
Effect of Machine Hammer Peening Conditions on β Grain Refinement of Additively Manufactured Ti-6Al-4V


Abstract
:1. Introduction
2. Materials and Methods
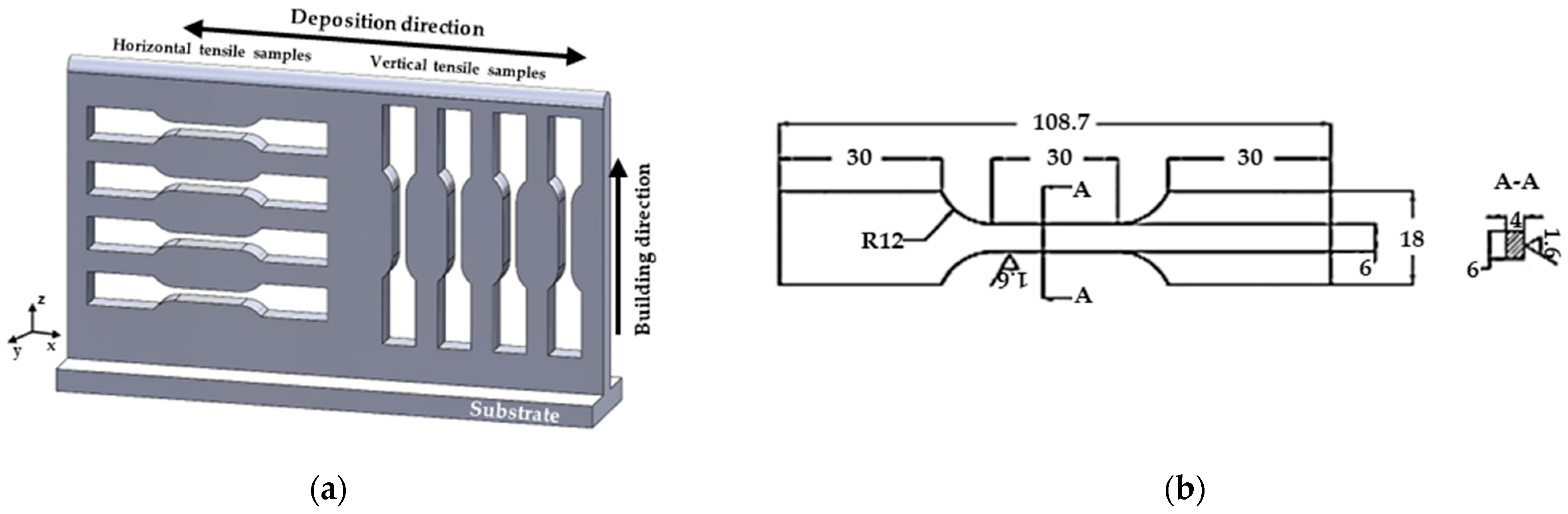
2.1. Deposition Procedure
2.2. Machine Hammer Peening Procedure
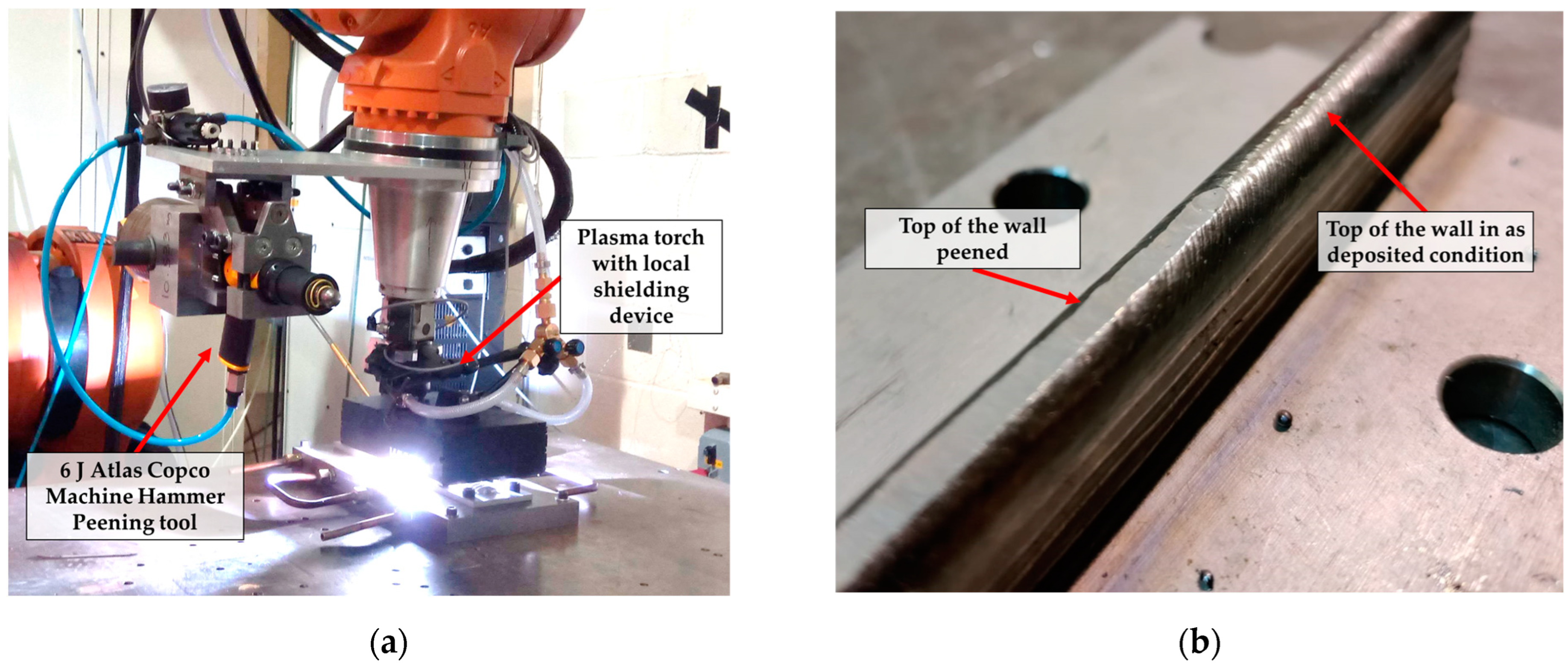
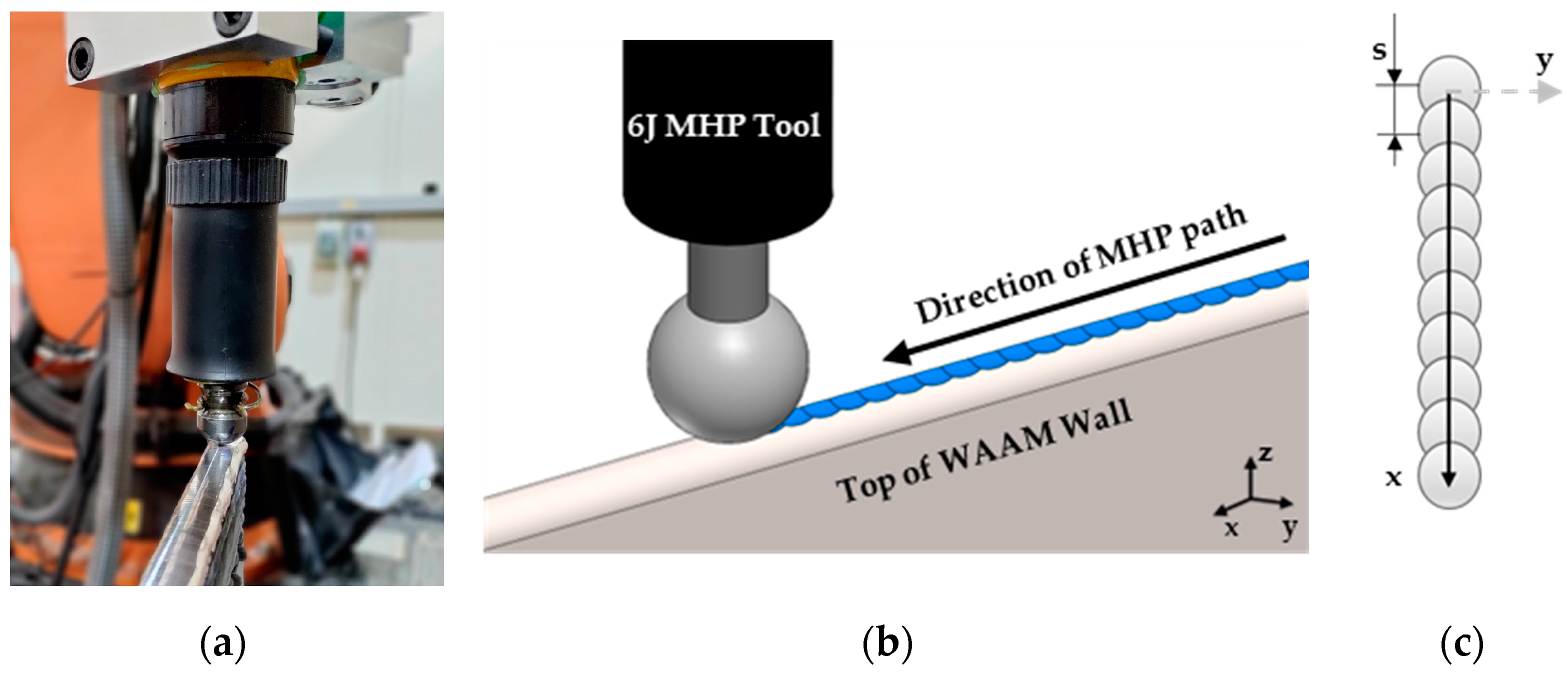
2.2.1. Experimental Setup and Parameters
2.2.2. Characterization of Material Response to Machine Hammer Peening
2.3. Material Characterisation and Testing
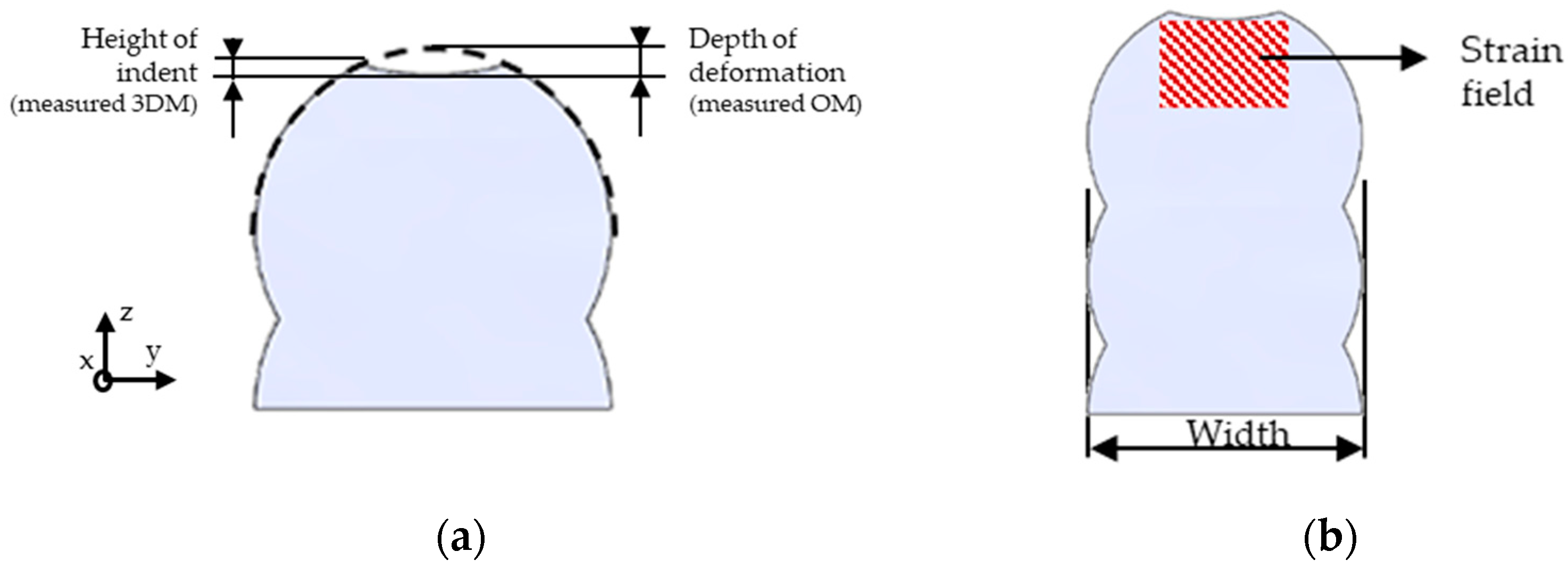
2.3.1. Evaluation of Macrostructure and Shape Alteration
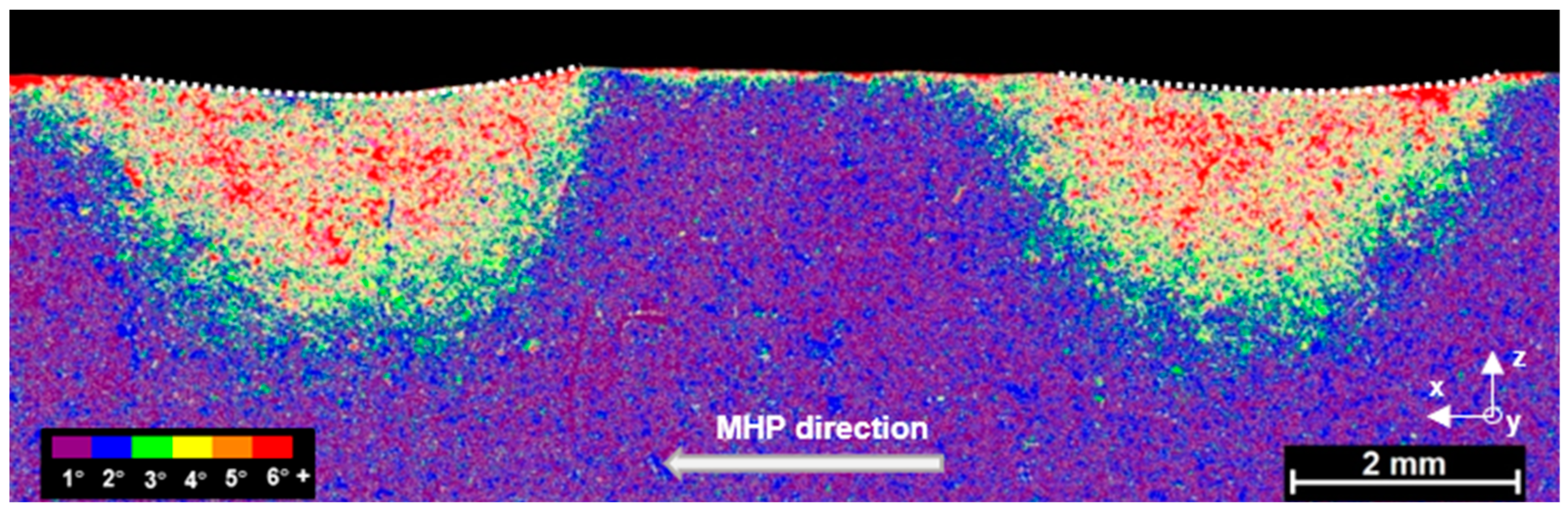
2.3.2. Use of Electron Backscatter Diffraction for Grain Size and Plastic Strain Measurement
2.3.3. Tensile Testing
3. Results
3.1. Microstructure
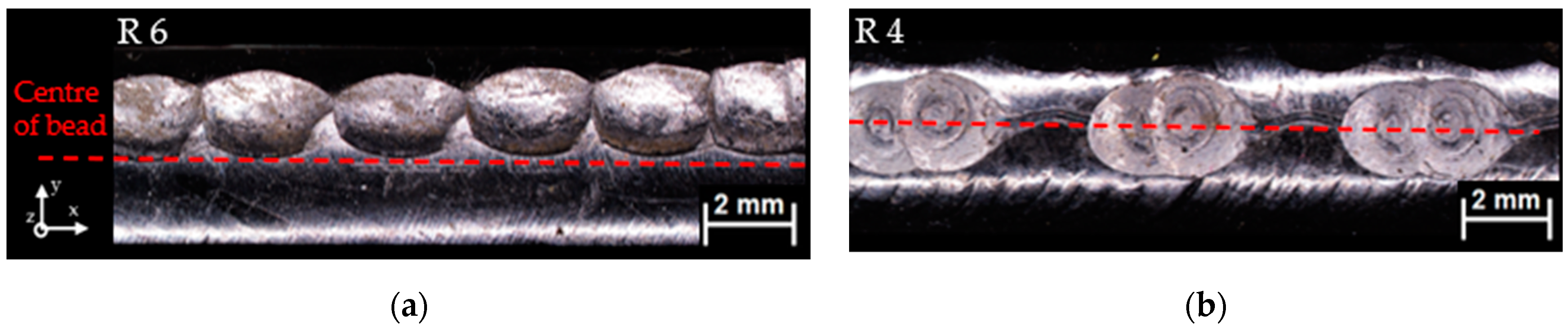
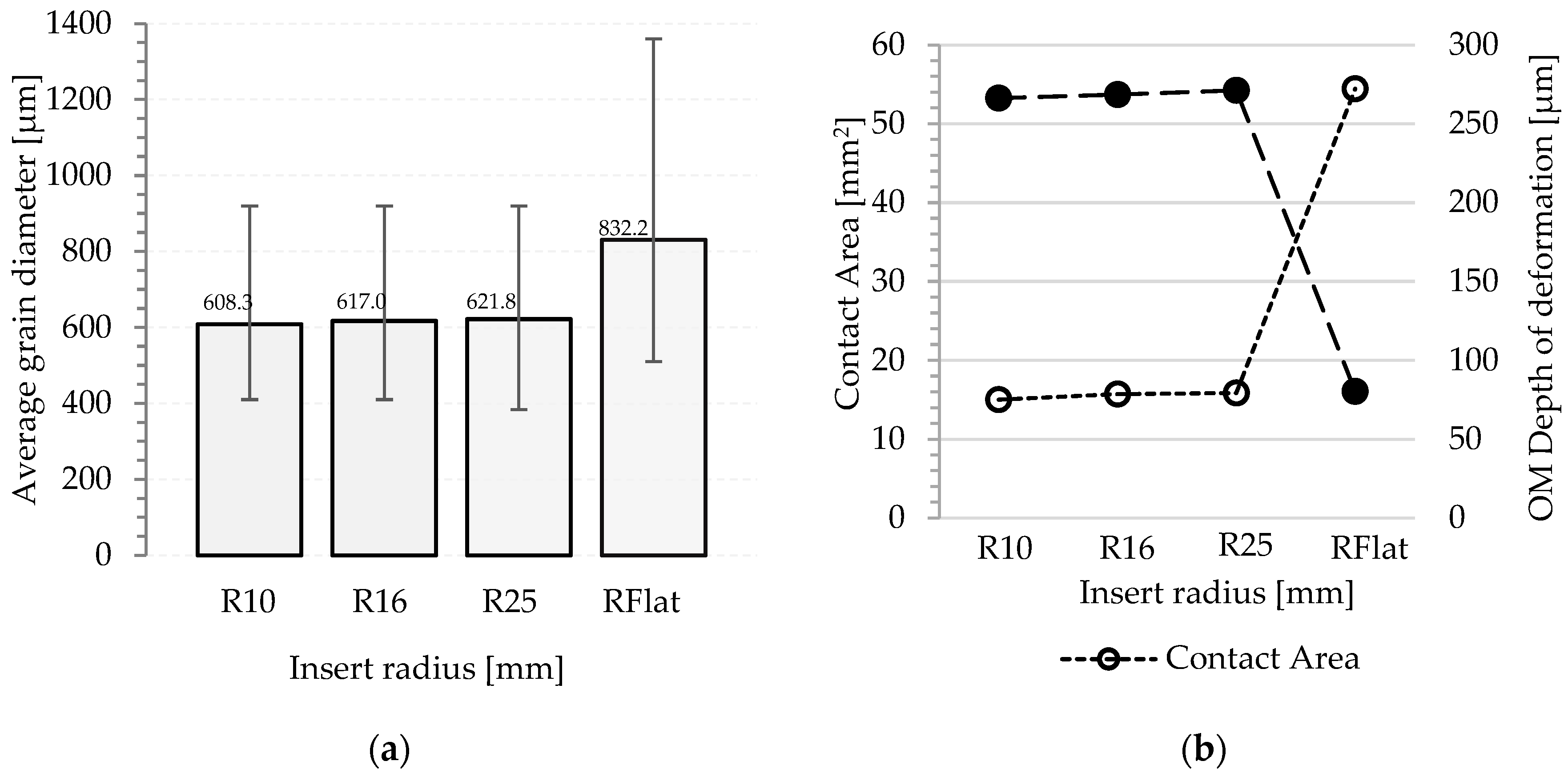
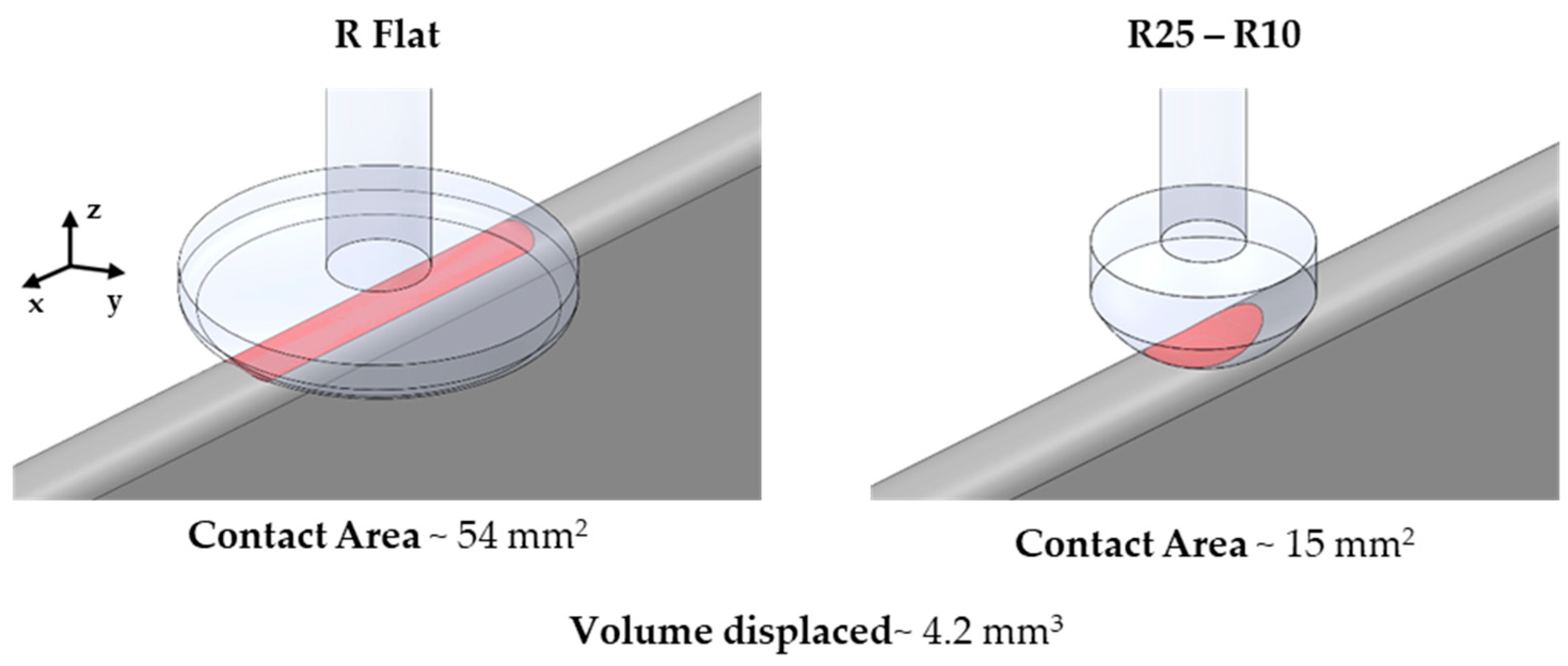
3.1.1. Varying Tool Radius
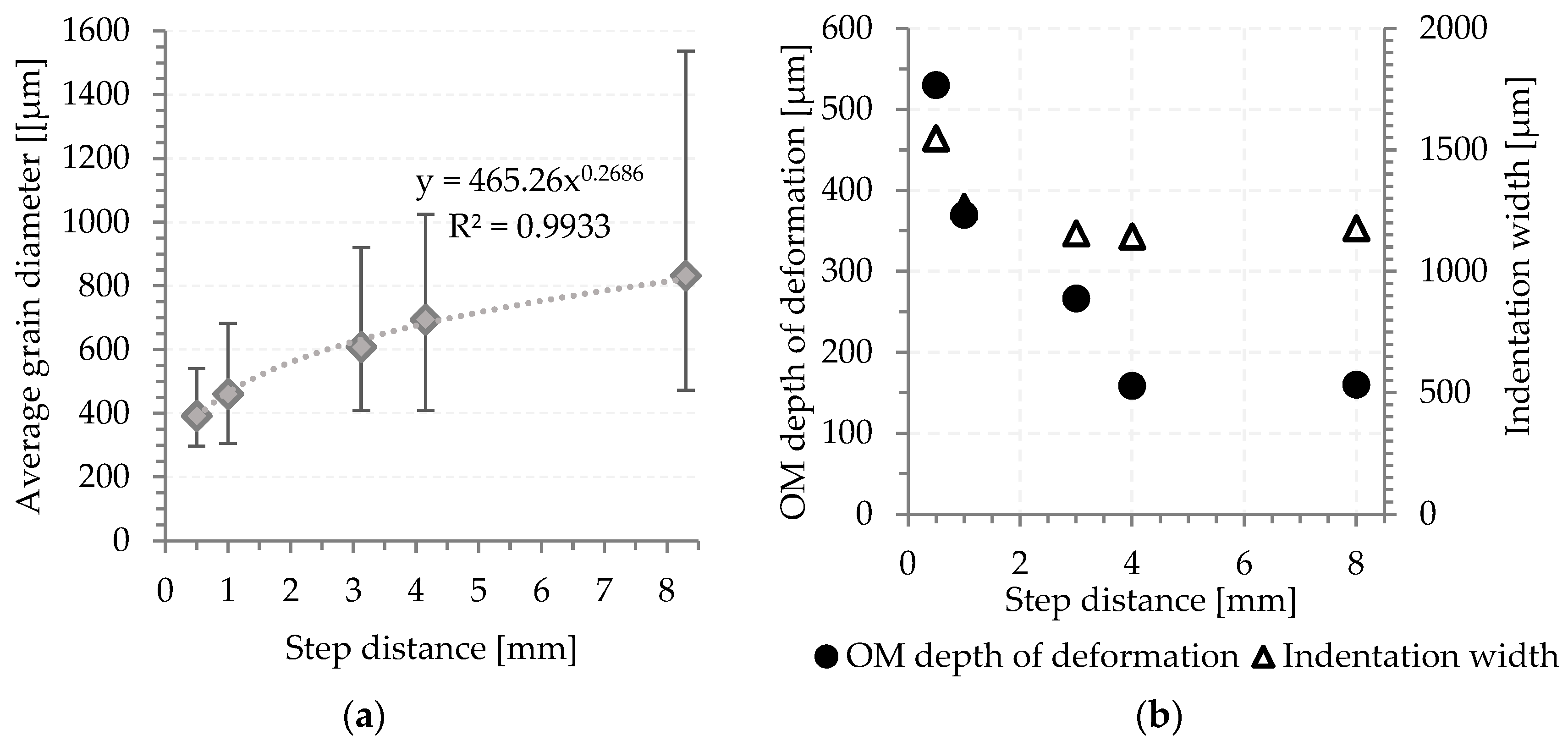
3.1.2. Varying Step Distance
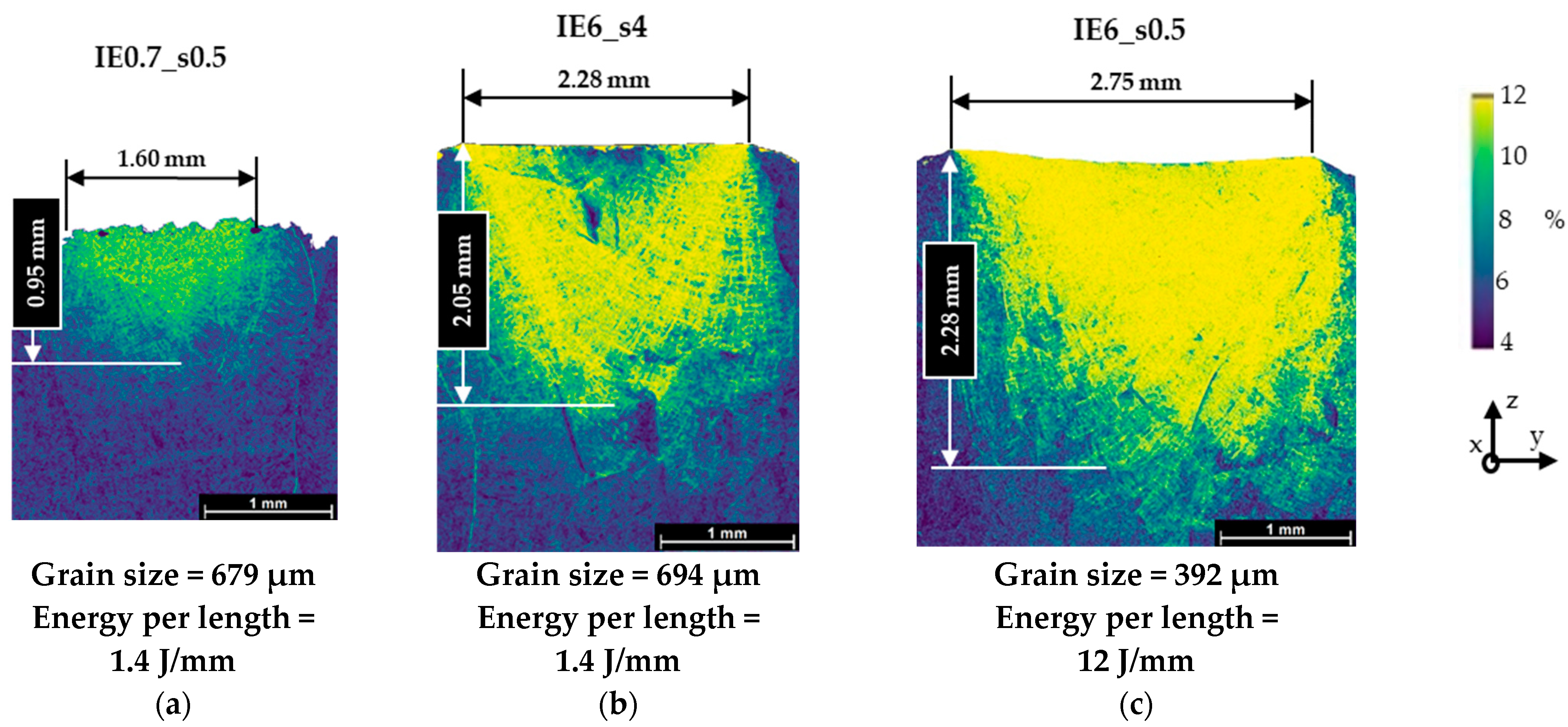
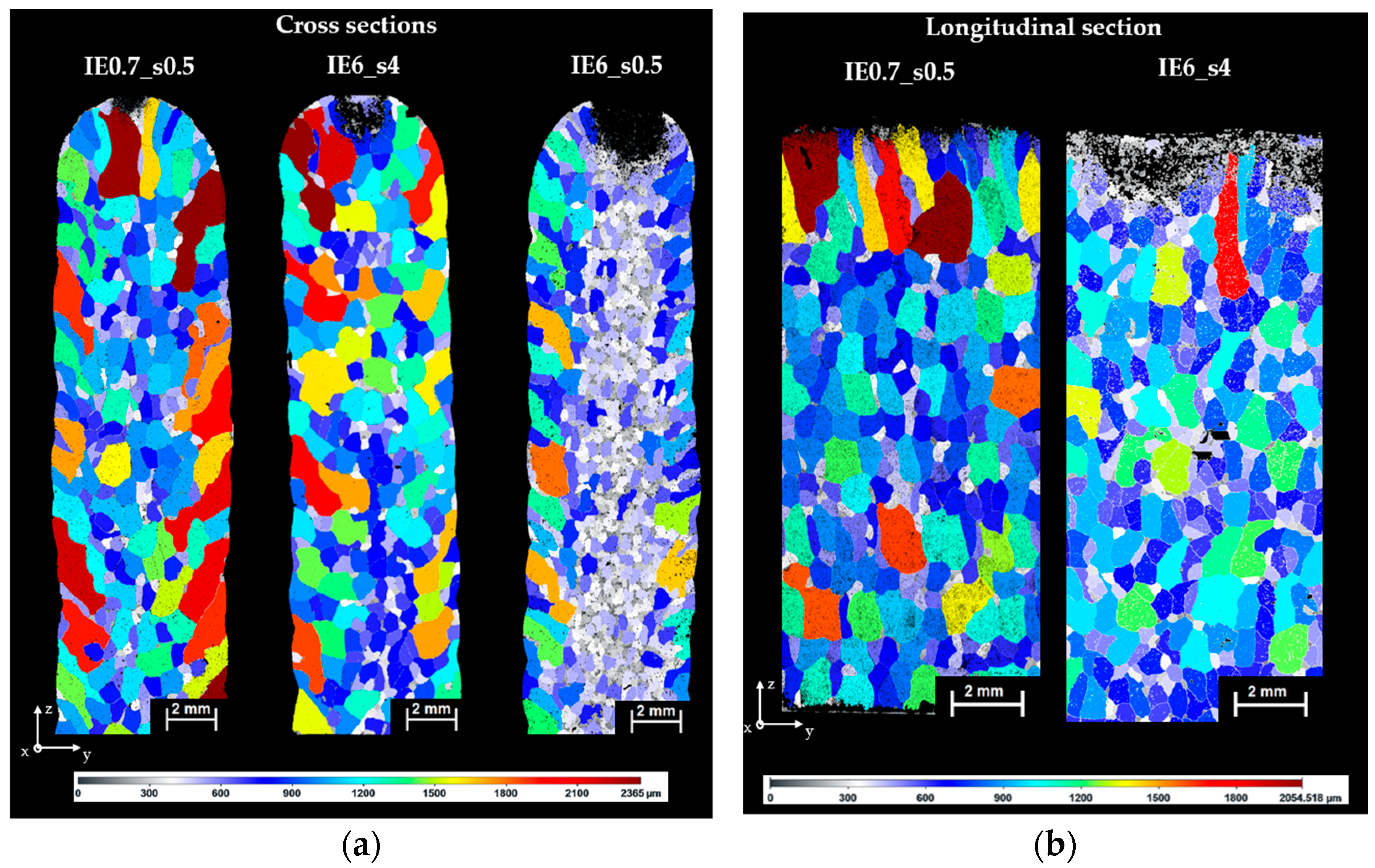
3.1.3. Varying Tool Energy
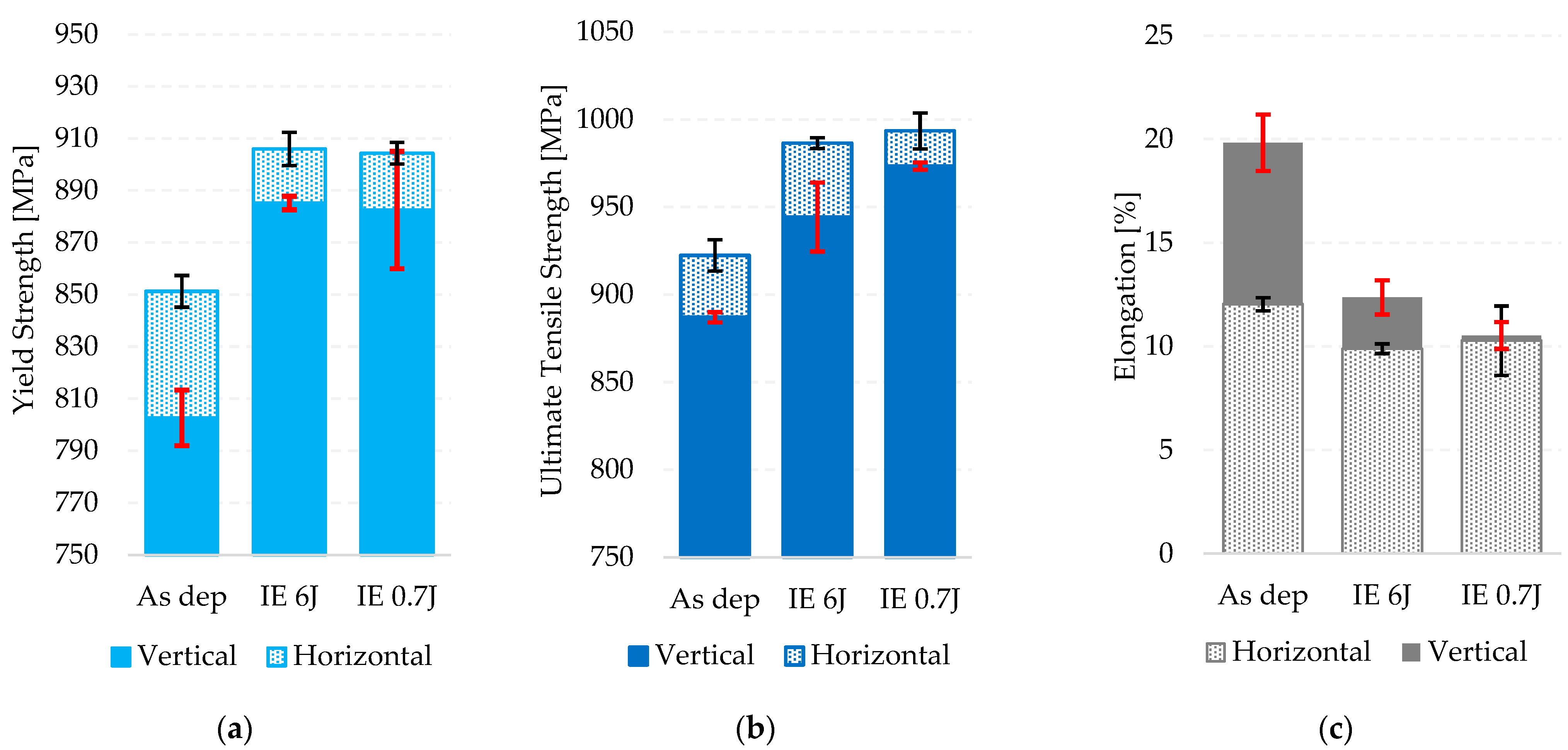
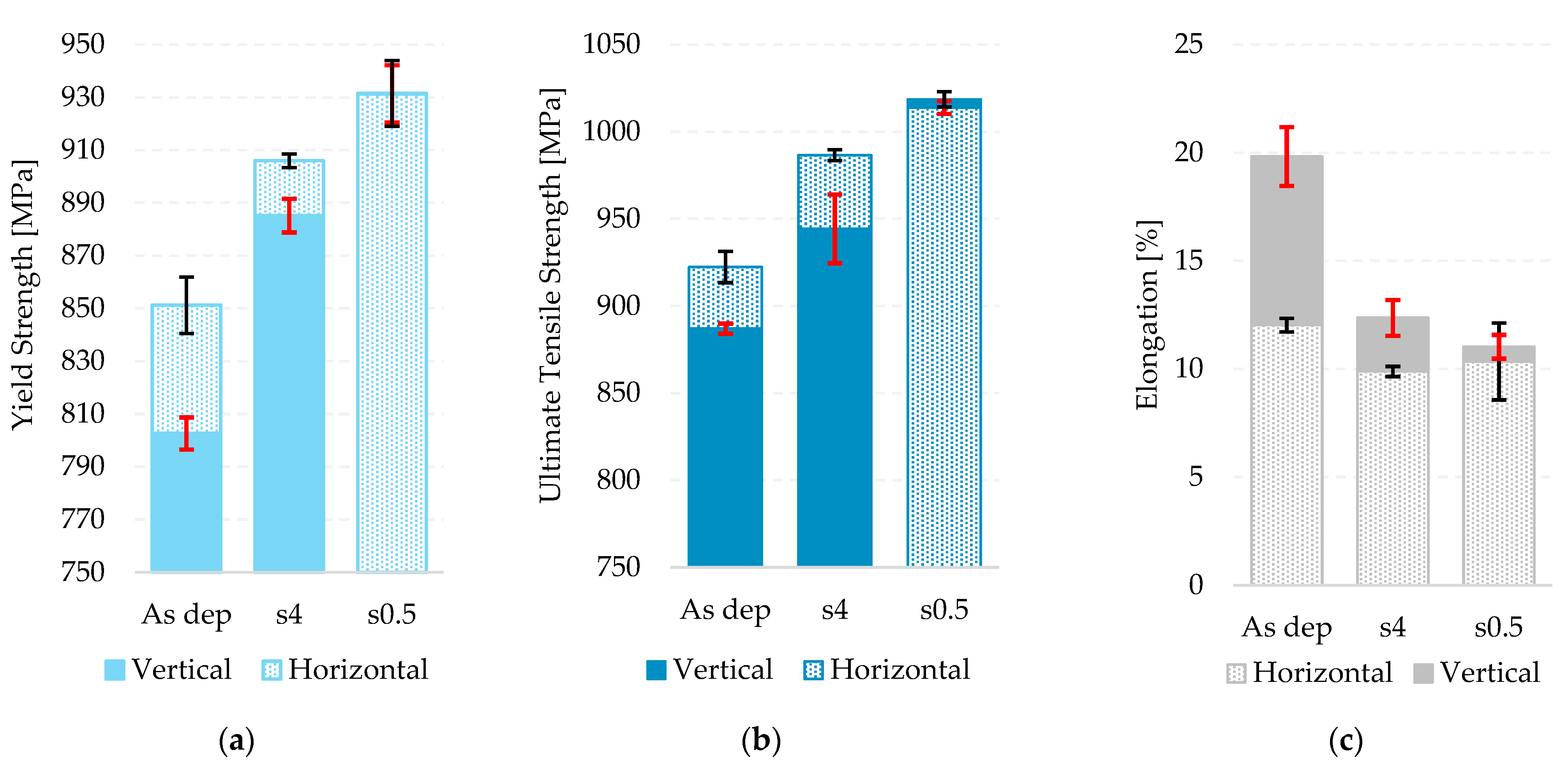
3.2. Tensile Properties
4. Discussion
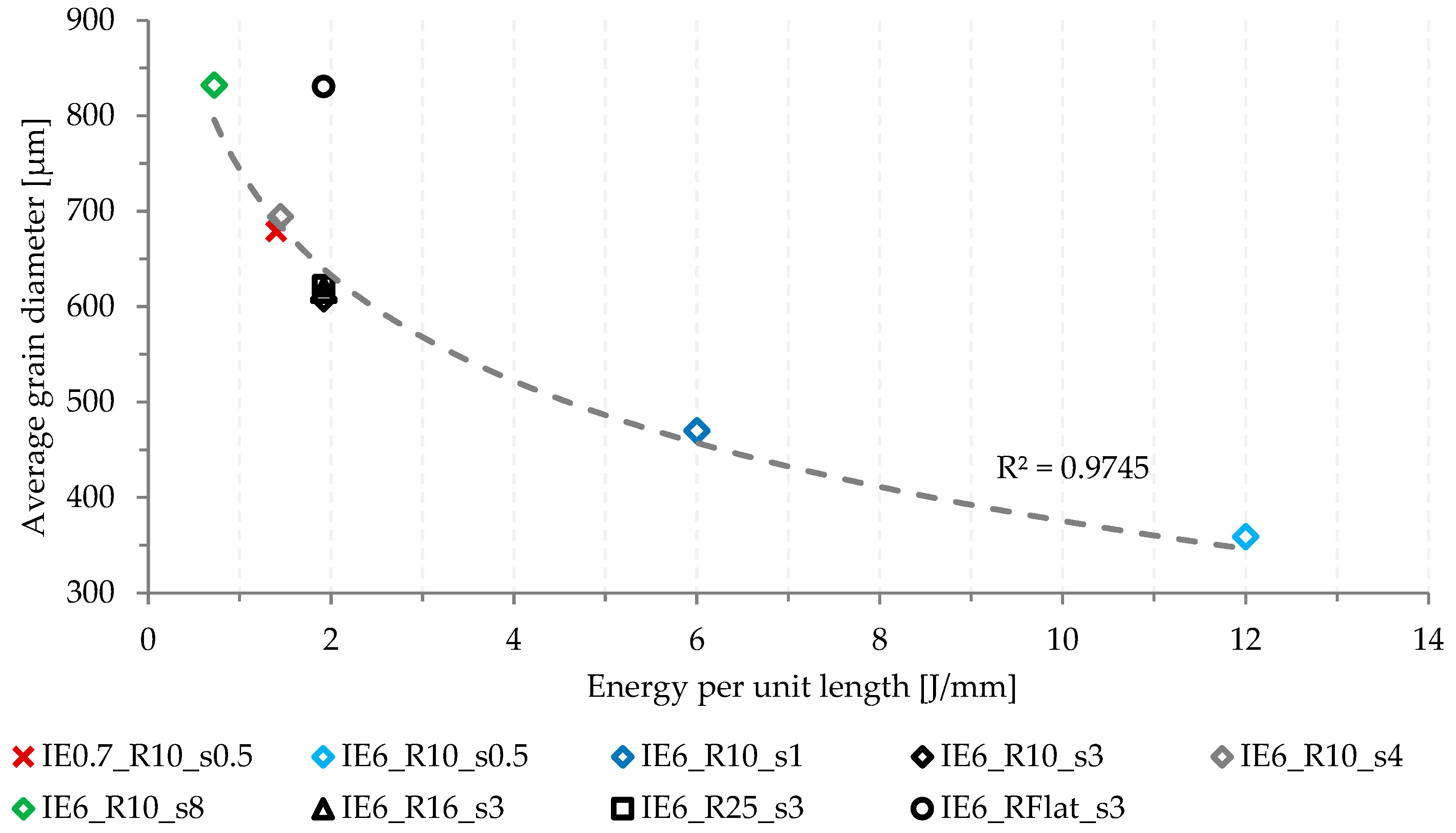
4.1. Contribution of Energy per Unit Length
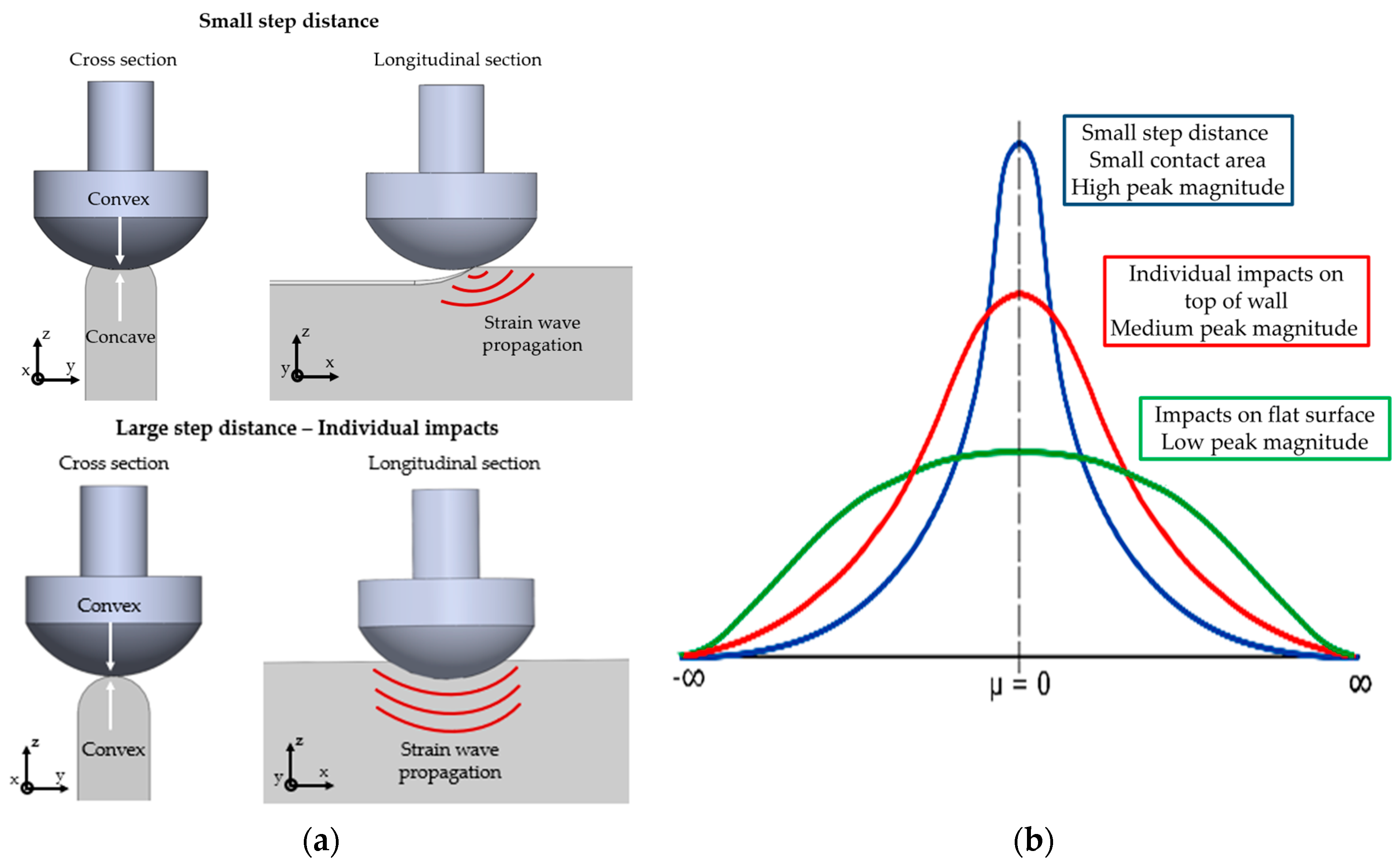
4.2. Dynamic Deformation of MHP
4.3. Mechanical Properties and Prior-β Grain Refinement
5. Conclusions
- For all MHP conditions tested, grain refinement was achieved;
- For different energy tools, the depth of strain is different but very similar average grain size was obtained for the same energy per unit length. This demonstrates that the strain does sufficiently explain the level of grain refinement, which contradicts previous studies;
