

The Effect of Plasma–Electrolytic Nitrocarburizing of a Medium Carbon Steel Surface on Friction and Wear in Pair with Tin–Lead Bronze

 , ,
, ,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
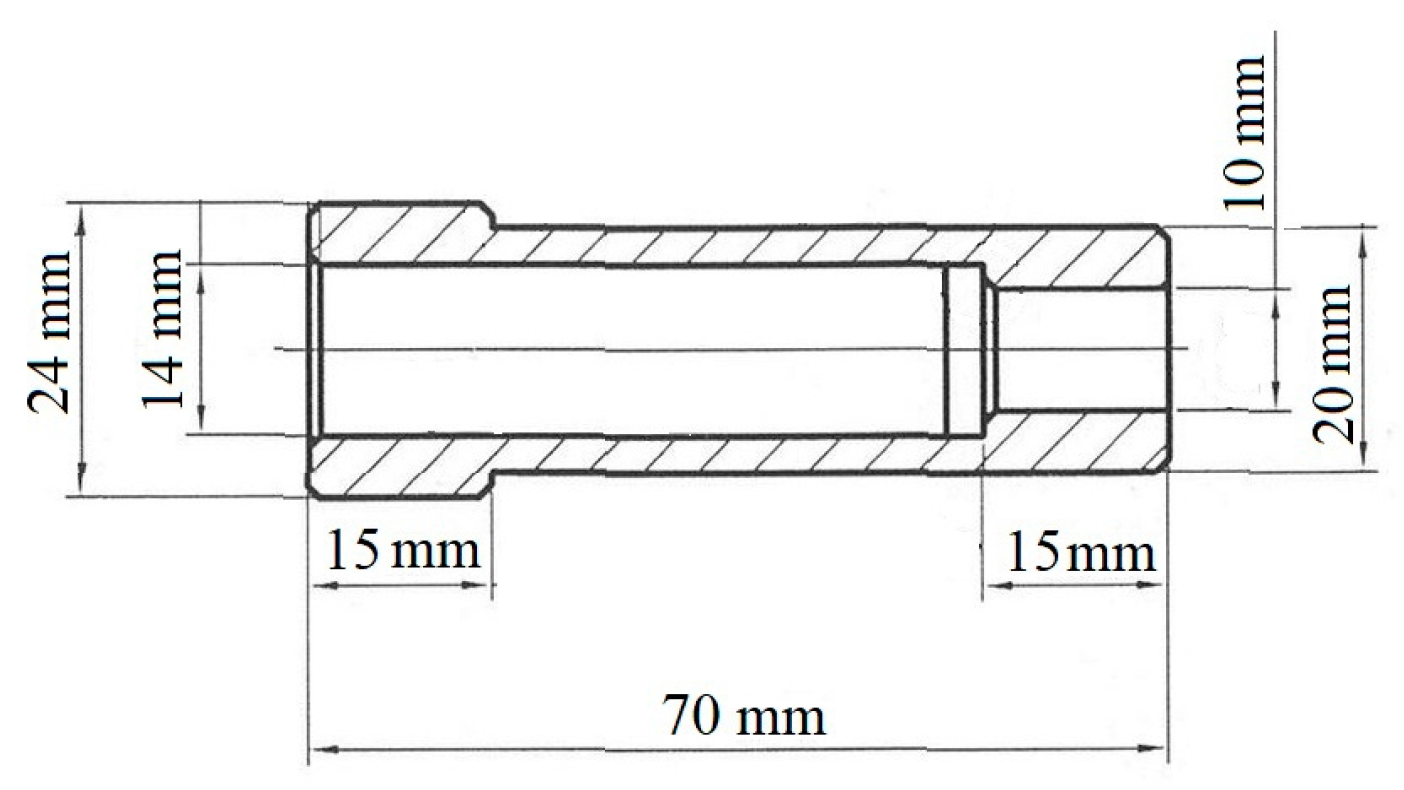
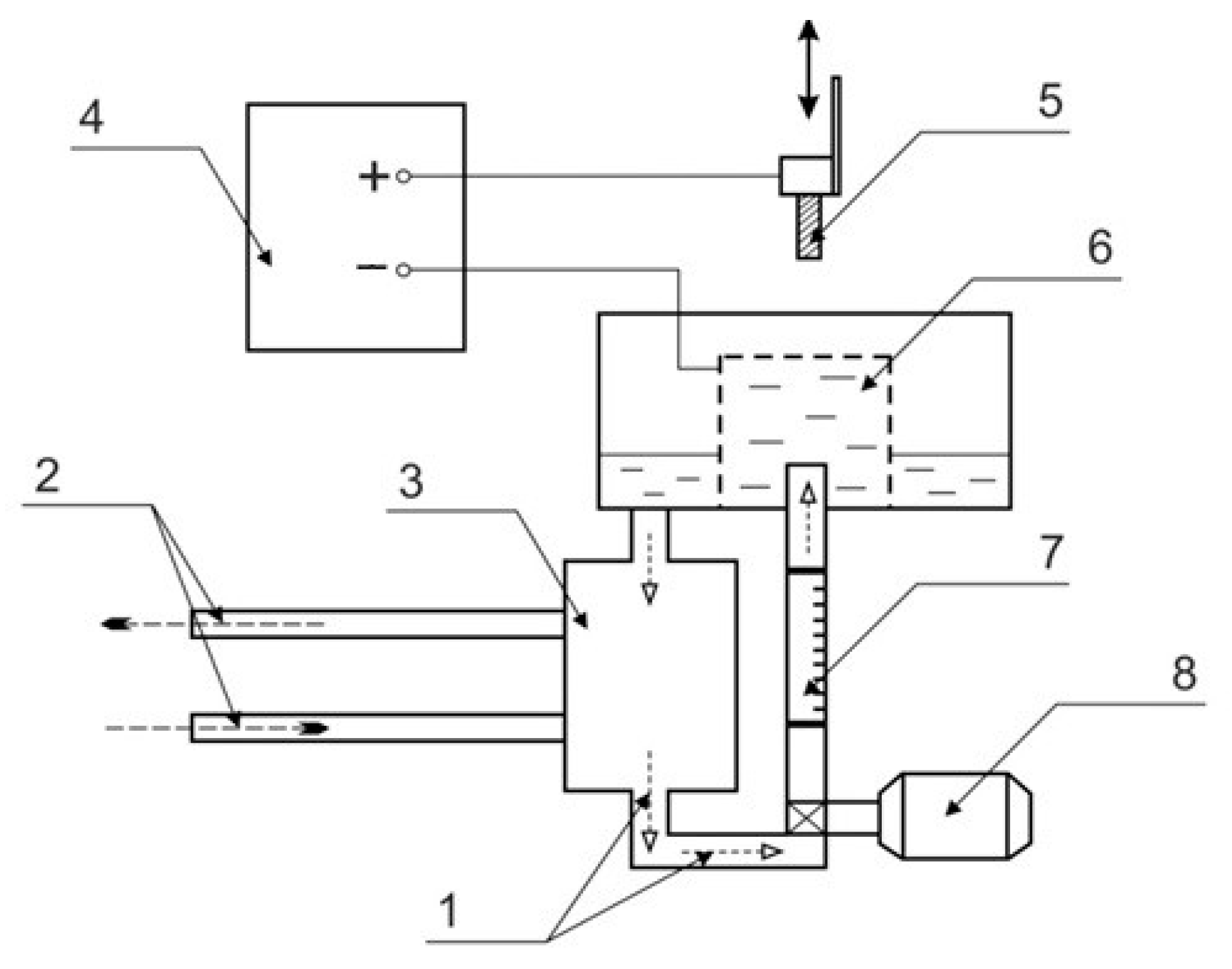
2.1. Samples Processing
