
Effect of Fe-Bearing Phases on the Mechanical Properties and Fracture Mechanism of Al–2wt.%Cu–1.5wt.%Mn (Mg,Zn) Non-Heat Treatable Sheet Alloy

 ,
,
Abstract
:1. Introduction
2. Experimental Section
3. Experimental Results
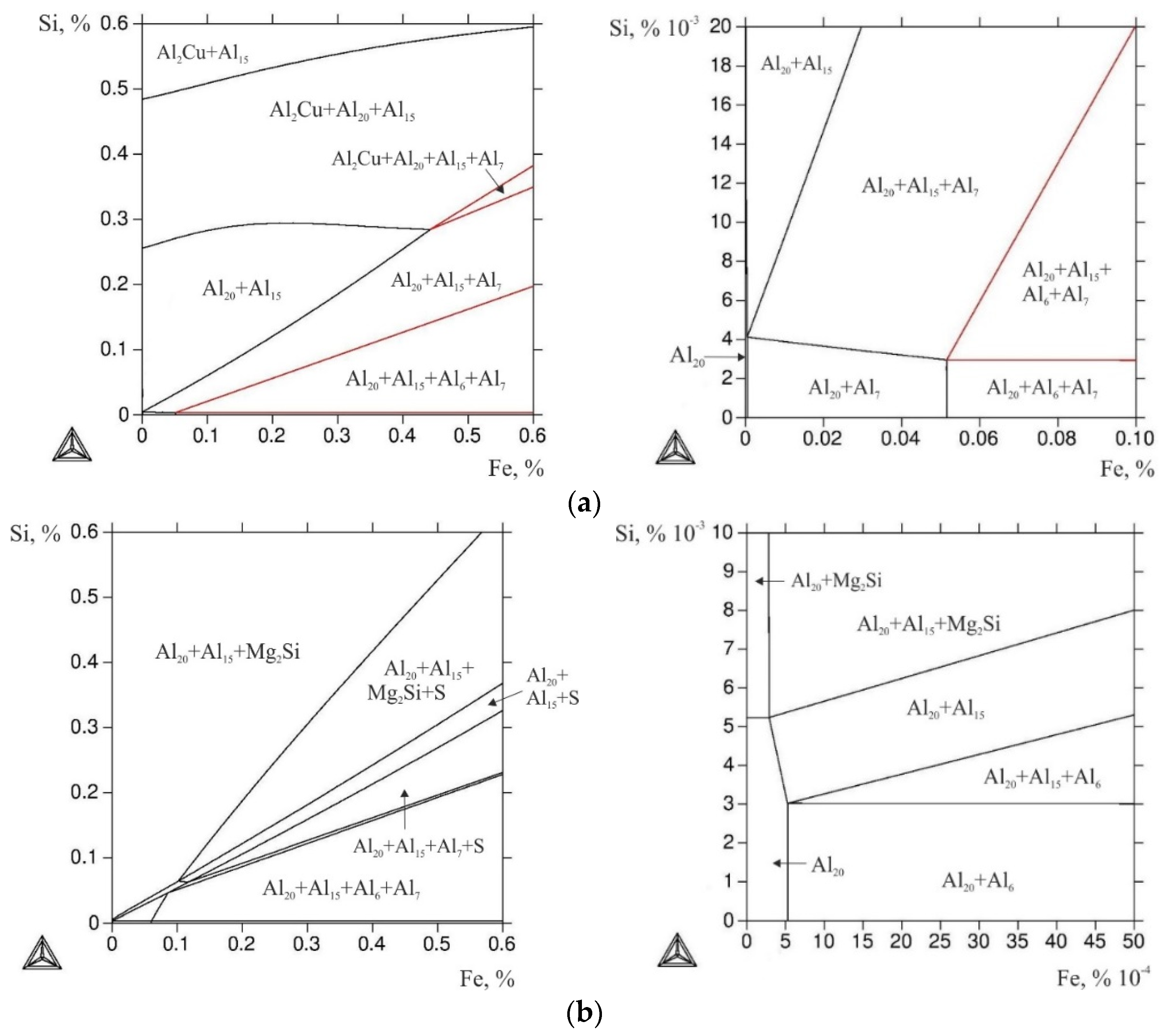
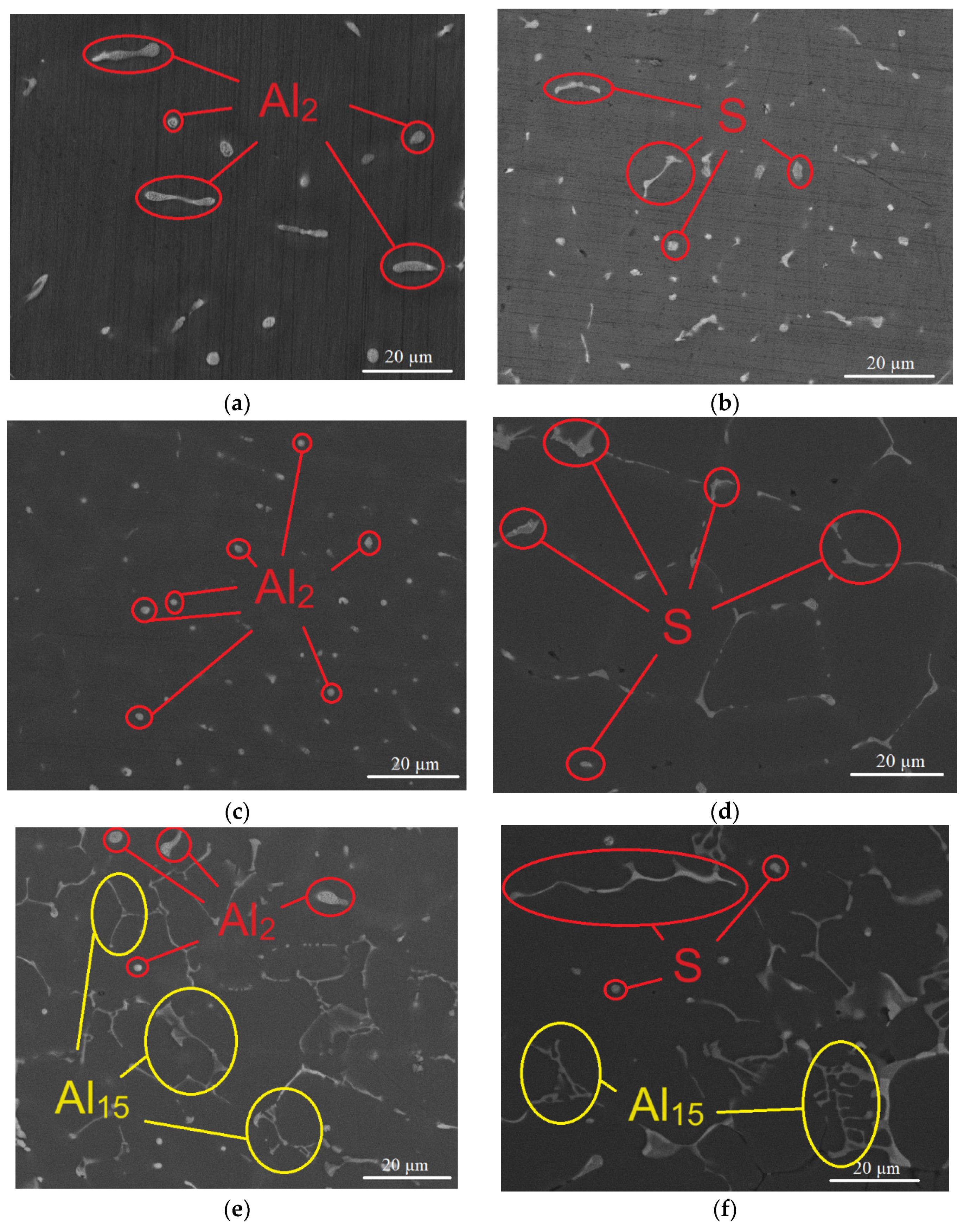
3.1. Microstructureof As-Cast Ingots
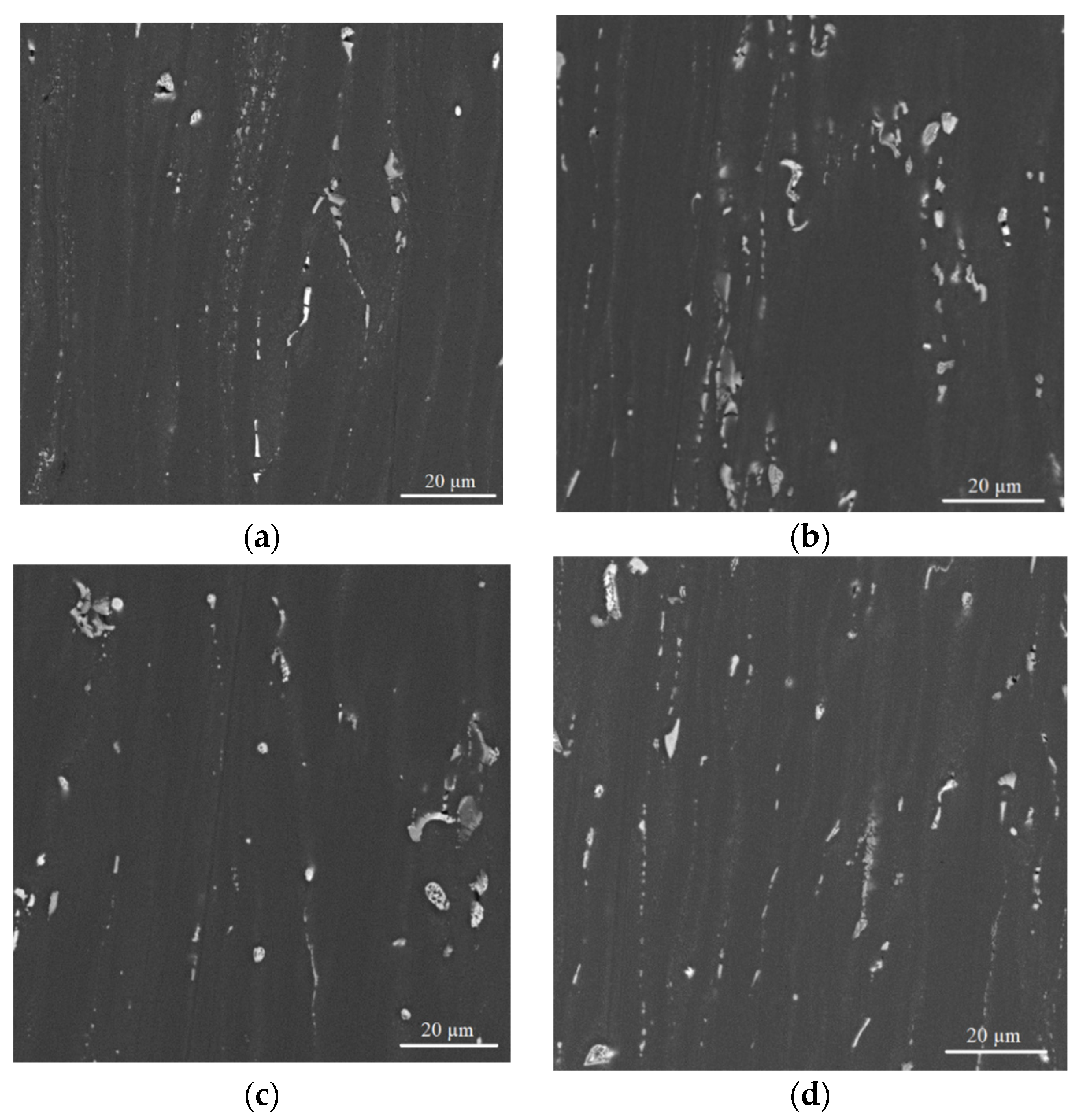
