Understanding Mold Wear Mechanisms and Optimizing Performance through Nico Coating: An In-Depth Analysis

Abstract
:1. Introduction
- (1)
- Surface interactions, which include mechanical movement (sliding or rolling) and the type of molecular interactions occurring at the surface.
- (2)
- Changes in the surface layer: differences in composition, e.g., the amount of carbon in the steel, changes in physical properties, e.g., hardness, changes in chemical properties, e.g., changes in the action of the chemical coatings, and changes in the structure of the surface layer (deformation or non-deformation).
- (3)
- Types of damage: The main manifestations are abrasive and surface wear. Although different interpretations of wear phenomena describe specific features of wear from different perspectives, it is still difficult to provide a thorough explanation of the variations in wear phenomena. With the emergence of tools for surface microanalysis and electronic machining techniques, the study of wear has moved from macroscopic through submicroscopic to microscopic, from static to dynamic, and from qualitative to quantitative. Wear rate refers to the degree and extent of wear, which is measured by the amount of material removed from a surface per unit of sliding distance, work done, rotation or oscillation. Mass, volume or thickness measurements can be used to determine the degree of wear that has occurred.
2. Materials and Methods
3. Discussion
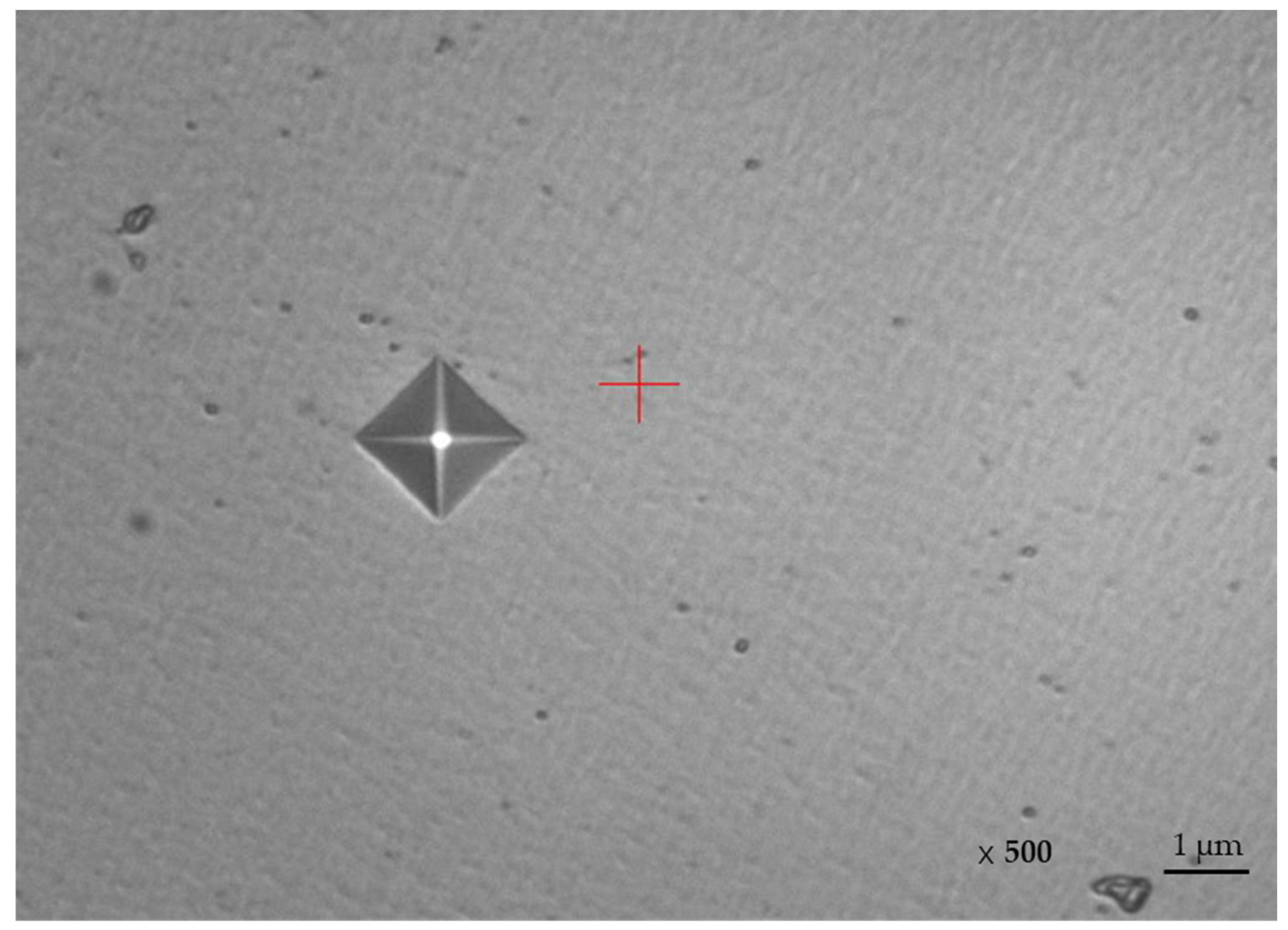
3.1. Detection and Analysis of Mold Wear Causes
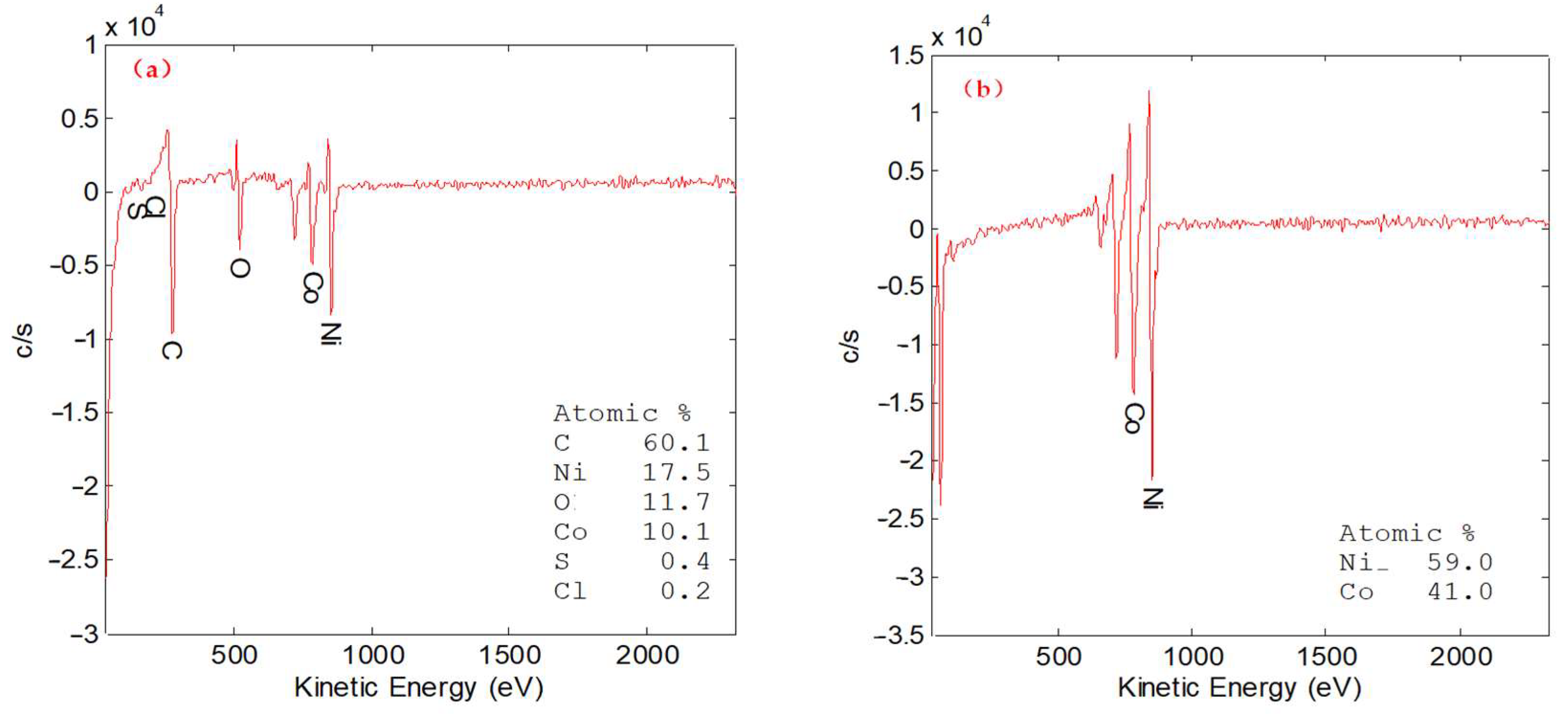
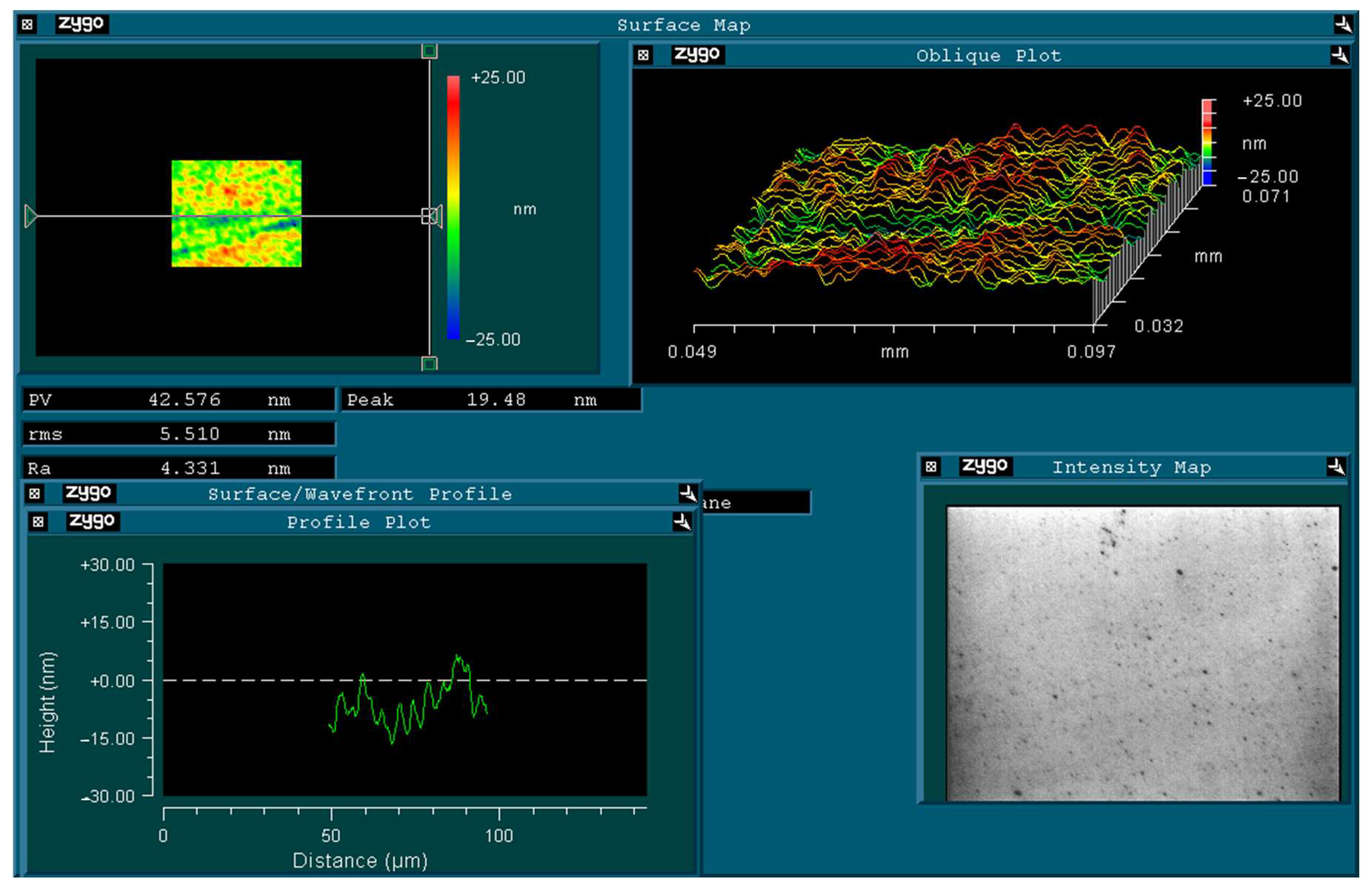
3.2. Experiment and Performance Comparison of Ni Cocoatings Prepared by Different Power Sources
4. Conclusions
- (1)
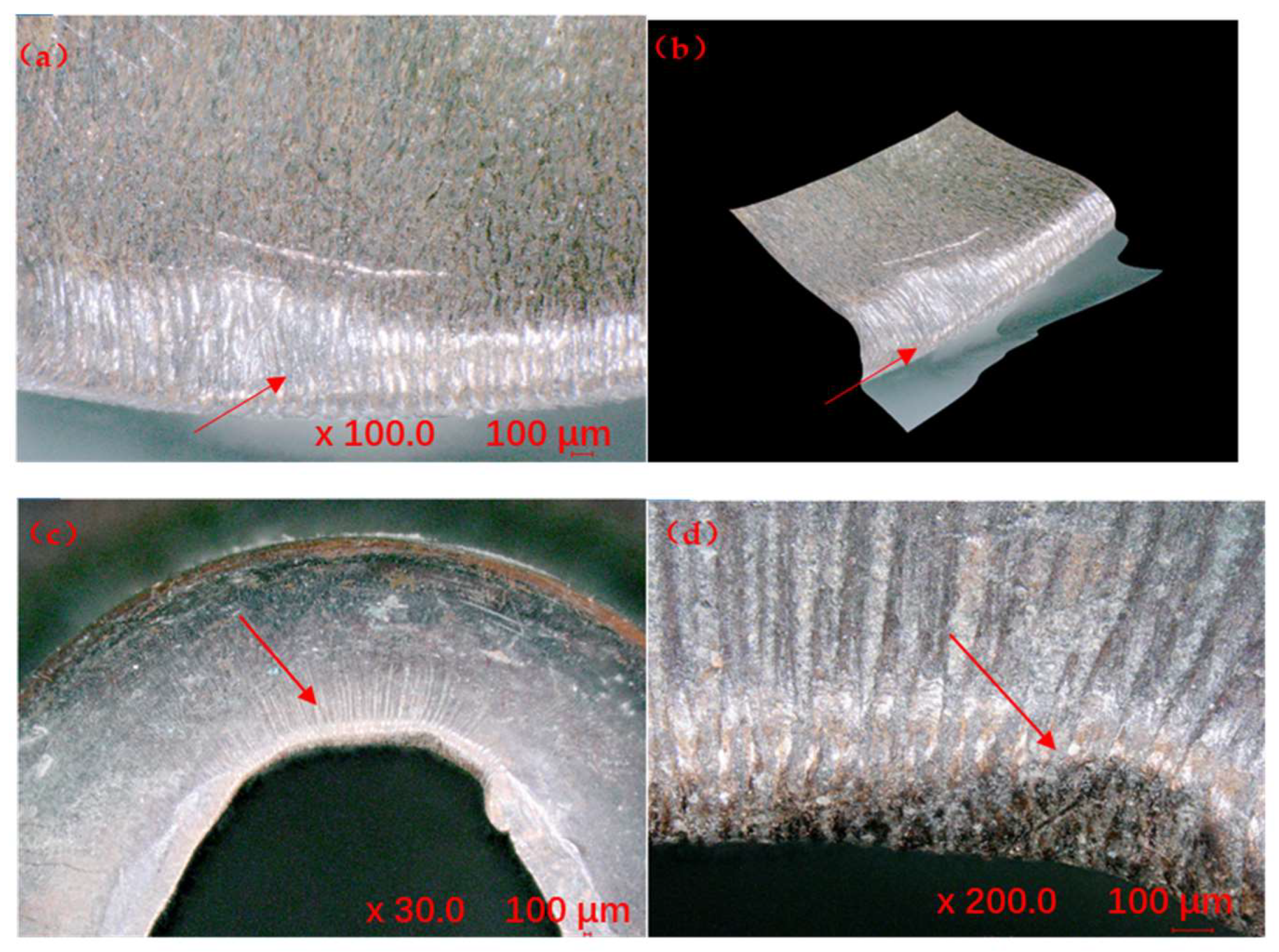
- The wear mechanism of the die is mainly adhesive wear.
