
Numerical Analysis of Slag–Steel–Air Four-Phase Flow in Steel Continuous Casting Model Using CFD-DBM-VOF Model
Abstract
:1. Introduction
2. Mathematical Model
2.1. Liquid Phase Hydrodynamics
2.2. Bubble Dynamics
2.2.1. Bubble Tracking
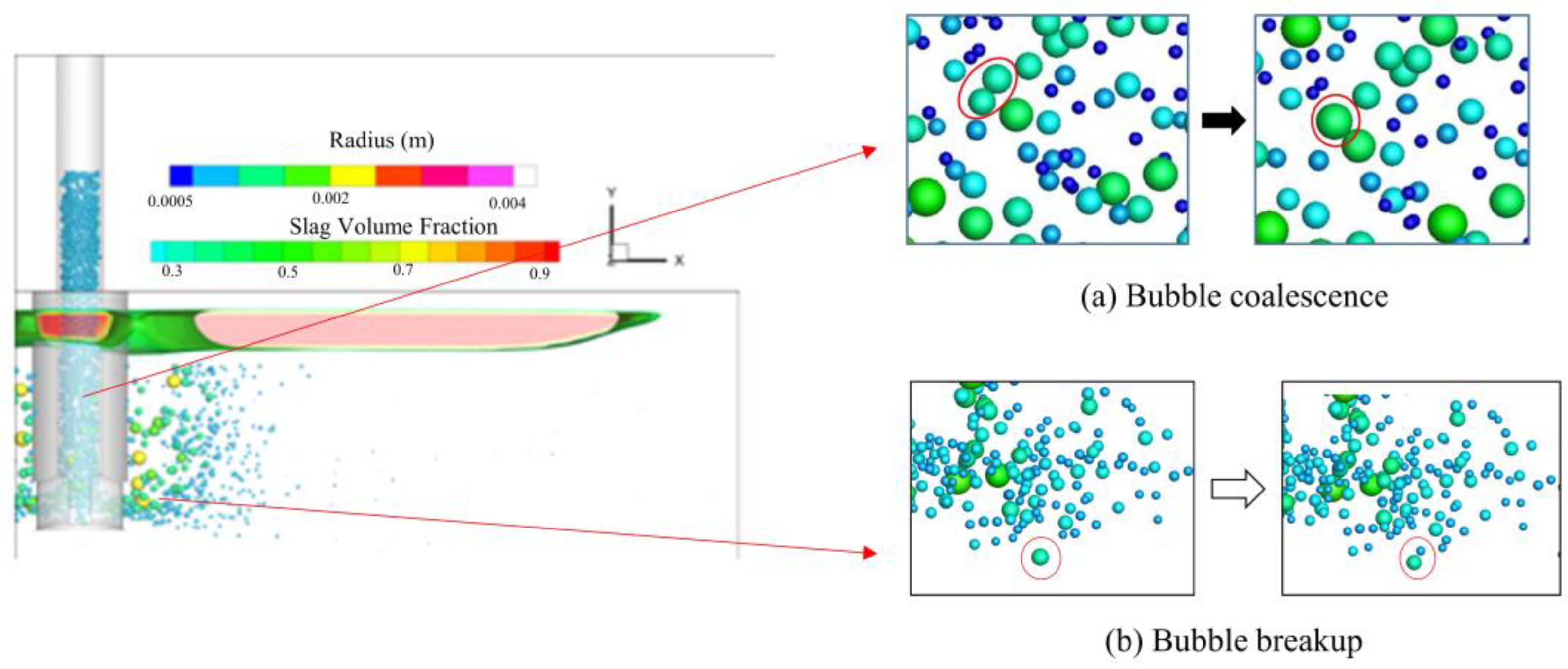
2.2.2. Bubble Coalescence and Breakup Models
2.2.3. Simulation Details
3. Validation
3.1. Movement Behavior of Slag–Steel Interface without Argon Blowing
3.2. Bubble Distribution and Movement Behavior of Slag–Steel Interface with Different Argon Blowing Rates
4. Results and Discussion
