Abstract
Ni-based composite coatings reinforced by high-entropy intermetallic compounds (HEICs) were prepared by detonation spraying (DS) on low alloy steel substrates. To this end, first (Ti-Nb)(V-Cr-Ni-Fe) and Al3(TiZrNbCrHfTa) HEIC powders were fabricated by arc melting followed by ball milling. The as-milled HEIC powders were then employed as reinforcement particles to prepare Ni-7wt.% HEIC composite coatings. The average particle size of the (Ti-Nb)(V-Cr-Ni-Fe) and Al3(TiZrNbCrHfTa) HEIC powders were 18 and 35 µm, respectively, while the average particle size of the Ni powder was 56 µm. (Ti-Nb)(V-Cr-Ni-Fe) exhibited a single hexagonal C14 Laves phase in spite of Ti and Nb segregations. The XRD pattern of Al3(TiZrNbCrHfTa) indicated the presence of a tetragonal D022-type structure along with some minor CrTi and Cr5Al8 phases. The sprayed Ni-7wt.% FeNiCrV-TiNb and Ni-7wt.% Al3(TiZrNbCrHfTa) composite coatings retained crystal structures of the powder mixtures, suggesting proper thermal stability for both powders. The coatings exhibited a dense microstructure consisting of a lamellar microstructure with low porosity and sound bonding with the substrate. The microhardness of Ni-7wt.% FeNiCrV-TiNb (450 HV) was higher than that of Al3(TiZrNbCrHfTa) (338 HV), and it exhibited lower fluctuation than that of Ni-7wt.% Al3(TiZrNbCrHfTa). DS is an effective method to fabricate metal matrix composites reinforced by HEICs with a low level of porosity.
1. Introduction
High-entropy alloys (HEAs) are multicomponent solid solutions consisting of five or more elements with an equiatomic or near equiatomic ratio, in which the constituent atoms randomly fill a disordered crystalline structure [1]. On the other hand, multicomponent alloys consisting of five or more elements with an equiatomic or near equiatomic ratio crystallizing into ordered lattices are called high-entropy intermetallic compounds (HEICs) [2]. HEICs may also be formulated by increasing the configurational entropy of mixing at one sublattice of the ordered AB compounds by creating a multicomponent (A1A2A3A4A5) high-entropy sublattice [3,4,5,6].
HEICs potentially provide an interesting avenue to combining the properties of ordered intermetallic compounds (ICs) and HEAs into a singular material and, hence, to fabricating novel alloys with superior properties compared to those of either conventional ICs or HEAs. Recently, several HEICs with interesting mechanical and functional properties have been developed, which have been reviewed elsewhere [2,7,8,9]. To name a few, the compressive yield strength of 2.25 GPa and the fracture strength of 2.52 GPa have been reported for a non-equiatomic Fe0.75Co0.75Ni0.75Cu0.75TiZrHf HEIC that exhibits a B2-type ordering [10]. Ti16.5Zr17Hf16.5Co16.5Ni16.5Cu17 is another non-equiatomic HEIC with a B2 structure that exhibited a compressive fracture strength of 2.25 GPa and a fracture strain of 8% while showcasing superior thermal stability with a retained strength of about 1.2 GPa as well as a fracture strain of 25% at 873 K [11]. Moreover, a high yield strength of 1.96 GPa and an unprecedented elastic strain limit of about 2% have been observed in B2-Co25Ni25(HfTiZr)50 HEIC [12]. Furthermore, HEICs with L12-type ordering, such as FeCoNiV and its derivative Al0.25FeCoNiV, have been reported to exhibit a combination of a high tensile strength of 1530 MPa and a ductility of 20% [13,14,15]. HEICs with Laves phase, such as TiZrHfNiCu [16] and TiZrVCrNi [17], as well as with other types of ordering, such as the γ-brass D82-type structure in (NiCoFeCuMn)Zn3 and the σ-phase in (Fe0.2Ni0.2Co0.2Cr0.2Mn0.2)(Mo0.5Cr0.5), have also been developed.
Although these HEICs have demonstrated promising properties, with some of them exhibiting relatively good ductility, low ductility still restricts their manufacturing process and hinders their practical applications. Creating composite coatings reinforced by HEICs could be one alternative route to exploit the promising features of HEICs for practical applications. To the best of our knowledge, previous research on HEICs has been focused on the fabrication of bulk HEICs using conventional techniques, such as arc melting and spark plasma sintering [10,17]. However, HEAs have been exploited as both matrix and reinforcement phases for developing metal matrix composite coatings [18,19]. Zou et al. fabricated Al2O3-reinforced FeCoNiCrMn HEA by cold spraying. The composite coating exhibited higher hardness and improved wear resistance compared to the pure FeCoNiCrMn HEA coating [20]. Plasma cladding has also been employed for developing WC-reinforced FeCoCrNi composite coating [21]. It was reported that Fe3W3C carbides with multiple morphology, such as dendrite, massive and fishbone, are evolved in the microstructure of metal matrix coatings. Good retention of WC particles by the HEA matrix was noted, and the best wear resistance was observed at the 60% WC reinforcement phase [21]. Another example is the TiC-reinforced FeCoCrAlCu-based composite coating developed by laser surface alloying [22]. An improved microhardness and specific wear rate of 10.78 GPa and 9.6 × 10−5 mm3/Nm was reported for FeCoCrAlCu-50 wt.%TiC composite coating. Han et al. prepared an Al (6061Al alloy) matrix composite reinforced by CoCrFeNi HEA particles by cold-spray technique [19]. The microstructure of the composite coating was further modified by friction stir processing. The authors found the evolution of a new body-centered cubic phase in diffusion layers. It was revealed that friction stir processing could improve microhardness and the ultimate tensile strength of the cold-sprayed coating by 91% and 60%, respectively [19]. For more information about HEA-based coatings, the readers are referred to the review papers published elsewhere [18,23].
On the other hand, several HEA coatings have been prepared by detonation spraying (DS). Samoilova et al. fabricated an Al0.25CoCrFeNiSi0.6 HEA coating by DS, where the authors observed a low degree of porosity (0.5–1.2%) in a lamellar microstructure [24]. Wu et al. also deposited CoCrFeNiMn HEA coatings on 316 L stainless steel by DS [25]. The microhardness of the as-sprayed coating (~520 HV) first increased to ~551 after annealing at 600 °C and then decreased to ~307 HV after annealing at 900 °C, which was ascribed to the grain growth. The sample annealed at 900 °C exhibited the best wear resistance compared to other samples, owing to the development of strong metallurgical bonding between the splats after high-temperature annealing [25]. Furthermore, a plasma-sprayed high-entropy monoboride (VCrMoWNi)B-Ni2B composite coating with remarkable wear resistance has been recently developed by Zhao et al. [26]. The outstanding wear resistance of this coating has been ascribed to the cooperative effect between the super hardness of high-entropy monoboride (VCrMoWNi)B and the large plastic deformation ability of Ni2B.
