
Influence of Typical Technological Parameters on the Forming Quality of TA1 in Selective Laser Melting


Abstract
:1. Introduction
2. Materials and Methods
2.1. Printing Material
- (1).
- D10: Its physical significance is that 10% of the particles are smaller than the corresponding size. It is usually used to indicate the particle size index of the fine end of the powder.
- (2).
- D50: Its physical significance is that 50% of the particles are smaller than the corresponding size, which is known as median diameter or median particle size. It is a typical index for evaluating powder particle size in powder production and application, and it is usually used to represent the average particle size of the powder.
- (3).
- D90: Its physical significance is that 90% of the particles are smaller than the corresponding size. It is usually used to indicate the particle size index of the coarse end of the powder.
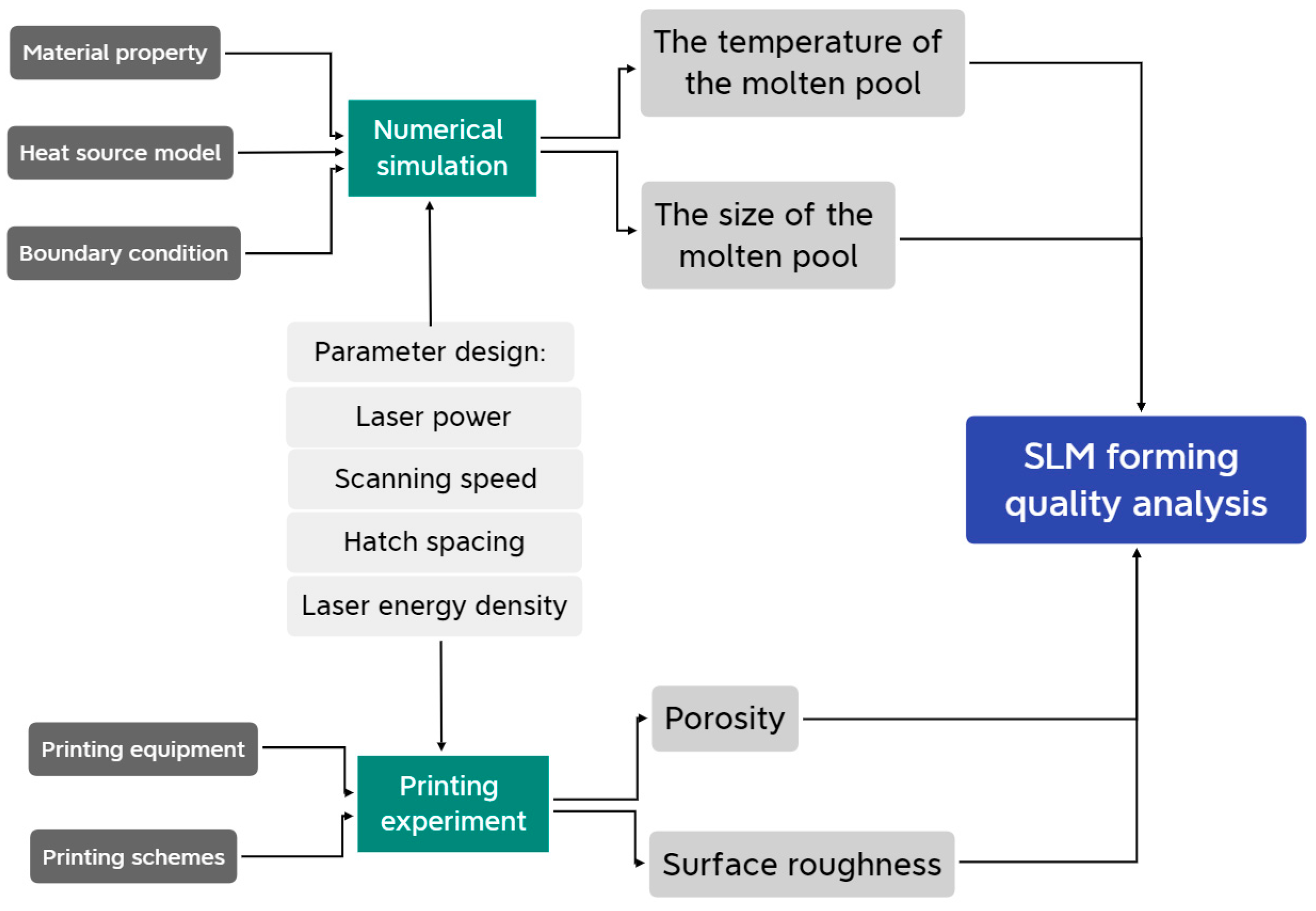
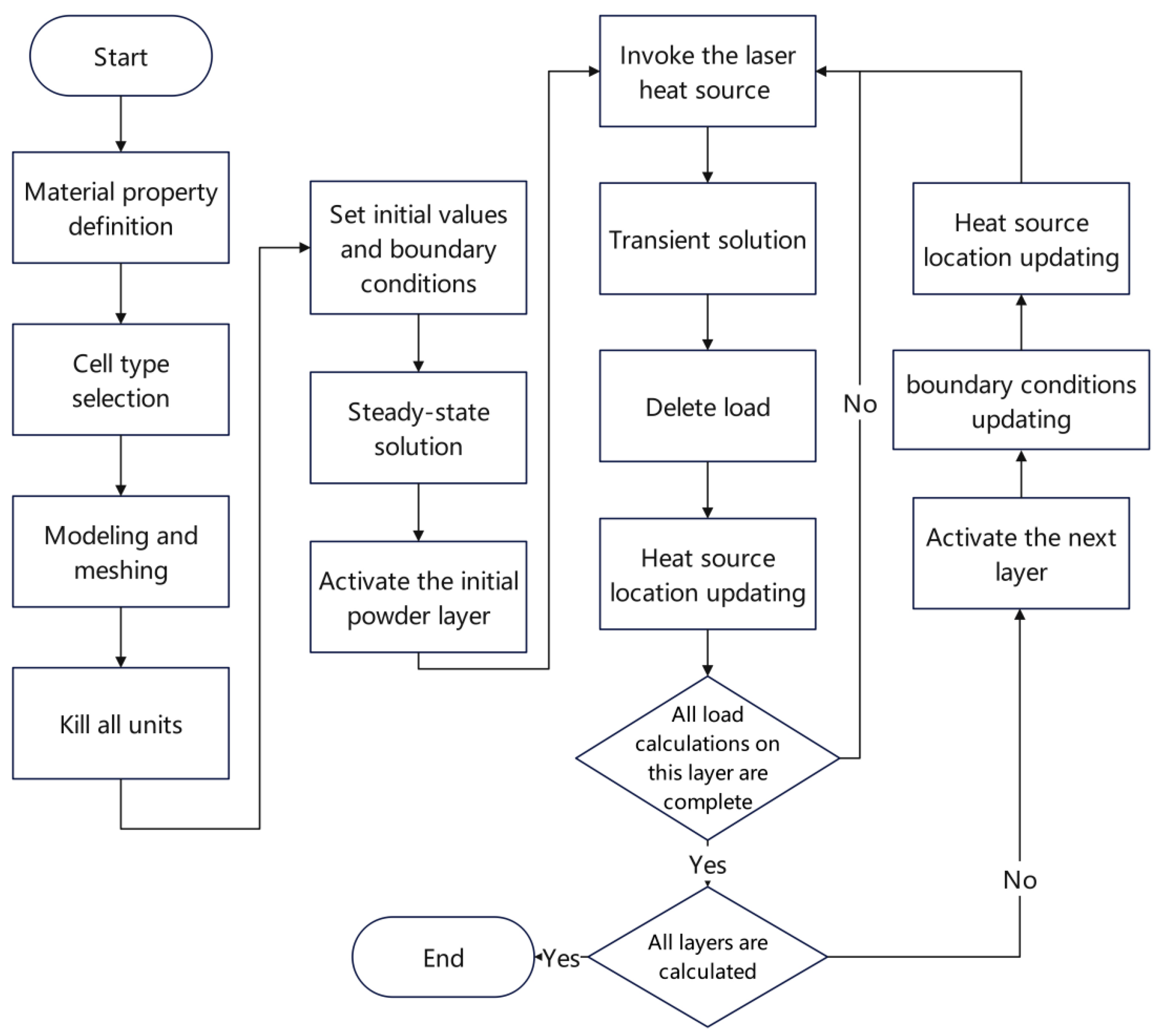
2.2. Numerical Simulation
2.3. Forming Quality Evaluation
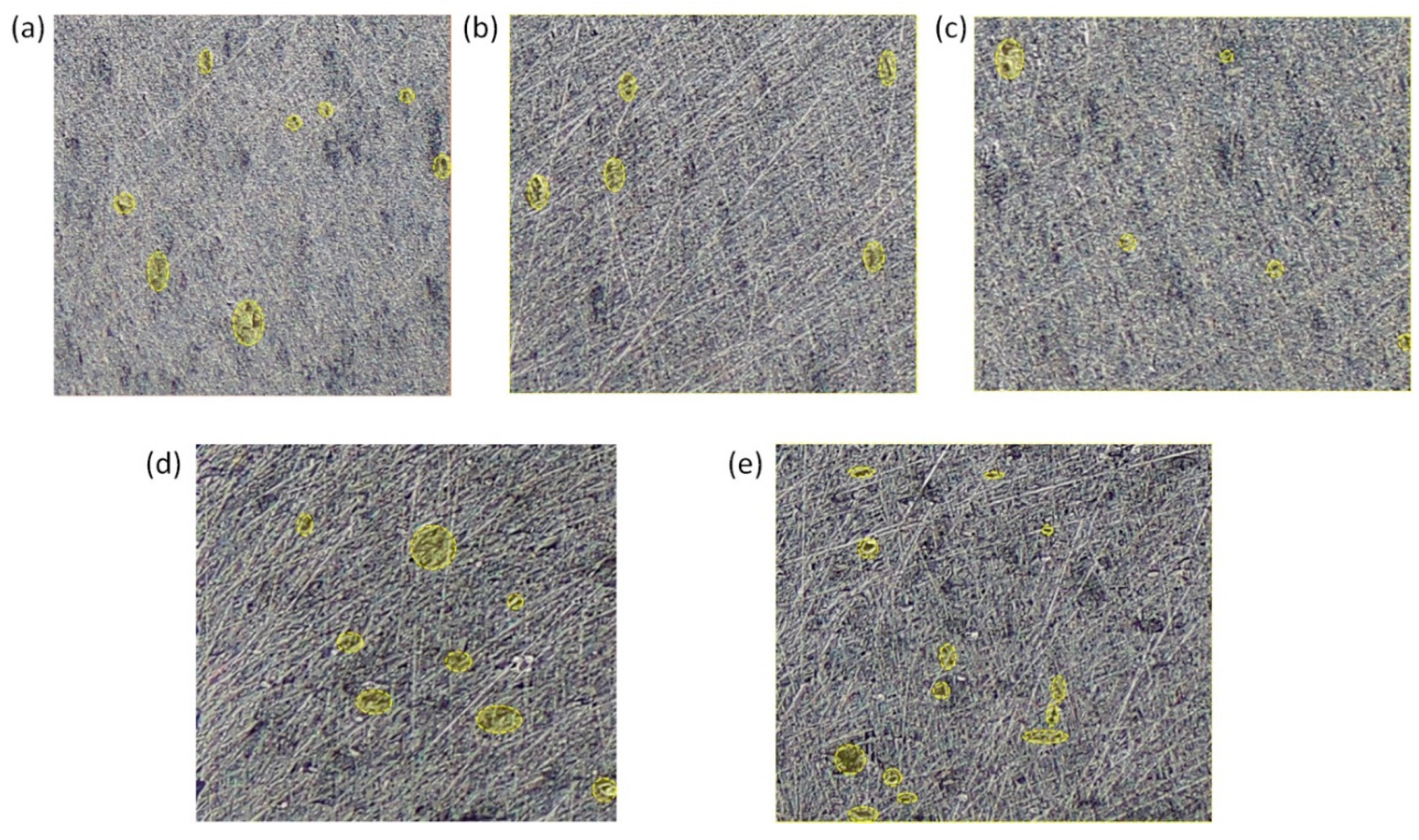
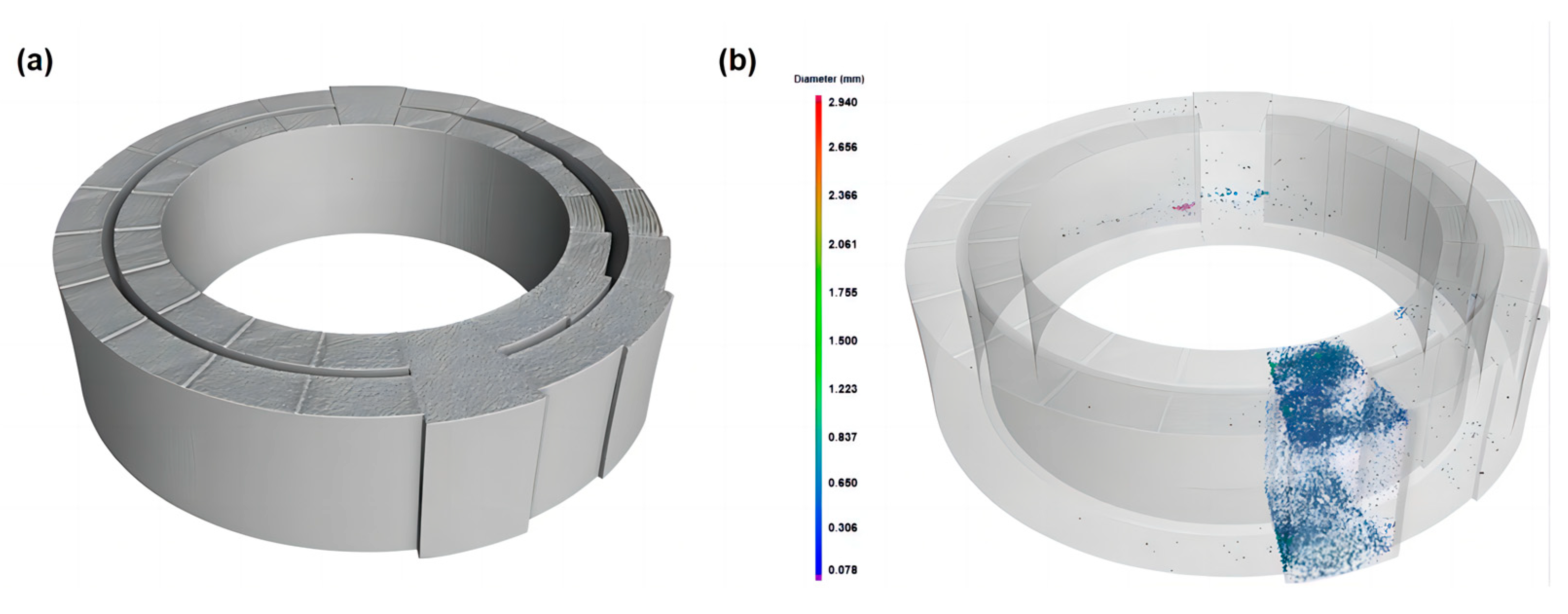
2.3.1. Porosity
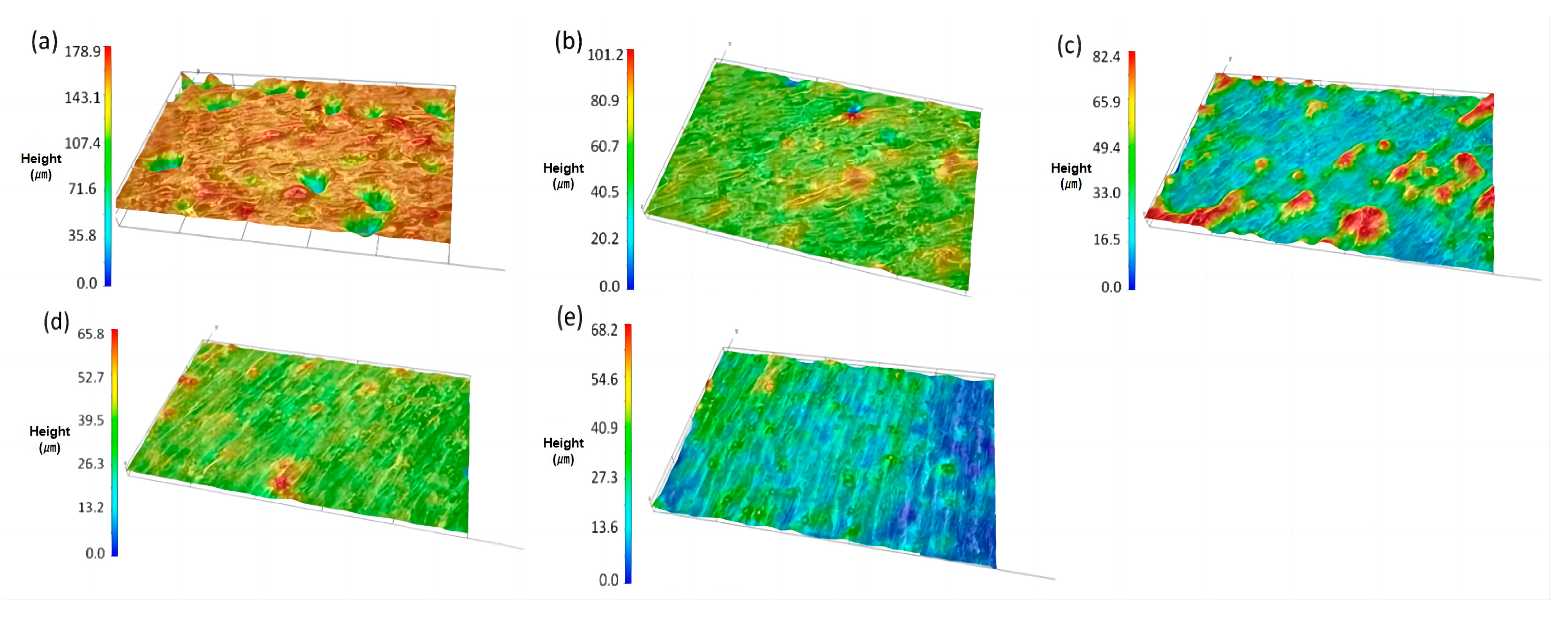
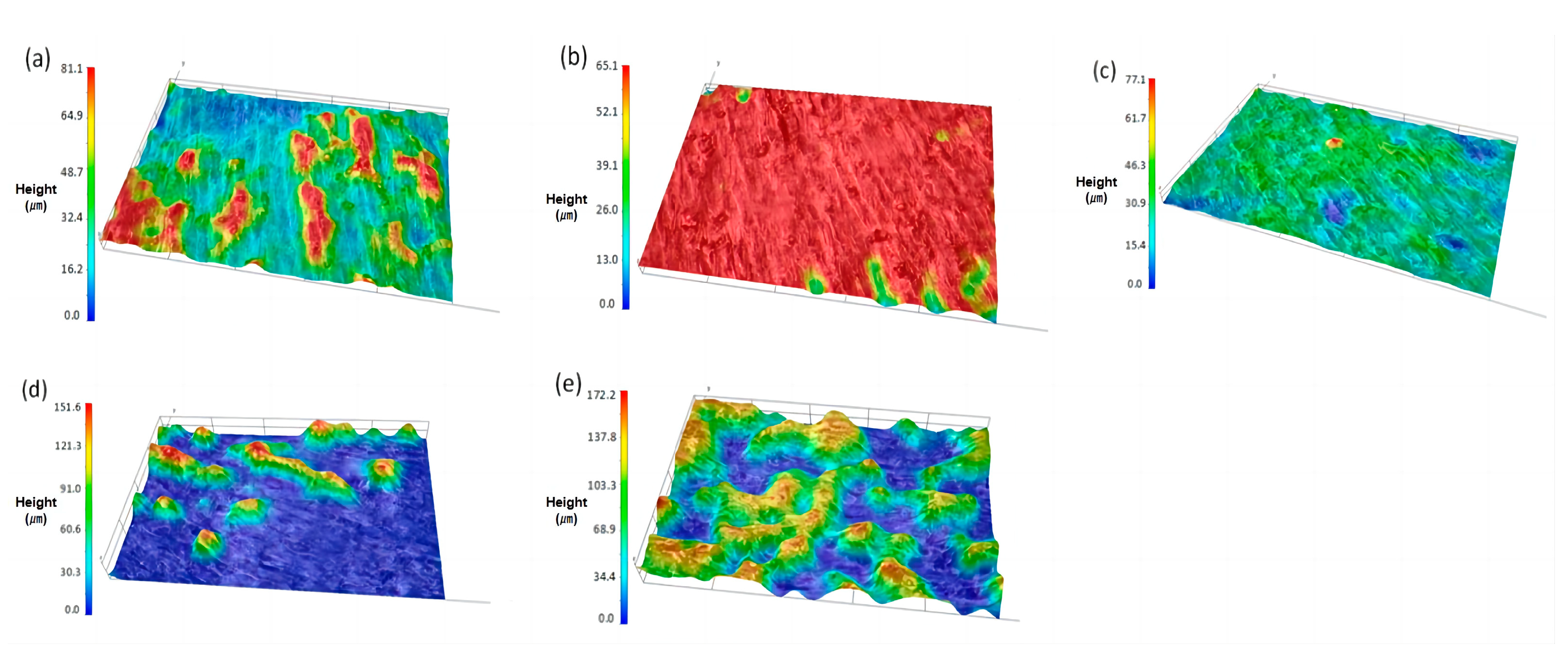
2.3.2. Surface Roughness