4.1. Effect of Casting Speed
4.2. Effect of Gas Flow Rate
4.3. Effect of Slag Layer Thickness
5. Conclusions
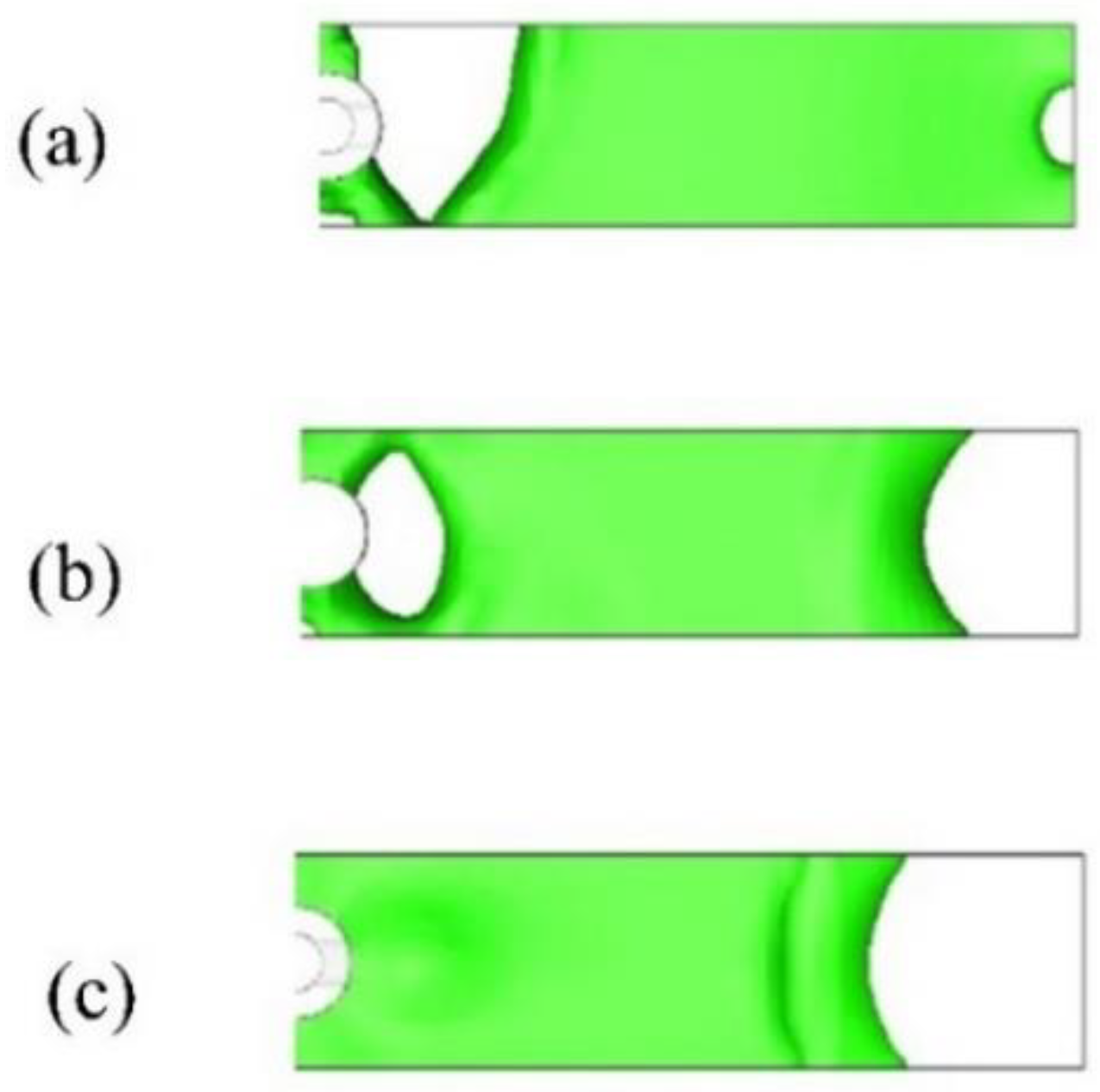
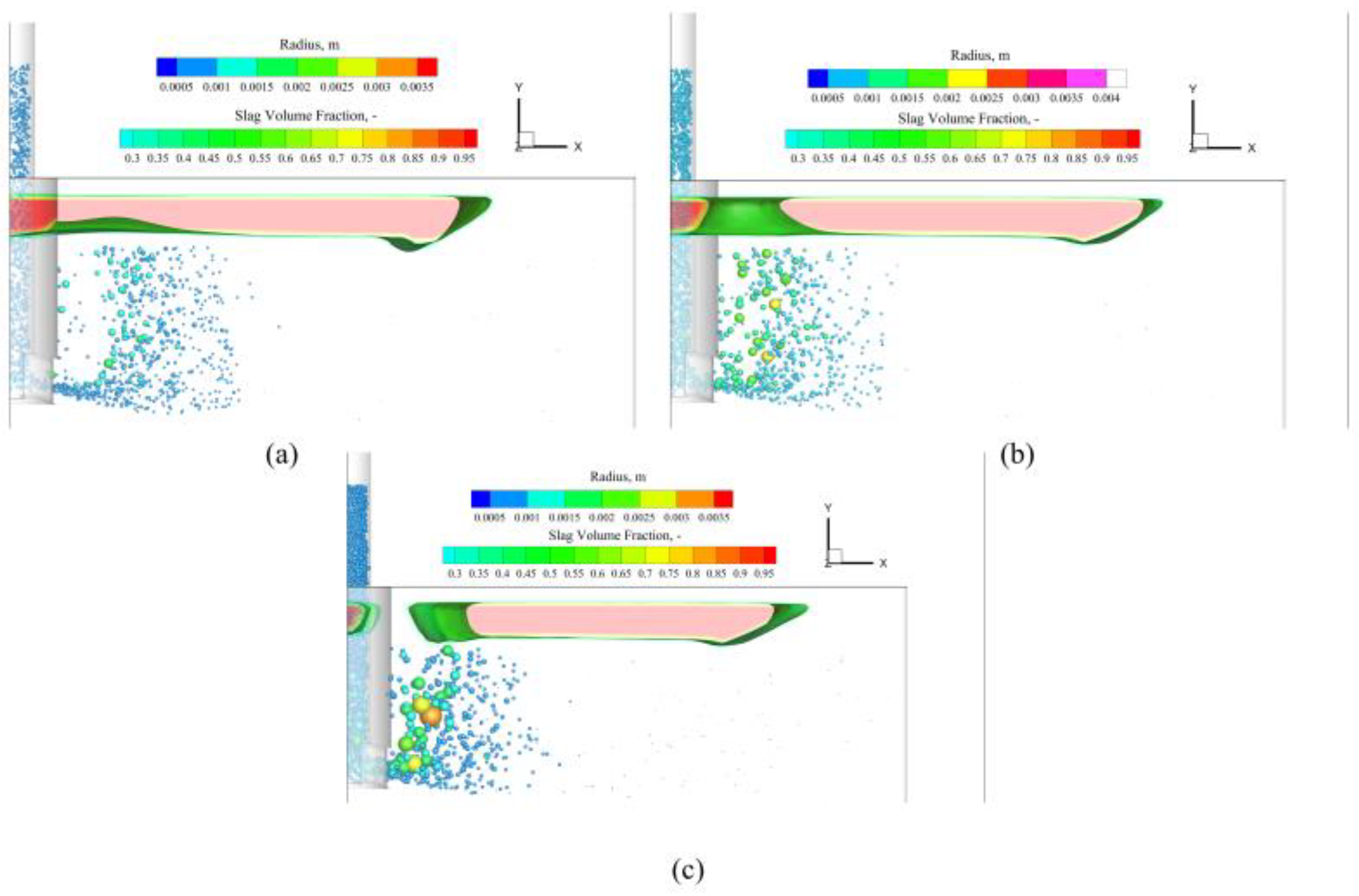
- Under the condition of no argon blowing, the slag eye on the surface of the mold is positioned near the narrow surface. Under the condition of argon blowing, large bubbles float up to the top surface near the SEN, while small bubbles show up in a location far from the SEN, and slag eyes will emerge in close proximity to both the narrow face and the SEN.