Moreover, our group already made some attempts to fabricate HEIC coatings via thermal-spraying techniques, where (NiCoFeCuMn)Zn3 and (NbTaVNiTiFe)Al3 HEICs with a lamellar microstructure, low porosity and sound bonding with substrate were prepared by detonation spraying [27]. However, a lack of ductility in these HEIC coatings makes it difficult to obtain a uniform coating with a desirable thickness. This may also lead to crack initiation and premature failure during working conditions. To overcome these limitations, in this study, we attempt to fabricate Ni-based composite coatings reinforced by (Ti-Nb)(V-Cr-Ni-Fe) and Al3(TiZrNbCrHfTa) HEICs and to study the role of HEICs in the microstructure and mechanical properties of the obtained coatings. It should be noted that these two HEICs have never been used as reinforcement particles to fabricate metal matrix composites, neither as bulk composite material nor as a composite coating. These two HEICs are selected based on our previous studies, where high microhardness value and high oxidation resistance were observed for (Ti-Nb)(V-Cr-Ni-Fe) [28] and Al3(TiZrNbCrHfTa) [3] HEICs, respectively. The observed results demonstrated that employing a low amount of typically hard HEICs as reinforcement particles to fabricate metal matrix composite coatings is a promising route to exploit the technologically important features of these materials and, at the same time, to decrease the overall cost of the materials.
2. Materials and Methods
2.1. Preparing Composite Powder
(Ti-Nb)(V-Cr-Ni-Fe) and Al3(TiZrNbCrHfTa) HEICs were prepared by melting technique using high-purity (>99.9 wt.%, Alfa-Aesar) metal pieces/powders. The powders were weighed and mixed by hand in an agate mortar. For (Ti-Nb)(V-Cr-Ni-Fe), the mixed powder was placed inside an alumina crucible, and then the crucible was loaded into an induction furnace for melting under reducing atmosphere. The crucible was kept at around 1400 °C for 15 min to increase the homogeneity of the samples. For Al3(TiZrNbCrHfTa), the mixed powder was loaded into a water-cooled copper mold, and melting was carried out by an arc furnace under Ar atmosphere. To increase chemical homogeneity, the obtained bottom was flipped over and melted six times. The melting procedure was similar to our previous works [3,4].
The solidified samples were crushed, ground into powder and then ball milled by an XQM-0.2S high-energy ball mill (Changsha Tianchuang Powder Technology Co., Ltd., Changsha, China) for 30 min, using a rotation speed of 600 rpm under Ar atmosphere. Zirconia jar and balls were used for ball milling. Ni powders with an average particle size of about 56 µm were used as matrix, and the Ni-matrix composite powders were then prepared by mixing Ni with 7 wt.% HEICs. The mixing was performed with ball milling at a rotation speed of 600 rpm for 30 min.
2.2. DS Process
DS tests were performed by a commercial detonation spraying gun CCDS2000 (Siberian Technologies of Protective Coatings LLC, Novosibirsk, Russia). The spraying distance was 270 mm, shot frequency was 2 shots/second, and feed rate was ~0.0375 g/shot (15 g in 400 shots). The explosive gas was a mixture of C3H8 + C2H2 + O2 (Chelyabtekhgaz, Chelyabinsk, Russia) along with N2.
2.3. Characterization
X-ray diffraction (XRD) was performed on the powders and sprayed coatings by a Rigaku Ultima IV X-ray diffractometer (Rigaku, Tokyo, Japan) using Cu–Kα radiation. The measurements were conducted in the 2θ range of 5 to 95 degrees using a scan rate of 2 deg/min. For the sprayed coatings, XRD was conducted on the polished top surface of the samples. Microstructural evolution during detonation spraying was studied by scanning electron microscope (SEM, Jeol JSM7001F, Akishima, Japan) and energy-dispersive X-ray spectroscopy (EDS; Oxford INCA X-max 80, Oxford Instruments, Abingdon, UK). The reported EDS values for chemical composition of each element is the average value of 5 measurements. Thixomet Pro software was employed for determining the porosity of the coatings.
3. Results and Discussion
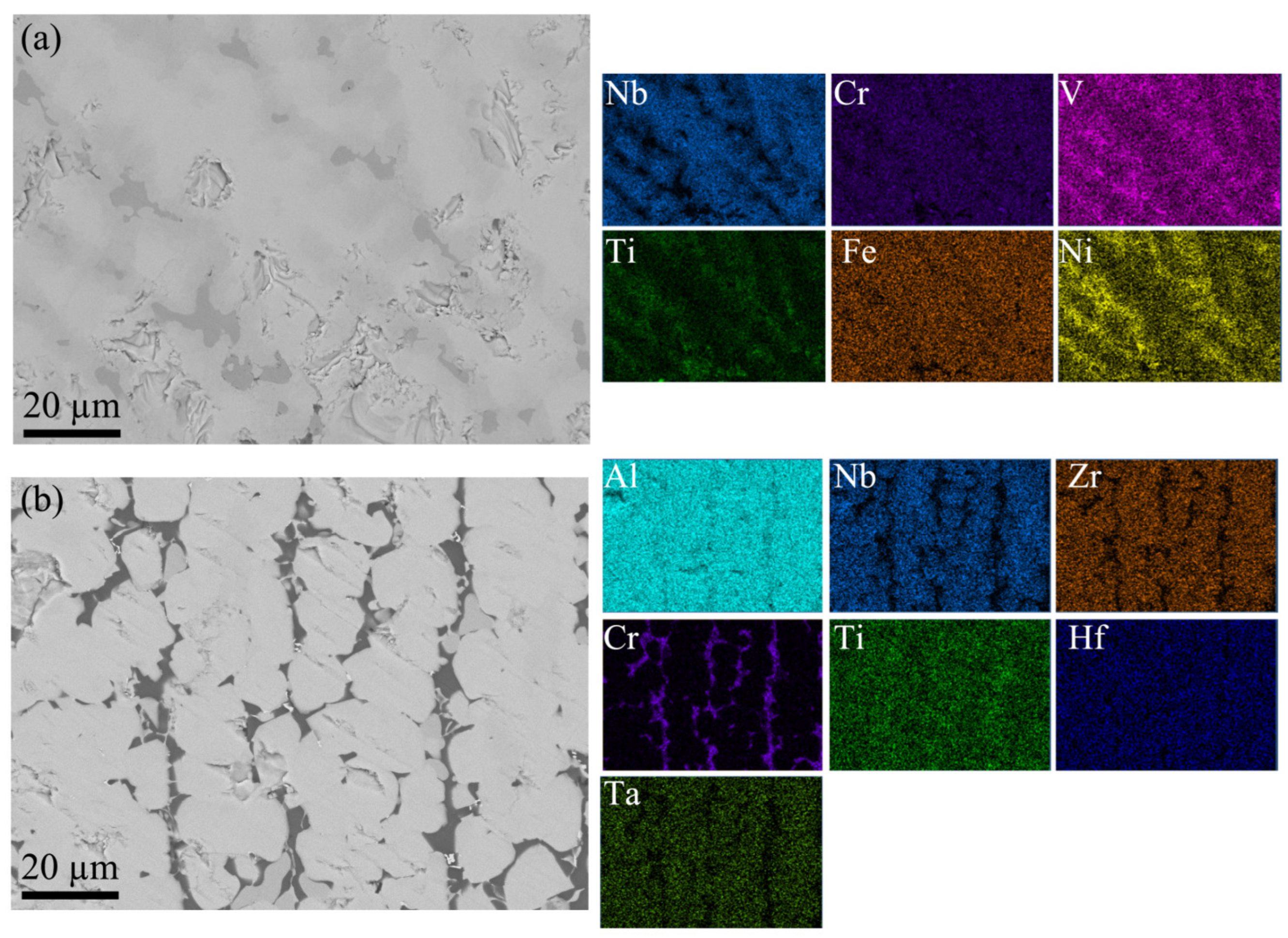
Figure 1a,b shows the back-scattered electron SEM micrographs and the corresponding EDS maps of the as-cast (Ti-Nb)(V-Cr-Ni-Fe) and Al3(TiZrNbCrHfTa) HEICs, indicating a clear elemental segregation in the microstructure of both samples. It has already been shown that segregation in HEAs can be inferred from the atomic size, melting point and the enthalpy of mixing constituent elements [19,20]. Generally, higher-melting-point elements tend to segregate together, and lower-melting-point elements partition together during melting of multicomponent alloys. The segregation behavior is also affected by the enthalpy of mixing binary element pairs [21]. In FeNiCrV-TiNb, the positive enthalpy of mixing (2 kJ/mol) between Ti and Nb is the main reason for their segregation, while the partial segregation of Ni can be ascribed to its more negative enthalpy of mixing with Ti (−35 kJ/mol) compared to Nb (−30 kJ/mol) [22]. Apparently, the segregation of Cr in Al3(TiZrNbCrHfTa) is explained by the same reasons. The segregation behavior of Cr in Al3(TiZrNbCrHfTa) [3] and Ti/Nb in (Ti-Nb)(V-Cr-Ni-Fe) [28] has already been studied.