2.4. The Setting of Technological Parameters
3. Results and Discussion
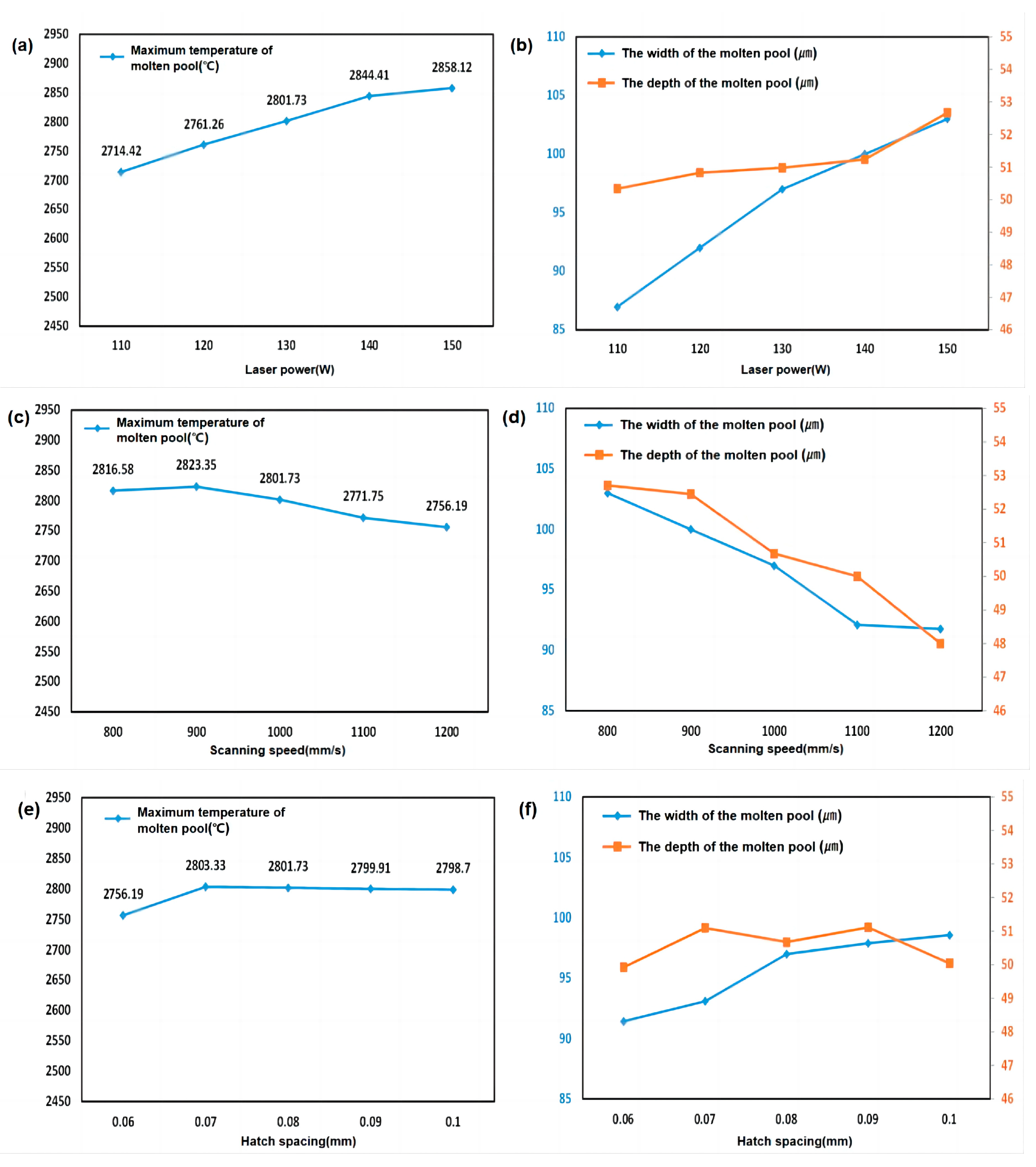
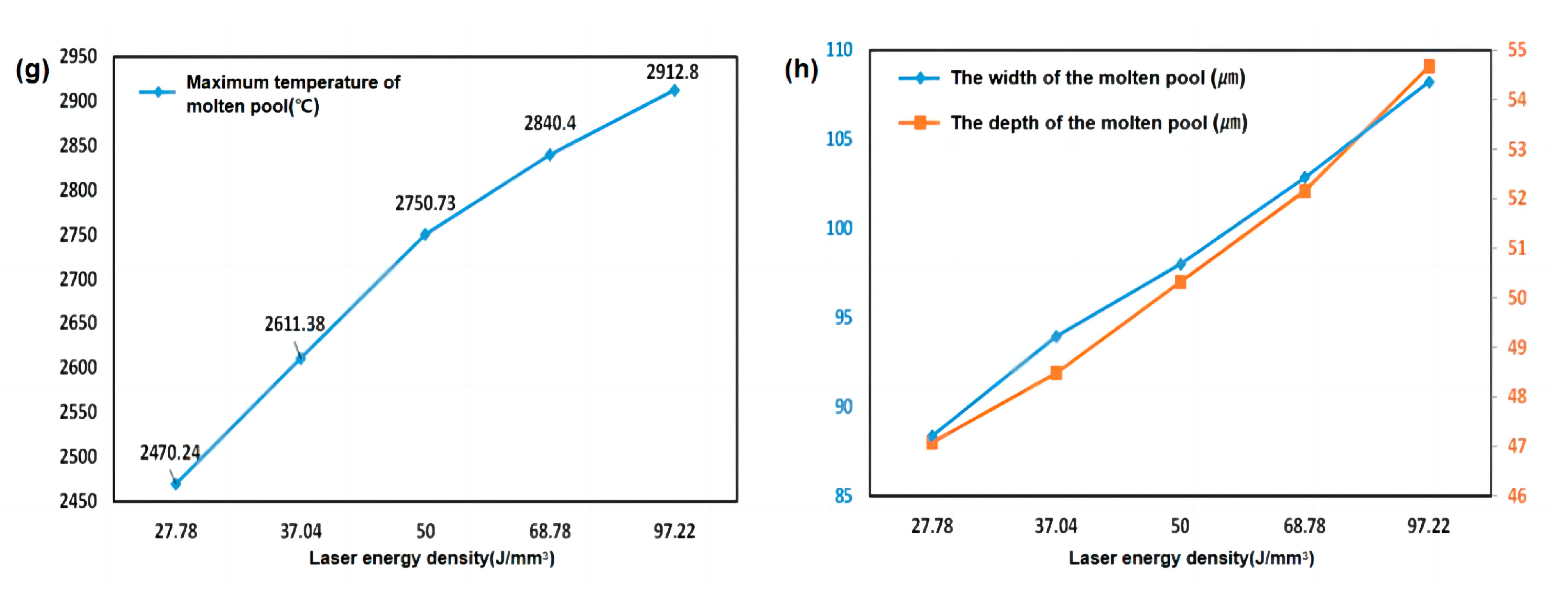
3.1. Parameter Influence on the Simulation Process
3.2. Internal Quality of the Test Product
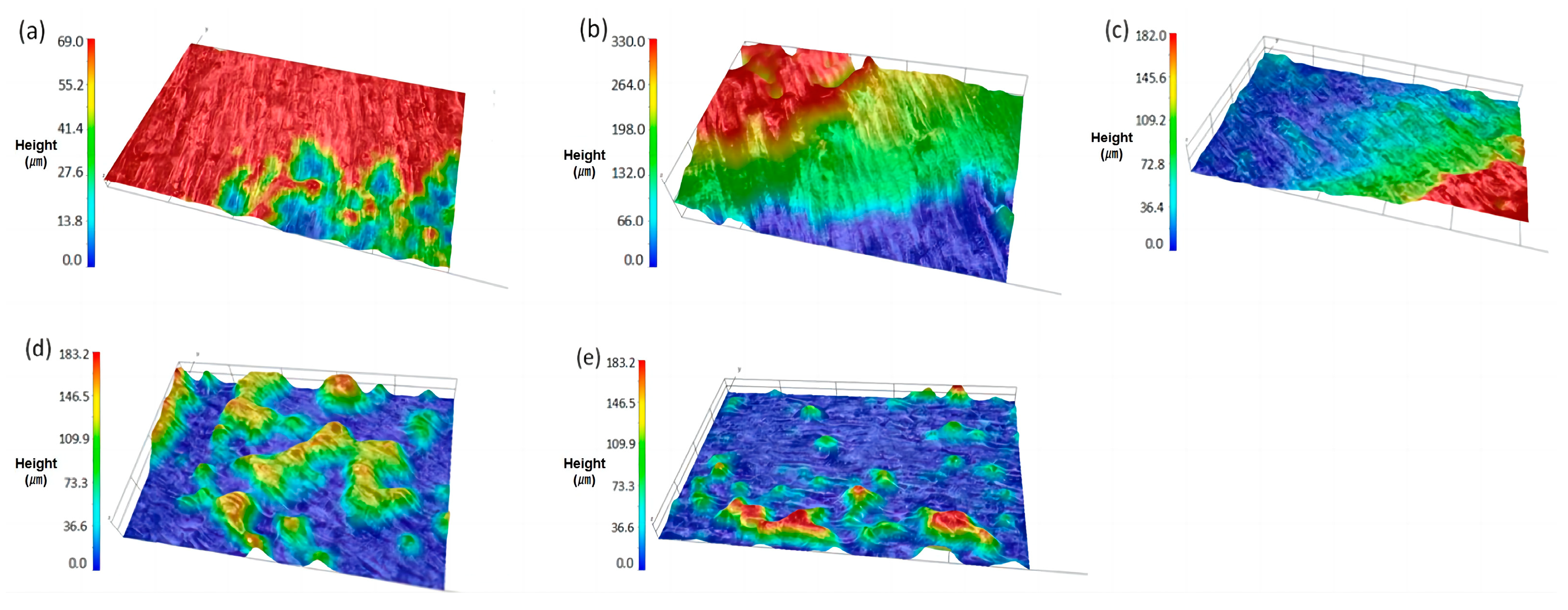
3.3. Surface Roughness of the Test Product
3.4. Discussion of Experimental Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cao, S.; Zhang, B.; Yang, Y.; Jia, Q.; Li, L.; Xin, S.; Wu, X.; Hu, Q.; Lim, C.V.S. On the role of cooling rate and temperature in forming twinned α’ martensite in Ti–6Al–4V. J. Alloys Compd. 2020, 813, 152247. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Scudino, S.; Eckert, J.; Prakash, O.; Ramamurty, U. Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater. 2016, 115, 285–294. [Google Scholar] [CrossRef]
- Li, D.C.; Lu, Z.L.; Tian, X.Y.; Zhang, H.; Yang, C.C.; Cao, Y.; Miao, K.; Dichen, L.I.; Zhongliang, L.U.; Xiaoyong, T.; et al. Additive manufacturing—Revolutionary technology for leading aerospace manufacturing. Acta Aeronaut. Astronaut. Sin. 2022, 43, 15–31. [Google Scholar]
- Zhang, Y.; Zhang, W.; Wang, G. Discussion on the Technical Demands and Application Modes of Additive Manufacturing in Space. Mater. China 2017, 36, 503–511. [Google Scholar]