- A newly suggested parameter, energy per unit length (EPL), is proposed and allows combining step distance and tool energy. Higher EPL leads to smaller grain diameter;
- The level of grain refinement was found to depend on the applied energy per length irrespective of the energy of individual impacts;
- An explanation was proposed for the dynamic deformation in the MHP process. The contact between the wall surface and the tool insert lead to different profiles of strain wave that are obtained at different strain rates;
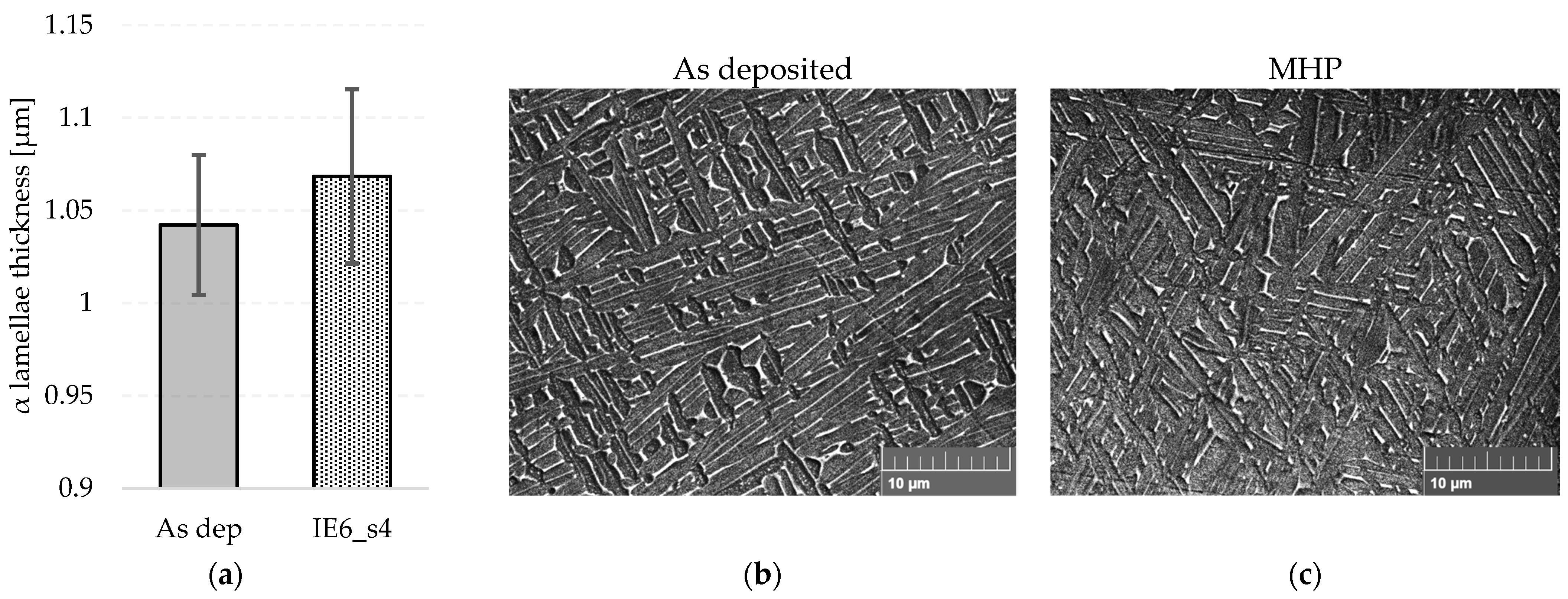
- An improvement of strength was achieved with inter-pass MHP, and the material became more isotropic with the increase in energy per unit length. The increase in the tensile properties could not be attributed to the α lamellae size difference, and it was proposed that texture weakening and randomization of the α lamellae spatial orientation with regards to the loading direction could be responsible.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guo, N.; Leu, M.C. Additive Manufacturing: Technology, Applications and Research Needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed]
- Repnin, A.; Borisov, E.; Emelianov, A.; Popovich, A. Fracture Toughness of Ti6Al4V/Cp-Ti Multi-Material Produced via Selective Laser Melting. Metals 2023, 13, 1738. [Google Scholar] [CrossRef]
- Lin, Z.; Song, K.; Yu, X. A Review on Wire and Arc Additive Manufacturing of Titanium Alloy. J. Manuf. Process. 2021, 70, 24–45. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. The Additive Manufacturing (AM) of Titanium Alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Martina, F.; Colegrove, P.A.; Williams, S.W.; Meyer, J. Microstructure of Interpass Rolled Wire + Arc Additive Manufacturing Ti-6Al-4V Components. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2015, 46, 6103–6118. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Martina, F.; Mehnen, J.; Williams, S.W.; Colegrove, P.; Wang, F. Investigation of the Benefits of Plasma Deposition for the Additive Layer Manufacture of Ti-6Al-4V. J. Mater. Process. Technol. 2012, 212, 1377–1386. [Google Scholar] [CrossRef]
- Lutjering, G. Titanium. In Encyclopedia of Toxicology, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 584–585. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of Processing on Microstructure and Mechanical Properties of (α + β) Titanium Alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Lunt, D.; Ho, A.; Davis, A.; Harte, A.; Martina, F.; Prangnell, P. The Effect of Loading Direction on Strain Localisation in Wire Arc Additively Manufactured Ti–6Al–4V. Mater. Sci. Eng. A 2020, 788, 139608. [Google Scholar] [CrossRef]
- Sequeira Almeida, P.M.; Williams, S. Innovative Process Model of Ti-6Al-4V Additive Layer Manufacturing Using Cold Metal Transfer (CMT). In Proceedings of the 21st Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2010, Austin, TX, USA, 9–11 August 2010; pp. 25–36. [Google Scholar]
- Wang, F.; Williams, S.; Rush, M. Morphology Investigation on Direct Current Pulsed Gas Tungsten Arc Welded Additive Layer Manufactured Ti6Al4V Alloy. Int. J. Adv. Manuf. Technol. 2011, 57, 597–603. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Stjohn, D.H.; Krynen, J.; Tedman-jones, S.; Dargusch, M.S. Promoting the Columnar to Equiaxed Transition and Grain Refinement of Titanium Alloys during Additive Manufacturing. Acta Mater. 2019, 168, 261–274. [Google Scholar] [CrossRef]
