
Metal-Cored Arc Welding of I-Profile Structure: Numerical Calculation and Experimental Measurement of Residual Stresses

 , , , ,
, , , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Metal-Cored Arc Welding Process in Brief
3. Experimental Investigations
4. Welding Numerical Simulation
5. Results and Discussion
6. Conclusions
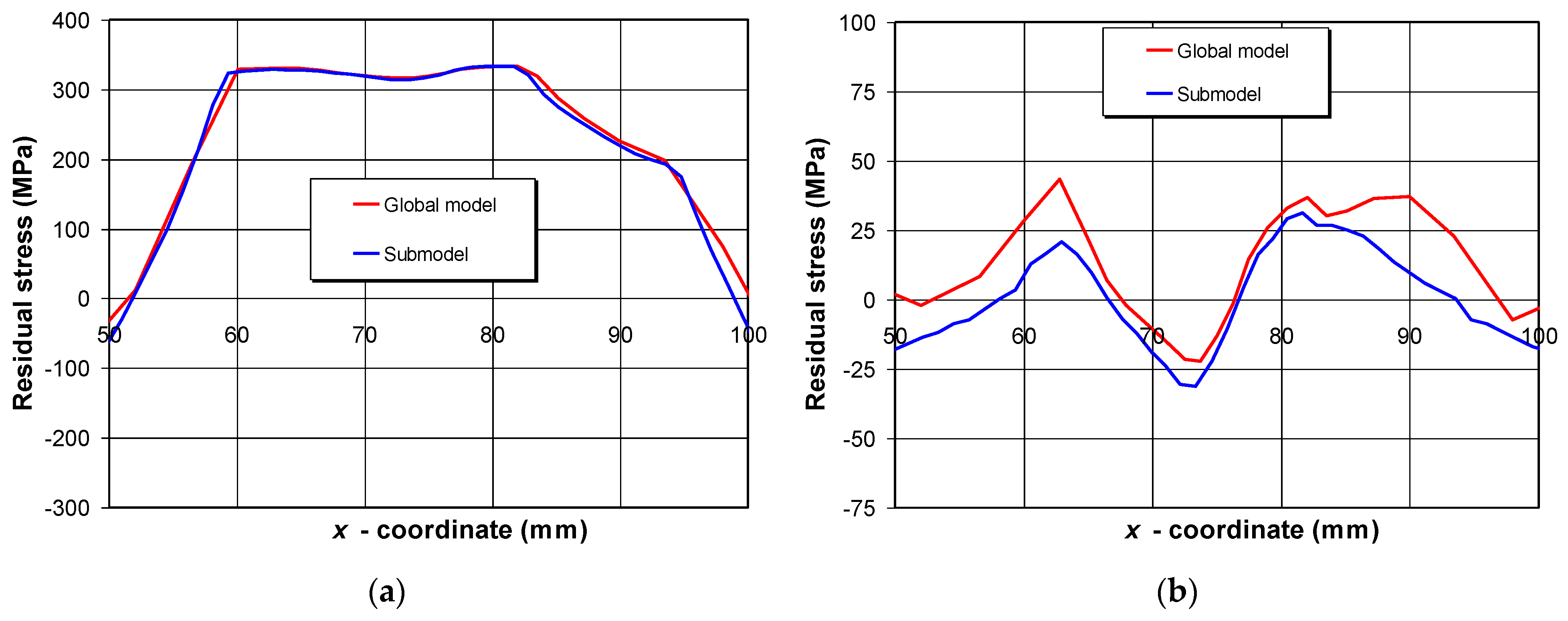
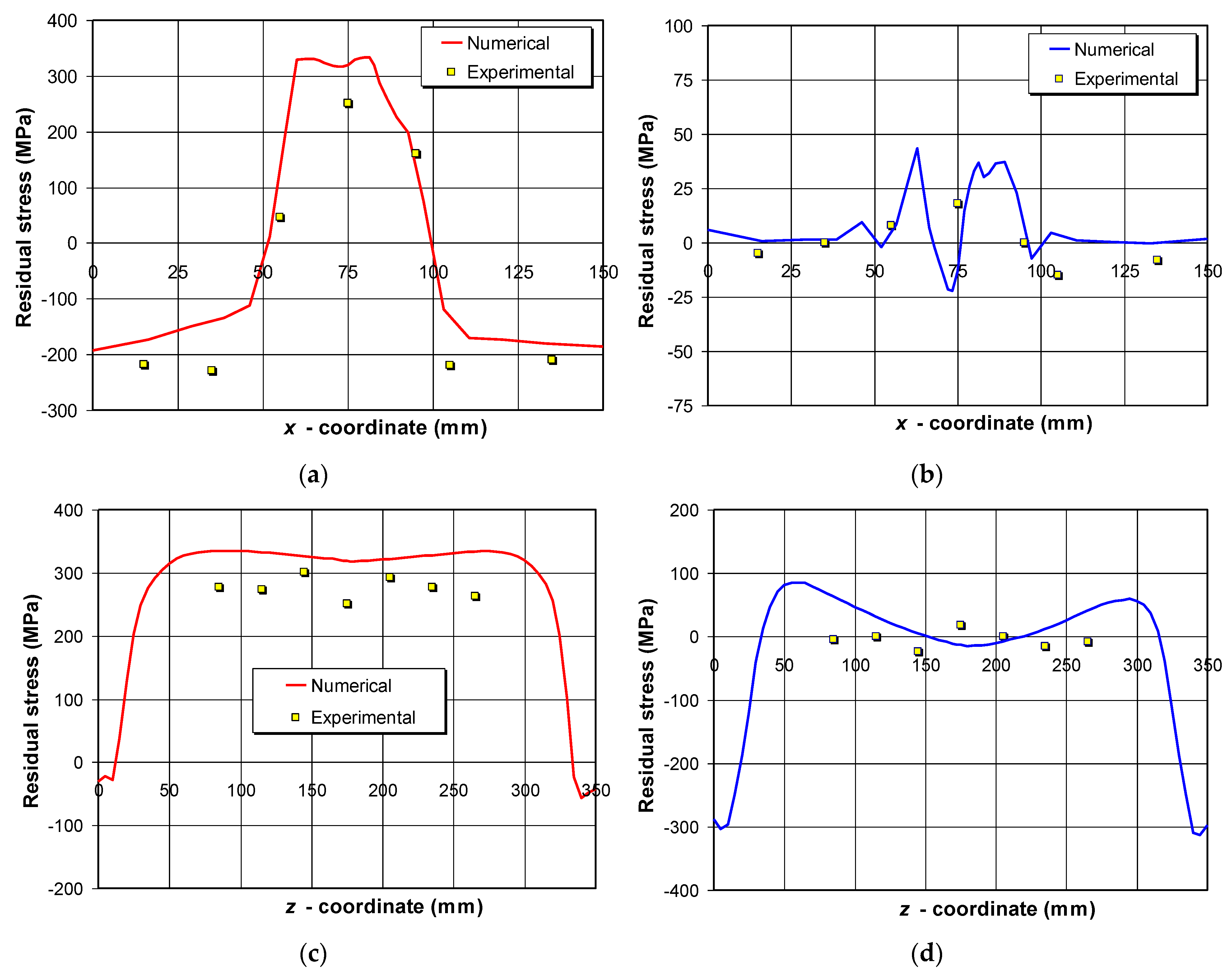
- Longitudinal residual stresses are dominant in the weld zone and the immediate vicinity and are tensile in nature. Moving away from the weld zone, tensile residual stresses change to compressive stresses toward the ends of the plates;
- Transversal residual stresses appear in the weld zone and its immediate vicinity, and completely disappear towards the ends of the plate;
- Residual stresses on the upper surface of the I-profile are almost identical to the stresses on the lower surface since the time between the weld passes is long enough for the material to cool down significantly;
- The experimental results obtained by the X-ray method are in good correlation with the numerical results;
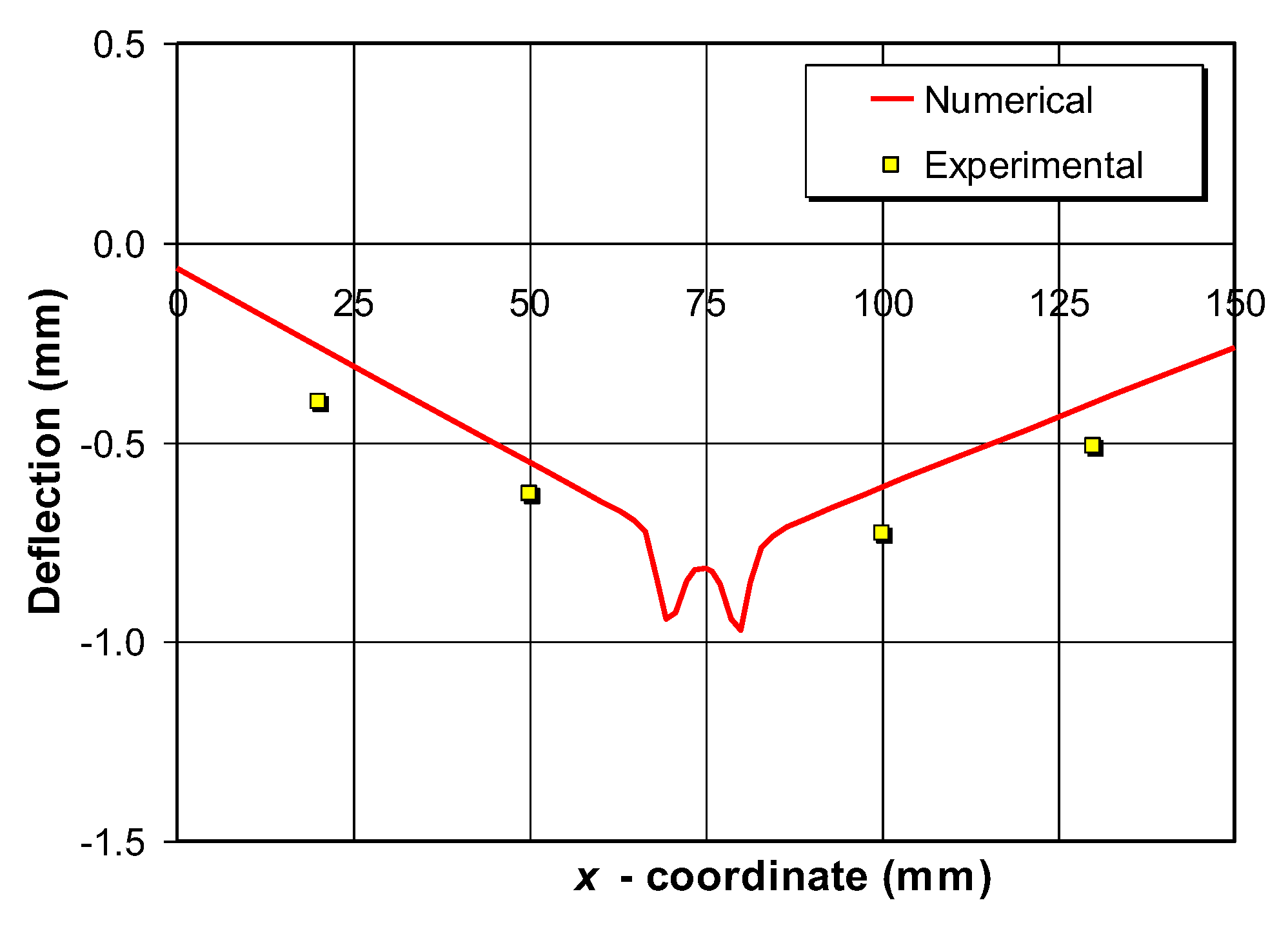
- The experimental results obtained by the 3D scan deflections follow the numerical results well.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kik, T.; Moravec, J.; Švec, M. Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials 2020, 13, 5289. [Google Scholar] [CrossRef] [PubMed]
- Lorza, R.L.; García, R.E.; Martinez, R.F.; Martinez Calvo, M.Á. Using Genetic Algorithms with Multi-Objective Optimization to Adjust Finite Element Models of Welded Joints. Metals 2018, 8, 230. [Google Scholar] [CrossRef]
- Baruah, S.; Singh, I.V. A framework based on nonlinear FE simulations and artificial neural networks for estimating the thermal profile in arc welding. Finite Elem. Anal. Des. 2023, 226, 104024. [Google Scholar] [CrossRef]