- Wang, Y.; Tan, Q.; Pu, F.; Boone, D.; Zhang, M. A Review of the Application of Additive Manufacturing in Prosthetic and Orthotic Clinics from a Biomechanical Perspective. Engineering 2020, 6, 1258–1266. [Google Scholar] [CrossRef]
- Zheng, Y. Microstructure and Mechanical Properties of TA1 Titanium Alloy Prepared by Selective Laser Melting. Powder Metall. Ind. 2022, 1, 50–54. [Google Scholar]
- Dong, S.Y.; Yan, S.X.; Feng, X.Y.; Li, Y.J.; Chen, S.Y. Research Status of Steel Powder Material for Laser Additive Manufacturing. Laser Optoelectron. Prog. 2018, 55, 011407. [Google Scholar] [CrossRef]
- Han, G.L.; Shi, W.T.; Han, Y.F.; Liu, Y.D. Study on surface quality of TC4 alloy formed by selective laser melting based on single—Track experiment. Laser J. 2021, 42, 163–169. [Google Scholar] [CrossRef]
- An, C.; Zhang, Y.M.; Zhang, J.S. The Research of Influence of Selective Laser Melting Process Parameters on Density and Surface Roughness of Co-Cr Alloy Molding Parts. Appl. Laser 2018, 38, 328–333. [Google Scholar] [CrossRef]
- Wang, W.H.; Liu, X.Y.; Pan, L. Effect of Linear Energy Density on Bubble-Defect of 316L Stainless Steel by Selective Laser Melting. Key Eng. Mater. 2019, 803, 32–36. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 770, 138455. [Google Scholar] [CrossRef]