- (2)
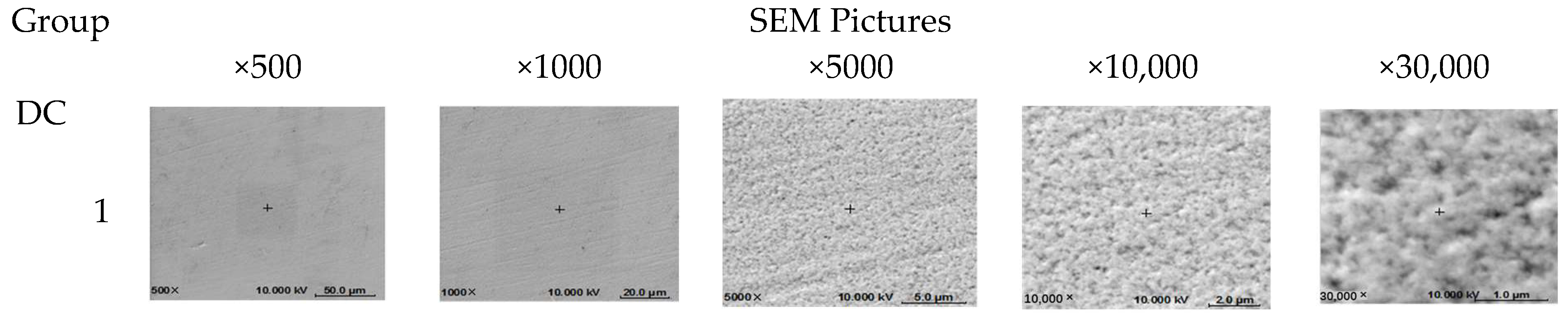
- The NiCo coating prepared on the surface of copper substrate by double pulse power electroplating technology has higher density and uniformity, and can effectively improve the wear resistance of the die.
- (3)
- When the NiCo weight ratio is 60:40, the hardness and thickness of the sample reach the maximum, and the wear resistance of the coating is the best.
- (4)
- The results of this study provide an effective coating preparation method to solve the problem of mold wear, which is helpful to improve the service life and production efficiency of the mold.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- El-Naggar, M.I.; El-Sayed, M.A. Wear mechanisms in sliding wear: A review of the state-of-the-art. J. Mater. Eng. Perform. 2020, 29, 1369–1385. [Google Scholar]
- Nemat-All, N. Investigation of wear mechanisms in sliding contact using numerical simulation. Wear 2022, 457, 149–158. [Google Scholar]
- Khoshnevisan, A.; Rezaei, M. A study on the wear mechanisms of low carbon martensitic steels under sliding conditions. Mater. Des. 2023, 187, 108–115. [Google Scholar]
- Gupta, P.; Gupta, A. A study on the wear mechanisms of tribological interfaces in reciprocating motion. Wear 2022, 435, 209–218. [Google Scholar]
- Zhang, S.; Wang, H.; Wang, C. Effects of surface integrity on wear mechanisms in rolling contact fatigue failure of a bearing steel. Wear 2022, 457, 95–104. [Google Scholar]
- Kimura, Y. Friction and Wear at the Initial Stage: Effects of Surface Roughness and Sliding Speed. Wear 1996, 192, 115–124. [Google Scholar]
- Zhang, S.; Wang, H.; Wang, C. Effects of surface treatment on wear mechanisms in copper alloy dies. Wear 2022, 457, 75–84. [Google Scholar]
- Dogan, I.; Senthilkumar, H. Study on wear mechanisms of copper alloy dies in precision stamping. Int. J. Adv. Manuf. Technol. 2023, 108, 907–916. [Google Scholar]
- Gao, L.; Li, Q. Study on wear mechanisms of copper alloy molds for automobile components. Mater. Des. 2023, 188, 897–915. [Google Scholar]
- Lee, S.; Zhang, J. Investigation of wear mechanisms in copper alloy molds under sliding contact conditions. Wear 2022, 457, 119–128. [Google Scholar]
- Pai, S.; Naik, S.P. Investigation of wear mechanisms in copper alloy molds. J. Mater. Process. Technol. 2022, 201, 25–34. [Google Scholar]
- Zhang, W.; Li, Y. Study on wear mechanisms of copper alloy molds under different temperatures. Int. J. Adv. Manuf. Technol. 2023, 108, 2359–2371. [Google Scholar]
- Wang, X.; Zhang, J. Analysis of wear mechanisms in copper alloy molds using numerical simulation. Wear 2023, 458, 159–168. [Google Scholar]
- Yang, J.; Liu, Q. Experimental investigation of wear mechanisms in copper alloy molds under high-speed impact conditions. Mater. Des. 2023, 184, 106995. [Google Scholar]