- Mereddy, S.; Bermingham, M.J.; Kent, D.; Dehghan-Manshadi, A.; StJohn, D.H.; Dargusch, M.S. Trace Carbon Addition to Refine Microstructure and Enhance Properties of Additive-Manufactured Ti-6Al-4V. JOM 2018, 70, 1670–1676. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kent, D.; Zhan, H.; Stjohn, D.H.; Dargusch, M.S. Controlling the Microstructure and Properties of Wire Arc Additive Manufactured Ti-6Al-4V with Trace Boron Additions. Acta Mater. 2015, 91, 289–303. [Google Scholar] [CrossRef]
- Kennedy, J.R.; Davis, A.E.; Caballero, A.E.; Williams, S.; Pickering, E.J.; Prangnell, P.B. The Potential for Grain Refinement of Wire-Arc Additive Manufactured (WAAM) Ti-6Al-4V by ZrN and TiN Inoculation. Addit. Manuf. 2021, 40, 101928. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Donoghue, J.; Martina, F.; Gu, J.; Prangnell, P.; Hönnige, J. Application of Bulk Deformation Methods for Microstructural and Material Property Improvement and Residual Stress and Distortion Control in Additively Manufactured Components. Scr. Mater. 2016, 135, 111–118. [Google Scholar] [CrossRef]
- Donoghue, J.; Antonysamy, A.A.; Martina, F.; Colegrove, P.A.; Williams, S.W.; Prangnell, P.B. The Effectiveness of Combining Rolling Deformation with Wire-Arc Additive Manufacture on β-Grain Refinement and Texture Modification in Ti-6Al-4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Donoghue, J.; Davis, A.E.; Daniel, C.S.; Garner, A.; Martina, F.; Quinta da Fonseca, J.; Prangnell, P.B. On the Observation of Annealing Twins during Simulating β-Grain Refinement in Ti–6Al–4V High Deposition Rate AM with in-Process Deformation. Acta Mater. 2020, 186, 229–241. [Google Scholar] [CrossRef]