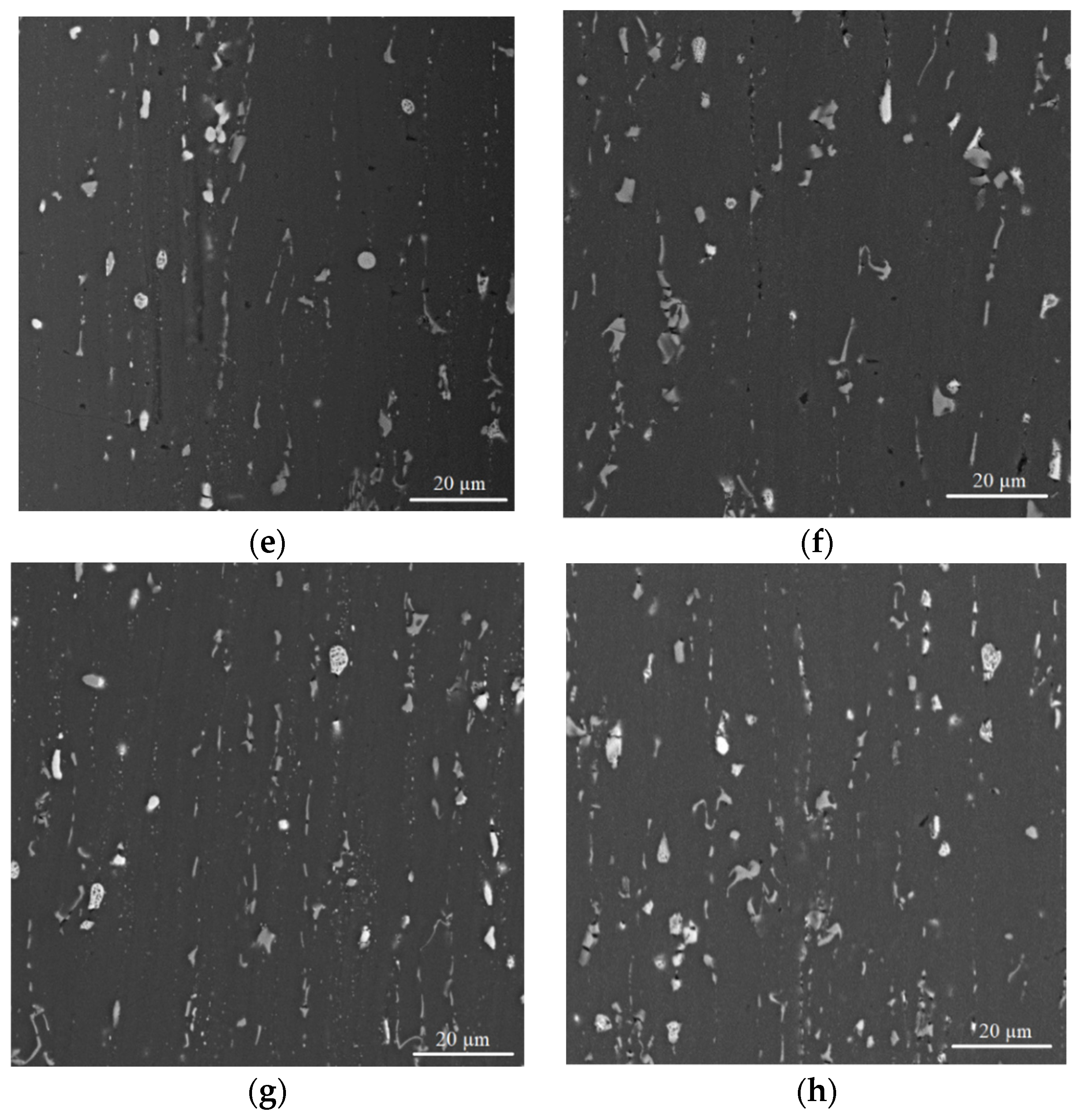
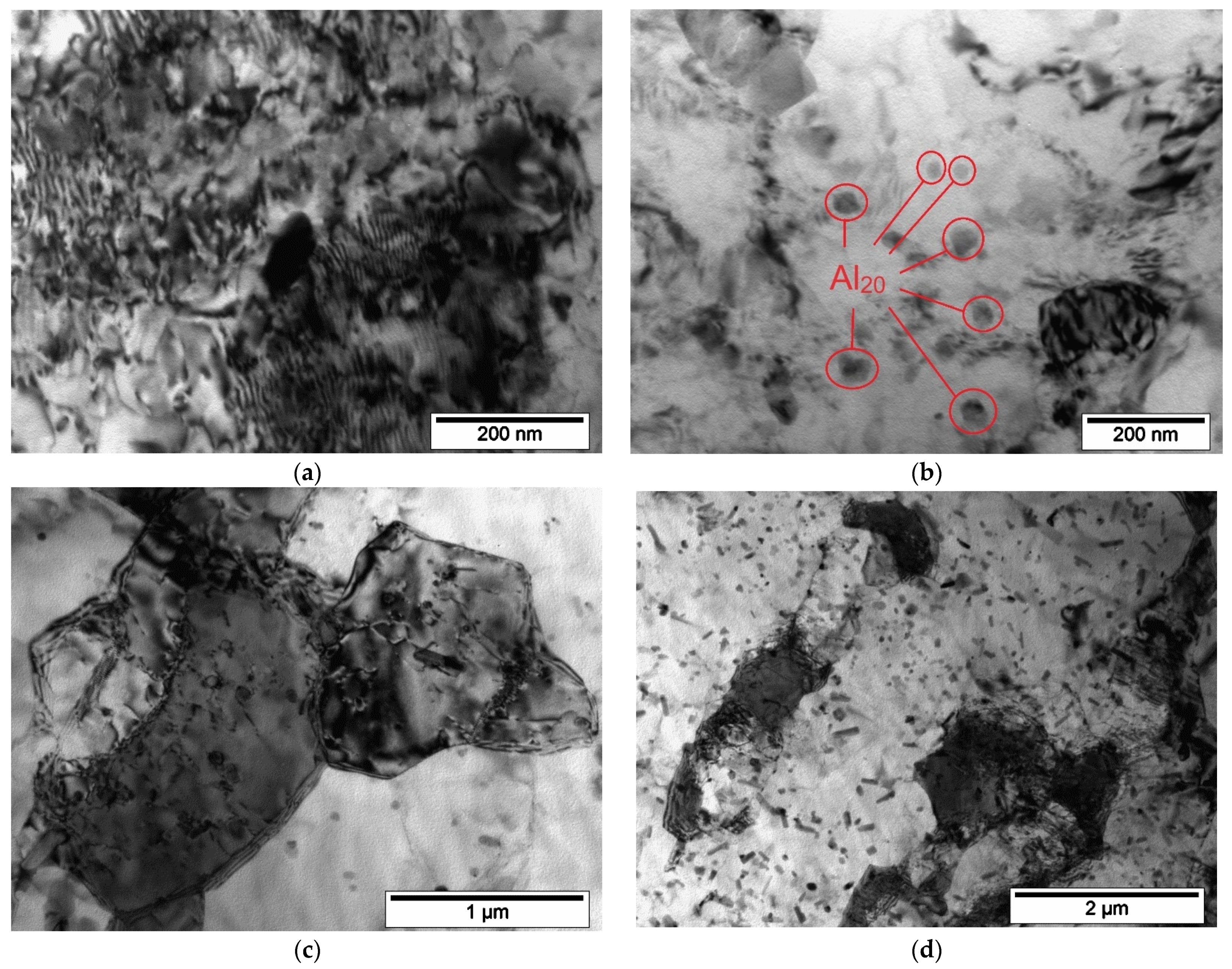
3.2. Microstructure of Hot-Rolled and Cold Sheets
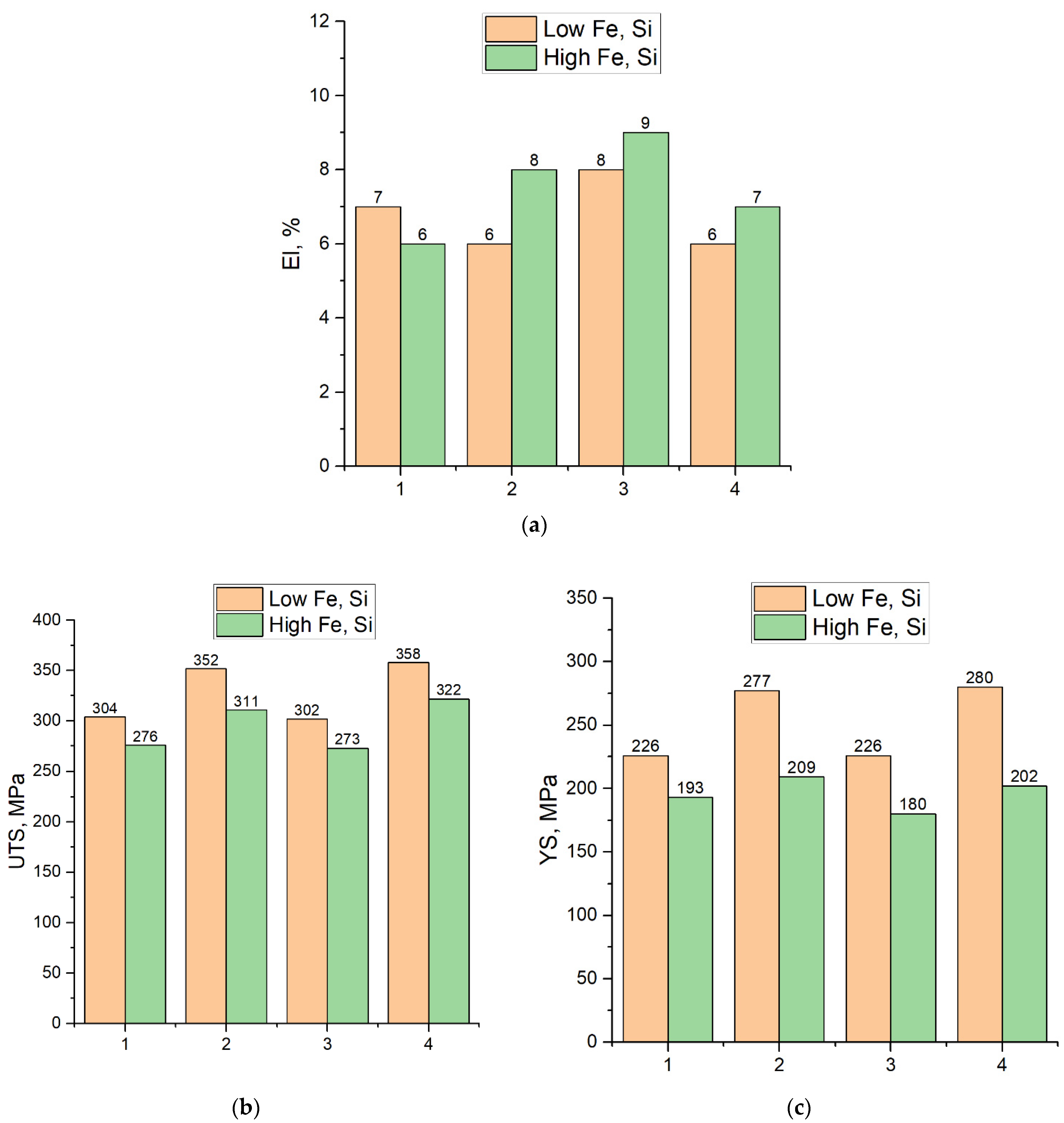
3.3. Mechanical Properties of Cold-Rolled Sheets
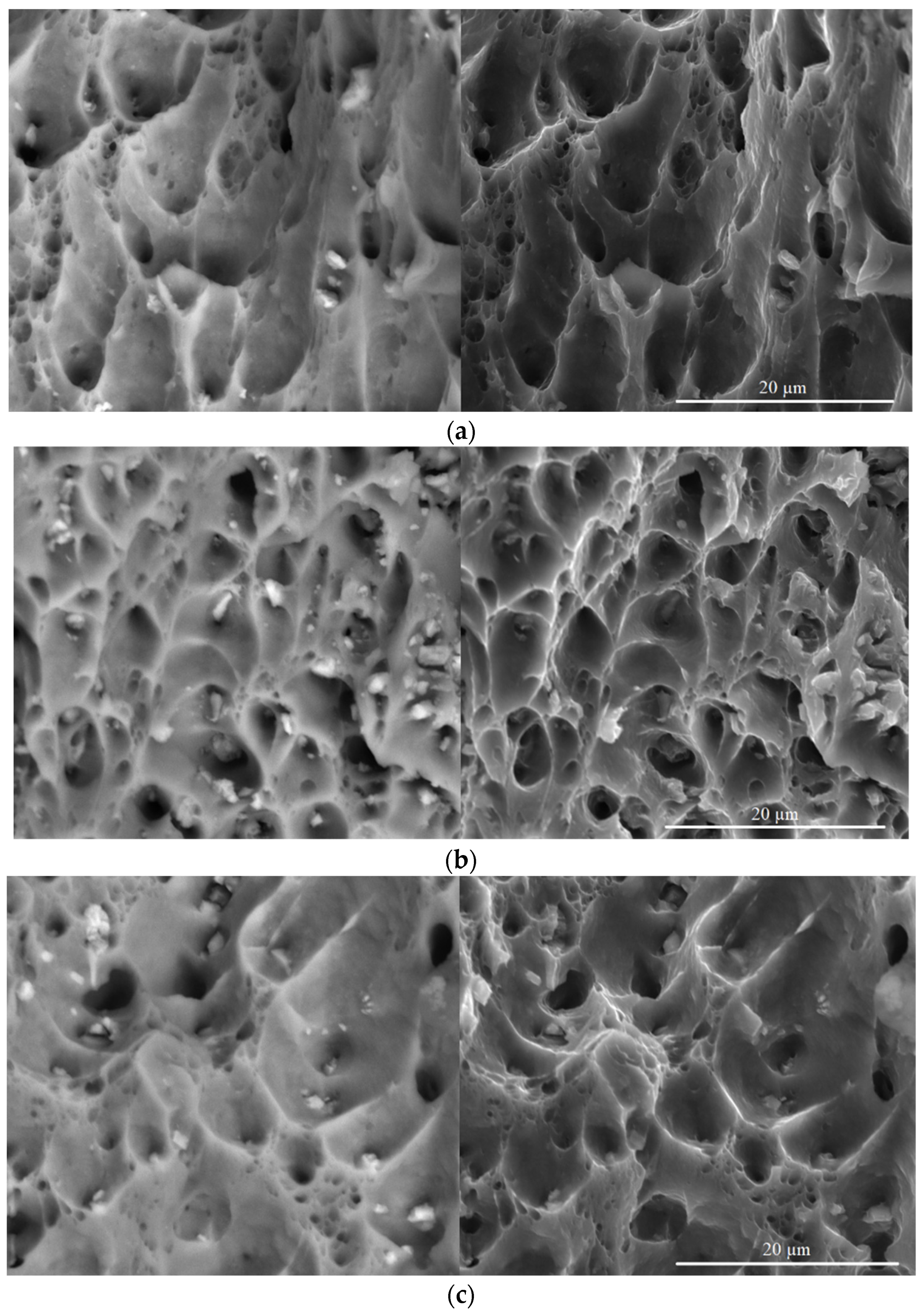
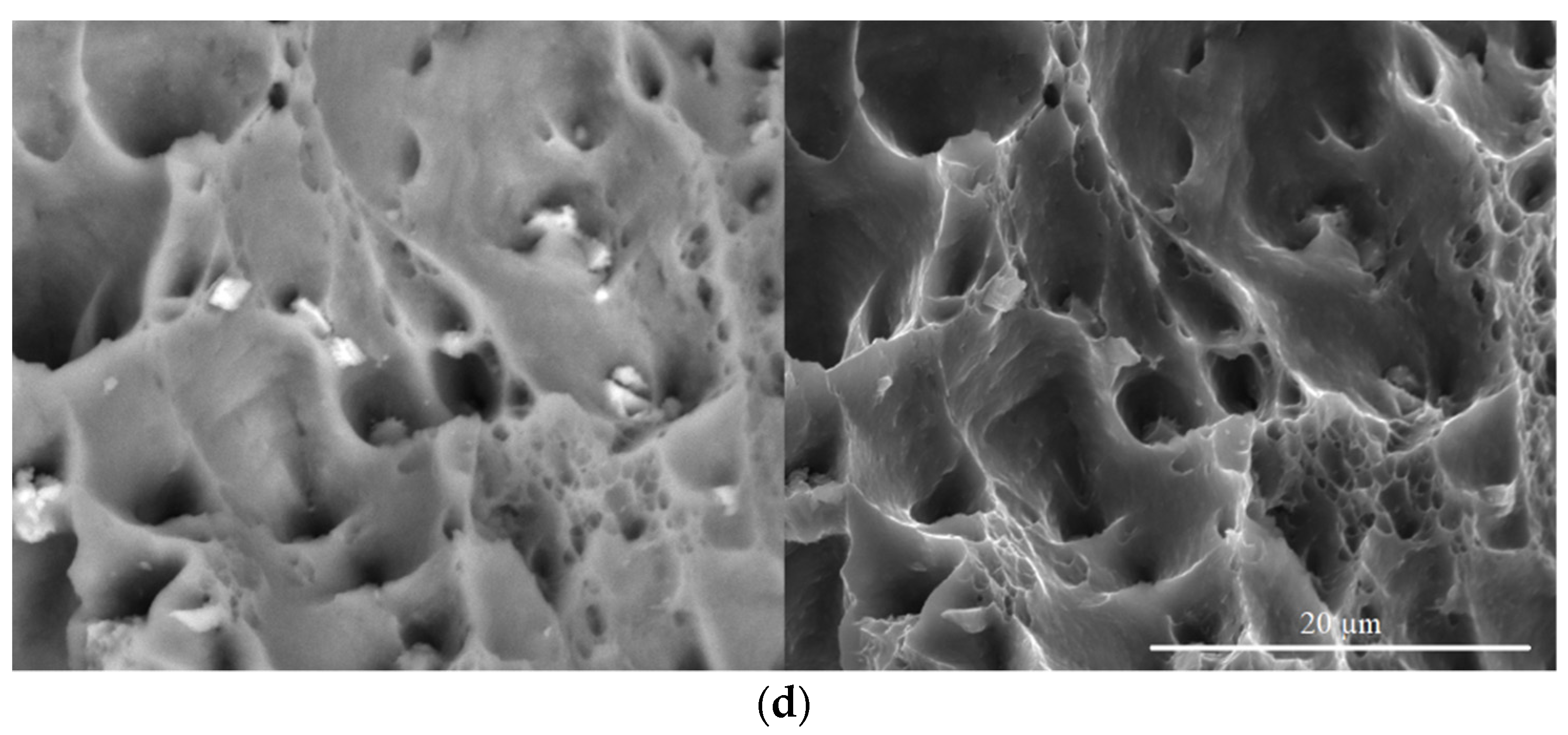
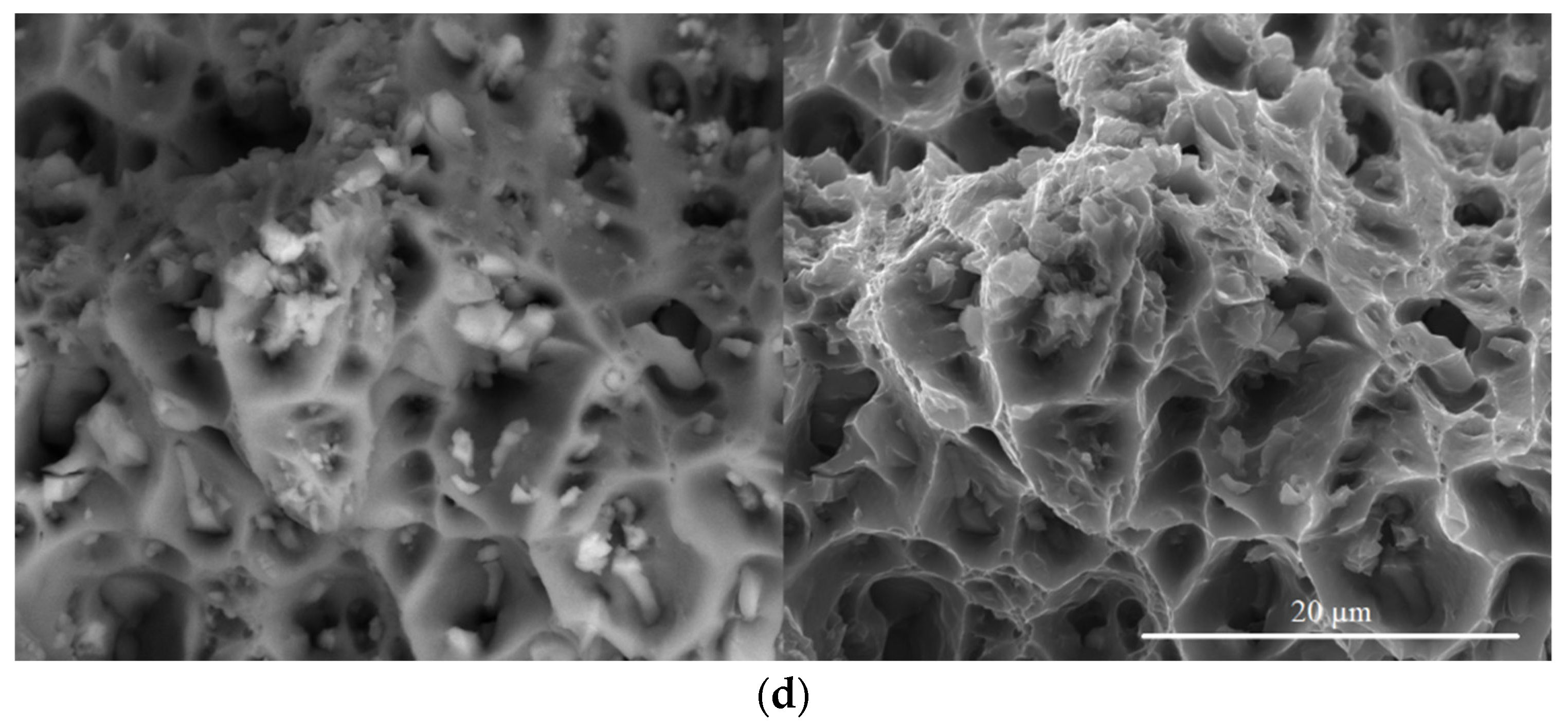
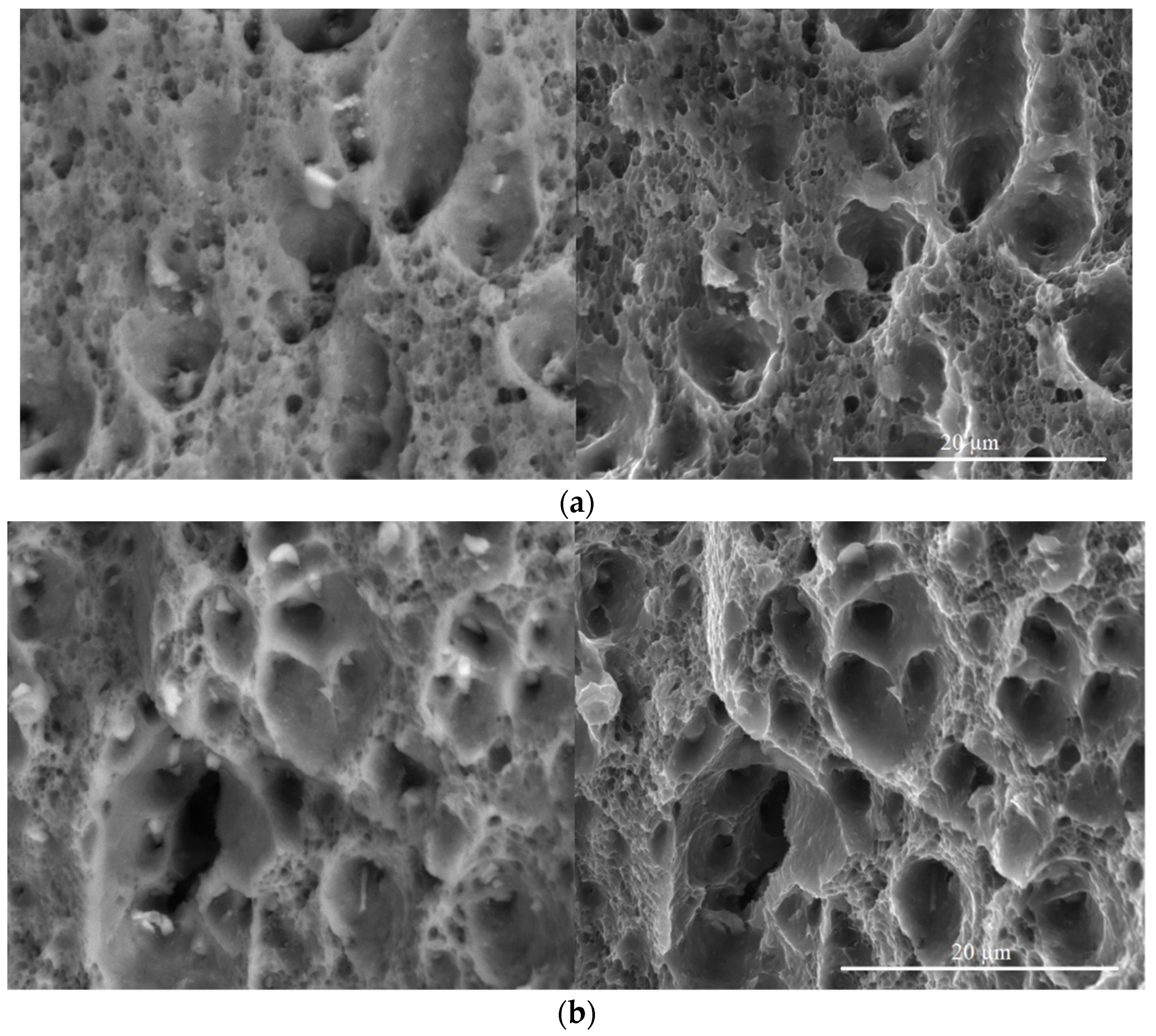
3.4. Fracture Mechanism of Cold-Rolled Sheets
4. Discussion
5. Summary
- The addition of 0.5% iron and 0.4% silicon to the base alloy, regardless of the presence of Mg and Zn, led to the formation of Al15(Mn,Fe)3Si2 eutectic phase inclusions.
- Despite the relatively high proportion of eutectic particles, non-homogenized ingots of alloys containing Fe-bearing phases demonstrated sufficiently high deformation processability during hot (400 °C) and cold rolling, making it possible to obtain suitable sheets (with reduction degrees of 80 and 75%, respectively).
- During the rolling process, the Al15(Mn,Fe)3Si2 phase particles are fragmented into compact inclusions with sizes less than 2 μm, and their distribution becomes uniform.
- The combined addition of 0.5% Fe and 0.4% Si to the “pure” alloys Series B has virtually no effect on the ductility of cold–rolled sheets but reduces the strength properties.
- The uniform distribution of the Fe-bearing phases in the structure of the cold–rolled sheets contributes to the preservation of the dimple fracture toughness mechanism. This helps to maintain the same level of ductility in cold–rolled sheets as in “pure” alloys.
