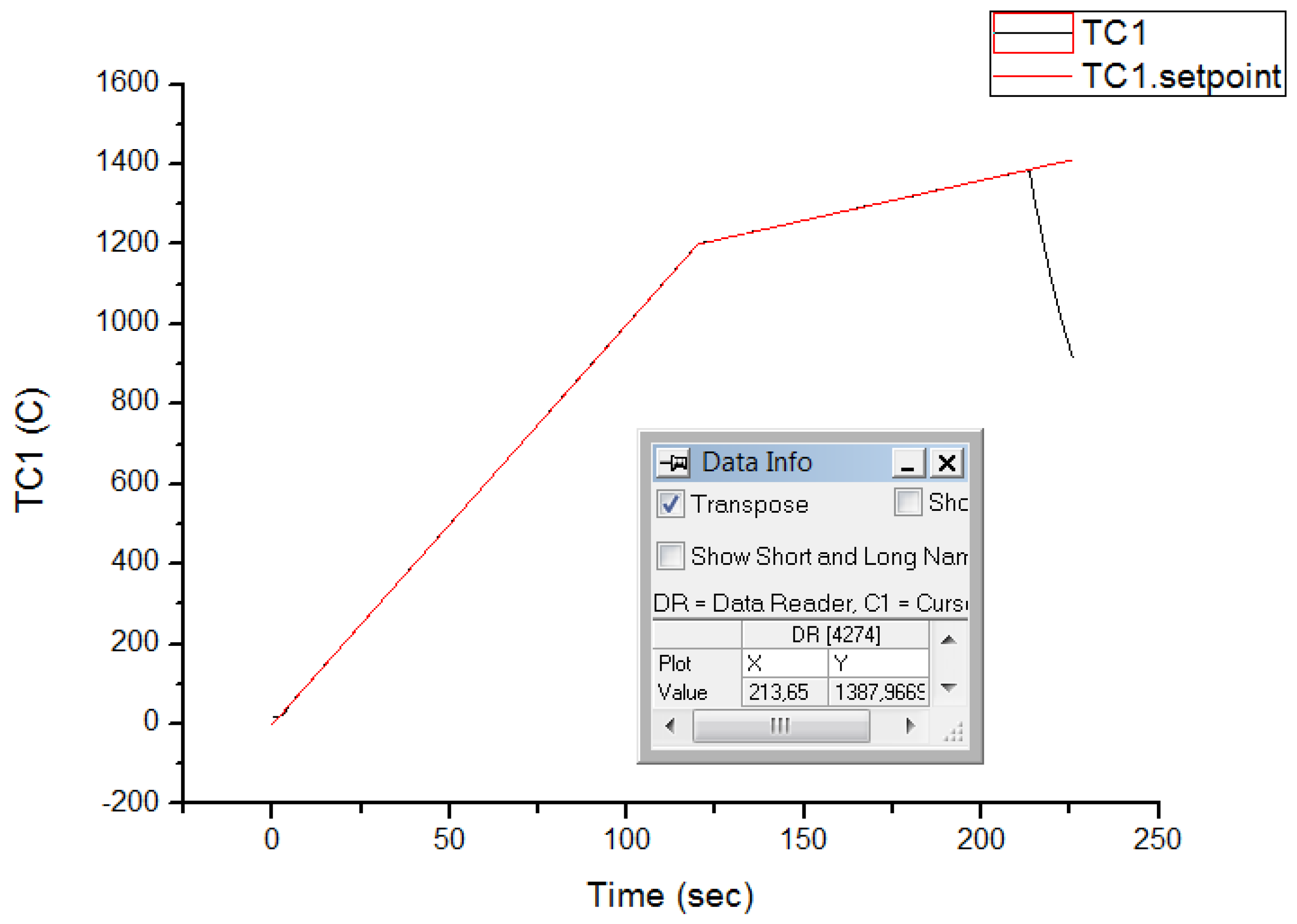
3.2. Results of the NST (Nil-Strength Test) Investigation

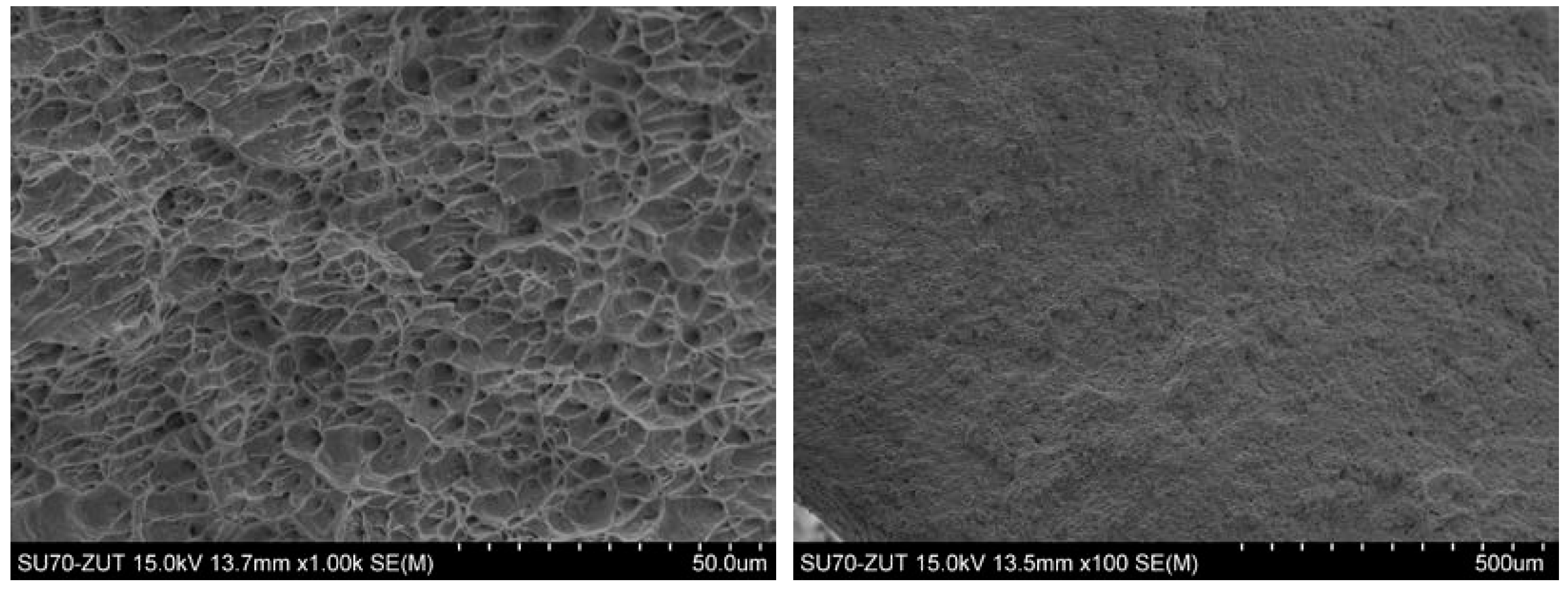
3.3. Results of the DRT (Ductility Recovery Temperature) Investigation


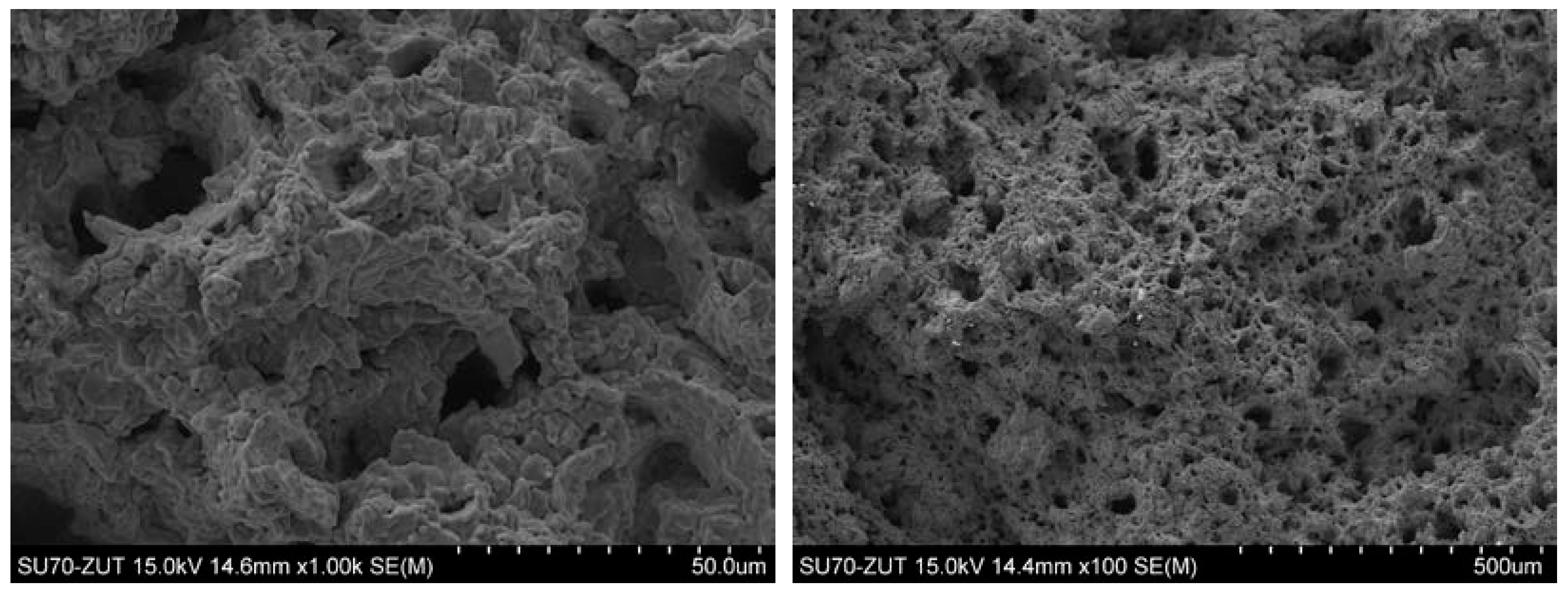
3.4. Results of the NDT (Nil-Ductility Temperature) Investigation

3.5. Results of the Static Tensile Test at Various Temperatures Investigation



3.6. Results of the Static Tensile Test at Various Temperatures Investigation

4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. Preparation of X5CrNi18-10 Steel Samples
- A 10 mm diameter rod was cut into 120 mm lengths using a band saw and machined.
- Threads were tapped onto the cut rods to a length of 15 mm.
- The samples were degreased using acetone.
- The length and diameter of the samples were measured using a Limit brand caliper with a measurement range of 150 mm and an accuracy of ±0.03 mm.
- R-type thermocouples were attached to the samples using a Gleeble Thermocouple welder (thermocouples of the R type are utilized for investigating high temperatures up to 1500 °C; they consist of platinum and rhodium).
- Locking nuts were placed on the threaded samples in copper holders to prevent sample movement during testing.
- The samples were placed in the copper holders and inserted into the Gleeble 3500 machine.
- Next, the thermocouples were connected to the control console, and the machine doors were closed.
Appendix A.2. Nil-Strength Temperature (NST) Testing
- The samples were preloaded pneumatically with a force of 0.1 kN.
- The testing was conducted under a high vacuum achieved by operating a vacuum pump and a diffusion pump to reach 1 × 10−6 torr.
- After achieving vacuum conditions, the pre-written program was initiated and confirmed on the machine.