- Bleicher, F.; Lechner, C.; Habersohn, C.; Kozeschnik, E.; Adjassoho, B.; Kaminski, H. Mechanism of Surface Modification Using Machine Hammer Peening Technology. CIRP Ann. Manuf. Technol. 2012, 61, 375–378. [Google Scholar] [CrossRef]
- Hacini, L.; Van Lê, N.; Bocher, P. Evaluation of Residual Stresses Induced by Robotized Hammer Peening by the Contour Method. Exp. Mech. 2009, 49, 775–783. [Google Scholar] [CrossRef]
- Byun, J.-G.; Yi, H.; Cho, S.-M. The Effect of Interpass Peening on Mechanical Properties in Additive Manufacturing of Ti-6Al-4V. J. Weld. Join. 2017, 35, 6–12. [Google Scholar] [CrossRef]
- Lee, W.-S.; Lin, C.-F. Plastic Deformation and Fracture Behaviour of Ti–6Al–4V Alloy Loaded with High Strain Rate under Various Temperatures. Mater. Sci. Eng. A 1998, 241, 48–59. [Google Scholar] [CrossRef]
- Neto, L.; Williams, S.; Ding, J.; Hönnige, J.; Martina, F. Mechanical Properties Enhancement of Additive Manufactured Ti-6Al-4V by Machine Hammer Peening. In Proceedings of the International Conference on Advanced Surface Enhancement, Singapore, 10–12 September 2019; pp. 121–132. [Google Scholar]
- Hönnige, J.R.; Colegrove, P.; Williams, S. Improvement of Microstructure and Mechanical Properties in Wire + Arc Additively Manufactured Ti-6Al-4V with Machine Hammer Peening. Procedia Eng. 2017, 216, 8–17. [Google Scholar] [CrossRef]
- Hönnige, J.R.; Davis, A.E.; Ho, A.; Kennedy, J.R.; Neto, L.; Prangnell, P. The Effectiveness of Grain Refinement by Machine Hammer Peening in High Deposition Rate Wire-Arc AM Ti-6Al-4V. Metall. Mater. Trans. A 2020, 51A, 3692–3703. [Google Scholar] [CrossRef]
- Schulze, V.; Bleicher, F.; Groche, P.; Guo, Y.B.; Pyun, Y.S. Surface Modification by Machine Hammer Peening and Burnishing. CIRP Ann. Manuf. Technol. 2016, 65, 809–832. [Google Scholar] [CrossRef]