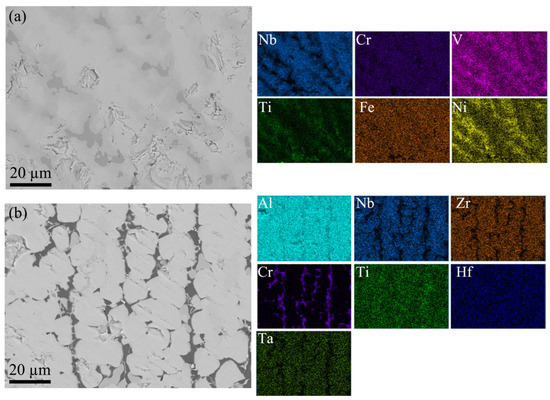
Figure 1.
Back-scattered electron SEM micrographs and the corresponding EDS maps of the as-cast (Ti-Nb)(V-Cr-Ni-Fe) (a) and Al3(TiZrNbCrHfTa) (b) HEICs.
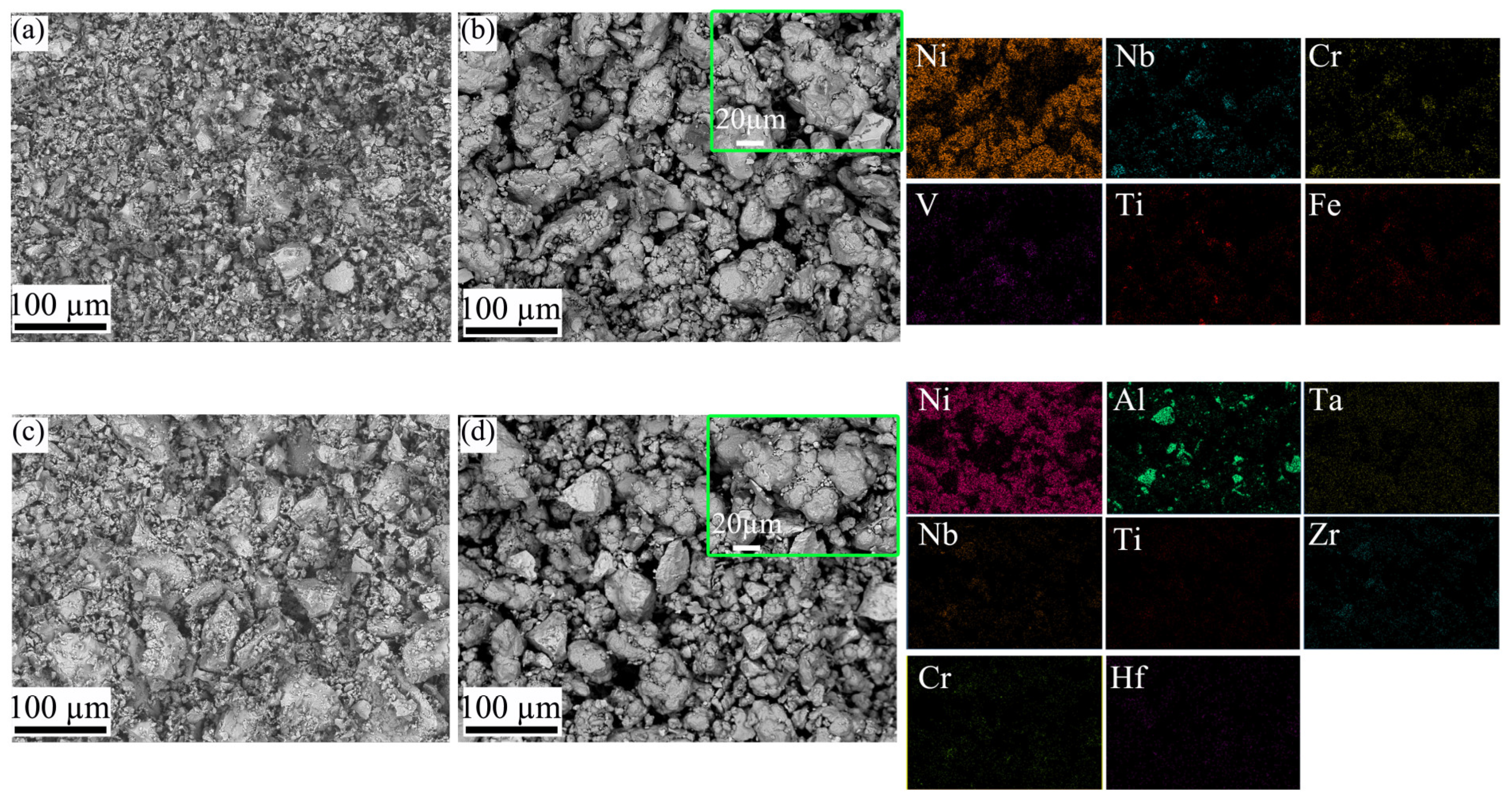
Figure 2a,c shows the scanning electron microscope images in the back-scattered-electron mode (BSE-SEM) for the as-milled HEIC powders’ feedstocks. The SEM micrographs indicate particles with irregular morphologies, which is the characteristic feature of ball-milled powders. For (Ti-Nb)(V-Cr-Ni-Fe), the SEM image indicates that the particle size is below 70 µm and consists of several big particles among a majority of fine particles. A relatively wide range of particle sizes can be also observed for the Al3(TiZrNbCrHfTa) HEIC powder. The particles range from about 10 µm to about 90 µm for the Al3(TiZrNbCrHfTa) powder, which is bigger than the size observed for (Ti-Nb)(V-Cr-Ni-Fe). Moreover, the fraction of big particles in Al3(TiZrNbCrHfTa) is significantly higher than that of (Ti-Nb)(V-Cr-Ni-Fe). It should also be noted that different fractions of fine particles are present in the samples. Quantitative analysis using ImageJ indicated that the average particle size of the (Ti-Nb)(V-Cr-Ni-Fe) and Al3(TiZrNbCrHfTa) HEIC powders are 18 µm and 35 µm, respectively.