- Pinto, A.R. Study of wear mechanisms in copper alloy molds during injection molding. J. Mater. Process. Technol. 2011, 289, 1–11. [Google Scholar]
- Zhang, L.; Li, Y. An analysis of wear mechanisms in copper alloy molds used for plastic injection molding. Int. J. Adv. Manuf. Technol. 2023, 110, 2359–2371. [Google Scholar]
- Yang, J.; Wang, Z. A study on the wear mechanisms of copper alloy molds in medical injection molding. J. Biomater. Nanobiotechnol. 2023, 14, 609–621. [Google Scholar]
- Zhou, W.; Zhang, X. Investigation of wear mechanisms in copper alloy molds used for electric motor components. J. Mater. Sci. Technol. 2023, 38, 1093–1104. [Google Scholar]
- Al-Sayed, A. Study on the Wear Behavior of Copper Alloy Dies in Plastic Injection Molding. J. Mater. Process. Technol. 2017, 250, 195–204. [Google Scholar]
- Zhou, Y.; Wang, H. A study of wear mechanisms in sliding wear using a combined experimental and numerical approach. Wear 2013, 297, 598–610. [Google Scholar]
- Li, Y. Research on the Prevention and Repair of Copper Alloy Die Wear in Plastic Injection Molding. Mater. Des. 2016, 89, 179–188. [Google Scholar]
- Gupta, M. Effect of Process Parameters on Copper Alloy Die Wear in Plastic Injection Molding. J. Mater. Process. Technol. 2017, 239, 181–189. [Google Scholar]
- Chen, Y.; Ma, H.; Zhang, Q. Preparation of Ni-Co alloy coating by pulse electrodeposition and its effect on the fracture of mold material. Appl. Surf. Sci. 2017, 426, 531–537. [Google Scholar]
- Li, X.; Shen, Y.; Zhang, X. The research of pulse electrocodeposition Ni-Co coating on the application of automobile panel mould. Surf. Coat. Technol. 2019, 357, 906–918. [Google Scholar]
- Yan, L.; Guo, H.; Cui, X.; Li, S.; Wang, Y. Corrosion and Wear Resistance of Ni–Co Alloy Coatings Prepared by Copper Electroplating Method. J. Mater. Eng. Perform. 2018, 27, 2798–2806. [Google Scholar]
- Liu, K.; Wang, Y.; Zhao, Y.; Li, S. Influence of Co content on microstructure and corrosion resistance of Ni–Co alloy coatings prepared by copper electroplating method. Surf. Coat. Technol. 2017, 315, 116–122. [Google Scholar]
- Kalsi, S.S.; Gupta, S.K. Prediction of Die Wear in Plastic Injection Molding Using Artificial Neural Networks. Adv. Mater. Res. 2011, 428, 254–262. [Google Scholar]
- Cai, Z.Y. Study on Mechanical Properties and Friction and Wear Characteristics of Nanostructured Nickel-Cobalt Alloys by Electrodeposition. Master’s Thesis, Jilin University, Changchun, China, 2020. [Google Scholar]
- Wang, Y.; Zhang, L.; Li, Z. Understanding wear mechanisms in sliding bearings using finite element analysis. J. Tribol. 2019, 141, 021601. [Google Scholar]
- Li, P.; Liu, L.; Wu, J. Study of wear mechanisms in sliding contacts using tribometers and numerical simulations. Wear 2018, 360, 60–73. [Google Scholar]