- Oechsner, M.; Wied, J.; Stock, J. Influence of Machine Hammer Peening on the Tribology of Sheet Forming. Adv. Mater. Res. 2014, 966–967, 397–405. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Martina, F.; Williams, S.; Wiktorowicz, R.; Palt, M.R. Development of a Laminar Flow Local Shielding Device for Wire+arc Additive Manufacture. J. Mater. Process. Technol. 2015, 226, 99–105. [Google Scholar] [CrossRef]
- Zhao, H.; Ho, A.; Davis, A.; Antonysamy, A.; Prangnell, P. Automated Image Mapping and Quanti Fi Cation of Microstructure Heterogeneity in Additive Manufactured Ti6Al4V. Mater. Charact. 2019, 147, 131–145. [Google Scholar] [CrossRef]
- Davies, P.S. An Investigation of Microstructure and Texture Evolution in the Near-Alfa Titanium Alloy Timetal 834; The University of Sheffield: Sheffield, UK, 2009. [Google Scholar]
- Davies, P.S.; Wynne, B.P.; Rainforth, W.M.; Thomas, M.J.; Threadgill, P.L. Development of Microstructure and Crystallographic Texture during Stationary Shoulder Friction Stir Welding of Ti-6Al-4V. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 2278–2289. [Google Scholar] [CrossRef]
- Gey, N.; Humbert, M. Specific Analysis of EBSD Data to Study the Texture Inheritance Due to the β → α Phase Transformation. J. Mater. Sci. 2003, 8, 1289–1294. [Google Scholar] [CrossRef]
- Humbert, M.; Gey, N. The Calculation of a Parent Grain Orientation from Inherited Variants for Approximate (b.c.c. ± h.c.p.) Orientation Relations. J. Appl. Crystallogr. 2002, 35, 401–405. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.J. Analysis Tools for Electron and X-ray Diffraction, ATEX–Software, Software version 3.17; University of Lorraine: Lorraine, France, 2017.
- Buchheit, T.E.; Wellman, G.W.; Battaile, C.C. Investigating the Limits of Polycrystal Plasticity Modeling. Int. J. Plast. 2005, 21, 221–249. [Google Scholar] [CrossRef]