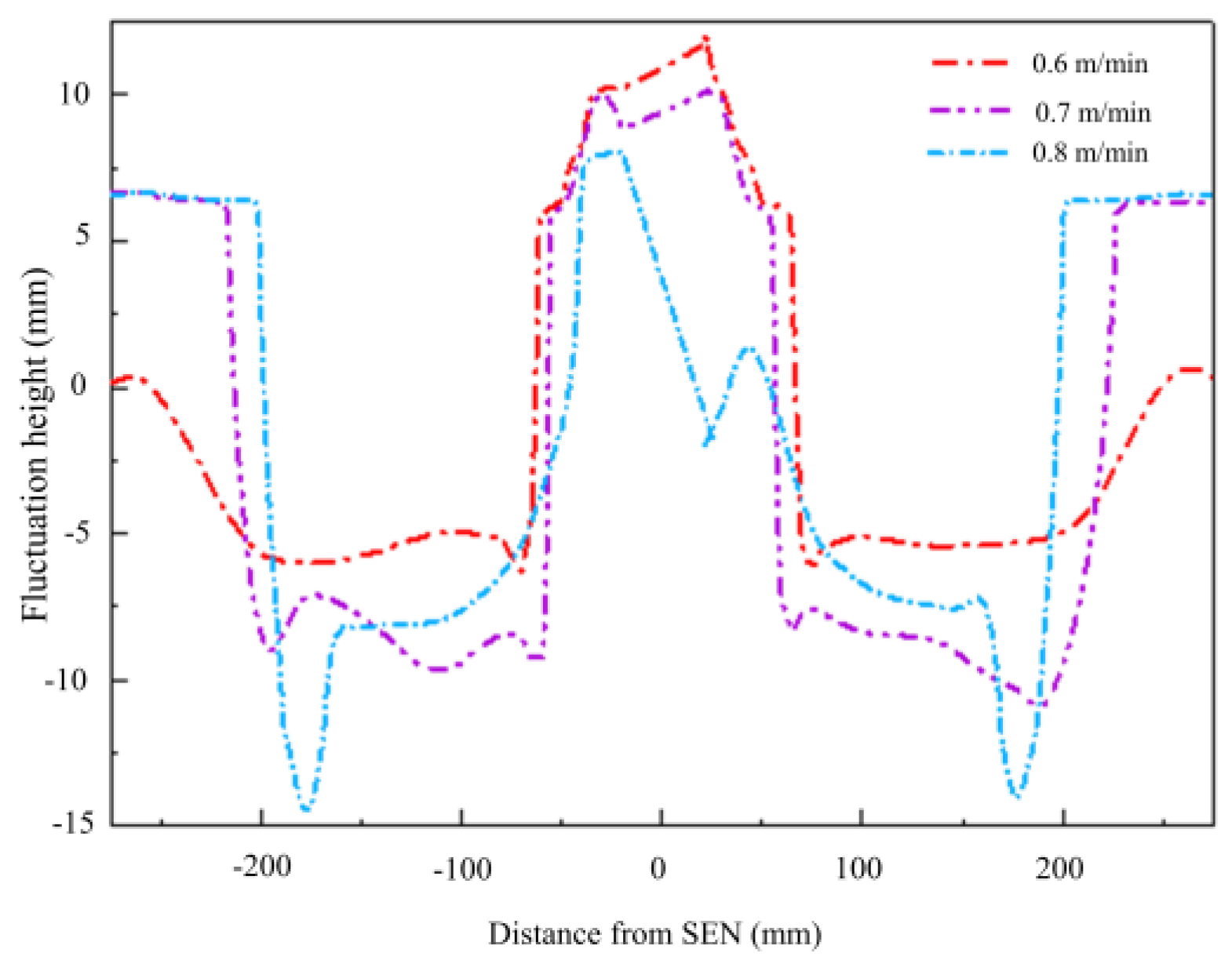
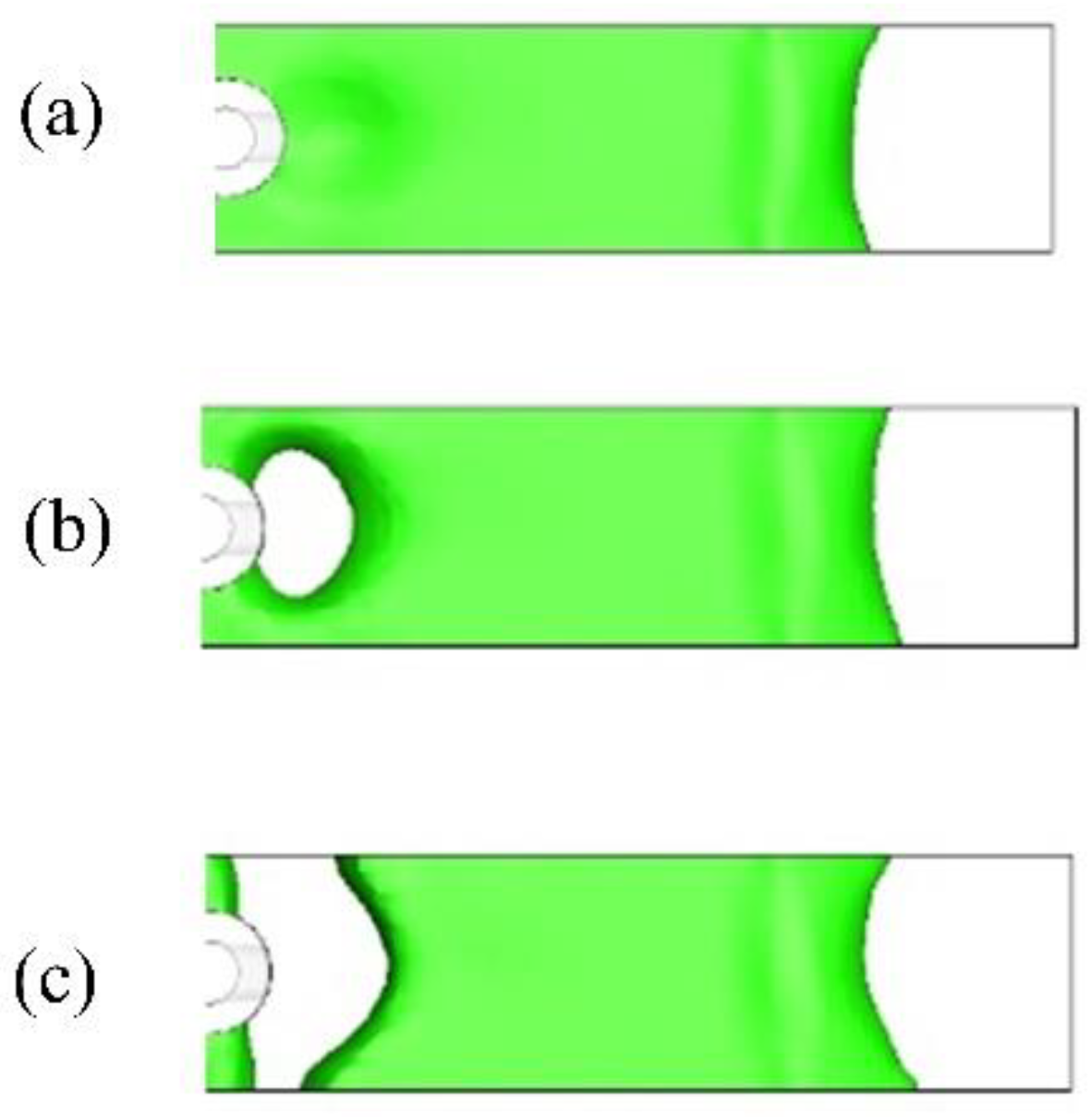
- Under the condition of argon blowing, with the increase in casting speed, the distribution range of bubbles in the mold is wider, with a decrease in the size of bubbles. Additionally, the wave height of the liquid level increases at the narrow surface, whereas the wave height near the water inlet decreases, with the highest point shifting toward the narrow surface. Furthermore, as the casting speed increases, the area of slag eyes near the narrow face continues to expand, while the area of slag eyes near the SEN decreases, with an overall increase in the total area of slag eyes.
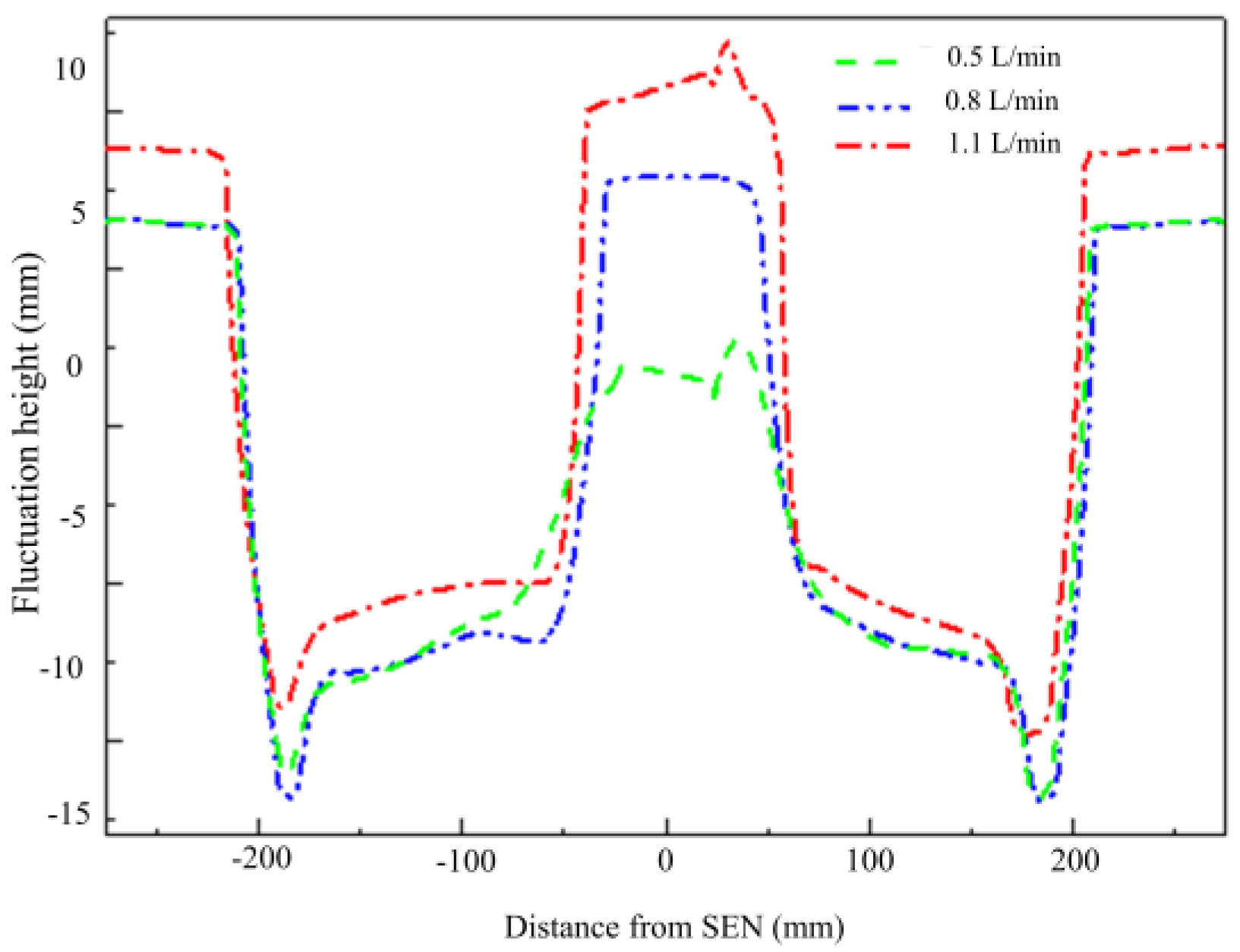
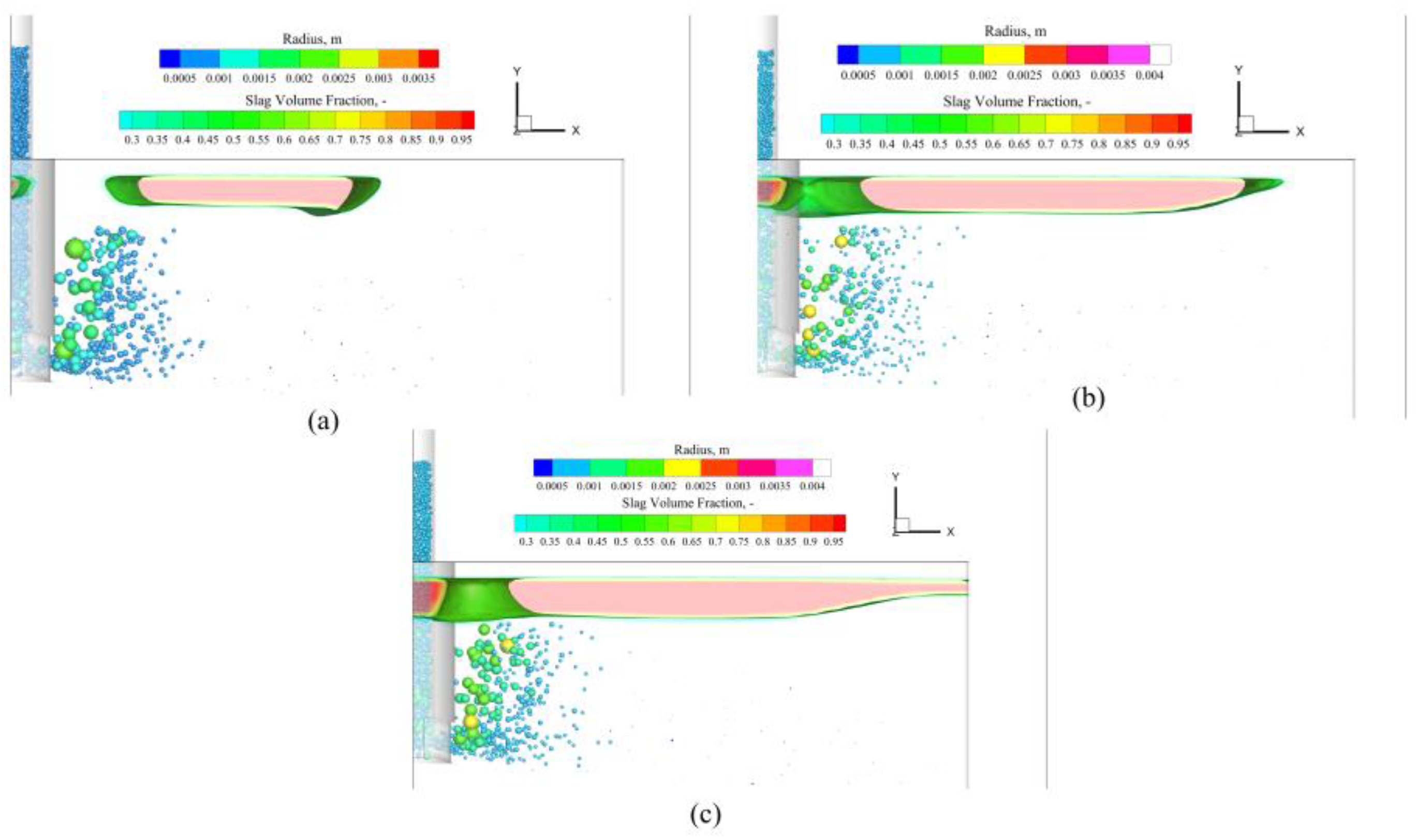
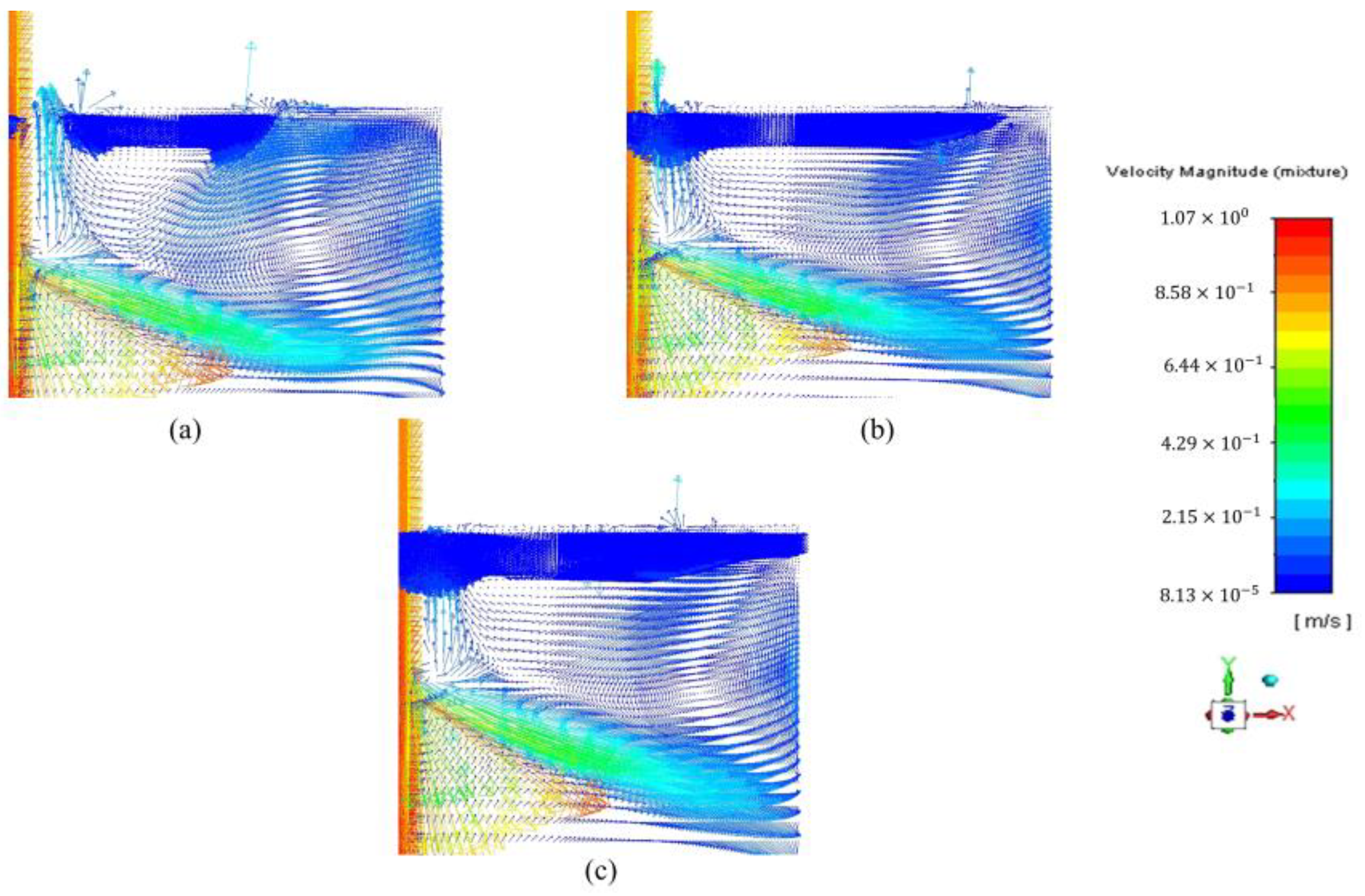
- Under the condition of argon blowing, with the increase in the gas flow rate, the size and number of argon bubbles near the SEN significantly increase, resulting in a stronger upward flow near the nozzle. Additionally, with an increase in the gas flow rate, the wave height of the liquid level increases significantly near both the nozzle and the narrow face, along with a more pronounced increase in wave height near the SEN. Furthermore, with the increase in the gas flow rate, the area of slag eyes near the narrow face continues to decrease, while the area of slag eyes near the SEN continues to increase, with a continuous increase in the total area of slag eyes.
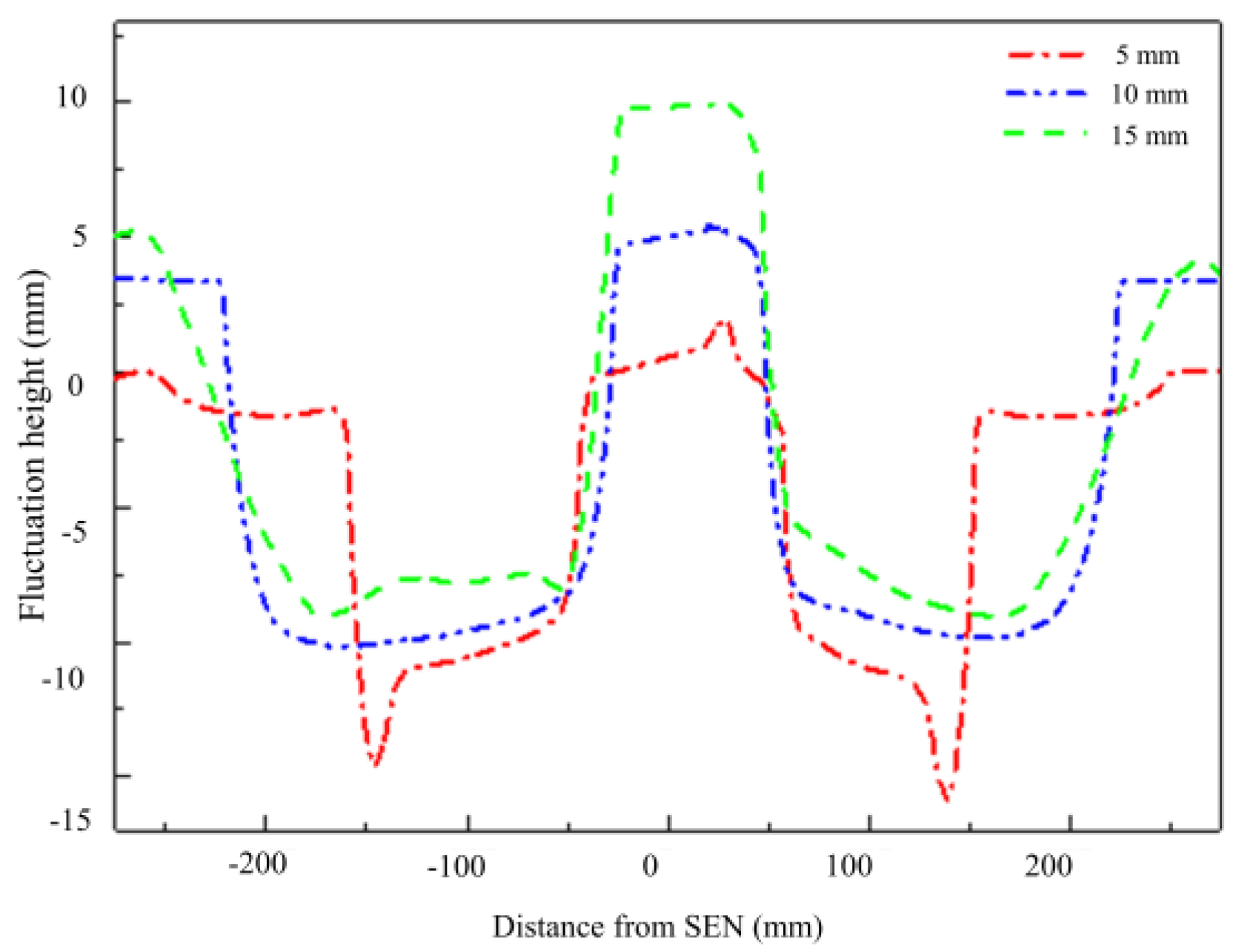
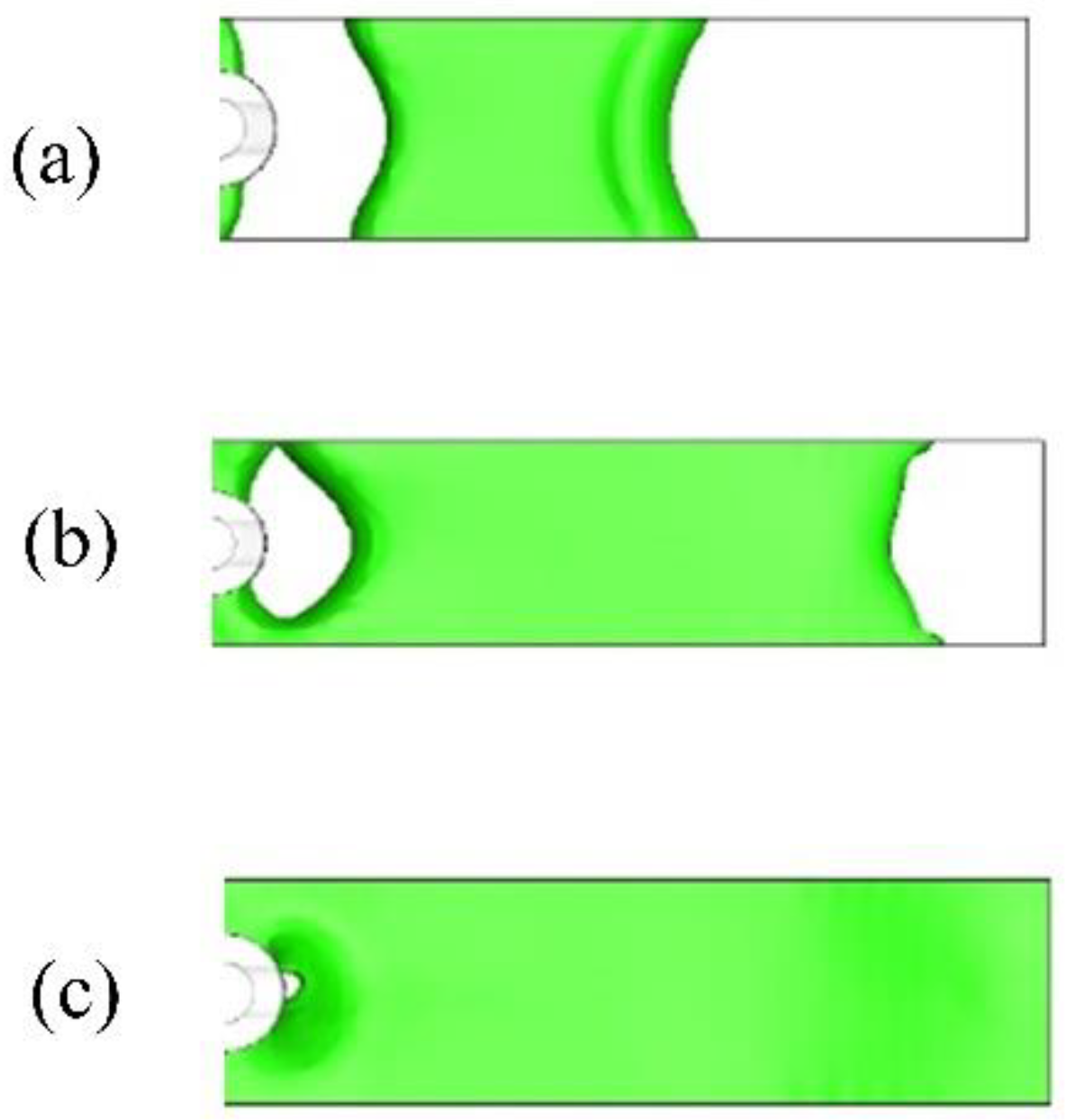