- The sample was heated at a rate of 50 °C/s to 1200 °C, followed by a pause at the 2 °C/s heating rate.
- After the sample ruptured (Figure 3), air was introduced, thermocouples were disconnected, and the sample was removed.
- The obtained results were then recorded.
Appendix A.3. NDT Testing
- The sample for NDT testing was pneumatically loaded, and the tensioning force was deactivated.
- Air was evacuated (just like in Appendix A.2. points 1 and 2), and the program was activated.
- The sample was heated to the designated temperature (1360 °C, 1350 °C) and then elongated hydraulically at a rate of 50 mm/s.
- After the sample ruptured, air was introduced into the testing chamber, thermocouples were disconnected, and the sample was removed.
- The length and necking at the rupture point were measured.
Appendix A.4. DRT Testing
- The sample was pneumatically loaded, and the tensioning force was deactivated.
- Air was evacuated (just like in Appendix A.2. points 1 and 2), and the program was activated.
- The sample was heated to 1370 °C at a rate of 50 °C/s and then cooled at a rate of 10 °C/s to the desired temperature (1350 °C, 1340 °C, 1330 °C).
- After reaching the target temperature, the sample was hydraulically elongated at a rate of 50 mm/s.
- After rupture, the vacuum was deactivated, thermocouples were disconnected, and the ruptured sample was extracted.
- The length and necking of the sample were measured, and the data were recorded.
References
- Kurc-Lisiecka, A.; Ozgowicz, W.; Kalinowska-Ozgowicz, E.; Maziarz, W. The Microstructure of Metastable Austenite in X5CrNi18-10 Steel after its Strain-Induced Martensitic Transformation. Mater. Tehnol. Mater. Technol. 2016, 50, 837–843. [Google Scholar] [CrossRef]
- Romanowski, M.; Łukianowicz, C.; Sutowska, M.; Zawadka, W.; Pimenov, D.Y.; Nadolny, K. Assessment of the Technological Quality of X5CrNi18-10 Steel Parts after Laser and Abrasive Water Jet Cutting Using Synthetic Index of Technological Quality. Materials 2021, 14, 4801. [Google Scholar] [CrossRef]
- Siddique, A.G.; Vijaya, R.B.; Elanchezhian, C.; Siddhartha, D.; Ramanan, N. Analysis of The Friction Welding Mechanism of Low Carbon Steel–Stainless Steel and Aluminium—Copper. Mater. Proc. 2019, 16, 766–775. [Google Scholar] [CrossRef]
- Sawa, M.; Szala, M.; Henzler, W. Innovative Device for Tensile Strength Testing of Welded Joints: 3D Modelling, FEM Simulation and Experimental Validation of Test Rig—A Case Study. Appl. Comput. Sci. 2021, 17, 92–105. [Google Scholar] [CrossRef]
- Grzejda, R.; Parus, A.; Kwiatkowski, K. Experimental studies of an asymmetric multi-bolted connection under monotonic loads. Materials 2021, 14, 2353. [Google Scholar] [CrossRef] [PubMed]
- Grzejda, R. Thermal strength analysis of a steel bolted connection under bolt loss conditions. Eksploat. Niezawodn. Maint. Reliab. 2022, 24, 269–274. [Google Scholar] [CrossRef]