- Davis, A.E.; Martina, F.; Prangnell, P.B.; Hönnige, J.R. Quantification of Strain Fields and Grain Refinement in Ti-6Al-4V Inter-Pass Rolled Wire-Arc AM by EBSD Misorientation Analysis. Mater. Charact. 2020, 170, 110673. [Google Scholar] [CrossRef]
- BS EN 2002-1:2005; Metallic Materials—Test Methods—Part1: Tensile Testing at Ambient Temperature. European Committee for Standardization: Brussels, Belgium, 2005.
- Davis, A.E.; Caballero, A.; Prangnell, P.B. Confirmation of Rapid-Heating Beta Recrystallization in Wire-Arc Additively Manufactured Ti-6Al-4V. Materialia 2020, 13, 100857. [Google Scholar] [CrossRef]
- Wied, J. Oberflächenbehandlung von Umformwerkzeugen durch Festklopfen; TU: Darmstadt, Germany, 2011. [Google Scholar]
- Vasu, A.; Hu, Y.; Grandhi, R.V. Differences in Plasticity Due to Curvature in Laser Peened Components. Surf. Coat. Technol. 2013, 235, 648–656. [Google Scholar] [CrossRef]
- Hertz, H. Ueber Die Berührung Fester Elastischer Körper. J. Für Die Reine Und Angew. Math. 1882, 92, 156–171. [Google Scholar]
- Tabor, D. The Hardness of Metals; Oxford University Press: Oxford, UK, 1951. [Google Scholar]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1987. [Google Scholar]
- Keist, J.S.; Palmer, T.A. Development of Strength-Hardness Relationships in Additively Manufactured Titanium Alloys. Mater. Sci. Eng. A 2017, 693, 214–224. [Google Scholar] [CrossRef]
- Zuback, J.S.; DebRoy, T. The Hardness of Additively Manufactured Alloys. Materials 2018, 11, 2070. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A Critical Review on Additive Manufacturing of Ti-6Al-4V Alloy: Microstructure and Mechanical Properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | O | C | N | Others |