- Under the condition of argon blowing, with the increase in slag thickness, there are no significant changes in bubble distribution. Additionally, with the increase in slag thickness, the wave height of the liquid level near the water nozzle and narrow surface decreases to varying degrees. Furthermore, with the increase in slag thickness, the area of the slag eyes near the narrow face and the SEN consistently decreases.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, B.G.; Mika, L.; Najjar, F. Simulation of fluid flow inside a continuous slab-casting machine. Metall. Trans. B 1990, 21, 387–400. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles: Part I. Model development and validation. Metall. Mater. Trans. B-Process Metall. Mater. Process. Sci. 2001, 32, 253–267. [Google Scholar] [CrossRef]
- Ramos-Banderas, A.; Morales, R.D.; Sánchez-Pérez, R.; García-Demedices, L.; Solorio-Diaz, G. Dynamics of two-phase downwards flows in submerged entry nozzles and its influence on the two-phase flow in the mold. Int. J. Multiph. Flow 2005, 31, 643–665. [Google Scholar] [CrossRef]
- Ramos-Banderas, A.; Sánchez-Pérez, R.; Demedices-Garcia, L.; Palafox-Ramos, J.; Diaz-Cruz, M.; Morales, R. Mathematical simulation and physical modeling of unsteady fluid flows in a water model of a slab mold. Metall. Mater. Trans. B 2004, 35, 449–460. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Gu, Y.; Liu, Z.; Zou, Z. Simulation of bubbles behavior in steel continuous casting mold using an Euler-Lagrange framework with modified bubble coalescence and breakup models. Powder Technol. 2020, 361, 769–781. [Google Scholar] [CrossRef]