- Ben Slama, M.; Chatti, S.; Kolsi, L. Effect of processing parameters on porosity defects during SLM: A DOE-FEM approach. Weld. World 2023, 67, 2201–2213. [Google Scholar] [CrossRef]
- Qu, R.; Huang, L.; Xiao, D. Numerical simulation of melt pool evolution and metal spattering characterization during selective laser melting processing. Acta Aeronaut. Astronaut. Sin. 2022, 43, 398–417. [Google Scholar] [CrossRef]
- Hu, B.; Cai, G.; Fu, J.; Xin, Y.; Liu, K.; Lang, L. Investigation on granular medium forming formability of TA1 titanium alloy cylinder-shaped parts. Int. J. Adv. Manuf. Technol. 2021, 118, 1933–1940. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Thermal behavior during selective laser melting of commercially pure titanium powder: Numerical simulation and experimental study. Addit. Manuf. 2014, 1–4, 99–109. [Google Scholar] [CrossRef]
- Ni, C.Y.; Zhang, C.D.; Liu, T.T.; Liao, W.H. Deformation Prediction of Metal Selective Laser Melting Based on Inherent Strain Method. Chin. J. Lasers-Zhongguo Jiguang 2018, 45, 0702004. [Google Scholar] [CrossRef]
- Du, L.; Ke, L.D.; Sun, J.L.; Xiao, M.L.; Zhang, X.L. Research on Thermal Behavior and Forming Quality of Selective Laser Melted Ti-6A1-4V Titanium Alloy. Hot Work. Technol. 2021, 50, 41–46. [Google Scholar] [CrossRef]