- Macek, W.; Pejkowski, Ł.; Branco, R.; Nejad, R.M.; Żak, K. Fatigue fracture surface metrology of thin-walled tubular austenitic steel specimens after asynchronous loadings. Eng. Fail. Anal. 2022, 138, 106354. [Google Scholar] [CrossRef]
- Walczak, M.; Szala, M.; Okuniewski, W. Assessment of Corrosion Resistance and Hardness of Shot Peened X5CrNi18-10 Steel. Materials 2022, 15, 9000. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Lisiecki, A. Laser welding of stainless steel. J. Achiev. Mater. Manuf. Eng. 2020, 98, 32–40. [Google Scholar] [CrossRef]
- Evin, E.; Tomáš, M. Formability Prediction of Laser-Welded Stainless Steel AISI 304 and AISI 430. Metals 2022, 12, 54. [Google Scholar] [CrossRef]
- Pańcikiewicz, K.; Świerczyńska, A.; Hućko, P.; Tumidajewicz, M. Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels. Materials 2020, 13, 4540. [Google Scholar] [CrossRef] [PubMed]
- Ye, Y.; Yang, B.; Yang, Y.; Pan, Z.; Chen, C.; Zhang, X. Research on the Formation, Microstructure, and Properties of 304 Stainless Steel AC-DC Hybrid TIG Welding. Metals 2023, 13, 1127. [Google Scholar] [CrossRef]
- Adamiec, J. Assessment of High-Temperature Brittleness Range of the Casted Alloy AZ91. MSF 2011, 690, 41–44. [Google Scholar] [CrossRef]
- Tomków, J.; Landowski, M.; Rogalski, G. Application Possibilities of the S960 Steel in Underwater Welded Structures. Facta Univ. Ser. Mech. Eng. 2022, 20, 199–209. [Google Scholar] [CrossRef]
- Tomków, J.; Świerczyńska, A.; Landowski, M.; Wolski, A.; Rogalski, G. Bead-on-Plate Underwater Wet Welding on S700MC Steel. Adv. Sci. Technol. Res. J. 2021, 15, 288–296. [Google Scholar] [CrossRef] [PubMed]
- John, B.; Maqbool, F.; Kowerko, D.; Buhl, J.; Härtel, S.; Hensel, J. Modification of the weld penetration characteristics in laser deep welding by the use of instationary gas flows. J. Appl. Eng. Des. Simul. 2022, 2, 22–38. [Google Scholar] [CrossRef]
- Kusmič, D.; Cech, O.; Klakurková, L. Corrosion Resistance of Plasma Nitrided Austenitic Stainless Steel AISI 304 (X5CrNi18-10). ECS Trans. 2020, 99, 231–239. [Google Scholar] [CrossRef]
- Poláková, N.; Dostál, P. Titanium and Stainless Steel MIG LSC Welding. Acta Technol. Agric. 2019, 22, 56–59. [Google Scholar] [CrossRef]
- Ziewiec, A. Study of the Weldability of Austenitic PH Steel for Power Plants. Arch. Metall. Mater. 2016, 61, 1109–1114. [Google Scholar] [CrossRef]
- Yu, P.; Morrow, J.; Kou, S. Resistance of austenitic stainless steels to ductility-dip cracking: Mechanisms. Weld. J. 2021, 100, 291–301. [Google Scholar] [CrossRef]
- Mohamed, M.S.; Abtan, A.A.; Moosa, A.U. Microstructure and Mechanical Properties Assessments of 304 Austenitic Stainless Steel and Monel 400 Dissimilar GTAW Weldment. J. Compos. Adv. Mater. Rev. Compos. Matériaux Avancés 2023, 33, 135–144. [Google Scholar] [CrossRef]
- Nissley, N.E.; Lippold, J.C. Ductility-Dip Cracking Susceptibility of Nickel-Based Weld Metals Part 1: Strain-to-Fracture Testing. Weld. J. 2008, 87, 257–264. [Google Scholar]