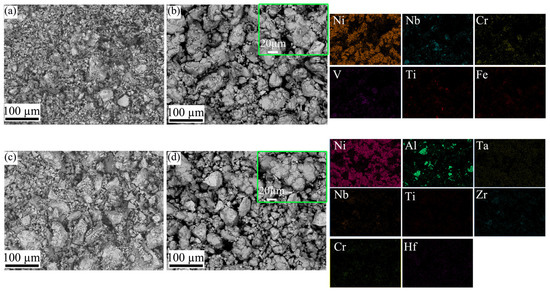
Figure 2.
BSE-SEM images and the corresponding maps for as-milled FeNiCrV-TiNb (a) and Al3(TiZrNbCrHfTa) (c) powders and as-mixed Ni+7wt.% FeNiCrV-TiNb (b) and Ni+7wt.% Al3(TiZrNbCrHfTa) (d) powders. The insets show a magnified image indicating fine HEICs on the Ni surface.
The SEM image of the powder mixtures indicates a relatively uniform distribution of (Ti-Nb)(V-Cr-Ni-Fe) and Al3(TiZrNbCrHfTa), which was distributed on the surface of Ni powders (the insets in Figure 2b,d) and among them (Figure 2b,d). Moreover, the Ni powder shows an agglomerated nature and consists of smaller particles with nearly round morphologies. Covering the relatively bigger Ni powders with smaller HEIC powders is important for obtaining homogenous coatings with well-distributed reinforcement particles. The EDS elemental maps of both powder mixtures also indicate the uniform distribution of the HEICs among Ni particles. Table 1 displays the chemical composition of the HEICs and the composite coatings.

Table 1.
Chemical composition of HEIC powders and DSed coatings.
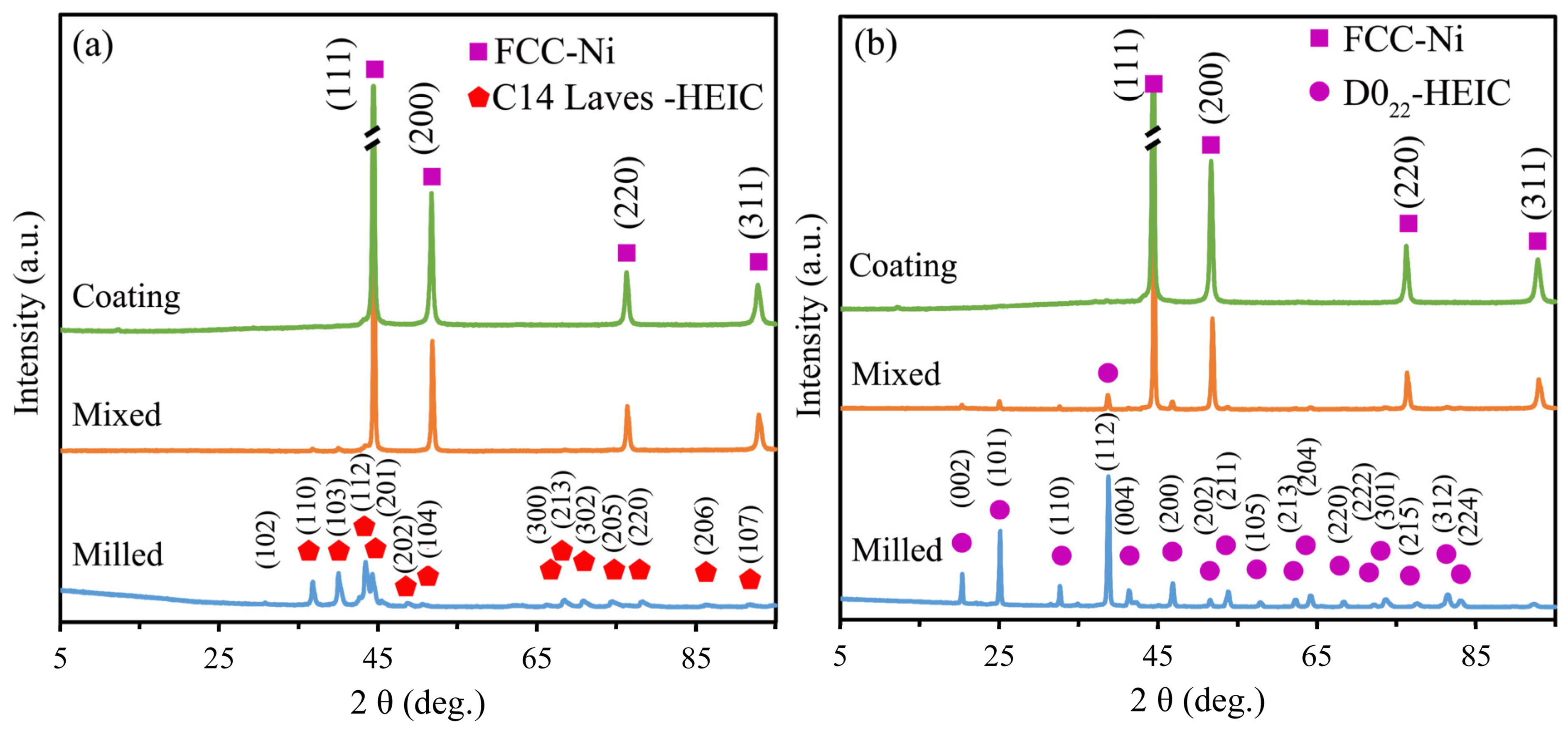
Figure 3 displays the XRD patterns of the HEICs, the mixture of Ni+7wt.% HEICs and the DS coatings. The as-milled FeNiCrV-TiNb HEIC exhibits a single hexagonal C14 Laves phase (MgZn2-prototype, P63/mmc). It is not possible to determine exactly the atomic site occupancies of the elements within the three distinct positions of the C14-Laves unit cells. However, considering the elemental segregation of Ti and Nb, it may be logical to consider the presence of two C14 sublattices, with Ti and Nb filling the same position [28]. On the other hand, Al3(TiZrNbCrHfTa) mainly crystallized into a tetragonal D022-type structure (space group I4/mmm, TaAl3-type structure), while the presence of some minor CrTi and Cr5Al8 phases can also be detected. The XRD patterns of the powder mixtures indicate the FCC structure of Ni as the main phase, and the diffraction peaks of the HEICs can also be observed, which is in agreement with the Ni+7wt.% HEIC’s composition. After DS, FCC is still the main phase, and the intensity of the diffraction peaks of the HEICs further decreases but is still detectable in the XRD patterns. This may be ascribed to the particles’ refinement and their more uniform distribution within the Ni matrix, as realized during the spraying process. It should also be noted that both powders are stable and do not thermally decompose into other secondary phases. Moreover, we could not detect any significant content of oxide phases, which typically form during thermal-spraying techniques [24]. It has already been found that oxidation and segregation can be significantly suppressed during DS because of the short heating cycle and the ensuing limited heat transfer [29].
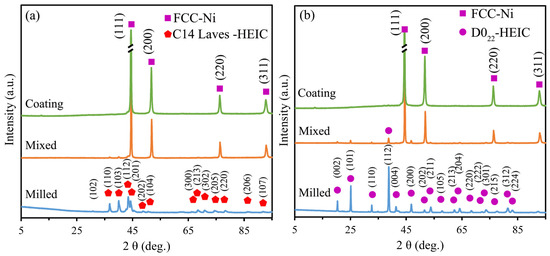
Figure 3.