- Zhou, Z.; Cai, S.; Chi, Y.; Wei, L.; Zhang, Y. Numerical analysis and experimental investigation of residual stress and properties of T-joint by a novel in-situ laser shock forging and arc welding. J. Manuf. Process. 2023, 104, 164–176. [Google Scholar] [CrossRef]
- Ghafouri, M.; Amraei, M.; Pokka, A.P.; Björk, T.; Larkiola, J.; Piili, H.; Zhao, X.L. Mechanical properties of butt-welded ultra-high strength steels at elevated temperatures. J. Constr. Steel Res. 2022, 198, 107499. [Google Scholar] [CrossRef]
- Neuvonen, R.; Peltoniemi, T.; Skriko, T.; Ghafouri, M.; Amraei, M.; Ahola, A.; Björk, T. The effects of geometric and metallurgical constraints on ultra-high strength steel weldments. Structures 2023, 56, 104900. [Google Scholar] [CrossRef]
- Sun, J.; Dilger, K. Reliability analysis of thermal cycles method on the prediction of residual stresses in arc-welded ultra-high strenghth steels. Int. J. Therm. Sci. 2023, 185, 108085. [Google Scholar] [CrossRef]
- Sepe, R.; Giannella, V.; Greco, A.; De Luca, A. FEM Simulation and Experimental Tests on the SMAW Welding of a Dissimilar T-Joint. Metals 2021, 11, 1016. [Google Scholar] [CrossRef]
- Božić, Ž.; Schmauder, S.; Wolf, H. The effect of residual stresses on fatigue crack propagation in welded stiffened panels. Eng. Fail. Anal. 2018, 84, 346–357. [Google Scholar] [CrossRef]
- Gadallah, R.; Murakawa, H.; Shibahara, M. Investigation of thickness and welding residual stress effects on fatigue crack growth. J. Constr. Steel Res. 2023, 201, 107760. [Google Scholar] [CrossRef]
- Dong, P.; Song, S.; Zhang, J. Analysis of residual stress relief mechanisms in post-weld heat treatment. Int. J. Press. Vessel. Pip. 2014, 122, 6–14. [Google Scholar] [CrossRef]
- Cozzolino, L.D.; Coules, E.; Colegrove, A.P.; Wen, S. Investigation of post-weld rolling methods to reduce residual stress and distortion. J. Mater. Process. Technol. 2017, 247, 243–256. [Google Scholar] [CrossRef]