- Wang, Y.F.; Ji, X.; Liang, Y.S. Simulation of Temperature Field in Selective Laser Melting Considering Melt Pool Flow Effect. Appl. Laser 2022, 42, 30–43. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Arshinov, M.K.; Gusarov, A.V.; Titov, V.I.; Laoui, T.; Froyen, L. Mechanisms of selective laser sintering and heat transfer in Ti powder. Rapid Prototyp. J. 2003, 9, 314–326. [Google Scholar] [CrossRef]
- Guan, J.J. Relationship of Element Size and Precision With Gauss Heat Source. J. Liaoning Univ. Pet. & Chem. Technol. 2009, 29, 50–53. [Google Scholar]
- Zhang, J.Z.; Xiong, H.G.; Yang, X. Numerical Simulation on Plate Butt Welding Based on Moving Gaussian Heat Source. Hot Work. Technol. 2013, 42, 163–165. [Google Scholar] [CrossRef]
- Dong, K.Q.; Liu, C.Y.; Chen, Y.J. Loading arithmetic research of gauss heat source model in ANSYS welding simulation. Mach. Des. Manuf. 2007, 2, 83–85. [Google Scholar] [CrossRef]
- Li, L.; Yan, L.; Cui, W.; Chen, Y.; Pan, T.; Zhang, X.; Flood, A.; Liou, F. Predictive Model for Thermal and Stress Field in Selective Laser Melting Process—Part I. Procedia Manuf. 2019, 39, 539–546. [Google Scholar] [CrossRef]