- This work has demonstrated the fundamental possibility of using a variety of secondary raw materials (containing the main elements present in aluminum alloys of different alloying systems) for the preparation of a base alloy that does not require homogenization and hardening.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jaunky, V.C. Are Shocks to Aluminium Consumption Transitory or Permanent? Rev. Appl. Econ. 2013, 9, 21–37. [Google Scholar] [CrossRef]
- Babcsán, N. Aluminium infinite green circular economy–theoretical carbon free infinite loop, combination of material and energy cycles. In Solutions for Sustainable Development; CRC Press: Boca Raton, FL, USA, 2019; pp. 205–210. [Google Scholar]
- Brough, D.; Jouhara, H. The aluminium industry: A review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int. J. Thermofluids 2020, 1, 100007. [Google Scholar] [CrossRef]
- Ashkenazi, D. How aluminum changed the world: A metallurgical revolution through technological and cultural perspectives. Technol. Forecast. Soc. Change 2019, 143, 101–113. [Google Scholar] [CrossRef]
- Pedneault, J.; Majeau-Bettez, G.; Pauliuk, S.; Margni, M. Sector-specific scenarios for future stocks and flows of aluminum: An analysis based on shared socioeconomic pathways. J. Ind. Ecol. 2022, 26, 1728–1746. [Google Scholar] [CrossRef]
- Ujah, C.O.; Popoola, A.P.I.; Popoola, O.M. Review on materials applied in electric transmission conductors. J. Mater. Sci. 2022, 57, 1581–1598. [Google Scholar] [CrossRef]
- Zheng, K.; Politis, D.J.; Wang, L.; Lin, J. A review on forming techniques for manufacturing lightweight complex—Shaped aluminium panel components. Int. J. Lightweight Mater. Manuf. 2018, 1, 55–80. [Google Scholar] [CrossRef]
- Kermanidis, A.T. Aircraft Aluminum Alloys: Applications and Future Trends. In Revolutionizing Aircraft Materials and Processes; Pantelakis, S., Tserpes, K., Eds.; Springer: Cham, Switzerland, 2020; pp. 21–55. [Google Scholar]
- Yang, C.; Zhang, L.; Chen, Z.; Gao, Y.; Xu, Z. Dynamic material flow analysis of aluminum from automobiles in China during 2000-2050 for standardized recycling management. J. Clean. Prod. 2022, 337, 130544. [Google Scholar] [CrossRef]
- Raabe, D.; Ponge, D.; Uggowitzer, P.; Roscher, M.; Paolantonio, M.; Liu, C.; Antrekowitsch, H.; Kozeschnik, E.; Seidmann, D.; Gault, B.; et al. Making sustainable aluminium by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar] [CrossRef]
- Stemper, L.; Tunes, M.A.; Tosone, R.; Uggowitzer, P.J.; Pogatscher, S. On the potential of aluminum crossover alloys. Prog. Mater. Sci. 2022, 124, 100873. [Google Scholar] [CrossRef]
- Asadikiya, M.; Yang, S.; Zhang, Y.; Lemay, C.; Apelian, D.; Zhong, Y. A review of the design of high-entropy aluminum alloys: A pathway for novel Al alloys. J. Mater. Sci. 2021, 56, 12093–12110. [Google Scholar] [CrossRef]
- Deev, V.B.; Degtyar, V.A.; Kutsenko, A.I.; Selyanin, I.F.; Voitkov, A.P. Resource-Saving Technology for the Production of Cast Aluminum Alloys. Steel Transl. 2007, 37, 991–994. [Google Scholar] [CrossRef]
- Arowosola, A.; Gaustad, G. Estimating increasing diversity and dissipative loss of critical metals in the aluminum automotive sector. Resour. Conserv. Recycl. 2019, 150, 104382. [Google Scholar] [CrossRef]
- Capuzzi, S.; Timelli, G. Preparation and melting of scrap in aluminum recycling: A review. Metals 2018, 8, 249. [Google Scholar] [CrossRef]
- Niu, G.; Wang, J.; Ye, J.; Mao, J. Enhancing Fe content tolerance in A356 alloys for achieving low carbon footprint aluminum structure castings. J. Mater. Sci. Technol. 2023, 161, 180–191. [Google Scholar] [CrossRef]
- Polmear, I.; StJohn, D.; Nie, J.F.; Qian, M. Light Alloys: Metallurgy of the Light Metals, 5th ed.; Elsevier: Amsterdam, The Netherland; Butterworth-Heinemann: Oxford, UK, 2017; pp. 31–107. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Shurkin, P.K.; Korotkova, N.O. Comparative analysis of structure evolution and thermal stability of experimental AA2219 and model Al-2wt.%Mn-2wt.%Cu cold rolled alloys. J. Alloys Compd. 2021, 864, 158823. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Matveeva, I.A. Optimization of phase composition of Al–Cu–Mn–Zr–Sc alloys for rolled products without requirement for solution treatment and quenching. J. Alloys Compd. 2014, 583, 206–213. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Akopyan, T.K.; Tsydenov, K.A. Simultaneous Increase of Electrical Conductivity and Hardness of Al–1.5 wt.% Mn Alloy by Addition of 1.5 wt.% Cu and 0.5 wt.% Zr. Metals 2019, 9, 1246. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Korotkova, N.O.; Timofeev, V.N.; Shurkin, P.K. Effect of cold rolling and annealing temperature on structure, hardness and electrical conductivity of rapidly solidified alloy of Al–Cu–Mn–Zr system. Mater. Lett. 2021, 300, 130199. [Google Scholar] [CrossRef]
- Korotkova, N.O.; Shurkin, P.K.; Cherkasov, S.O.; Aksenov, A.A. Effect of Copper Concentration and Annealing Temperature on the Structure and Mechanical Properties of Ingots and Cold-Rolled Sheets of Al–2% Mn Alloy. Russ. J. Non-Ferr. Metals 2022, 63, 190–200. [Google Scholar] [CrossRef]
- Belov, N.A.; Cherkasov, S.O.; Korotkova, N.O.; Yakovleva, A.O.; Tsydenov, K.A. Effect of Iron and Silicon on the Phase Composition and Microstructure of the Al–2% Cu–2% Mn (wt%) Cold Rolled Alloy. Phys. Met. Metallogr. 2021, 122, 1095–1102. [Google Scholar] [CrossRef]
- Mondol, S.; Alam, T.; Banerjee, R.; Kumar, S.; Chattopadhyay, K. Development of a high temperature high strength Al alloy by addition of small amounts of Sc and Mg to 2219 alloy. Mater. Sci. Eng. A 2017, 687, 221–231. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Huang, S.; Zhang, Y. Effects of cold predeformation on dissolution of second-phase Al2Cu particles during solution treatment of 2219 Al-Cu alloy forgings. Mater. Charact. 2018, 135, 18–24. [Google Scholar] [CrossRef]
- Zuiko, I.; Kaibyshev, R. Aging behavior of an Al–Cu–Mg alloy. J. Alloys Compd. 2018, 759, 108–119. [Google Scholar] [CrossRef]
- De Sousa Araujo, J.V.; Milagre, M.X.; Ferreira, R.O.; de Souza Carvalho Machado, C.; de Abreu, C.P.; Costa, I. Microstructural characteristics of the Al alloys: The dissimilarities among the 2XXX alloys series used in aircraft structures. Metallogr. Microstruct. Anal. 2020, 9, 744–758. [Google Scholar] [CrossRef]
- Shakiba, M.; Parson, N.; Chen, X.-G. Hot deformation behavior and rate-controlling mechanism in dilute Al–Fe–Si alloys with minor additions of Mn and Cu. Mater. Sci. Eng. A 2015, 636, 572–581. [Google Scholar] [CrossRef]
- Sakow, S.; Tokunaga, T.; Ohno, M.; Matsuura, K. Microstructure refinement and mechanical properties improvement of Al-Si-Fe alloys by hot extrusion using a specially designed high-strain die. J. Mater. Process. Technol. 2020, 277, 1116447. [Google Scholar] [CrossRef]
- Shakiba, M.; Parson, N.; Chen, X.-G. Effect of homogenization treatment and silicon content on the microstructure and hot work ability of dilute Al–Fe–Si alloys. Mater. Sci. Eng. A 2014, 619, 180–189. [Google Scholar] [CrossRef]
- Lentz, M.; Laptyeva, G.; Engler, O. Characterization of second-phase particles in two aluminium foil alloys. J. Alloys Compd. 2016, 660, 276–288. [Google Scholar] [CrossRef]
- Khalifa, W.; Tsunekawa, Y.; Okumiya, M. Effect of ultrasonic treatment on the Fe-intermetallic phases in ADC12 die cast alloy. J. Mater. Process. Technol. 2010, 210, 2178–2187. [Google Scholar] [CrossRef]
- Qi, M.; Kang, Y.; Li, J.; Shang, B. Improvement in mechanical, thermal conductivity and corrosion performances of a new high-thermally conductive Al-Si-Fe alloy through a novel R-HPDC process. J. Mater. Process. Technol. 2020, 279, 116586. [Google Scholar] [CrossRef]
- Mansurov, Y.N.; Rakhmonov, J.U. Analysis of the phase composition and the structure of aluminum alloys with increased content of impurities. Non-Ferrous Met. 2018, 2, 37–42. [Google Scholar] [CrossRef]
- Průša, F.; Vojtěch, D.; Bláhová, M.; Michalcová, A.; Kubatík, T.F.; Čížek, J. Structure and mechanical properties of Al-Si-Fe alloys prepared by short-term mechanical alloying and spark plasma sintering. Mater. Des. 2015, 75, 65–75. [Google Scholar] [CrossRef]
- Moulin, N.; Jeulin, D.; Ducottet, C.; Bigot, A.; Boller, E.; Maire, E.; Barat, C.; Klocker, H.; Parra-Denis, E. Constituent Particle Break-Up During Hot Rolling of AA 5182. Adv. Eng. Mater. 2010, 12, 20–29. [Google Scholar] [CrossRef]
- Gao, T.; Hueral, K. Morphological evolution and strengthening behavior of α-Al(Fe,Mn)Si in Al-6Si-2Fe-xMn alloys. Results Phys. 2017, 7, 1051–1054. [Google Scholar] [CrossRef]
- Cinkilic, E.; Yan, X.; Luo, A.A. Modeling Precipitation Hardening and Yield Strength in Cast Al-Si-Mg-Mn Alloys. Metals 2020, 10, 1356. [Google Scholar] [CrossRef]
- Cao, C.; Chen, D.; Fang, X.; Ren, J.; Shen, J.; Meng, L.; Liu, J.; Qiu, L.; Fang, Y. Effects of Cu addition on the microstructure and properties of the Al-Mn-Fe-Si alloy. J. Alloys Compd. 2020, 834, 155–175. [Google Scholar] [CrossRef]
- Kumar, N.S.; Pramod, G.K.; Samrat, P.; Sadashiva, M. A critical review on heat treatment of aluminium alloys. Mater. Today Proc. 2022, 58, 71–79. [Google Scholar] [CrossRef]
- Sirichaivetkul, R.; Limmaneevichitr, C.; Tongsri, R.; Kajornchaiyakul, J. Isothermal Investigation and Deformation Behavior during Homogenization of 6063 Aluminum Alloy. J. Mater. Eng. Perform. 2023, 32, 638–650. [Google Scholar] [CrossRef]
- Rinderer, B. The metallurgy of homogenization. Mater. Sci. Forum 2011, 693, 264–275. [Google Scholar] [CrossRef]
- Ber, L.B.; Kolobnev, N.I.; Tsukrov, S.L. Heat Treatment of Aluminum Alloys, 1st ed.; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Shelekhov, E.V.; Sviridova, T.A. Programs for X-ray analysis of polycrystals. Met. Sci. Heat Treat. 2000, 42, 309–313. [Google Scholar] [CrossRef]
- Thermo-Calc Software. Available online: http://www.thermocalc.com (accessed on 27 June 2023).