- Lee, G.G.; Thomas, B.G.; Kim, S.H. Effect of refractory properties on initial bubble formation in continuous-casting nozzles. Met. Mater. Int. 2010, 16, 501–506. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Qi, F.; Li, B.; Jiang, M.; Tsukihashi, F. Population balance modeling of polydispersed bubbly flow in continuous-casting using Multiple-Size-Group approach. Metall. Mater. Trans. B 2014, 46, 406–420. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, L.; Zhou, H.; Chen, W. Study on the spatial distribution of argon bubbles in a steel slab continuous casting strand. Steel Res. Int. 2021, 93, 2100413. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Gu, Y.; Liu, Z.; Zou, Z. Numerical analysis of effect of operation conditions on bubble distribution in steel continuous casting mold with advanced bubble break-up and coalescence models. ISIJ Int. 2020, 60, 2234–2245. [Google Scholar] [CrossRef]
- Kwon, Y.; Zhang, J.; Lee, H.G. Water model and CFD studies of bubble dispersion and inclusions removal in continuous casting mold of steel. ISIJ Int. 2006, 46, 257–266. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B. Large-Eddy simulation of transient horizontal gas–liquid flow in continuous casting using dynamic subgrid-scale model. Metall. Mater. Trans. B 2017, 48, 1833–1849. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Jiang, M. Transient asymmetric flow and bubble transpor inside a slab continuous-casting mold. Metall. Mater. Trans. B 2013, 45, 675–697. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, F.; Li, B.; Jiang, M. Multiple size group modeling of polydispersed bubbly flow in the mold: An analysis of turbulence and interfacial force models. Metall. Mater. Trans. B 2014, 46, 933–952. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Zou, Z.; Zhao, C.; You, Y. Modelling and analysis of bubble entrapment by solidification shell in steel continuous casting considering bubble interaction with a coupled CFD-DBM approach. Powder Technol. 2021, 390, 387–400. [Google Scholar] [CrossRef]
- Gupta, D.; Lahiri, A. Water-modeling study of the surface disturbances in continuous slab caster. Metall. Mater. Trans. B 1994, 25, 227–233. [Google Scholar] [CrossRef]
- Tanaka, H.; Kuwatori, H.; Nisihara, R. Analysis of continuous casting powder entrapping phenomena by water-model experiments. Tetsu-Hagané 1992, 78, 761–766. [Google Scholar] [CrossRef]
- Llanos, C.A.; Garcia, S.; Ramos-Banderas, J.A.; Barreto, J.D.J.; Solorio, G. Multiphase modeling of the fluidynamics of bottom argon bubbling during ladle operations. ISIJ Int. 2010, 50, 396–402. [Google Scholar] [CrossRef]
- Liu, H.; Qi, Z.; Xu, M. Numerical simulation of fluid flow and interfacial behavior in three-phase argon-stirred ladles with one plug and dual plugs. Steel Res. Int. 2011, 82, 440–458. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G. A model for slag eyes in steel refining ladles covered with thick slag. Metall. Mater. Trans. B 2015, 46, 191–198. [Google Scholar] [CrossRef]