- Deng, D.; Zhou, Y.; Bi, T.; Liu, X. Experimental and Numerical Investigations of Welding Distortion Induced by CO2 Gas Arc Welding in Thin-Plate Bead-on Joints. Mater. Des. 2013, 52, 720–729. [Google Scholar] [CrossRef]
- Gannon, L.; Liu, Y.; Pegg, N.; Smith, M. Effect of welding sequence on residual stress and distortion in flat-bar stiffened plates. Mar. Struct. 2010, 23, 375–404. [Google Scholar] [CrossRef]
- Wang, C.; Kim, Y.R.; Kim, Y.W. Comparison of FE models to predict the welding distortion in T-joint gas metal arc welding process. Int. J. Adv. Manuf. Technol. 2014, 18, 1637–1931. [Google Scholar] [CrossRef]
- Shen, J.; Chen, Z. Welding simulation of fillet-welded joint using shell elements with section integration. J. Mater. Process. Technol. 2014, 214, 2529–2536. [Google Scholar] [CrossRef]
- Kung, C.L.; Hung, C.K.; Hsu, S.M.; Chen, C.Y. Residual Stress and Deformation Analysis in Butt Welding on 6 mm SUS304 Steel with Jig Constraints Using Gas Metal Arc Welding. Appl. Sci. 2017, 7, 982. [Google Scholar] [CrossRef]
- Ghafouri, M.; Ahola, A.; Ahn, J.; Björk, T. Welding-induced stresses and distortion in high-strength steel T-joints: Numerical and experimental study. J. Constr. Steel Res. 2022, 189, 107088. [Google Scholar] [CrossRef]
- Perić, M.; Nižetić, S.; Garašić, I.; Gubeljak, N.; Vuherer, T.; Tonković, Z. Numerical Calculation and Experimental Measurement of Temperatures and Welding Residual Stresses in a Thick-Walled T-Joint Structure. J. Therm. Anal. Calorim. 2020, 141, 313–322. [Google Scholar] [CrossRef]
- Raftar, H.R.; Ahola, A.; Lipiäinen, K.; Björk, T. Simulation and experiment on residual stress and deflection of cruciform welded joints. J. Constr. Steel Res. 2023, 208, 108023. [Google Scholar] [CrossRef]