XRD patterns of the as-milled, mixed and DS-coated samples for FeNiCrV-TiNb (a) and Al3(TiZrNbCrHfTa) (b) HEICs.
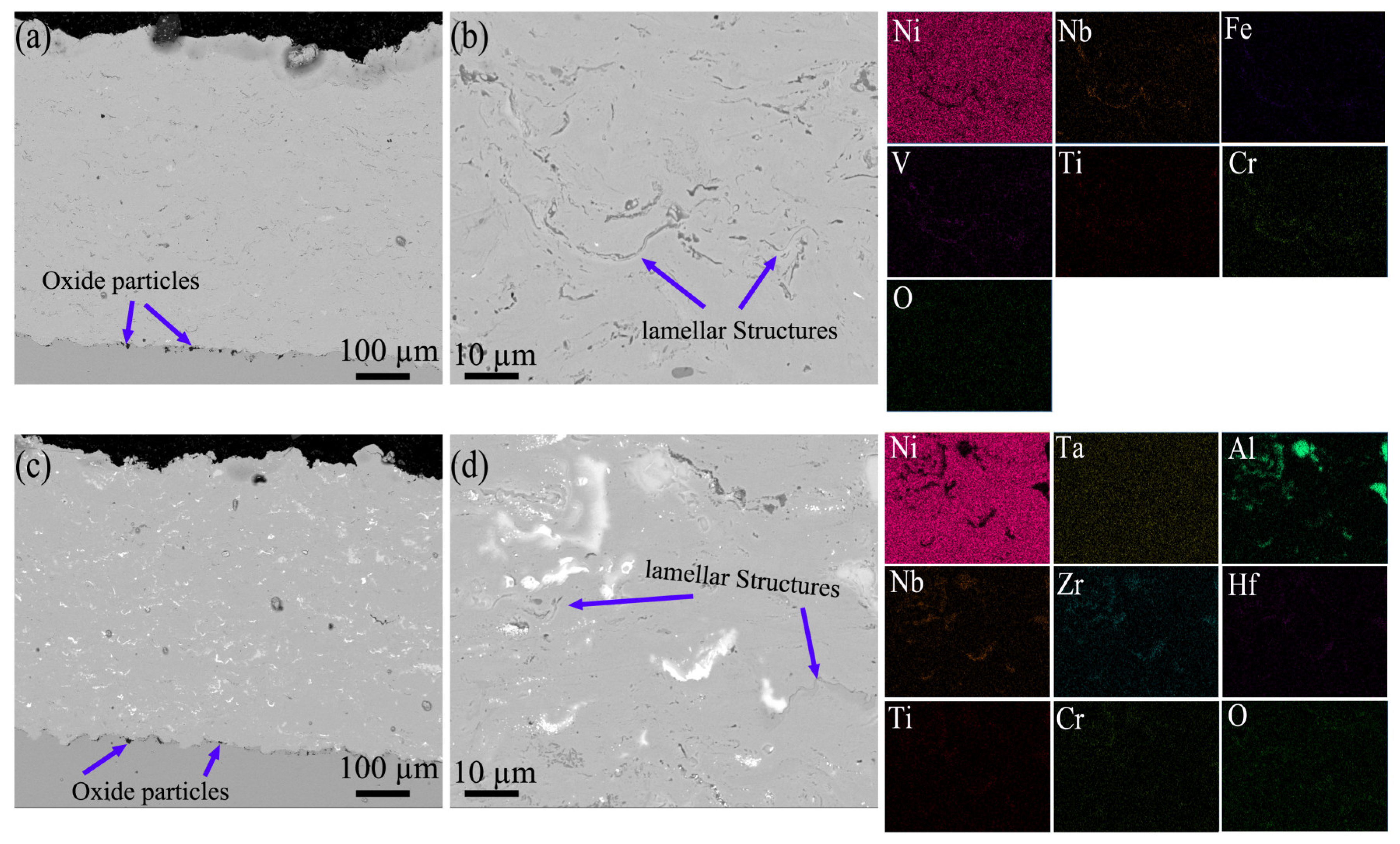
Figure 4 shows the BSE-SEM images of the cross-section of the coatings displaying the substrate/coating interface. A sound interface with reliable metallurgical bonding was formed between the Ni-7wt.% HEIC coatings and the low alloy steel substrate for both samples. No cracks, pores or voids could be observed at the interface of both composite coatings, which can be partly attributed to the ductile nature of Ni and the fundamental features of the DS process. However, some dark particles are present at the interface of the coating/substrate, which was determined by EDS to be oxide particles. The minor oxide phases formed at the interface of the coating–substrate could not be detected and analyzed by XRD, probably because of their very low content and non-uniform distribution. However, based on the EDS data, the oxide particles are aluminum oxides for Ni-7wt.% Al3(TiZrNbCrHfTa) and Ti/V oxides for Ni-7wt.% FeNiCrV-TiNb coatings.
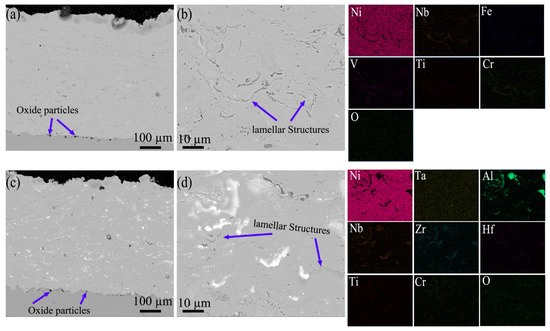
Figure 4.
BSE-SEM images and the corresponding maps for FeNiCrV-TiNb (a,b) and Al3(TiZrNbCrHfTa) (c,d) DS coatings. The EDS maps correspond to the high-magnification images (b,d).
During DS, detonation waves heated the particles to 1000–1500 K and accelerated them to about 800–1200 ms−1, creating high-speed thermally softened projectiles before hitting the substrate [30]. Upon being heated to high temperatures, Ni particles become very ductile, and upon being hit, they deform and entirely shatter on the surface of the substrate. This, in turn, results in a lamellar microstructure consisting of Ni layers, with the harder HEIC particles embedded between them as interlayers. This lamellar microstructure can be better observed in the Ni-7wt.% FeNiCrV-TiNb composite coating, where the dark-gray interface composed of HEIC is clearly observed between the Ni matrix phase (Figure 4b). Compared to Ni-7wt.% Al3(TiZrNbCrHfTa), the reinforcement particles in the Ni-7wt.% FeNiCrV-TiNb composite coating seem to be finer and more homogenously distributed within the Ni matrix. The reinforcement Al3(TiZrNbCrHfTa) particles exhibit a different white contrast (different brightness), which may be attributed to the segregation of Cr and other heavy elements in the matrix [3]. This can be clearly detected from the EDS maps.
Furthermore, both coatings exhibited high density and compactness, with practically very low levels of porosities (Table 1). The content of oxide particles within the coatings was practically negligible, other than that observed at the coating/substrate interface. This may be ascribed to the low heating regime of the DS process and the good oxidation resistance of Ni and HEIC particles. In addition, no significant defects, cracks or holes could be detected at the steel/coating interface zone. Moreover, a Widmanstätten microstructure, which is typically formed during high cooling-rate processes, such as GTAW, was absent from the DS coatings. The Widmanstätten microstructure grows in a certain direction and typically consists of coarse needle-shaped plates. This Widmanstätten microstructure generally nucleates and propagates upon rapidly cooling an overheated molten metal, which is considered a defective microstructure. Typically, coatings with a Widmanstätten microstructure are prone to brittle fracture. Overall, the results demonstrate the high ability of DS to prepare different composite coatings with low porosity and thicknesses as high as 500 µm and above.