2.2. Study of Phase Composition
2.3. The Microhardness Tests
2.4. Surface Characterization and Microstructure Analysis
2.5. Tribological Tests
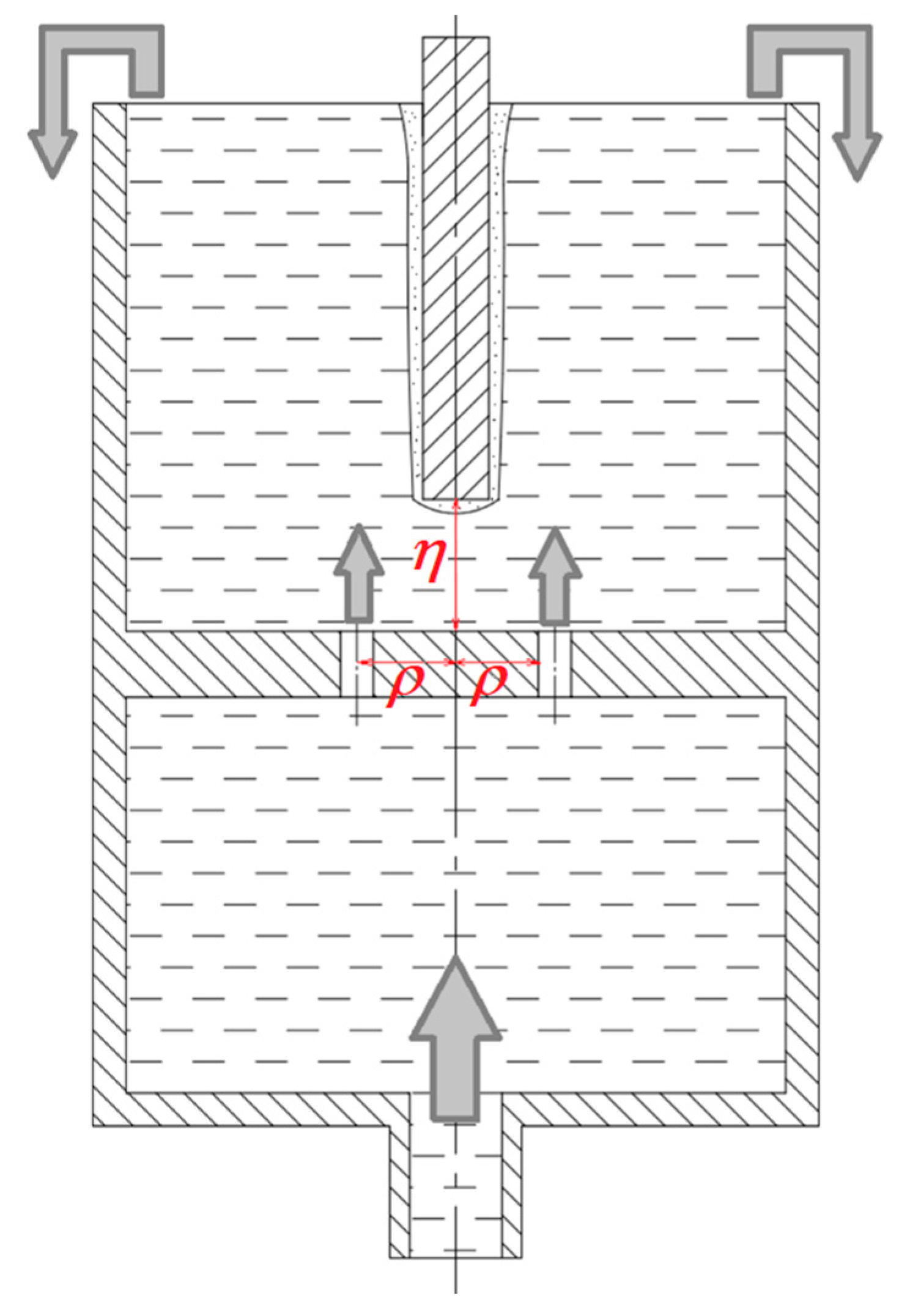
2.6. Contact Stiffness Calculation
3. Results
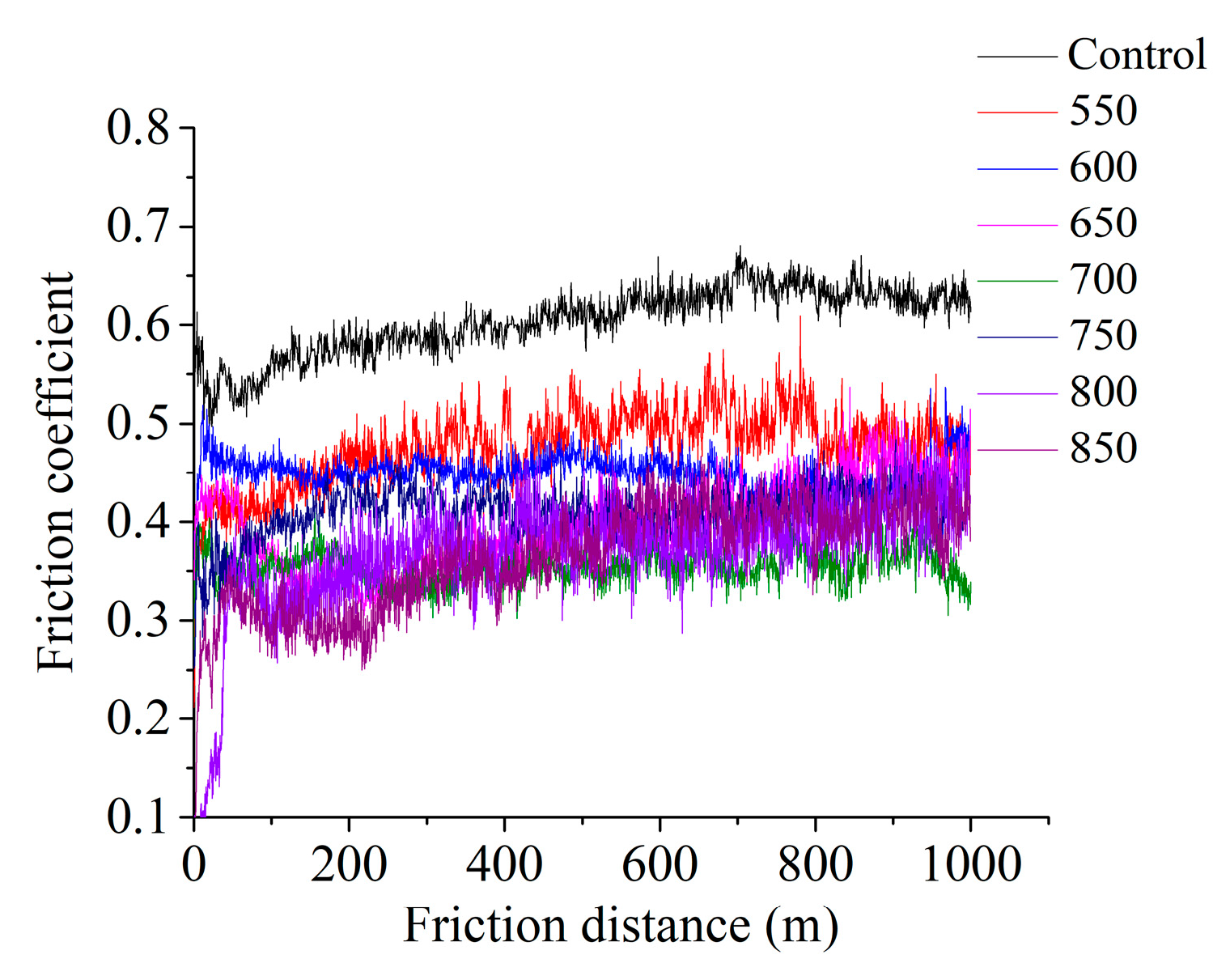
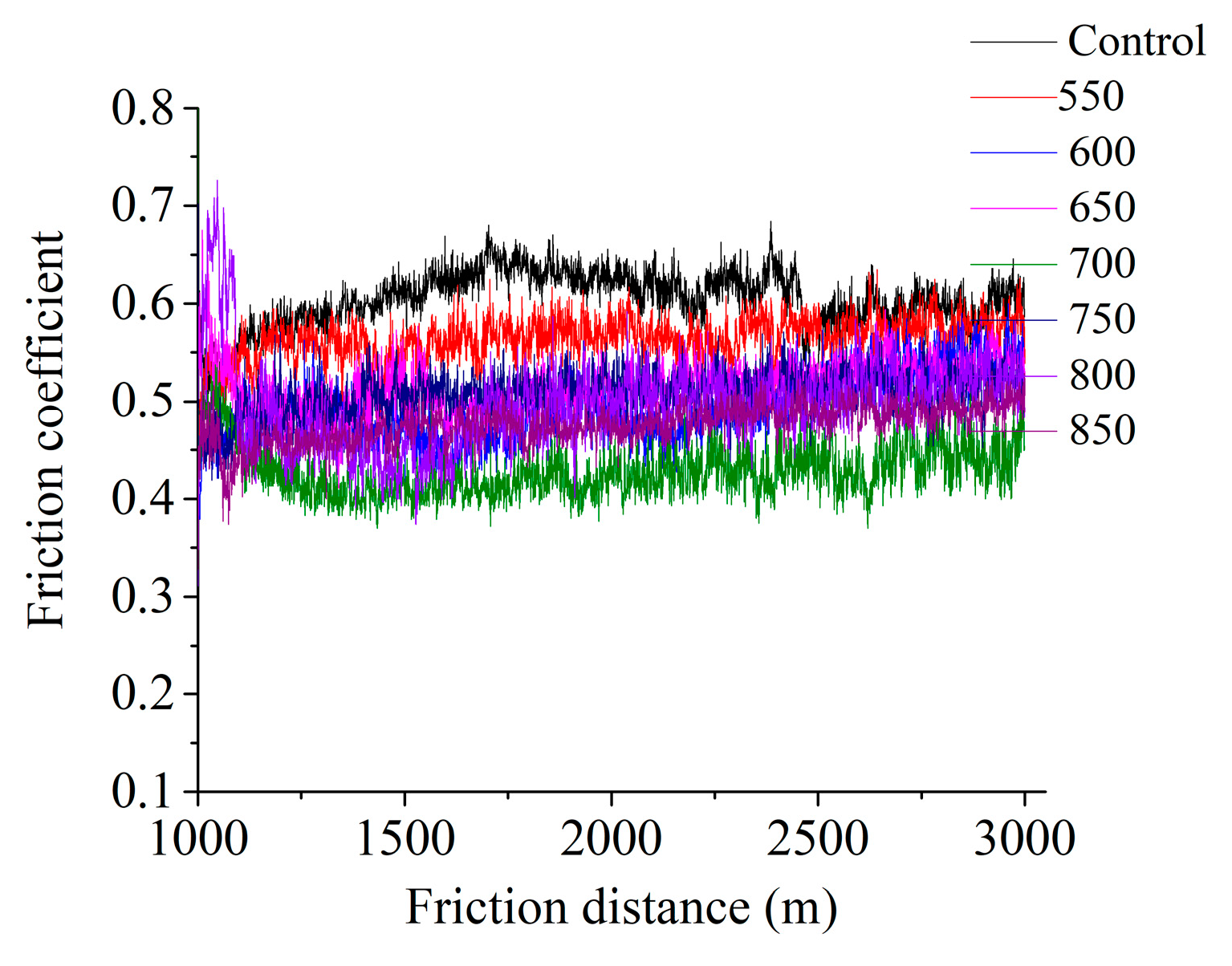