- Johnson, K.L.; Xie, Z. Wear mechanisms in sliding contacts: A review of the current knowledge and future challenges. J. Lubr. Technol. 2017, 139, 031502. [Google Scholar]
- Gupta, M.; Srivastava, A. Modelling of wear mechanisms in sliding bearings using finite element analysis. J. Mech. Eng. Sci. 2016, 230, 1495–1510. [Google Scholar]
- Li, M.; Wu, J. Understanding and predicting wear mechanisms in sliding systems using advanced experimental and numerical techniques. Wear 2015, 338–339, 80–93. [Google Scholar]
- Sun, Y.; Zhang, X.; Wang, Y. Wear mechanisms in sliding contacts: Influence of surface roughness and contact pressure. Tribol. Int. 2014, 78, 28–37. [Google Scholar]
- Xu, Y.; Zhang, L. Wear mechanisms and their prevention in sliding bearings: A review. J. Mech. Eng. Sci. 2012, 226, 945–964. [Google Scholar]
- Rabinowicz, I.; Tobias, A. Sliding wear: A review of mechanisms and effects of surface roughness and lubrication conditions. Wear 2011, 271, 1639–1657. [Google Scholar]
- Gao, D.; Li, Y.; Wang, Z. Effects of surface roughness on adhesive wear of steel in sliding contact. Wear 2019, 336, 105–113. [Google Scholar]
- Li, J.; Zhang, Y.; Wang, Z. Adhesive wear behavior of low-carbon steel under sliding contact fatigue loading. Mater. Des. 2018, 153, 375–384. [Google Scholar]
- Zhang, L.; Li, Y.; Wang, Z. Study on the adhesive wear mechanism of steel in sliding contact with different counterpart materials. Wear 2020, 371–372, 205–214. [Google Scholar]
- Guo, H.; Yan, L.; Li, S.; Zhang, L.; Wang, Y. Effect of electrodeposition temperature on the morphology, microstructure and properties of Ni–Co alloy coatings prepared by copper electroplating method. J. Mater. Sci. Technol. 2016, 32, 233–240. [Google Scholar]
- Xia, X.; Zhang, X. Tribological Property of Ni–Co Alloy Coatings Prepared by Copper Electroplating Method. J. Mater. Eng. Perform. 2018, 27, 3540–3548. [Google Scholar]
- Wang, Y.; Li, S.; Zhao, Y.; Zhang, L. Preparation and characterization of Ni–Co alloys by electrodeposition using different reverse pulse voltages. Int. J. Electrochem. Sci. 2014, 9, 6595–6604. [Google Scholar]
- Ma, J.; Zhang, B.; Ma, Y. Preparation and tribological properties of Ni–Co/SiC composite coatings by copper electroplating method. J. Mater. Sci. Technol. 2019, 35, 1375–1384. [Google Scholar]
- Guo, H.; Yan, L.; Li, S.; Wang, Y. Effect of Copper Concentration on Electrodeposition of Ni-Co Alloy Coatings Prepared by Copper Electroplating Method. J. Mater. Eng. Perform. 2014, 23, 4213–4220. [Google Scholar]
- Wang, Y.; Yan, L.; Li, S.; Guo, H.; Fu, H. Study on the Microstructure and Properties of Ni-Co Alloys Deposited by Copper Electroplating Method at Low Temperature. Trans. Chin. Soc. Agric. Mach. 2013, 44, 300–305. [Google Scholar]