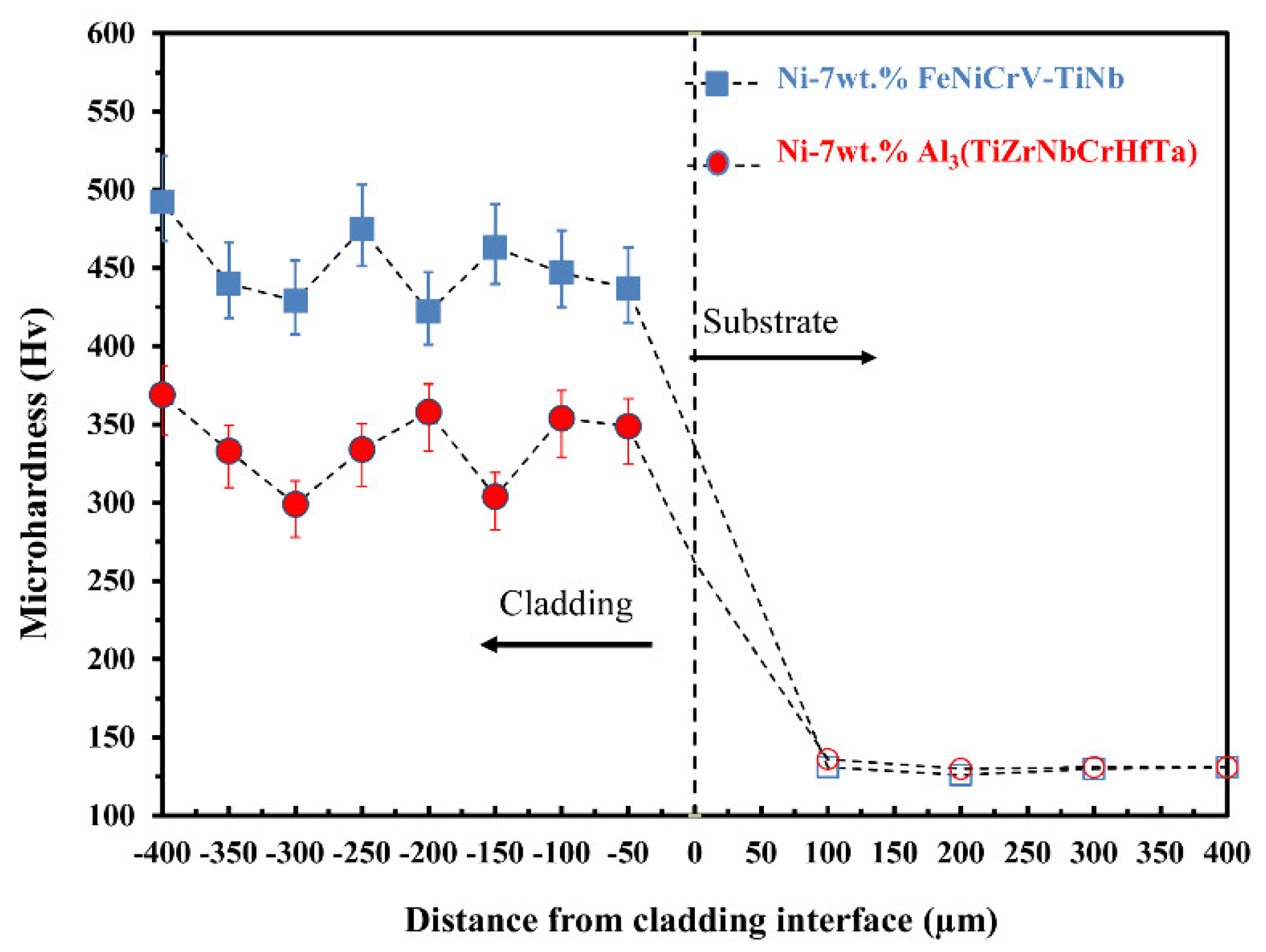
To evaluate the mechanical properties of the sprayed composite coatings, microhardness values were measured along the thickness perpendicular to the interface of the coatings (Figure 5). The substrate low alloy steel is characterized by a low hardness value of about 131 HV. Compared to the substrate, the microhardness values of the Ni-7wt.% FeNiCrV-TiNb and Ni-7wt.% Al3(TiZrNbCrHfTa) composite coatings significantly increased even near the substrate–coating interface. The microhardness of the Ni-7wt.% FeNiCrV-TiNb coating changed from 422 HV to 492 HV, with an average value of 450 HV, while the microhardness of the Ni-7wt.% Al3(TiZrNbCrHfTa) coating changed from 299 HV to 369 HV, with an average value of 338 HV. These are consistent with the microhardness values of HEICs. We already observed that the microhardness value of FeNiCrV-TiNb was about 915 HV [28], which is significantly higher than the microhardness value of Al3(TiZrNbCrHfTa) (500 HV) [3]. The obtained microhardness value for Ni-7wt.% FeNiCrV-TiNb is comparable to that of CoCrFeNiMn (~520 HV) [25] and Al0.25CoCrFeNiSi0.6 (~550 HV) [24] coatings fabricated by DS. It should be taken into account that a minor amount of 7wt.% HEICs was used in this study, which can considerably decrease the cost of materials compared to the HEA coatings.
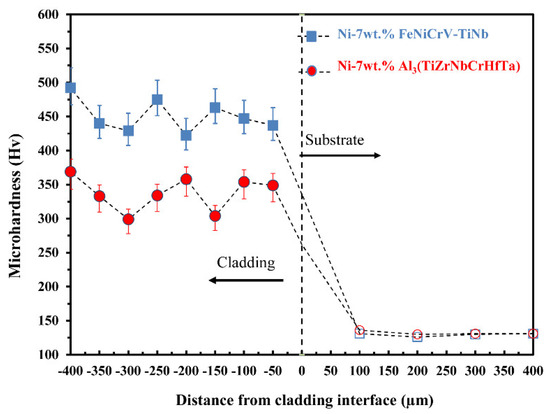
Figure 5.
Microhardness values measured across the cross-section of Ni-7wt.% FeNiCrV-TiNb and Ni-7wt.% Al3(TiZrNbCrHfTa) HEIC coatings. Filled markers correspond to the hardness of the coating, contour markers correspond to the hardness of the substrate.
Ni-7wt.% Al3(TiZrNbCrHfTa) exhibited higher fluctuation in the microhardness values compared to Ni-7wt.% FeNiCrV-TiNb, which can be rationalized by the observed microstructure of the samples. FeNiCrV-TiNb consists of a single hexagonal C14 Laves phase with segregation of Ni and Nb (see EDS maps in Figure 1a), while Al3(TiZrNbCrHfTa) indicated a tetragonal D022-type structure (space group I4/mmm, TaAl3-type structure) and inclusions such as CrTi and Cr5Al8 phases. Therefore, the multi-phase nature of Al3(TiZrNbCrHfTa) and segregation of Cr result in higher fluctuation in the microhardness values. Moreover, the finer and more uniform distribution of the reinforcement particles in Ni-7wt.% FeNiCrV-TiNb also leads to low fluctuation in the microhardness values. Finally, it should also be noted that softening of the area near the coating/substrate, which is typically observed in laser-cladded coatings, was not detected in the composite coatings prepared by DS, a superior feature of DS compared to laser cladding [30].