- Chen, B.Q.; Guedes Soares, C. Effects of plate configurations on the weld induced deformations and strength of fillet-welded plates. Mar. Struct. 2016, 50, 243–259. [Google Scholar] [CrossRef]
- Li, G.; Feng, G.; Wang, C.; Hu, L.; Li, T.; Deng, D. Prediction of Residual Stress Distribution in NM450TP Wear-Resistant Steel Welded Joints. Crystals 2022, 12, 1093. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Kamaraj, M. Metal-cored arc welding process for joining of modified 9Cr-1Mo (P91) steel. J. Manuf. Process. 2013, 15, 542–548. [Google Scholar] [CrossRef]
- Perić, M.; Garašić, I.; Štefok, M.; Jurica, M.; Osman, K.; Čikić, A.; Busija, Z. Numerical and experimental analysis of residual stresses in a metal-cored arc welded I-profile. In Proceedings of the 2023 8th International Conference on Smart and Sustainable Technologies (SpliTech), Split/Bol, Croatia, 20–23 June 2023; pp. 1–4. [Google Scholar] [CrossRef]
- Yadav, G.P.K.; Bandhu, D.; Krishna, B.V.; Gupta, N.; Jha, P.; Vora, J.J.; Mishra, S.; Saxena, K.K.; Salem, K.H.; Abdullaev, S.S. Exploring the potential of metal-cored filler wire in gas metal arc welding for ASME SA387-Gr.11-Cl.2 steel joints. J. Adhes. Sci. Technol. 2023; in press. [Google Scholar] [CrossRef]
- Bui, V.B.; Trinh, N.Q.; Tashiro, S.; Suga, T.; Kakizaki, T.; Yamazaki, K.; Lersvanichkool, A.; Murphy, A.; Tanaka, M. Individual Effects of Alkali Element and Wire Structure on Metal Transfer Process in Argon Metal-Cored Arc Welding. Materials 2023, 16, 3053. [Google Scholar] [CrossRef]
- Perić, M.; Garašić, I.; Gubeljak, N.; Tonković, Z.; Nižetić, S.; Osman, K. Numerical Simulation and Experimental Measurement of Residual Stresses in a Thick-Walled Buried-Arc Welded Pipe Structure. Metals 2022, 12, 1102. [Google Scholar] [CrossRef]
- Lin, J.; Ma, N.; Lei, Y.; Murakawa, H. Measurement of residual stress in arc welded lap joints by cosα X-ray diffraction method. J. Mater. Process. Technol. 2017, 243, 387–394. [Google Scholar] [CrossRef]