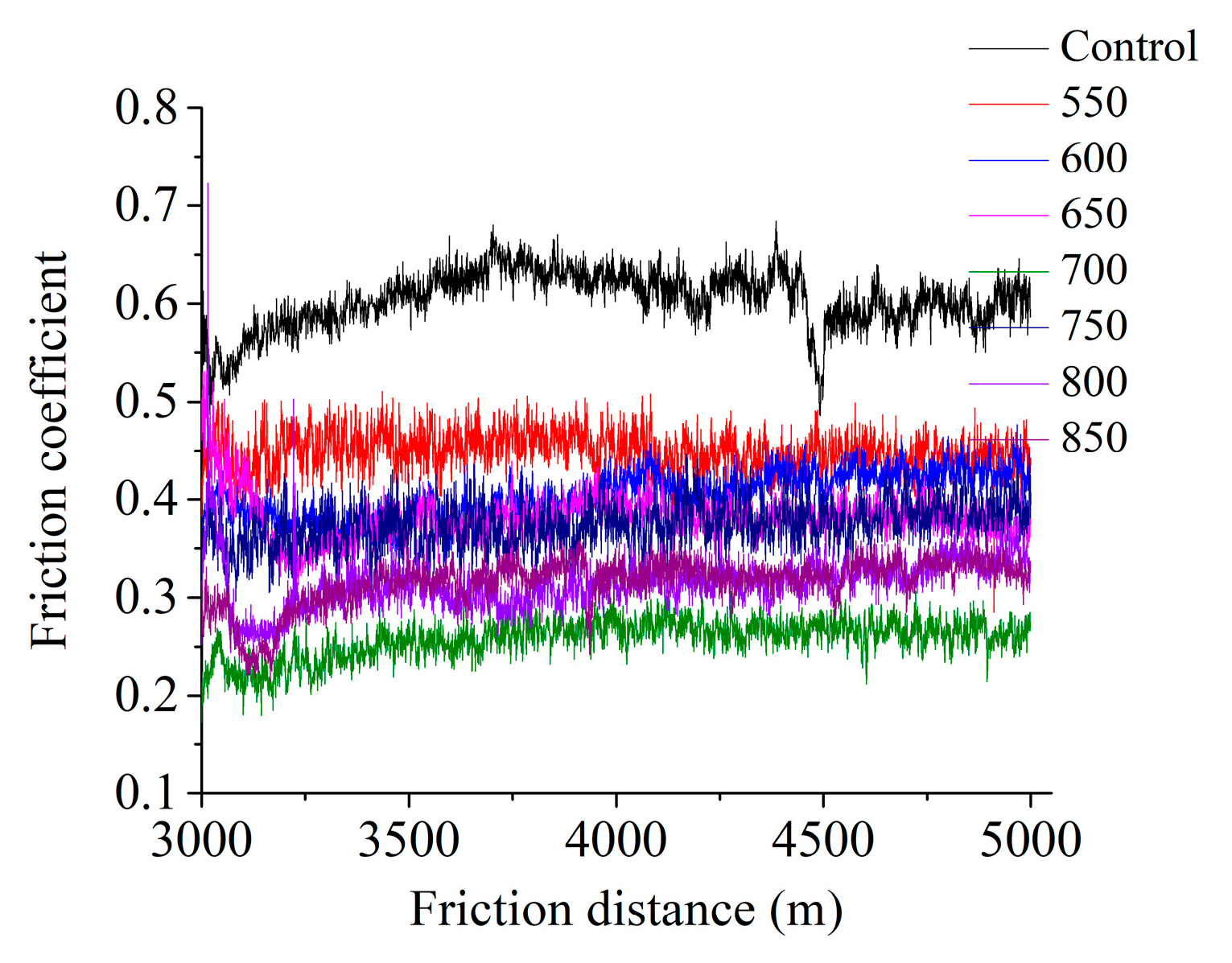
3.1. Friction Coefficient
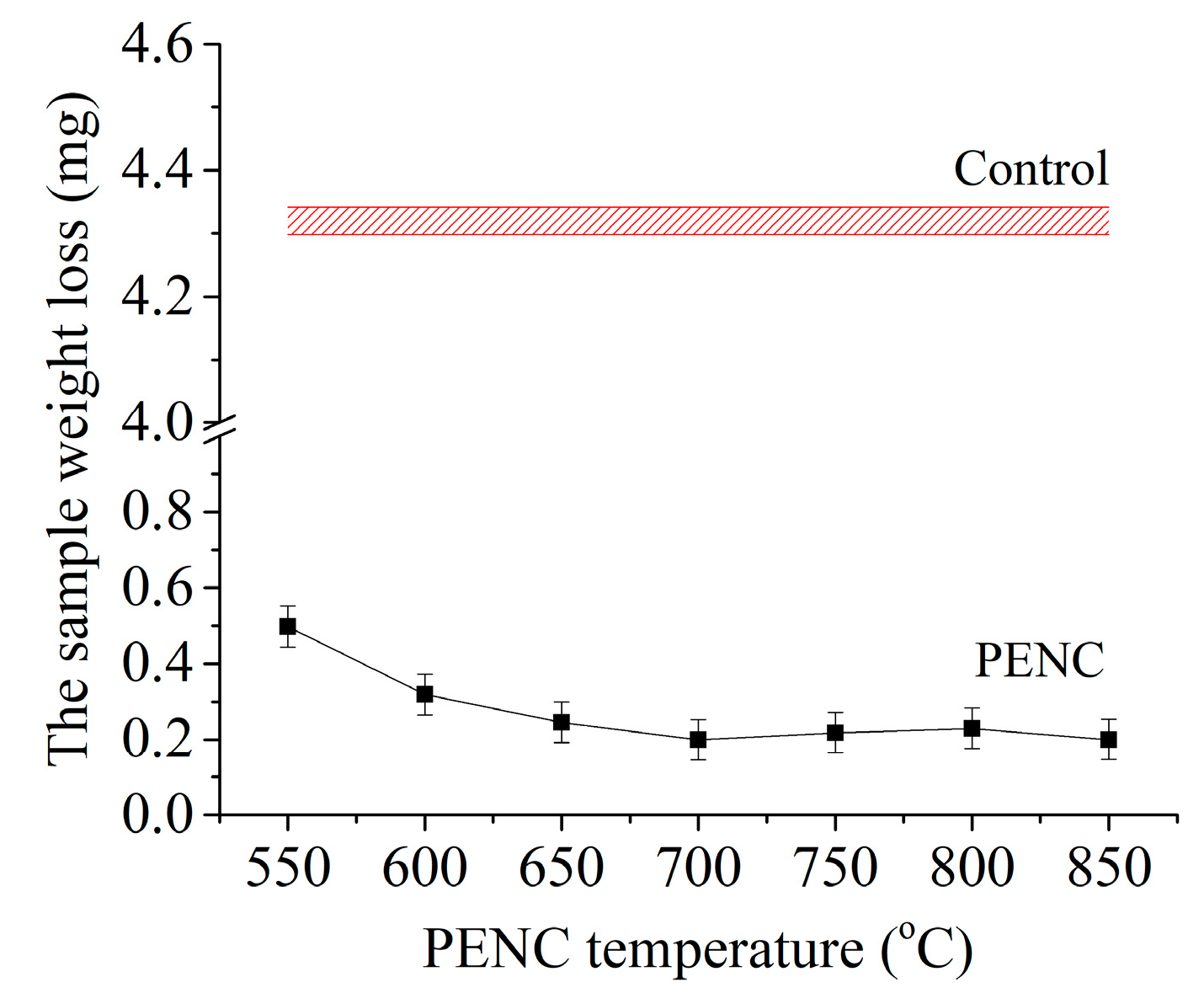
3.2. Wear Resistance
3.3. Friction Track Analysis
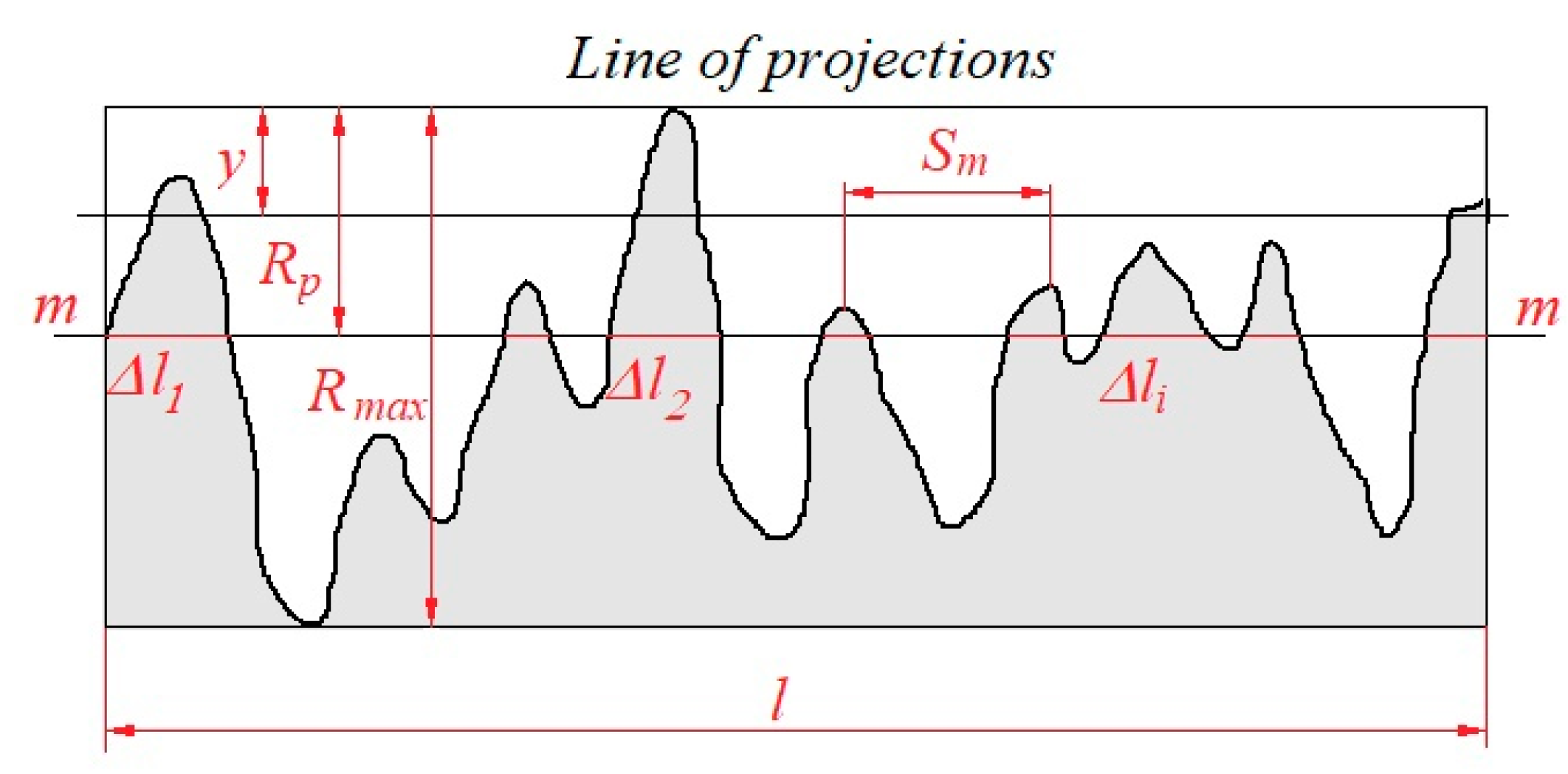
3.4. Surface Microgeometry Parameters
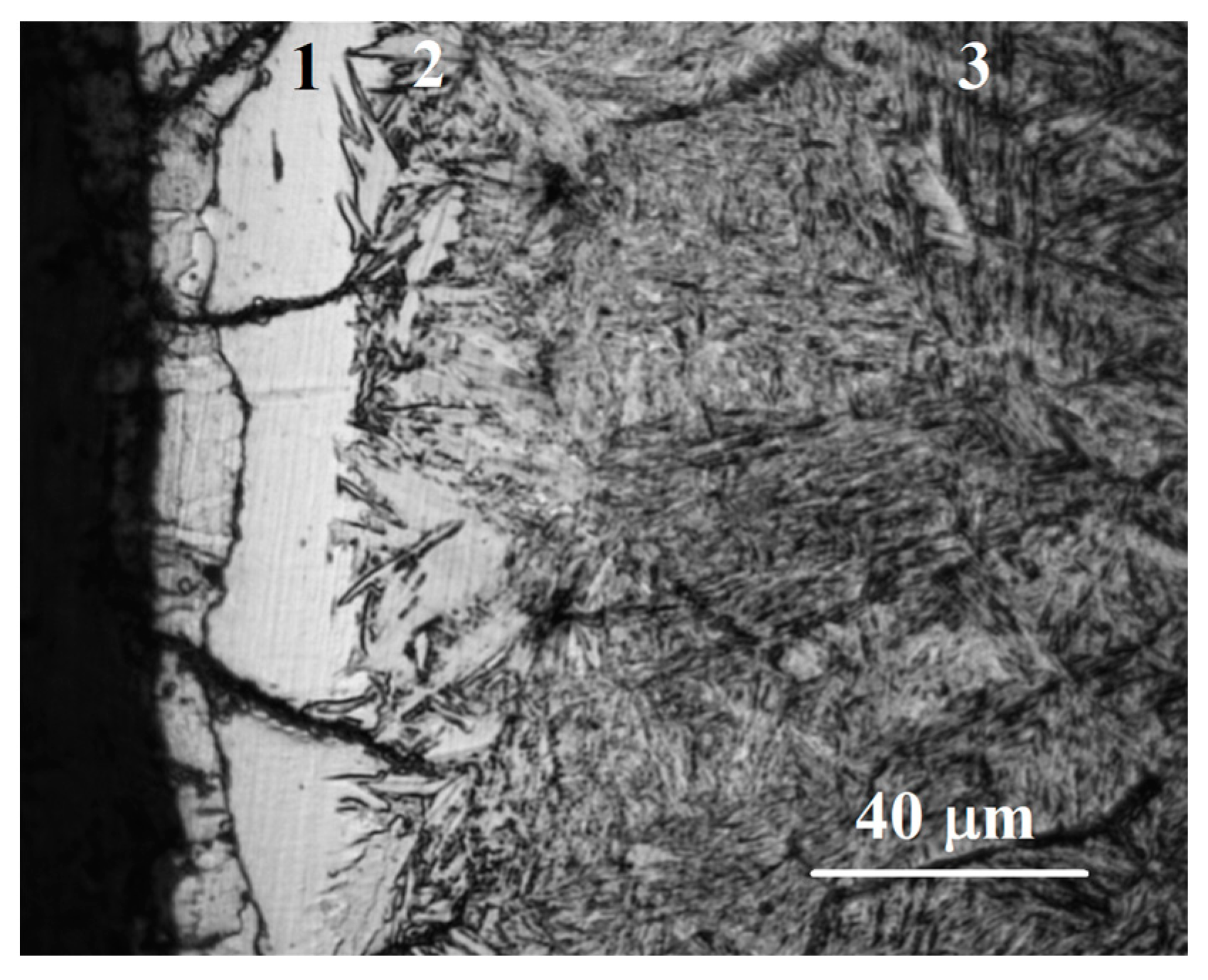