- Parida, R.P.; Senthilkumar, V. Experimental studies of defect generation in selective laser melted Inconel 718 alloy. In Proceedings of the 2nd International Conference on Recent Trends in Metallurgy, Materials Science and Manufacturing (IMME), Tiruchirappalli, India, 27–28 December 2019; pp. 1372–1377. [Google Scholar]
- Peng, T.; Chen, C. Influence of Energy Density on Energy Demand and Porosity of 316L Stainless Steel Fabricated by Selective Laser Melting. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 55–62. [Google Scholar] [CrossRef]
- Yang, J.J.; Han, J.; Yu, H.C.; Yin, J.; Gao, M.; Wang, Z.M.; Zeng, X.Y. Role of molten pool mode on formability, microstructure and mechanical properties of selective laser melted Ti-6A1-4V alloy. Mater. Des. 2016, 110, 558–570. [Google Scholar] [CrossRef]
- Wang, Z.Q.; Wang, X.D.; Xie, R.K.; Zhou, X.; Zhang, P.Y.; Li, Q.L. Pore Defects of Inconel 718 Alloy Fabricated by Selective Laser Melting. Surf. Technol. 2020, 49, 378–385. [Google Scholar]
- Yang, K.V.; Rometsch, P.; Jarvis, T.; Rao, J.; Cao, S.; Davies, C.; Wu, X.H. Porosity formation mechanisms and fatigue response in Al-Si-Mg alloys made by selective laser melting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 712, 166–174. [Google Scholar] [CrossRef]