- Dar, S.M.; Liao, H. Creep behavior of heat resistant Al–Cu–Mn alloys strengthened by fine (θ′) and coarse (Al20Cu2Mn3) second phase particles. Mater. Sci. Eng. A 2019, 763, 138062. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mukhamejanova, A.; Kotov, A.D.; Tabachkova, N.Y.; Prosviryakov, A.S.; Mochugovskiy, A.G. Precipitation Behavior of the Metastable Quasicrystalline I-Phase and θ′-Phase in Al-Cu-Mn Alloy. Metals 2023, 13, 469. [Google Scholar] [CrossRef]
- Tian, A.; Sun, L.; Deng, Y.; Yuan, M. Study of the Precipitation Kinetics, Microstructures, and Mechanical Properties of Al-Zn-Mg-xCu Alloys. Metals 2022, 12, 1610. [Google Scholar] [CrossRef]
- Dixit, M.; Mishra, R.S.; Sankaran, K.K. Structure–property correlations in Al 7050 and Al 7055 high-strength aluminum alloys. Mater. Sci. Eng. A 2008, 478, 163–172. [Google Scholar] [CrossRef]
- Thangaraju, S.; Heilmaier, M.; Murty, B.S.; Vadlamani, S.S. On the Estimation of True Hall–Petch Constants and Their Role on the Superposition Law Exponent in Al Alloys. Adv. Eng. Mater. 2012, 14, 892–897. [Google Scholar] [CrossRef]
- Çadırlı, E.; Kaya, H.; Büyük, U.; Üstün, E.; Gündüz, M. Effect of heat treatment on the microstructures and mechanical properties of Al–4Cu–1.5 Mg alloy. Int. J. Metalcast. 2022, 16, 1020–1033. [Google Scholar] [CrossRef]
- Liang, S.S.; Wen, S.P.; Wu, X.L.; Huang, H.; Gao, K.Y.; Nie, Z.R. The synergetic effect of Si and Sc on the thermal stability of the precipitates in AlCuMg alloy. Mater. Sci. Eng. A 2020, 783, 139319. [Google Scholar] [CrossRef]
- Mondol, S.; Kashyap, S.; Kumar, S.; Chattopadhyay, K. Improvement of high temperature strength of 2219 alloy by Sc and Zr addition through a novel three-stage heat treatment route. Mater. Sci. Eng. A 2018, 732, 157–166. [Google Scholar] [CrossRef]
- Mondol, S.; Kumar, S.; Chattopadhyay, K. Effect of thermo-mechanical treatment on microstructure and tensile properties of 2219ScMg alloy. Mater. Sci. Eng. A 2019, 759, 583–593. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Tsydenov, K.A.; Letyagin, N.V.; Fortuna, A.S. Structure evolution and mechanical properties of sheet alloy Al–2Cu–1.5Mn–1Mg–1Zn (wt.%) designed for Al20Cu2Mn3 dispersoids. Metals 2023, 13, 1442. [Google Scholar] [CrossRef]
- Mansurov, Y.N.; Rikhsiboev, A.R.; Mansurov, S.Y. Features of Multicomponent Secondary Aluminium Alloy Structure Formation. Metallurgist 2020, 63, 1303–1312. [Google Scholar] [CrossRef]
- Jiang, H.; Li, S.; Zheng, Q.; Zhang, L.; He, J.; Song, Y.; Deng, C.; Zhao, J. Effect of minor lanthanum on the microstructures, tensile and electrical properties of Al-Fe alloys. Mater. Des. 2020, 195, 108991. [Google Scholar] [CrossRef]
- Starink, M.J.; Wang, S.C. A model for the yield strength of overaged Al–Zn–Mg–Cu alloys. Acta Mater. 2003, 51, 5131–5150. [Google Scholar] [CrossRef]
- Zamani, M.; Toschi, S.; Morri, A.; Ceschini, L.; Seifeddine, S. Optimisation of heat treatment of Al–Cu–(Mg–Ag) cast alloys. J. Therm. Anal. Calorim. 2020, 139, 3427–3440. [Google Scholar] [CrossRef]
- Kairy, S.K.; Rouxel, B.; Dumbre, J.; Lamb, J.; Langan, T.J.; Dorin, T.; Birbilis, N. Simultaneous improvement in corrosion resistance and hardness of a model 2xxx series Al-Cu alloy with the microstructural variation caused by Sc and Zr additions. Corros. Sci. 2019, 158, 108095. [Google Scholar] [CrossRef]
- Huang, K.; Li, Y.J.; Marthinsen, K. Effect of heterogeneously distributed pre-existing dispersoids on the recrystallization behavior of a cold-rolled Al–Mn–Fe–Si alloy. Mater. Charact. 2015, 102, 92–97. [Google Scholar] [CrossRef]
- Huang, K.; Zhao, Q.; Li, Y.; Marthinsen, K. Two-stage annealing of a cold-rolled Al–Mn–Fe–Si alloy with different microchemistry states. J. Mater. Process. Technol. 2015, 221, 87–99. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Designation | Concentration, wt.% | ||||||
|---|---|---|---|---|---|---|---|
| Cu | Mn | Mg | Zn | Fe | Si | Al | |
| Series B | |||||||
| B | 2.06 | 1.66 | 0.03 | 0.03 | 0.11 | 0.08 | balance |
| BM | 2.1 | 1.65 | 1.09 | 0.002 | 0.12 | 0.08 | balance |
| BZ | 2 | 1.72 | 0.02 | 1.10 | 0.12 | 0.07 | balance |
| BMZ | 2.07 | 1.6 | 1.02 | 1.11 | 0.13 | 0.08 | balance |
| Series BF | |||||||
| BF | 2.24 | 1.67 | 0.02 | 0.03 | 0.49 | 0.43 | balance |
| BFM | 2.21 | 1.54 | 1.25 | 0.02 | 0.48 | 0.37 | balance |
| BFZ | 2.1 | 1.58 | 0.03 | 0.98 | 0.5 | 0.4 | balance |
| BFMZ | 2.25 | 1.47 | 1.22 | 1.06 | 0.52 | 0.39 | balance |
| Process | Obtained Product | Designation |
|---|---|---|
| Casting | Flat ingot with sizes 10 × 40 × 180 mm | 10F |
| Hot rolling (at 400 °C) of foundry ingot | Hot rolled sheet 2 mm in thickness | 2HR |
| Cold rolling of hot rolled sheet | Cold rolled sheet 0.5 mm in thickness | 0.5CR |
| Annealing of cold rolled sheet at 400 °C (3 h) | Annealed cold rolled sheet | 0.5CR400 |