- Nam, T.H.; An, E.; Kim, B.J.; Shin, S.; Ko, W.S.; Park, N.; Kang, N.; Jeon, J.B. Effect of Post Weld Heat Treatment on the Microstructure and Mechanical Properties of a Submerged-Arc-Welded 304 Stainless Steel. Metals 2018, 8, 26. [Google Scholar] [CrossRef]
- Kiss, I.; Alexa, V. Study on Deformation Behavior of Non–Hardenable Austenitic Stainless Steel (Grade X5CrNi18–10) by Hot Torsion Tests. Teh. Glas. 2020, 14, 396–402. [Google Scholar] [CrossRef]
- Kciuk, M.; Lasok, S. Corrosion Resistance of X5CrNi18-10 Stainless Steel. Arch. Metall. Mater. 2017, 62, 2101–2106. [Google Scholar] [CrossRef]
- Wierzbowska, K.; Kochmańska, A.E.; Kochmański, P. Resistance of Aluminide Coatings on Austenitic Stainless Steel in a Nitriding Atmosphere. Materials 2022, 15, 162. [Google Scholar] [CrossRef]
- Saternus, Z.; Piekarska, W.; Kubiak, M.; Domański, T. The Influence of Welding Heat Source Inclination on the Melted Zone Shape, Deformations and Stress State of Laser Welded T-Joints. Materials 2021, 14, 5303. [Google Scholar] [CrossRef]
- Ridha Mohammed, G.; Ishak, M.; Ahmad, S.N.A.S.; Abdulhadi, H.A. Fiber Laser Welding of Dissimilar 2205/304 Stainless Steel Plates. Metals 2017, 7, 546. [Google Scholar] [CrossRef]
- Wang, J.; Peng, F.; Zhou, L.; Luo, Y.; Zhang, W.; Wu, Z. High-Strength Ductility Joining of Multicomponent Alloy to 304 Stainless Steel Using Laser Welding Technique. Materials 2023, 16, 2374. [Google Scholar] [CrossRef]
- Adamiec, J. Assessment of the Hot-Cracking Susceptibility of Welded Joints of the 7CrMoVTiB10-10 Bainitic Steel Used in Heat Exchangers. Energies 2023, 16, 162. [Google Scholar] [CrossRef]
- Kawulok, P.; Schindler, I.; Smetana, B.; Moravec, J.; Mertová, A.; Drozdová, Ľ.; Kawulok, R.; Opěla, P.; Rusz, S. The Relationship between Nil-Strength Temperature, Zero Strength Temperature and Solidus Temperature of Carbon Steels. Metals 2020, 10, 399. [Google Scholar] [CrossRef]
- Kawulok, R.; Schindler, I.; Navrátil, H.; Ševčák, V.; Sojka, J.; Konečná, K.; Chmiel, B. Hot Formability of Heat-Resistant Stainless Steel X15CrNiSi 20-12. Arch. Metall. Mater. 2020, 65, 727–734. [Google Scholar] [CrossRef]
- Fojt-Dymara, G.; Opiela, M.; Borek, W. Susceptibility of High-Manganese Steel to High-Temperature Cracking. Materials 2022, 15, 8198. [Google Scholar] [CrossRef]
- Kuzsella, L.; Lukács, J.; Szűcs, K. Nil-strength temperature and hot tensile tests on S960QL high-strength low-alloy steel. Prod. Process. Syst. 2012, 6, 67–78. [Google Scholar] [CrossRef]
- Turowska, A.; Adamiec, J.; Rzychoń, T. Technology of repairing QE22 alloy casts. Arch. Metall. Mater. 2014, 59, 667–673. [Google Scholar] [CrossRef]
- Łyczkowska, K.; Adamiec, J. The Phenomena and Criteria Determining the Cracking Susceptibility of Repair Padding Welds of the Inconel 713C Nickel Alloy. Materials 2022, 15, 634. [Google Scholar] [CrossRef]
- Zalecki, W.; Wrożyna, A.; Łapczyński, Z.; Molenda, R. Influence of Microstructure on Some Properties of AHSS Steels. Pr. Inst. Metal. Żelaza 2016, 68, 19–25. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | Ni | Fe | |