- Jin, X.; Lan, L.; He, B.; Zhu, A.; Gao, S. A Review on Surface Roughness of Metals Parts Fabricated by Selective Laser Melting. Mater. Rev. 2021, 35, 03168–03175. [Google Scholar]
- Zhang, X.; Dong, A.; Du, D.; Pan, Y.; Xiong, L.; Kong, Y.; Sun, B. Effect of SLM process parameters on microscopic defects and surface quality of GH3536 superalloy. J. Aeronaut. Mater. 2022, 42, 71–80. [Google Scholar]
- Wang, D.; Ye, G.Z.; Dou, W.H.; Zhang, M.K.; Yang, Y.Q.; Mai, S.Z.; Liu, Y. Influence of spatter particles contamination on densification behavior and tensile properties of CoCrW manufactured by selective laser melting. Opt. Laser Technol. 2020, 121, 105678. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Proportion (%) |
|---|---|
| Fe | 0.033 |
| Ti | 99.952 |
| C | 0.013 |
| H | 0.002 |
| Proportion (%) | Particle Diameter (μm) |
|---|---|
| D10 | 20.2 |
| D50 | 34.6 |
| D90 | 56.0 |
| Properties | Value |
|---|---|
| Density | 4540 kg/m3 |
| Melting point | 1667 °C |
| Latent heat of fusion | 2.95 × 105 J/kg |
| Latent heat of evaporation | 8.878 × 106 J/kg |
| Surface tension coefficient | 1.525 N/m |
| Laser Power (W) | Scanning Speed (mm/s) | Hatch Spacing (mm) | Laser Energy Density (J/mm3) | |
|---|---|---|---|---|
| 1 | 100 | 1000 | 0.08 | 41.67 |
| 2 | 110 | 1000 | 0.08 | 45.83 |