|---|---|---|---|---|---|---|---|
| Balance | 6.14–6.15 | 3.91–3.94 | 0.17–0.18 | 0.15 | 0.021 | 0.007–0.008 | 0.0172 |
| Current [A] | Wire Feed Speed [m/min] | Travel Speed [mm/s] | Wire Diameter [mm] | Work Piece Distance [mm] | Plasma Gas Flow [L/min] | Shielding Gas Flow [L/min] |
|---|---|---|---|---|---|---|
| 145 | 2.4 | 5 | 1.2 | 8 | 0.8 | 8 |
| Impact Energy–IE [J] | Tool Radius–R [mm] | Step Distance–s [mm] | Peening Velocity–v [mm/s] | Sample Name |
|---|---|---|---|---|
| 0.7 (F = 225 Hz) | 10 | 0.5 | 112.5 | IE0.7_R10_s0.5 * |
| 6 J (F = 36 Hz) | 10 | 8.33 | 300 | IE6_R10_s8 |
| 4.16 | 150 | IE6_R10_s4 * | ||
| 3.13 | 112.5 | IE6_R10_s3 | ||
| 1 | 36 | IE6_R10_s1 | ||
| 0.5 | 18 | IE6_R10_s0.5 * | ||
| Flat | 3.13 | 112.5 | IE6_Flat_s3 | |
| 25 | IE6_R25_s3 | |||
| 16 | IE6_R16_s3 | |||
| 6 | IE6_R6_s3 | |||
| 4 | IE6_R4_s3 |
| Average Grain Diameter [µm] | OM Depth of Deformation [µm] | |
|---|---|---|
| IE0.7_s0.5 | 679 | 70.2 |
| IE6_s4 | 694 | 158.5 |
| IE6_s0.5 | 392 | 530.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neto, L.; Williams, S.; Davis, A.E.; Kennedy, J.R. Effect of Machine Hammer Peening Conditions on β Grain Refinement of Additively Manufactured Ti-6Al-4V. Metals 2023, 13, 1888. https://doi.org/10.3390/met13111888
Neto L, Williams S, Davis AE, Kennedy JR. Effect of Machine Hammer Peening Conditions on β Grain Refinement of Additively Manufactured Ti-6Al-4V. Metals. 2023; 13(11):1888. https://doi.org/10.3390/met13111888
Chicago/Turabian StyleNeto, Leonor, Stewart Williams, Alec E. Davis, and Jacob R. Kennedy. 2023. "Effect of Machine Hammer Peening Conditions on β Grain Refinement of Additively Manufactured Ti-6Al-4V" Metals 13, no. 11: 1888. https://doi.org/10.3390/met13111888