- Hensel, J.; Nitschke-Pagel, T.; Dilger, K. On the effects of austenite phase transformation on welding residual stresses in non-load carrying longitudinal welds. Weld. World 2015, 59, 179–190. [Google Scholar] [CrossRef]
- Sun, J.; Hensel, J.; Köhler, M.; Dilger, K. Residual stress in wire and arc additively manufactured aluminum components. J. Manuf. Process. 2021, 65, 97–111. [Google Scholar] [CrossRef]
- Mašović, R.; Čular, I.; Vučković, K.; Žeželj, D.; Breški, T. Gear Geometry Inspection Based on 3D Optical Scanning: Worm Wheel Case Study. In Proceedings of the 2021 12th International Conference on Mechanical and Aerospace Engineering (ICMAE), Athens, Greece, 16–19 July 2021. [Google Scholar] [CrossRef]
- Kong, W.; Huang, W.; Liu, X.; Wei, Y. Experimental and numerical study on welding temperature field by double-sided submerged arc welding for orthotropic steel deck. Structures 2023, 56, 104943. [Google Scholar] [CrossRef]
- Meena, P.; Anant, R. On the Interaction to Thermal Cycle Curve and Numerous Theories of Failure Criteria for Weld-Induced Residual Stresses in AISI304 Steel using Element Birth and Death Technique. J. Mater. Eng. Perform. 2023; in press. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Garašić, I.; Perić, M.; Tonković, Z.; Jurica, M.; Štefok, M.; Kik, T. Analysis of geometrical parameters for modification of Goldak heat source model in MCAW using Ar-CO2-O2 mixtures. In Proceedings of the 2023 8th International Conference on Smart and Sustainable Technologies (SpliTech), Split/Bol, Croatia, 20–23 June 2023; pp. 1–4. [Google Scholar] [CrossRef]
- Bhatti, A.; Barsoum, Z.; Murakawa, H.; Barsoum, I. Influence of thermo-mechanical material properties of different steel grades on welding residual stresses and angular distortion. Mater. Des. 2015, 65, 878–889. [Google Scholar] [CrossRef]