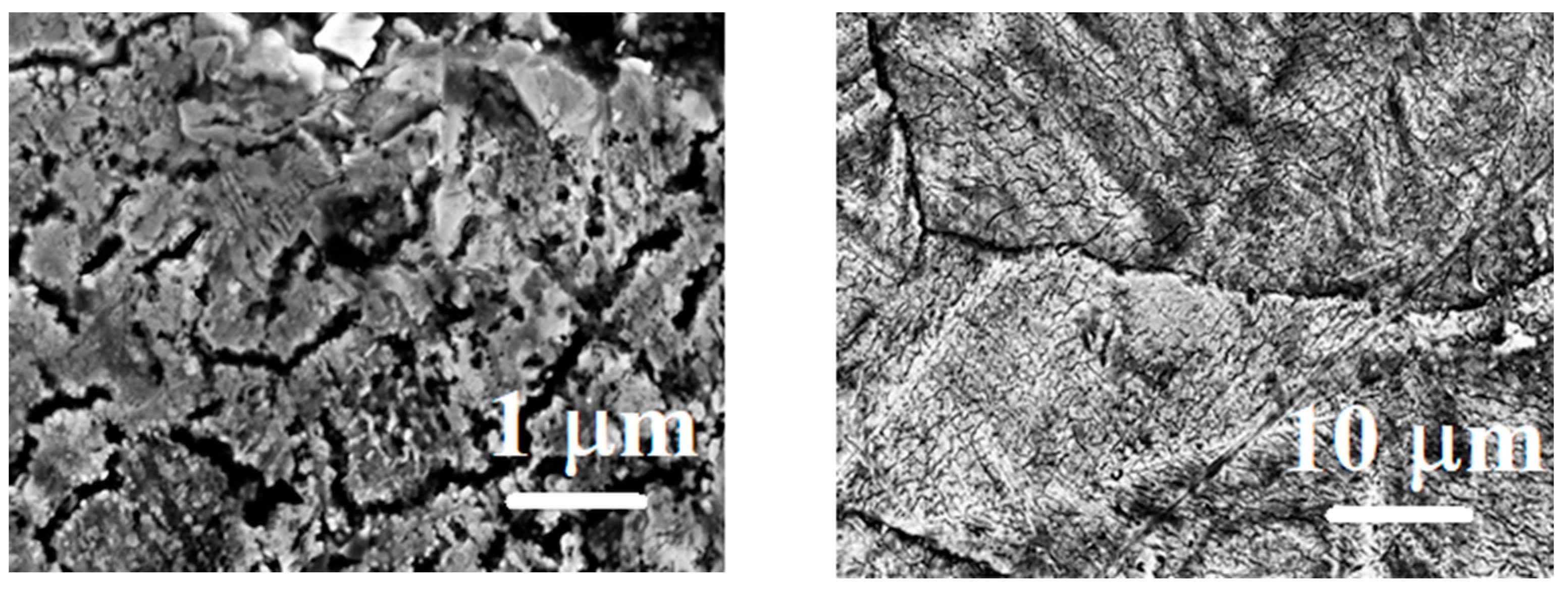
3.5. Structure and Microhardness of the Nitrocarburized Layer
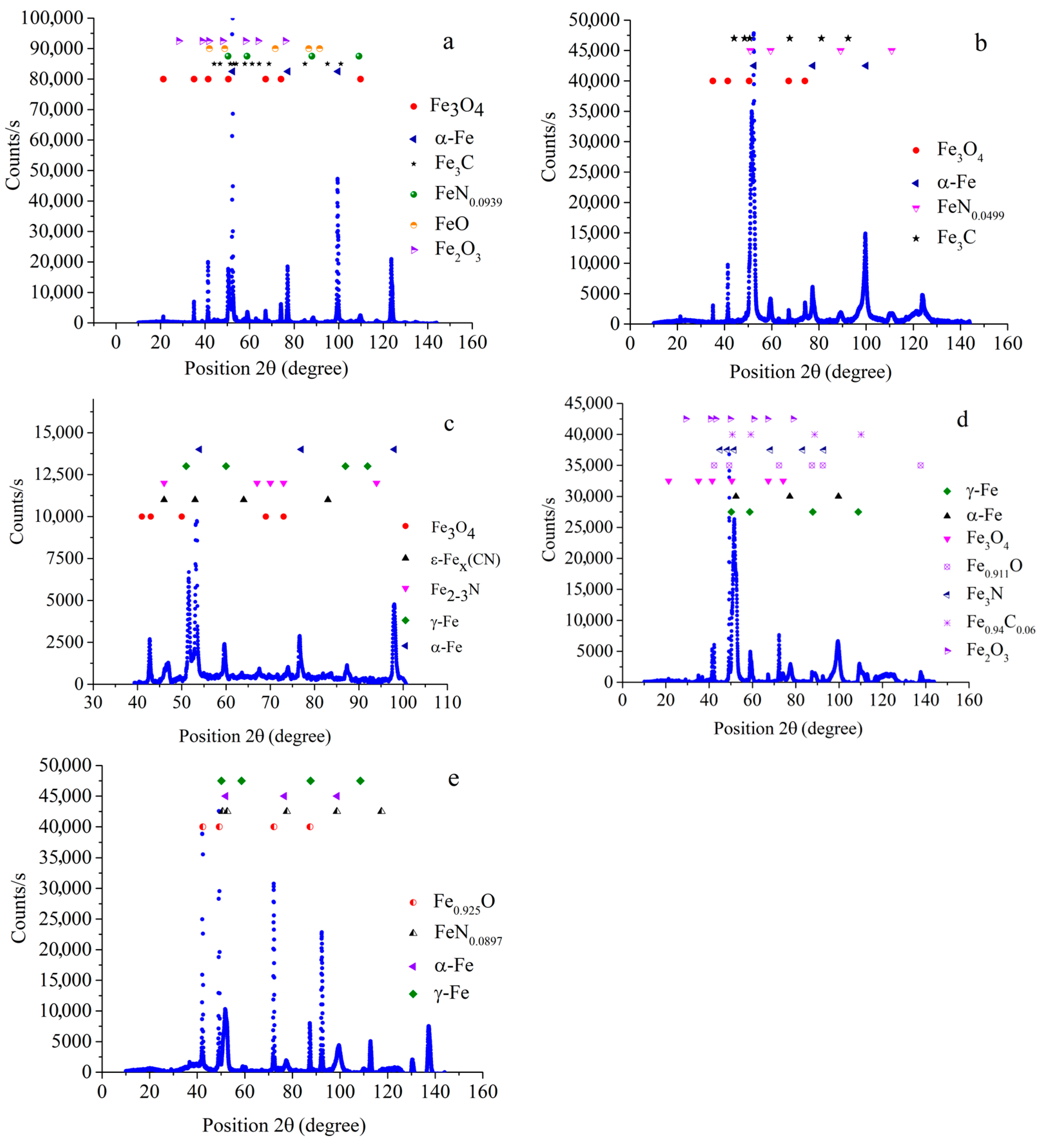
3.6. Phase Composition of the Nitrocarburized Surface
4. Discussion
5. Conclusions
- (a)
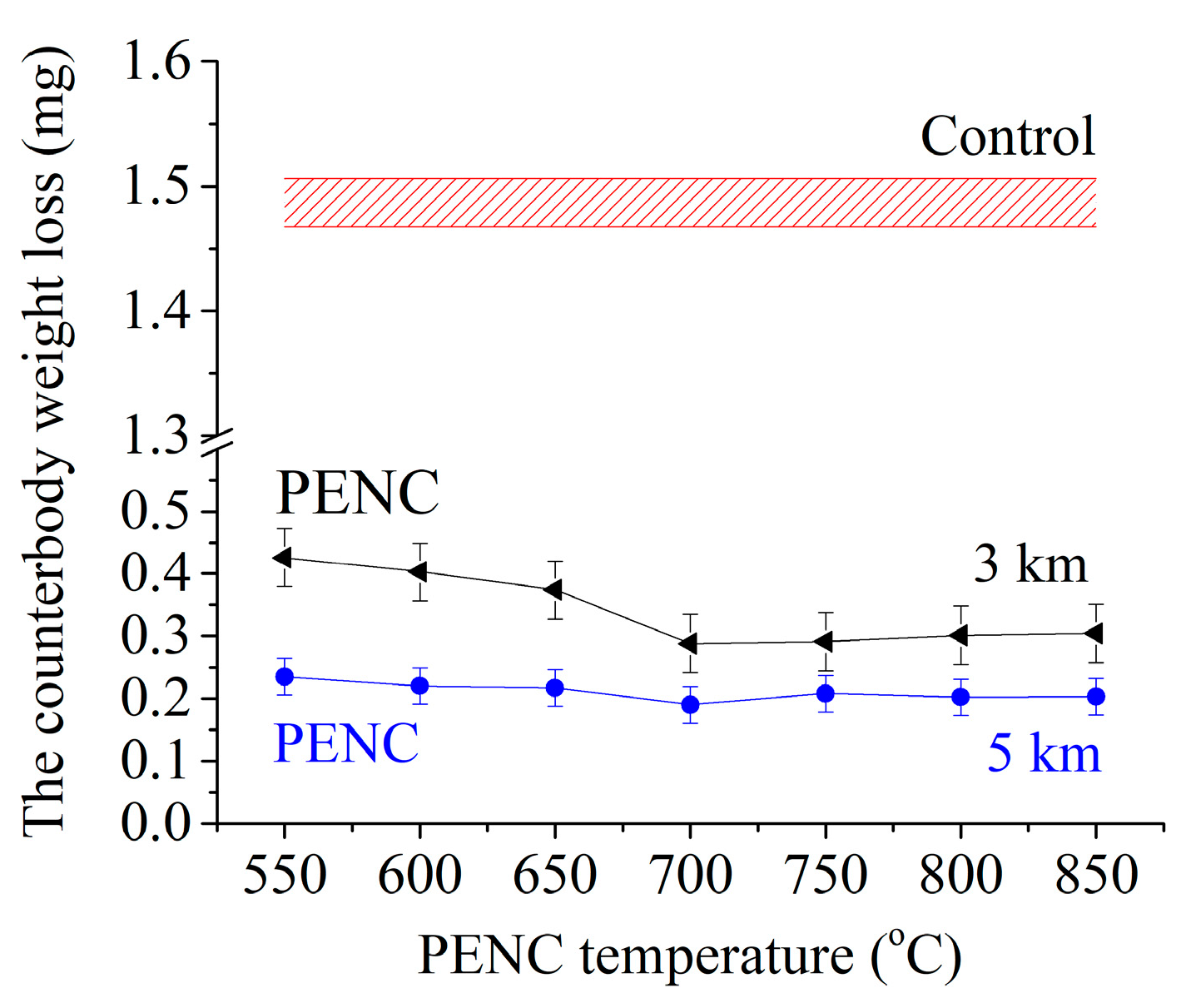
- It is shown that PENC of medium carbon steel in a carbamide-based electrolyte solution at temperatures from 550 to 850 °C reduces the friction coefficient and wear of the rubbing parts while working with bronze. PENC of the steel surface increases the contact stiffness and wear resistance of the steel–bronze friction pair.