Ni-based composite coatings typically provide excellent mechanical properties because of the strengthening effect of reinforcement particles and superior corrosion resistance owing to Ni itself. Employing HEICs as reinforcement particles brings even more technologically important properties to the coatings owing to the exceptional mechanical properties and high-temperature stability of HEICs. One potential application of the developed coatings can be in thermal-barrier-coating (TBC) applications to prevent interfacial diffusion and protect the parts from a hot, corrosive atmosphere. Recently, high-entropy ceramics, such as rare-earth niobates [31], rare-earth zirconate [32] and (Y0.2Yb0.2Lu0.2Eu0.2Er0.2)3Al5O12 [33,34], have been developed as promising TBC materials. Finally, by tailoring the chemical composition of the Ni matrix and adjusting the content of the reinforcement phase, the coatings may be a suitable candidate for high-temperature applications, such as jet-engine and power-plant components. Generally, compared to ceramic particulates, HEIC particles should provide better wetting with the metallic matrix because of their metallic nature and the presence of a proportion of matrix element (Ni here) in the composition of HEICs. Moreover, the ability of HEICs to improve wear, plastic deformation ability and other properties of the composite coatings compared to the ceramic particulates needs more in-depth studies. However, this work opens a new direction for the application of these newly developed HEICs, which need to be further studied in the future.
4. Conclusions
The probability of spraying Ni-7wt.% FeNiCrV-TiNb and Ni-7wt.% Al3(TiZrNbCrHfTa) composite coatings by detonation gun was demonstrated. The following conclusions can be drawn:
- The FeNiCrV-TiNb and Al3(TiZrNbCrHfTa) HEIC powders, prepared by melting techniques followed by crushing and ball milling, indicated a single hexagonal C14 Laves phase and a tetragonal D022-type phase along with some minor CrTi and Cr5Al8 phases, respectively.
- The sprayed Ni-7wt.% FeNiCrV-TiNb and Ni-7wt.% Al3(TiZrNbCrHfTa) composite coatings exhibited the same crystal structure as the corresponding powder mixtures, indicating suitable thermal stability during the DS process.
- Both composite coatings exhibited a dense lamellar microstructure consisting of Ni layers with HEIC particles embedded in them.
- Ni-7wt.% FeNiCrV-TiNb exhibited higher microhardness (450 HV) than Ni-7wt.% Al3(TiZrNbCrHfTa) (338 HV), which could be attributed to the higher microhardness of its reinforcement particles.
- HEICs are introduced as novel reinforcement particles for fabricating a wide range of metal matrix composites, especially for working at high temperatures.
Author Contributions
Conceptualization, N.S., A.O.M. and E.T.; methodology, E.T.; validation, N.S., A.O.M., E.T. and V.K.; investigation, N.S., K.L., A.O.M. and Y.L.; writing—original draft preparation, N.S. and A.O.M.; writing—review and editing, E.T. and M.S.; visualization, Y.L. and M.N.; supervision, N.S.; project administration, N.S.; funding acquisition, N.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Russian Science Foundation, project No. 23-29-00956, https://rscf.ru/project/23-29-00956/ (24 January 2023).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhou, J.-L.; Cheng, Y.-H.; Chen, Y.-X.; Liang, X.-B. Composition design and preparation process of refractory high-entropy alloys: A review. Int. J. Refract. Met. Hard Mater. 2022, 105, 105836. [Google Scholar] [CrossRef]
- Moghaddam, A.O.; Fereidonnejad, R.; Cabot, A. Semi-ordered high entropy materials: The case of high entropy intermetallic compounds. J. Alloys Compd. 2023, 960, 170802. [Google Scholar] [CrossRef]
- Moghaddam, A.O.; Mikhailov, D.; Sudarikov, M.; Fereidonnejad, R.; Cabot, A.; Trofimov, E. Segregation mediated design of single-phase refractory medium and high entropy intermetallic compounds with complete suppression of pest oxidation. J. Alloys Compd. 2022, 927, 167102. [Google Scholar] [CrossRef]
- Trofimov, E.; Moghaddam, A.O.; Litvinyuk, K.; Mikhailov, D. Microsegregation in high-entropy intermetallic compounds. J. Alloys Compd. 2023, 934, 168021. [Google Scholar] [CrossRef]
- Yin, L.; Guo, Y.; Guo, X. Cocktail effect on RT5-type (R = rare earth, T = 3d transition metal) high entropy intermetallic compounds. J. Magn. Magn. Mater. 2022, 563, 169883. [Google Scholar] [CrossRef]
- Yin, L.; Guo, X.; Guo, Y.; Hui, Y.; Lu, S. Valence electron structures and thermal and magnetic properties of RCo5 (R = light rare earth) intermetallic compounds with medium-and high-entropy design at R site. J. Alloys Compd. 2023, 965, 171357. [Google Scholar] [CrossRef]
- Yang, T.; Cao, B.; Zhang, T.; Zhao, Y.; Liu, W.; Kong, H.; Luan, J.; Kai, J.; Kuo, W.; Liu, C. Chemically complex intermetallic alloys: A new frontier for innovative structural materials. Mater. Today 2022, 52, 161–174. [Google Scholar] [CrossRef]
- Wang, H.; He, Q.-F.; Yang, Y. High-entropy intermetallics: From alloy design to structural and functional properties. Rare Met. 2022, 41, 1989–2001. [Google Scholar] [CrossRef]
- Liu, J.; Wang, X.; Singh, A.P.; Xu, H.; Kong, F.; Yang, F. The Evolution of Intermetallic Compounds in High-Entropy Alloys: From the Secondary Phase to the Main Phase. Metals 2021, 11, 2054. [Google Scholar] [CrossRef]
- Yao, K.; Liu, L.; Ren, J.; Guo, Y.; Liu, Y.; Cao, Y.; Feng, R.; Wu, F.; Qi, J.; Luo, J. High-entropy intermetallic compound with ultra-high strength and thermal stability. Scr. Mater. 2021, 194, 113674. [Google Scholar] [CrossRef]
- Li, H.; Yang, W.; Ma, Y.; Kong, F.; Wan, Y.; Chen, C.; Liu, H.; Li, H.; Inoue, A. Plastic TiZrHfCoNiCu High Entropy Alloy Via Stable B2 Phase. J. Alloys Compd. 2023, 935, 167897. [Google Scholar] [CrossRef]