- Trupiano, S.; Belardi, V.G.; Fanelli, P.; Gaetani, L.; Vivio, F. A novel modeling approach for multi-passes butt-welded plates. J. Therm. Stress. 2021, 44, 829–849. [Google Scholar] [CrossRef]
- Deng, D. FEM Prediction of Welding Residual Stress and Distortion in Carbon Steel Considering Phase Transformation Effects. Mater. Des. 2009, 30, 359–366. [Google Scholar] [CrossRef]
- Wang, Y.; Feng, G.; Pu, X.; Deng, D. Influence of welding sequence on residual stress distribution and deformation in Q345 steel H-section butt-welded joint. J. Mater. Res. Technol. 2021, 13, 144–153. [Google Scholar] [CrossRef]
- Feng, G.; Wang, H.; Wang, Z.; Deng, D. Numerical Simulation of Residual Stress and Deformation in Wire Arc Additive Manufacturing. Crystals 2022, 12, 803. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perić, M.; Garašić, I.; Štefok, M.; Osman, K.; Čikić, A.; Tonković, Z. Metal-Cored Arc Welding of I-Profile Structure: Numerical Calculation and Experimental Measurement of Residual Stresses. Metals 2023, 13, 1766. https://doi.org/10.3390/met13101766
Perić M, Garašić I, Štefok M, Osman K, Čikić A, Tonković Z. Metal-Cored Arc Welding of I-Profile Structure: Numerical Calculation and Experimental Measurement of Residual Stresses. Metals. 2023; 13(10):1766. https://doi.org/10.3390/met13101766
Chicago/Turabian StylePerić, Mato, Ivica Garašić, Mislav Štefok, Krešimir Osman, Ante Čikić, and Zdenko Tonković. 2023. "Metal-Cored Arc Welding of I-Profile Structure: Numerical Calculation and Experimental Measurement of Residual Stresses" Metals 13, no. 10: 1766. https://doi.org/10.3390/met13101766
APA StylePerić, M., Garašić, I., Štefok, M., Osman, K., Čikić, A., & Tonković, Z. (2023). Metal-Cored Arc Welding of I-Profile Structure: Numerical Calculation and Experimental Measurement of Residual Stresses. Metals, 13(10), 1766. https://doi.org/10.3390/met13101766