- (b)
- The coefficient of friction and wear of the sample and the counterbody decrease as the sliding distance increases. The minimum values of the coefficient of friction and wear were registered at the end of the fifth kilometer of friction distance.
- (c)
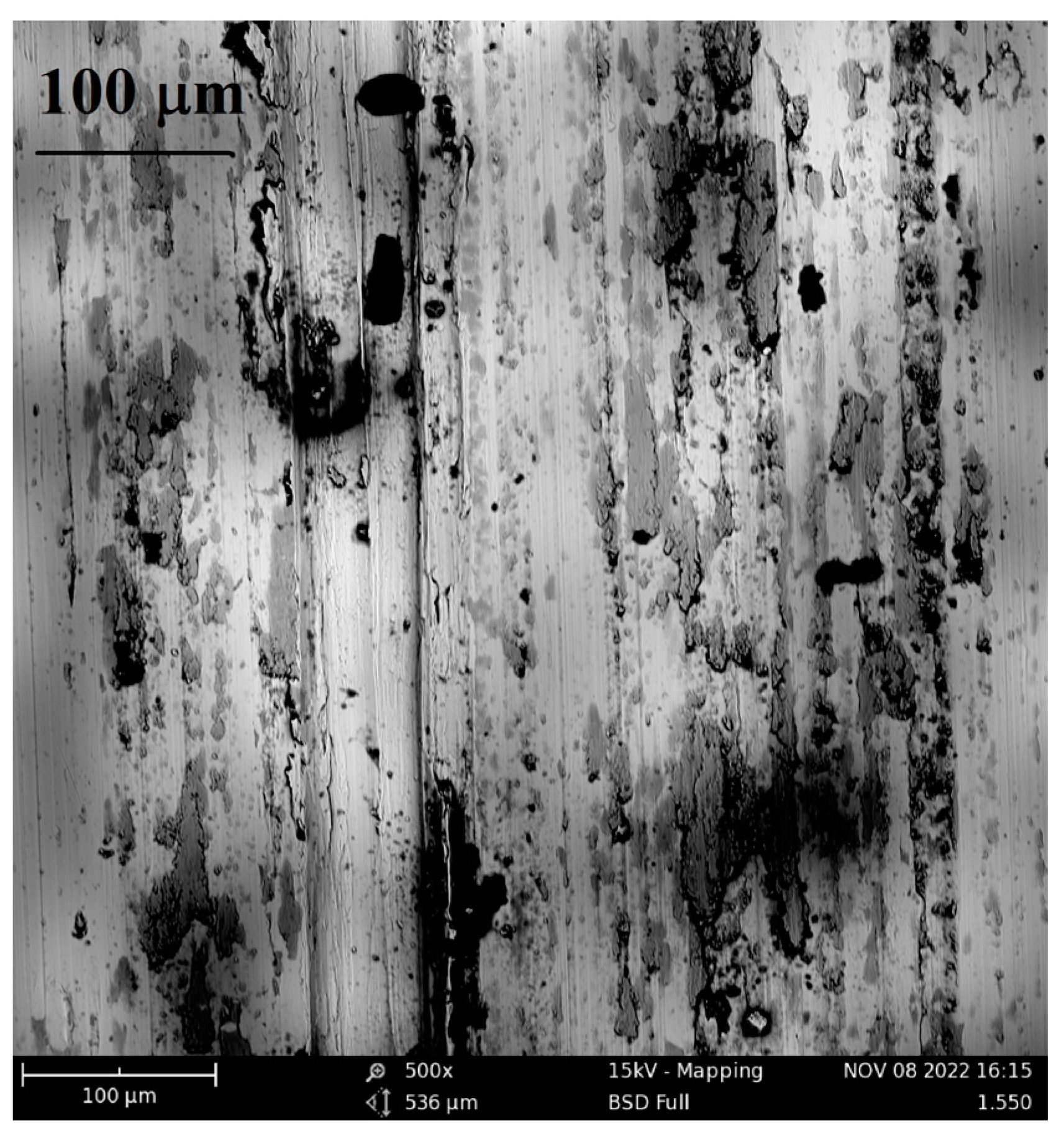
- The change in the tribological characteristics of the friction pair with increasing sliding distance is explained by the structure and phase composition of gradually abraded layers. The high hardness of the hardened zone, combined with the influence of dispersed iron nitrides and carbonitrides distributed in it, ensures a minimum coefficient of friction and wear of both of the rubbing parts at the fourth and fifth kilometers of the test.
- (d)
- Within the tribological tests, the type of wear was found to be fatigue in dry friction conditions with plastic contact.