| Alloy 1 | Excess Phases 2 of Eutectic Origin | |
|---|---|---|
| As-cast ingot (10F) | Annealed cold rolled sheet (0.5CR400) | |
| B | Al2Cu, Al6, Al15 | Al2Cu, Al6, Al15 |
| BM | S, Al6, Al15 | Al2Cu, Al6, Al15 |
| BZ | Al2Cu, Al6, Al15 | Al2Cu, Al6, Al15 |
| BMZ | S, Al6, Al15 | Al2Cu, Al6, Al15 |
| BF | Al2Cu, Al15 | Al2Cu, Al15 |
| BFM | Al2Cu, S, Al15, Mg2Si | S, Al15, Mg2Si |
| BFZ | Al2Cu Al15 | Al2Cu, Al15 |
| BFMZ | Al2Cu, S, Al15, Mg2Si | S, Al15, Mg2Si |
| Alloy 1 | Concentration in (Al), wt.% | |||||
|---|---|---|---|---|---|---|
| Cu | Mn | Mg | Zn | Si | Fe | |
| B | 0.88 | 1.29 | <0.01 | <0.01 | 0.04 | <0.01 |
| BM | 0.85 | 1.27 | 0.77 | <0.01 | <0.01 | <0.01 |
| BZ | 1.12 | 1.29 | <0.01 | 0.85 | <0.01 | <0.01 |
| BMZ | 0.54 | 1.22 | 0.44 | 0.71 | <0.01 | <0.01 |
| BF | 0.68 | 1.16 | <0.01 | <0.01 | 0.08 | <0.01 |
| BFM | 0.68 | 1.06 | 0.63 | <0.01 | 0.02 | <0.01 |
| BFZ | 0.78 | 1.09 | <0.01 | 0.85 | 0.06 | <0.01 |
| BFMZ | 0.81 | 1.18 | 0.71 | 0.84 | 0.06 | <0.01 |
| Alloy 1 | Concentration in (Al), wt.% | |||||
|---|---|---|---|---|---|---|
| Cu | Mn | Mg | Zn | Si | Fe | |
| B | 2.00 | 1.30 | <0.01 | <0.01 | 0.02 | <0.01 |
| BM | 1.68 | 1.28 | 0.90 | <0.01 | 0.02 | <0.01 |
| BZ | 1.85 | 1.27 | <0.01 | 1.03 | 0.03 | <0.01 |
| BMZ | 1.62 | 1.37 | 0.89 | 1.06 | <0.01 | <0.01 |
| BF | 1.52 | 1.1 | <0.01 | <0.01 | 0.14 | <0.01 |
| BFM | 1.44 | 1.11 | 0.89 | <0.01 | 0.02 | <0.01 |
| BFZ | 1.52 | 1.09 | <0.01 | 1.11 | 0.15 | <0.01 |
| BFMZ | 1.42 | 1.02 | 0.8 | 1.04 | 0.05 | <0.01 |
| Alloy 1 | State 2 | UTS, MPa | YS, MPa | El, % |
|---|---|---|---|---|
| B | 0.5CR | 345 | 338 | 0.6 |
| 0.5CR400 | 304 | 226 | 7.1 | |
| BM | 0.5CR | 411 | 408 | 0.3 |
| 0.5CR400 | 352 | 277 | 6.4 | |
| BZ | 0.5CR | 342 | 328 | 1.3 |
| 0.5CR400 | 303 | 226 | 7.7 | |
| BMZ | 0.5CR | 422 | 417 | 1.6 |
| 0.5CR400 | 358 | 280 | 6.0 | |
| BF | 0.5CR | 333 | 309 | 2.3 |
| 0.5CR400 | 276 | 189 | 5.8 | |
| BFM | 0.5CR | 403 | 397 | 1.3 |
| 0.5CR400 | 311 | 209 | 7.8 | |
| BFZ | 0.5CR | 358 | 335 | 2.0 |
| 0.5CR400 | 273 | 180 | 9.6 | |
| BFMZ | 0.5CR | 442 | 438 | 0.5 |
| 0.5CR400 | 322 | 202 | 7.3 | |
| Average deviations | ±15 | ±10 | ±1.2 | |
| Alloy 1 | Fractions of Precipitates. wt.% | |||||
|---|---|---|---|---|---|---|
| Al20 | Al15 | Al2Cu | Mg2Si | S | (Al) | |
| B | 7.23 | 0.96 | 0 | 0 | 0 | balance |
| BM | 7.23 | 0.96 | 0 | 0.02 | 0.02 | balance |
| BZ | 7.58 | 0.93 | 0 | 0 | 0 | balance |
| BMZ | 6.9 | 1.05 | 0 | 0.002 | 0.08 | balance |
| BF | 3.06 | 5.18 | 0.71 | 0 | 0 | balance |
| BFM | 4.05 | 3.93 | 0 | 0.22 | 1.24 | balance |
| BFZ | 3.01 | 4.92 | 0.39 | 0 | 0 | balance |
| BFMZ | 3.36 | 4.29 | 0 | 0.2 | 1.38 | balance |
| Alloy 1 | Concentration in (Al), wt.% | Fraction of Dispersoids 2, wt.% | ||||||
|---|---|---|---|---|---|---|---|---|
| Cu | Mn | Mg | Zn | Si | Fe | Al20 | Al15 | |
| B | 1.11 | 0.06 | <0.01 | <0.01 | 0.02 | <0.01 | 6.29 | - |
| BM | 0.79 | 0.06 | 0.94 | <0.01 | <0.01 | <0.01 | 6.15 | - |
| BZ | 0.98 | 0.06 | <0.01 | 1.1 | 0.03 | <0.01 | 6.07 | - |
| BMZ | 0.66 | 0.07 | 0.95 | 1.13 | <0.01 | <0.01 | 6.56 | - |
| BF | 1.04 | 0.07 | <0.01 | <0.01 | 0.02 | <0.01 | 3.39 | 1.29 |
| BFM | 0.67 | 0.07 | 0.92 | <0.01 | <0.01 | <0.01 | 5.26 | - |
| BFZ | 1.07 | 0.06 | <0.01 | 1.17 | 0.03 | <0.01 | 3.16 | 1.42 |
| BFMZ | 0.72 | 0.07 | 0.77 | 1.09 | 0.01 | <0.01 | 4.8 | |
| Pair of Alloys 3 | Decrease of Values | ||
|---|---|---|---|
| QM, mass.% | YS, MPa 2 | UTS, MPa 2 | |
| B—BF | 25.6 | 16.4 | 9.2 |
| BM—BFM | 14.5 | 24.5 | 11.6 |
| BZ—BFZ | 24.5 | 20.4 | 9.9 |
| BMZ—BFMZ | 26.7 | 27.9 | 10.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belov, N.; Akopyan, T.; Tsydenov, K.; Cherkasov, S.; Avxentieva, N. Effect of Fe-Bearing Phases on the Mechanical Properties and Fracture Mechanism of Al–2wt.%Cu–1.5wt.%Mn (Mg,Zn) Non-Heat Treatable Sheet Alloy. Metals 2023, 13, 1911. https://doi.org/10.3390/met13111911
Belov N, Akopyan T, Tsydenov K, Cherkasov S, Avxentieva N. Effect of Fe-Bearing Phases on the Mechanical Properties and Fracture Mechanism of Al–2wt.%Cu–1.5wt.%Mn (Mg,Zn) Non-Heat Treatable Sheet Alloy. Metals. 2023; 13(11):1911. https://doi.org/10.3390/met13111911
Chicago/Turabian StyleBelov, Nikolay, Torgom Akopyan, Kirill Tsydenov, Stanislav Cherkasov, and Natalia Avxentieva. 2023. "Effect of Fe-Bearing Phases on the Mechanical Properties and Fracture Mechanism of Al–2wt.%Cu–1.5wt.%Mn (Mg,Zn) Non-Heat Treatable Sheet Alloy" Metals 13, no. 11: 1911. https://doi.org/10.3390/met13111911
APA StyleBelov, N., Akopyan, T., Tsydenov, K., Cherkasov, S., & Avxentieva, N. (2023). Effect of Fe-Bearing Phases on the Mechanical Properties and Fracture Mechanism of Al–2wt.%Cu–1.5wt.%Mn (Mg,Zn) Non-Heat Treatable Sheet Alloy. Metals, 13(11), 1911. https://doi.org/10.3390/met13111911