| 3 | 120 | 1000 | 0.08 | 50 |
| 4 | 130 | 1000 | 0.08 | 54.17 |
| 5 | 140 | 1000 | 0.08 | 58.33 |
| 6 | 120 | 800 | 0.08 | 62.5 |
| 8 | 120 | 1000 | 0.08 | 50 |
| 9 | 120 | 1100 | 0.08 | 45.45 |
| 10 | 120 | 1200 | 0.08 | 41.67 |
| 11 | 120 | 1000 | 0.06 | 66.67 |
| 12 | 120 | 1000 | 0.07 | 57.14 |
| 13 | 120 | 1000 | 0.08 | 50 |
| 14 | 120 | 1000 | 0.09 | 44.44 |
| 15 | 120 | 1000 | 0.10 | 40 |
| 16 | 100 | 1200 | 0.10 | 27.78 |
| 17 | 110 | 1100 | 0.09 | 37.04 |
| 18 | 120 | 1000 | 0.08 | 50 |
| 19 | 130 | 900 | 0.07 | 68.78 |
| 20 | 140 | 800 | 0.06 | 97.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Zhou, T.; Huang, W.; Wang, W. Influence of Typical Technological Parameters on the Forming Quality of TA1 in Selective Laser Melting. Metals 2023, 13, 1971. https://doi.org/10.3390/met13121971
Chen C, Zhou T, Huang W, Wang W. Influence of Typical Technological Parameters on the Forming Quality of TA1 in Selective Laser Melting. Metals. 2023; 13(12):1971. https://doi.org/10.3390/met13121971
Chicago/Turabian StyleChen, Congyan, Tao Zhou, Wei Huang, and Wentong Wang. 2023. "Influence of Typical Technological Parameters on the Forming Quality of TA1 in Selective Laser Melting" Metals 13, no. 12: 1971. https://doi.org/10.3390/met13121971