- He, Q.; Wang, J.; Chen, H.; Ding, Z.; Zhou, Z.; Xiong, L.; Luan, J.; Pelletier, J.; Qiao, J.; Wang, Q. A highly distorted ultraelastic chemically complex Elinvar alloy. Nature 2022, 602, 251–257. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Chen, S.; Jia, Y.; Hu, Z.; Huang, H.; Yang, Z.; Dong, A.; Zhu, G.; Wang, D.; Shu, D. FCC-L12 ordering transformation in equimolar FeCoNiV multi-principal element alloy. Mater. Des. 2019, 168, 107648. [Google Scholar] [CrossRef]
- Ye, Z.; Li, C.; Zheng, M.; Zhang, X.; Yang, X.; Gu, J. In situ EBSD/DIC-based investigation of deformation and fracture mechanism in FCC-and L12-structured FeCoNiV high-entropy alloys. Int. J. Plast. 2022, 152, 103247. [Google Scholar] [CrossRef]
- Ye, Z.; Li, C.; Zheng, M.; Zhang, X.; Yang, X.; Wang, Q.; Gu, J. Realizing superior strength-ductility combination in dual-phase AlFeCoNiV high-entropy alloy through composition and microstructure design. Mater. Res. Lett. 2022, 10, 736–743. [Google Scholar] [CrossRef]
- Park, H.J.; Na, Y.S.; Hong, S.H.; Kim, J.T.; Kim, Y.S.; Lim, K.R.; Park, J.M.; Kim, K.B. Phase evolution, microstructure and mechanical properties of equi-atomic substituted TiZrHfNiCu and TiZrHfNiCuM (M = Co, Nb) high-entropy alloys. Met. Mater. Int. 2016, 22, 551–556. [Google Scholar] [CrossRef]
- Yadav, T.; Mukhopadhyay, S.; Mishra, S.; Mukhopadhyay, N.; Srivastava, O. Synthesis of a single phase of high-entropy Laves intermetallics in the Ti–Zr–V–Cr–Ni equiatomic alloy. Philos. Mag. Lett. 2017, 97, 494–503. [Google Scholar] [CrossRef]
- Sharma, A. High entropy alloy coatings and technology. Coatings 2021, 11, 372. [Google Scholar] [CrossRef]
- Han, P.; Wang, W.; Liu, Z.; Zhang, T.; Liu, Q.; Guan, X.; Qiao, K.; Ye, D.; Cai, J.; Xie, Y. Modification of cold-sprayed high-entropy alloy particles reinforced aluminum matrix composites via friction stir processing. J. Alloys Compd. 2022, 907, 164426. [Google Scholar] [CrossRef]
- Zou, Y.; Qiu, Z.; Huang, C.; Zeng, D.; Lupoi, R.; Zhang, N.; Yin, S. Microstructure and tribological properties of Al2O3 reinforced FeCoNiCrMn high entropy alloy composite coatings by cold spray. Surf. Coat. Technol. 2022, 434, 128205. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, W.; Li, T.; Zhang, M.; Liu, B.; Liu, Y.; Wang, L.; Hu, S. Effect of WC content on microstructures and mechanical properties of FeCoCrNi high-entropy alloy/WC composite coatings by plasma cladding. Surf. Coat. Technol. 2020, 385, 125326. [Google Scholar] [CrossRef]
- Jiang, P.; Zhang, C.; Zhang, S.; Zhang, J.; Chen, J.; Liu, Y. Fabrication and wear behavior of TiC reinforced FeCoCrAlCu-based high entropy alloy coatings by laser surface alloying. Mater. Chem. Phys. 2020, 255, 123571. [Google Scholar] [CrossRef]
- Gong, N.; Meng, T.L.; Cao, J.; Wang, Y.; Karyappa, R.; Ivan Tan, C.K.; Suwardi, A.; Zhu, Q.; Ngo, A.C.Y.; Misra, K.P. Laser-cladding of high entropy alloy coatings: An overview. Mater. Technol. 2023, 38, 2151696. [Google Scholar] [CrossRef]
- Samoilova, O.; Shaburova, N.; Samodurova, M.; Pashkeev, K.; Ostovari Moghaddam, A.; Trofimov, E. Microstructure and Wear Behavior of Al0.25CoCrFeNiSi0.6 High-Entropy Alloy Coating Deposited on Stainless Steel by Detonation Spraying. J. Therm. Spray Technol. 2023, 32, 1220–1229. [Google Scholar] [CrossRef]
- Wu, Z.-X.; He, M.-J.; Feng, C.-S.; Wang, T.-L.; Lin, M.-Z.; Liao, W.-B. Effects of Annealing on the Microstructures and Wear Resistance of CoCrFeNiMn High-Entropy Alloy Coatings. J. Therm. Spray Technol. 2022, 31, 1244–1251. [Google Scholar] [CrossRef]
- Zhao, P.; Zhu, J.; Yang, K.; Li, M.; Shao, G.; Lu, H.; Ma, Z.; Wang, H.; He, J. Outstanding wear resistance of plasma sprayed high-entropy monoboride composite coating by inducing phase structural cooperative mechanism. Appl. Surf. Sci. 2023, 616, 156516. [Google Scholar] [CrossRef]
- Moghaddam, A.O.; Abdollahzadeh, A.; Samodurova, M.; Shaburova, N.; Mikhailov, D.; Fereidonnejad, R.; Zhivulin, V.; Trofimov, E. Novel high entropy intermetallic compounds: Synthesis and detonation spraying. Intermetallics 2022, 146, 107591. [Google Scholar] [CrossRef]
- Moghaddam, A.O.; Mikhailov, D.; Fereidonnejad, R.; Shaburova, N.; Vinnik, D.; Uchaev, D.; Bai, F.-Q.; Janas, D.; Trofimov, E. Phase formation, microhardness and magnetic properties of FeNiCrV-TiNb,(NiCoFeCuMn) 3 (AlTi) and (FeNiCoCrMn)(MoCr) high entropy intermetallic compounds. J. Alloys Compd. 2022, 912, 165195. [Google Scholar] [CrossRef]
- Rakhadilov, B.; Buytkenov, D.; Kakimzhanov, D.; Kozhanova, R.; Bektasova, G. The effect of detonation spraying on the phase composition and hardness of Al2O3 coatings. Eurasian J. Phys. Funct. Mater. 2020, 4, 160–166. [Google Scholar] [CrossRef]
- Liao, W.-B.; Wu, Z.-X.; Lu, W.; He, M.; Wang, T.; Guo, Z.; Huang, J. Microstructures and mechanical properties of CoCrFeNiMn high-entropy alloy coatings by detonation spraying. Intermetallics 2021, 132, 107138. [Google Scholar] [CrossRef]
- Lai, L.; Gan, M.; Wang, J.; Chen, L.; Liang, X.; Feng, J.; Chong, X. New class of high-entropy rare-earth niobates with high thermal expansion and oxygen insulation. J. Am. Ceram. Soc. 2023, 106, 4343–4357. [Google Scholar] [CrossRef]
- Zhou, L.; Li, F.; Liu, J.-X.; Hu, Q.; Bao, W.; Wu, Y.; Cao, X.; Xu, F.; Zhang, G.-J. High-entropy thermal barrier coating of rare-earth zirconate: A case study on (La0.2Nd0.2Sm0.2Eu0.2Gd0.2) 2Zr2O7 prepared by atmospheric plasma spraying. J. Eur. Ceram. Soc. 2020, 40, 5731–5739. [Google Scholar] [CrossRef]
- Chen, H.; Zhao, Z.; Xiang, H.; Dai, F.-Z.; Xu, W.; Sun, K.; Liu, J.; Zhou, Y. High entropy (Y0.2Yb0.2Lu0.2Eu0.2Er0.2) 3Al5O12: A novel high temperature stable thermal barrier material. J. Mater. Sci. Technol. 2020, 48, 57–62. [Google Scholar] [CrossRef]
- Li, Z.; Zheng, J.; Zhang, W.; Zheng, Y.; Zhao, W.; Xue, L.; Yang, F.; Chen, H. A promising high-entropy thermal barrier material with the formula (Y0.2Dy0.2Ho0.2Er0.2Yb0.2) 3Al5O12. Materials 2022, 15, 8079. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).