- Iguchi, M.; Miyamoto, K.-I.; Yamashita, S.; Iguchi, D.; Zeze, M. Spout eye area in ladle refining process. ISIJ Int. 2004, 44, 636–638. [Google Scholar] [CrossRef]
- Li, B.; Yin, H.; Zhou, C.Q.; Tsukihashi, F. Modeling of three-phase flows and behavior of slag/steel interface in an argon gas stirred ladle. ISIJ Int. 2008, 48, 1704–1711. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Vakhrushev, A.; Wu, M.; Ludwig, A. Physical and numerical modeling of exposed slag eye in continuous casting mold using Euler–Euler approach. Steel Res. Int. 2018, 90, 1800117. [Google Scholar] [CrossRef]
- Miki, Y.; Takeuchi, S. Internal defects of continuous casting slabs caused by asymmetric unbalanced steel flow in mold. ISIJ Int. 2003, 43, 1548–1555. [Google Scholar] [CrossRef]
- Cloete, S.W.; Eksteen, J.J.; Bradshaw, S.M. A numerical modelling investigation into design variables influencing mixing efficiency in full scale gas stirred ladles. Miner. Eng. 2013, 46, 16–24. [Google Scholar] [CrossRef]
- Liu, Z.; Sun, Z.; Li, B. Modeling of quasi-four-phase flow in continuous casting mold using hybrid Eulerian and Lagrangian approach. Metall. Mater. Trans. B 2016, 48, 1248–1267. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Lai, Q.; Zou, Z. Study on bubble coalescence and bouncing behaviors upon off-center collision in quiescent water. Exp. Therm. Fluid Sci. 2019, 104, 199–208. [Google Scholar] [CrossRef]