- (e)
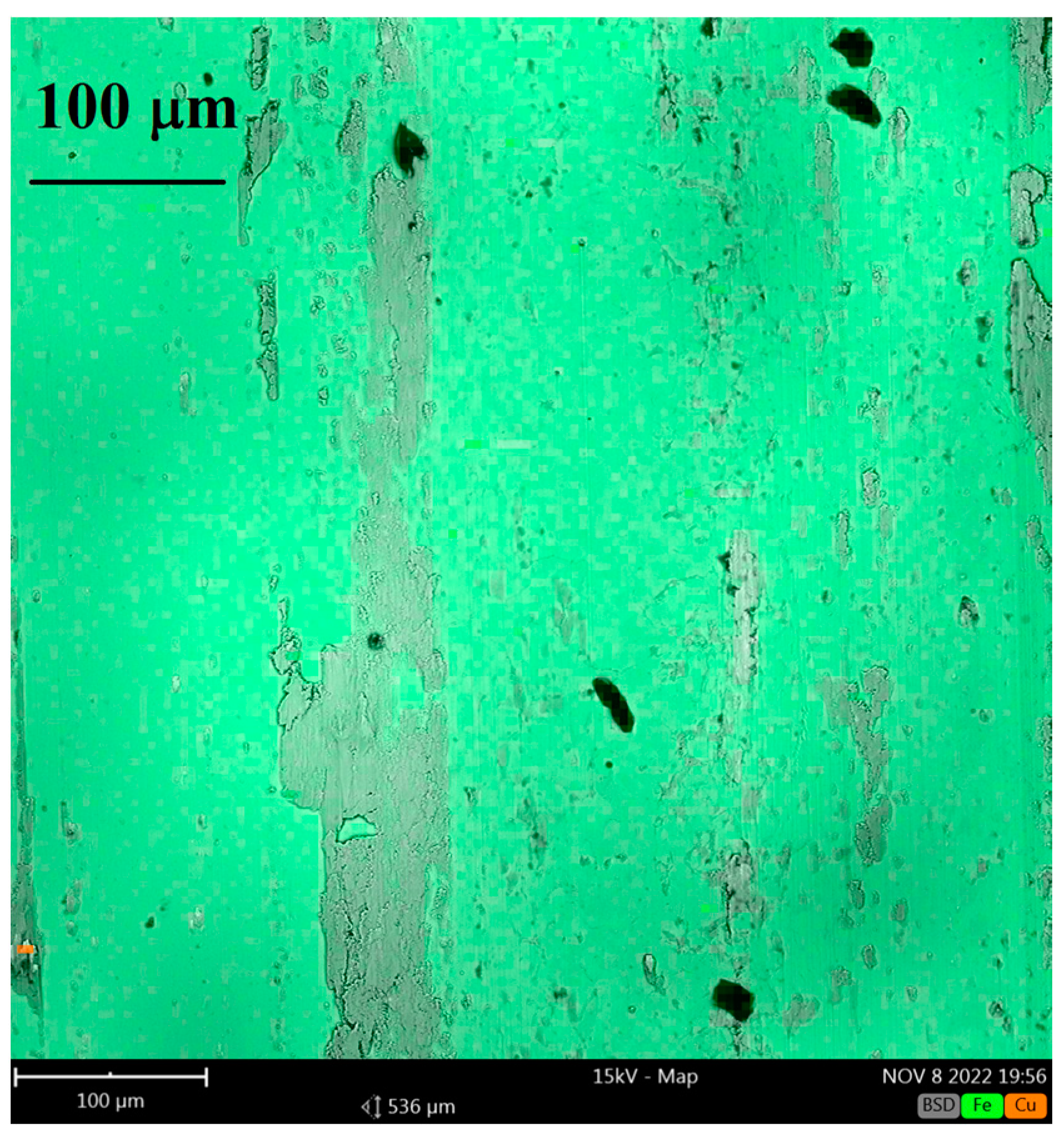
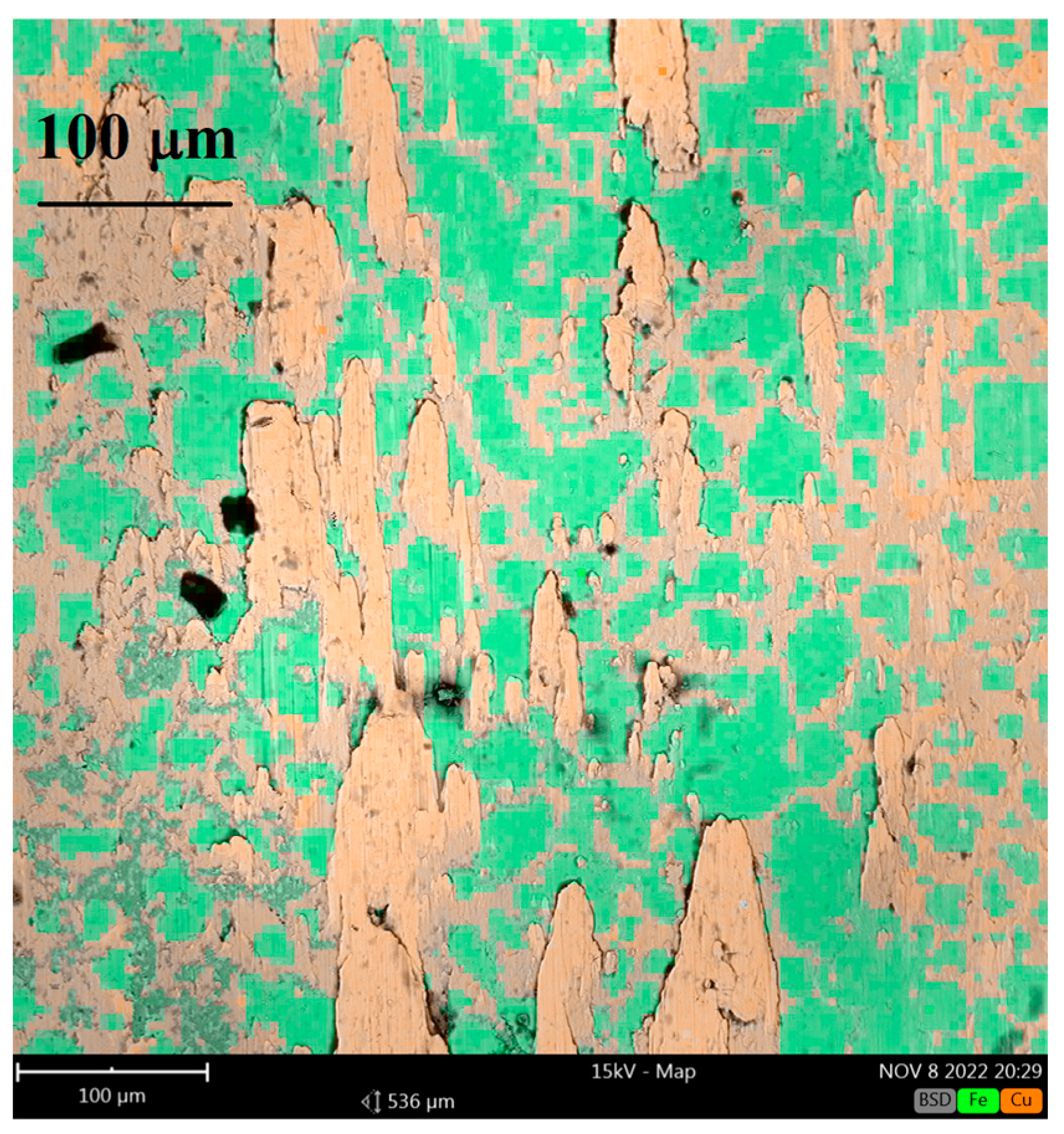
- The optimal PENC mode providing the lowest values of both the coefficient of friction and weight loss of the rubbing parts was established. The 700 °C PENC sample demonstrated a final coefficient of friction of 0.261, which is 2.3 less than that of an untreated reference sample, while wear was 24.9 times less. Over the last 2 km of the test, the counterbody lost 5.9 times less weight in comparison with the reference pair. The contact stiffness after PENC at 700 °C was 2.6 times greater than in a friction pair with an untreated sample. The high tribological properties of the 700 °C PENC sample are explained by the high microhardness of the surface without copper transfer in the friction contact zone and by the iron nitrides and carbonitrides distributed over the modified layer.
- (f)
- The optimum value has been established, which provides the minimum values of both the friction coefficient and weight loss of the sample and the counterbody at any test kilometer.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shugurov, A.R.; Kuzminov, E.D. Mechanical and tribological properties of Ti-Al-Ta-N/TiAl and Ti-Al-Ta-N/Ta multilayer coatings deposited by DC magnetron sputtering. Surf. Coat. Technol. 2022, 441, 128582. [Google Scholar] [CrossRef]
- Mora-Sanchez, H.; Pixner, F.; Buzolin, R.; Mohedano, M.; Arrabal, R.; Warchomicka, F.; Matykina, E. Combination of Electron Beam Surface Structuring and Plasma Electrolytic Oxidation for Advanced Surface Modification of Ti6Al4V Alloy. Coatings 2022, 12, 1573. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Macdonald, D.D.; Matykina, E.; Parfenov, E.V.; Egorkin, V.S.; Curran, J.A.; Troughton, S.C.; Sinebryukhov, S.L.; Gnedenkov, S.V.; Lampke, T.; et al. Review of plasma electrolytic oxidation of titanium substrates: Mechanism, properties, applications and limitations. Appl. Surf. Sci. Adv. 2021, 5, 100121. [Google Scholar] [CrossRef]
- Aubakirova, V.R.; Astanin, V.V.; Butorin, A.V.; Parfenov, E.V. Modelling the Electromagnetic Field of an Electrolyzer during Plasma Electrolytic Oxidation. In Proceedings of the 2021 International Conference on Electrotechnical Complexes and Systems, Ufa, Russian Federation, 16–18 November 2021. [Google Scholar] [CrossRef]
- Usmaniya, N.; Radhakrishna Pillai, S.; Palanivel, M.; Lingamaneni, R.K.; Nagumothu, R. Effect of polycaprolactone coating on the corrosion and biological characteristics of plasma electrolytic oxidised ZM21 magnesium alloy. Surf. Coat. Technol. August 2023, 471, 129915. [Google Scholar] [CrossRef]
- Aubakirova, V.; Gunderov, D.; Farrakhov, R.; Khalilov, L.; Parfenov, E. Influence of PEO Electrolyzer Geometry on Current Density Distribution and Resultant Coating Properties on Zr-1Nb Alloy. Materials 2023, 16, 3377. [Google Scholar] [CrossRef] [PubMed]
- Aubakirova, V.; Farrakhov, R.; Astanin, V.; Sharipov, A.; Gorbatkov, M.; Parfenov, E. Plasma Electrolytic Oxidation of Zr-1%Nb Alloy: Effect of Sodium Silicate and Boric Acid Addition to Calcium Acetate-Based Electrolyte. Materials 2022, 15, 2003. [Google Scholar] [CrossRef] [PubMed]
- Parfenova, L.V.; Galimshina, Z.R.; Gil’fanova, G.U.; Parfenov, E.V.; Valiev, R.Z. Modeling of Biological Activity of PEO-Coated Titanium Implants with Conjugates of Cyclic RGD Peptide with Amino Acid Bisphosphonates. Materials 2022, 15, 8120. [Google Scholar] [CrossRef] [PubMed]
- Mukaeva, V.R.; Farrakhov, R.G.; Sharipov, A.E.; Mescheryakova, E.S.; Parfenov, E.V. Comparison of PEO-coatings of zirconium alloy in calcium acetate-based electrolytes. AIP Conf. Proc. 2021, 2402, 020059. [Google Scholar] [CrossRef]
- Kusmanov, S.A.; Tambovskii, I.V.; Korableva, S.S.; Mukhacheva, T.L.; D’yakonova, A.D.; Nikiforov, R.V.; Naumov, A.R. Wear resistance increase in Ti6Al4V titanium alloy using a cathodic plasma electrolytic nitriding. Surf. Eng. Appl. Electrochem. 2022, 58, 451–455. [Google Scholar] [CrossRef]
- Benkovsky, I.; Tsyntsaru, N.; Silkin, S.; Petrenko, V.; Cesiulis, H.; Dikusar, A. Synthesis Wear and Corrosion of Novel Electrospark and Electrospark–Electrochemical Hybrid Coatings Based on Carbon Steels. Lubricants 2023, 11, 205. [Google Scholar] [CrossRef]
- Likrizon, E.V.; Silkin, S.A.; Dikusar, A.I. Effect of Passive Oxide Film Structure and Surface Temperature on the Rate of Anodic Dissolution of Chromium-Nickel and Titanium Alloys in Electrolytes for Electrochemical Machining: Part 2. Anodic Dissolution of Titanium Alloys in Nitrate and Chloride Solutions. Surf. Eng. Appl. Electrochem. 2023, 59, 255–263. [Google Scholar] [CrossRef]
- Shelekhov, E.V.; Sviridova, T.A. Programs for X-ray analysis of polycrystals. Metal Sci. Heat Treat. 2000, 42, 309–313. [Google Scholar] [CrossRef]