|---|---|---|---|---|---|---|---|---|
| PN-EN 10088-2:2014-12 | max 0.030 | max 2.00 | max 0.75 | max 0.045 | max 0.015 | 17.5–19.50 | 8.00–10.50 | bal. |
| X5CrNi18-10 (1) | 0.027 | 1.551 | 0.375 | 0.034 | 0.002 | 18.17 | 9.35 | bal. |
| NST | |||
|---|---|---|---|
| Specimen No. | Temperature [°C] | Preload Stress [kN] | Average |
| NST 1 | 1388 | 0.1 | 1375 °C |
| NST 2 | 1358 | 0.11 | |
| NST 3 | 1378 | 0.09 | |
| DRT | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Specimen No. | Temp. [°C] | L0 [mm] | Lu [mm] | d0 [mm] | du [mm] | S0 [mm2] | A [%] | Z [%] | F [N] | Rm [MPa] |
| DRT 1 | 1350 | 121.06 | 122.11 | 10.01 | 9.83 | 85.42 | 0.87 | 3.56 | 26 | 0.304 |
| DRT 2 | 1340 | 121.37 | 126.67 | 9.98 | 7.09 | 84.91 | 4.18 | 49.53 | 125 | 1.472 |
| DRT 3 | 1330 | 121.25 | 129.29 | 9.96 | 4.35 | 84.57 | 6.22 | 80.93 | 255 | 3.016 |
| NDT | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Specimen No. | Temp. [°C] | L0 [mm] | Lu [mm] | d0 [mm] | du [mm] | S0 [mm2] | A [%] | Z [%] | F [N] | Rm [MPa] |
| NDT 1 | 1360 | 121.51 | 122.11 | 9.98 | 9.92 | 84.91 | 0.49 | 1.2 | 5 | 0.059 |
| NDT 2 | 1349 | 121.6 | 131.3 | 9.95 | 3.42 | 84.4 | 7.39 | 88.2 | 10 | 0.118 |
| Tensile Strength Testing during Heating | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Specimen No. | Temp. [°C] | L0 [mm] | Lu [mm] | d0 [mm] | du [mm] | S0 [mm2] | A [%] | Z [%] | F [N] | Rm [MPa] |
| H 1 | 1200 | 121.73 | 126.95 | 9.98 | 5.88 | 84.91 | 4.11 | 65.29 | 14,470 | 170.4 |
| H 2 | 1000 | 121.36 | 130.75 | 9.95 | 4.56 | 84.4 | 7.18 | 79 | 12,313 | 145.9 |
| H 3 | 800 | 121.44 | 127.28 | 9.96 | 5.76 | 84.57 | 4.59 | 66.56 | 29,365 | 347.2 |
| Tensile strength testing during cooling | ||||||||||
| C 1 | 1200 | 121.47 | 132.12 | 10.03 | 2.91 | 85.77 | 8.01 | 91.58 | 8074 | 94.1 |
| C 2 | 800 | 121.95 | 126.91 | 9.99 | 7.84 | 85.08 | 3.91 | 38.41 | 16,497 | 193.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krajewski, S.J.; Gutsche, W.; Urbanowicz, K. Analysis of X5CrNi18-10 (AISI 304) Steel Susceptibility to Hot Cracking in Welded Joints Based on Determining the Range of High-Temperature Brittleness and the Nil-Strength Temperature. Metals 2023, 13, 1633. https://doi.org/10.3390/met13101633
Krajewski SJ, Gutsche W, Urbanowicz K. Analysis of X5CrNi18-10 (AISI 304) Steel Susceptibility to Hot Cracking in Welded Joints Based on Determining the Range of High-Temperature Brittleness and the Nil-Strength Temperature. Metals. 2023; 13(10):1633. https://doi.org/10.3390/met13101633
Chicago/Turabian StyleKrajewski, Sławomir Janusz, Wojciech Gutsche, and Kamil Urbanowicz. 2023. "Analysis of X5CrNi18-10 (AISI 304) Steel Susceptibility to Hot Cracking in Welded Joints Based on Determining the Range of High-Temperature Brittleness and the Nil-Strength Temperature" Metals 13, no. 10: 1633. https://doi.org/10.3390/met13101633