- Sevik, M.; Park, S.H. The splitting of drops and bubbles by turbulent fluid flow. J. Fluids Eng. 1973, 95, 53–60. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Water Model | Steel Caster |
|---|---|---|
| SEN port diameter | 20 mm | 80 mm |
| Nozzle port angle | 15° down | 15° down |
| Submergence depth of SEN | 75 mm | 300 |
| Slab width × thickness | 550 × 75 mm | 2200 × 300 mm |
| Slab length | 900 mm | Open bottom |
| Liquid density | 1000 kg·m−3 | 7020 kg·m−3 |
| Liquid viscosity | 0.001 kg·m−3·s−1 | 0.0056 kg·m−3·s−1 |
| Slag density | 900 kg·m−3 | 2600 kg·m−3 |
| Slag viscosity | 0.042 kg·m−3·s−1 | 0.09 kg·m−3·s−1 |
| Gas density | 1.2 kg·m−3 | 0.56 kg·m−3 |
| Gas viscosity | 1.82 × 10−5 kg·m−3·s−1 | 7.42 × 10−5 kg·m−3·s−1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; He, P.; Chang, L.; Li, T.; Bai, X.; Luo, Z.; Zhao, N.; Liu, Q. Numerical Analysis of Slag–Steel–Air Four-Phase Flow in Steel Continuous Casting Model Using CFD-DBM-VOF Model. Metals 2023, 13, 1943. https://doi.org/10.3390/met13121943
Yang W, He P, Chang L, Li T, Bai X, Luo Z, Zhao N, Liu Q. Numerical Analysis of Slag–Steel–Air Four-Phase Flow in Steel Continuous Casting Model Using CFD-DBM-VOF Model. Metals. 2023; 13(12):1943. https://doi.org/10.3390/met13121943
Chicago/Turabian StyleYang, Weidong, Pan He, Luyuan Chang, Tianshui Li, Xiaotian Bai, Zhiguo Luo, Nannan Zhao, and Qingkuan Liu. 2023. "Numerical Analysis of Slag–Steel–Air Four-Phase Flow in Steel Continuous Casting Model Using CFD-DBM-VOF Model" Metals 13, no. 12: 1943. https://doi.org/10.3390/met13121943