- Luo, J.; Zhang, Y.; Wang, J. Preparation and corrosion resistance of Ni–Co coatings by electrodeposition using pulse current. Trans. Nonferrous Met. Soc. China 2018, 28, 2345–2353. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | O | Mg | Al | Si | P | S | Cl | K | Ca | Fe | Cu | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 46.33 | 11.60 | 0 | 0.19 | 0.45 | 0 | 0.45 | 0.23 | 0.28 | 0.41 | 1.61 | 38.72 |
| 2 | 18.46 | 8.84 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 72.70 |
| NG | C | O | Mg | Al | Si | P | S | Cl | K | Ca | Fe | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 25.24 | 19.97 | 0.14 | 0.17 | 0.28 | 0.19 | 0.14 | 0.15 | 0 | 0.23 | 1.64 | 51.84 |
| 2 | 31.01 | 19.28 | 0.10 | 0.14 | 0.28 | 0.10 | 0.18 | 0.77 | 0.31 | 0.39 | 4.11 | 43.32 |
| 3 | 44.12 | 10.96 | 0 | 0.29 | 0.86 | 0.13 | 0.08 | 0.12 | 0.18 | 0.60 | 1.17 | 41.49 |
| Spectrum-%wt | C | O | Al | Cu |
|---|---|---|---|---|
| 1 | 5.31 | 6.98 | 0.39 | 87.32 |
| 2 | 4.10 | 1.37 | 0.18 | 94.34 |
| 3 | 3.85 | 1.05 | 0.16 | 94.94 |
| Mean | 4.42 | 3.14 | 0.24 | 92.20 |
| Standard. deviation | 0.78 | 3.34 | 0.13 | 4.24 |
| Max. | 5.31 | 6.98 | 0.39 | 94.94 |
| Min. | 3.85 | 1.05 | 0.16 | 87.32 |
| Fe | Cu | Si | Mn | Cr | Co | Ni | |
|---|---|---|---|---|---|---|---|
| (wt)% | / | 98.319 | 1.234 | / | / | 0.366 | 0.081 |
| Condition | Value | Power Supply Mode | Sample Group No. | Ni-Co Weight Ratio | Hardness | Thickness | Roughness | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Average/HV | Standard Deviation | Average/μm | Standard Deviation | Average/nm | Standard Deviation | |||||
| Electric Current Density | 1.5 A | Direct Current | 1 | 80:20 | 298.978 | 8.552 | 1.847 | 0.079 | 9.122 | 1.383 |
| 2 | 60:40 | 307.657 | 6.819 | 8.317 | 0.595 | 5.063 | 0.454 | |||
| 3 | 40:60 | 313.930 | 1.174 | 7.754 | 1.612 | 6.338 | 0.496 | |||
| PH | 3 | Pulse peak current (Ton = 0.2 ms, Toff = 0.8 ms) | 4 | 80:20 | 360.676 | 1.660 | 32.495 | 0.107 | 5.036 | 0.315 |
| Time | 10 min | 5 | 60:40 | 465.257 | 2.516 | 34.081 | 0.708 | 4.737 | 0.574 | |
| Volume | 500 mL | 6 | 40:60 | 417.424 | 0.633 | 32.906 | 0.828 | 7.855 | 0.346 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Kong, F. Understanding Mold Wear Mechanisms and Optimizing Performance through Nico Coating: An In-Depth Analysis. Metals 2023, 13, 1933. https://doi.org/10.3390/met13121933
Jiang X, Kong F. Understanding Mold Wear Mechanisms and Optimizing Performance through Nico Coating: An In-Depth Analysis. Metals. 2023; 13(12):1933. https://doi.org/10.3390/met13121933
Chicago/Turabian StyleJiang, Xionghua, and Fengyu Kong. 2023. "Understanding Mold Wear Mechanisms and Optimizing Performance through Nico Coating: An In-Depth Analysis" Metals 13, no. 12: 1933. https://doi.org/10.3390/met13121933