- Grazulis, S.; Chateigner, D.; Downs, R.T.; Yokochi, A.T.; Le Bail, A. Crystallography open database—An open-access collection of crystal structures. J. Appl. Cryst. 2009, 42, 726–729. [Google Scholar] [CrossRef] [PubMed]
- Kragelsky, I.V.; Dobychin, M.N.; Kombalov, V.S. Friction and Wear Calculation Methods; Pergamon Press Ltd.: Oxford, UK, 1982; Available online: https://books.google.ru/books?id=QLcgBQAAQBAJ&hl=ru (accessed on 24 May 2023).
- Demkin, N.B.; Izmailov, V.V. Surface topography and properties frictional contacts. Trib. Int. 1991, 24, 21–24. [Google Scholar] [CrossRef]
- National Standard of the Russian Federation. Geometrical Product Specifications (GPS). Moscow, Standartinform. 2015. Available online: http://docs.cntd.ru/document/1200116337 (accessed on 1 January 2022).
- Mukhacheva, T.L.; Belkin, P.N.; Dyakov, I.G.; Kusmanov, S.A. Wear mechanism of medium carbon steel after its plasma electrolytic nitrocarburising. Wear 2020, 462–463, 203516. [Google Scholar] [CrossRef]
- Matlin, M.M.; Kazankina, E.M.; Kazankin, V.A. Calculation of the actual contact area between a single microasperity and the smooth surface of a part when the hardnesses of their materials are similar. J. Frict. Wear 2011, 32, 140. [Google Scholar] [CrossRef]
- Kragelsky, I.V.; Mihin, N.M. Friction Units of Machines: Reference; Engineering Manufacture: Moscow, Russia, 1984. [Google Scholar]
- Van Voorthuysen, E.D.M.; Boerma, D.O.; Chechenin, N.C. Low-temperature extension of the Lehrer diagram and the iron-nitrogen phase diagram. Metall. Mater. Trans. A 2002, 33, 2593–2598. [Google Scholar] [CrossRef]
- Izmailov, V.V.; Novoselova, M.V. On the Temperature Dependence of the Frictional Characteristics of a Metal Contact. J. Frict. Wear 2022, 43, 174–179. [Google Scholar] [CrossRef]
- Izmailov, V.V.; Barchukov, D.A.; Novoselova, M.V.; Afanasieva, L.E. Surface Microgeometry and Microstructure of the Gas Laser Cut of a Two-Layer Steel Material. J. Frict. Wear 2021, 42, 290–295. [Google Scholar] [CrossRef]
- Rachishkin, A.A.; Sutyagin, O.V.; Izmailov, V.V. Study of the Electric Resistance of Contact of Frictional Technical Surfaces by Computer-Aided Simulation. J. Frict. Wear 2021, 42, 193–198. [Google Scholar] [CrossRef]
- Afanasieva, L.E.; Izmailov, V.V.; Novoselova, M.V. Microscopic Images and Microstructure of High-Speed Steel Surface after Gas-Laser Cutting. J. Surf. Investig. 2021, 15, 471–477. [Google Scholar] [CrossRef]
- Drozdova, E.; Chernogorova, O.; Izmailov, V. Electrotribological properties of metal composite materials reinforced with nanostructural carbon particles. Int. J. Nanotechnol. 2021, 18, 803–811. [Google Scholar] [CrossRef]
- Fang, Z.; He, L.; Wang, J.; Betsofen, S.; Tashlykova-Bushkevich, I.I. Effect of I-Phase on Microstructure and Corrosion Resistance of Mg-8.5Li-6.5Zn-1.2Y Alloy. Materials 2023, 16, 3007. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Untreated (Control) | PENC Temperature (°C) | ||||||
|---|---|---|---|---|---|---|---|---|
| 550 | 600 | 650 | 700 | 750 | 800 | 850 | ||
| r (μm) | 67 ± 2 | 39 ± 1 | 43 ± 1 | 58 ± 1 | 155 ± 4 | 153 ± 4 | 127 ± 3 | 147 ± 4 |
| h (μm) | 6.4 ± 0.2 | 3.6 ± 0.1 | 3.8 ± 0.1 | 3.9 ± 0.1 | 2.5 ± 0.1 | 2.8 ± 0.1 | 2.9 ± 0.1 | 2.6 ± 0.1 |
| Δ | 0.88 ± 0.05 | 0.29 ± 0.02 | 0.28 ± 0.02 | 0.30 ± 0.02 | 0.10 ± 0.01 | 0.11 ± 0.01 | 0.10 ± 0.01 | 0.11 ± 0.01 |
| Kp | 16.8 ± 5.7 | 5.2 ± 0.2 | 4.1 ± 0.2 | 2.8 ± 0.1 | 1.4 ± 0.1 | 3.1 ± 0.1 | 2.1 ± 0.1 | 1.9 ± 0.1 |
| j (MPa/μm) | 0.045 ± 0.001 | 0.080 ± 0.002 | 0.076 ± 0.002 | 0.074 ± 0.002 | 0.116 ± 0.003 | 0.103 ± 0.003 | 0.100 ± 0.003 | 0.111 ± 0.003 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borisov, A.; Mukhacheva, T.; Kusmanov, S.; Suminov, I.; Podrabinnik, P.; Meleshkin, Y.; Grigoriev, S. The Effect of Plasma–Electrolytic Nitrocarburizing of a Medium Carbon Steel Surface on Friction and Wear in Pair with Tin–Lead Bronze. Metals 2023, 13, 1731. https://doi.org/10.3390/met13101731
Borisov A, Mukhacheva T, Kusmanov S, Suminov I, Podrabinnik P, Meleshkin Y, Grigoriev S. The Effect of Plasma–Electrolytic Nitrocarburizing of a Medium Carbon Steel Surface on Friction and Wear in Pair with Tin–Lead Bronze. Metals. 2023; 13(10):1731. https://doi.org/10.3390/met13101731
Chicago/Turabian StyleBorisov, Anatoly, Tatiana Mukhacheva, Sergei Kusmanov, Igor Suminov, Pavel Podrabinnik, Yaroslav Meleshkin, and Sergey Grigoriev. 2023. "The Effect of Plasma–Electrolytic Nitrocarburizing of a Medium Carbon Steel Surface on Friction and Wear in Pair with Tin–Lead Bronze" Metals 13, no. 10: 1731. https://doi.org/10.3390/met13101731
APA StyleBorisov, A., Mukhacheva, T., Kusmanov, S., Suminov, I., Podrabinnik, P., Meleshkin, Y., & Grigoriev, S. (2023). The Effect of Plasma–Electrolytic Nitrocarburizing of a Medium Carbon Steel Surface on Friction and Wear in Pair with Tin–Lead Bronze. Metals, 13(10), 1731. https://doi.org/10.3390/met13101731