
Mathematical Modeling on Optimization of Submerged Entry Nozzle for an Ultra-Thick Slab Continuous Casting Mold

Abstract
:1. Introduction
2. Numerical Methodology
2.1. Flow and Heat Transfer Model of Molten Steel
2.2. Inclusion Transports Model
2.3. Geometry Model, Mesh, and SEN Structures
2.4. Boundary Conditions
2.5. Numerical Procedure Details
3. Results and Discussion
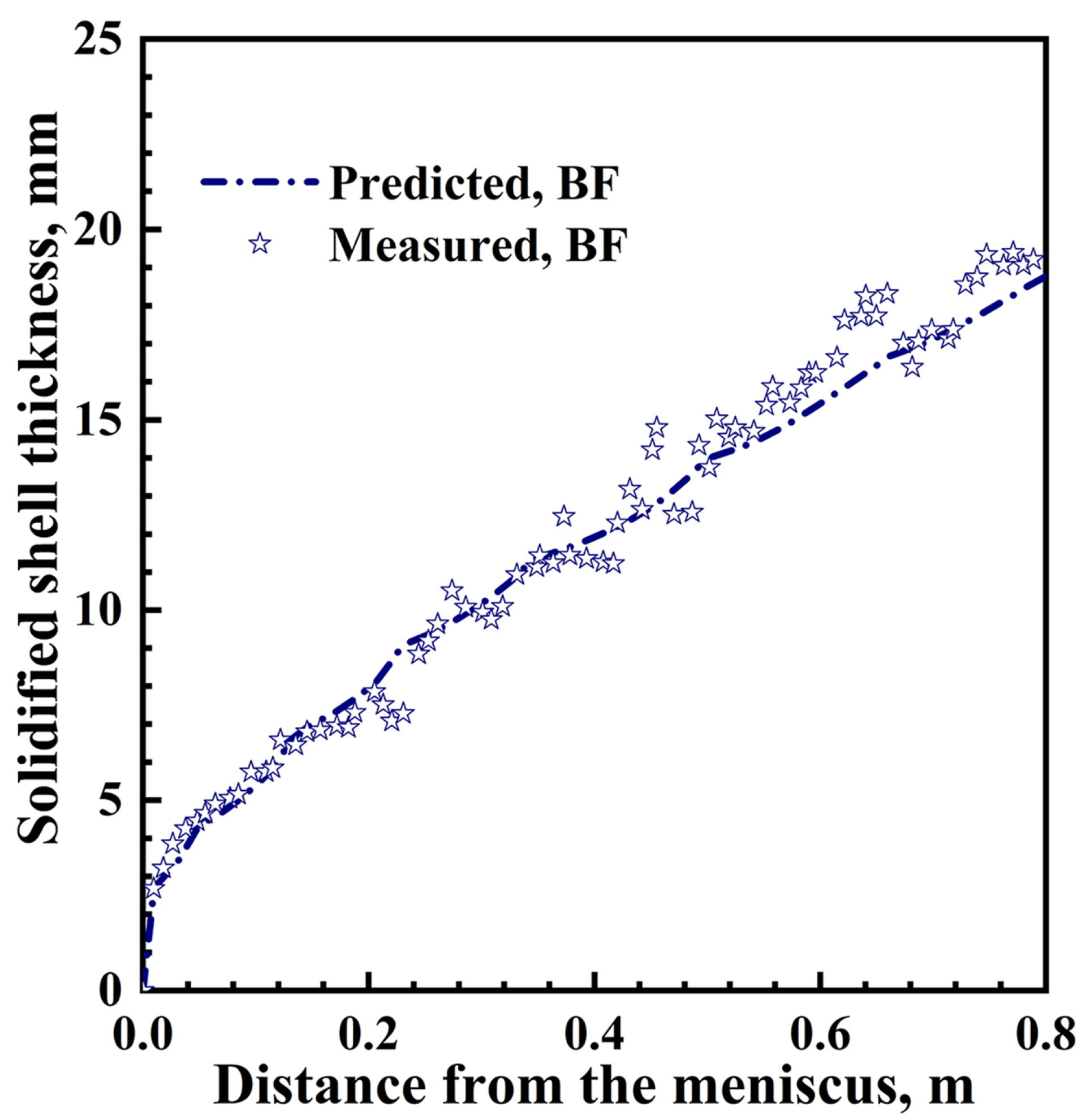
3.1. Model Validation
3.2. Effects of SEN Bottom and Port Structure on Flow, Heat Transfer, and Inclusion Removal
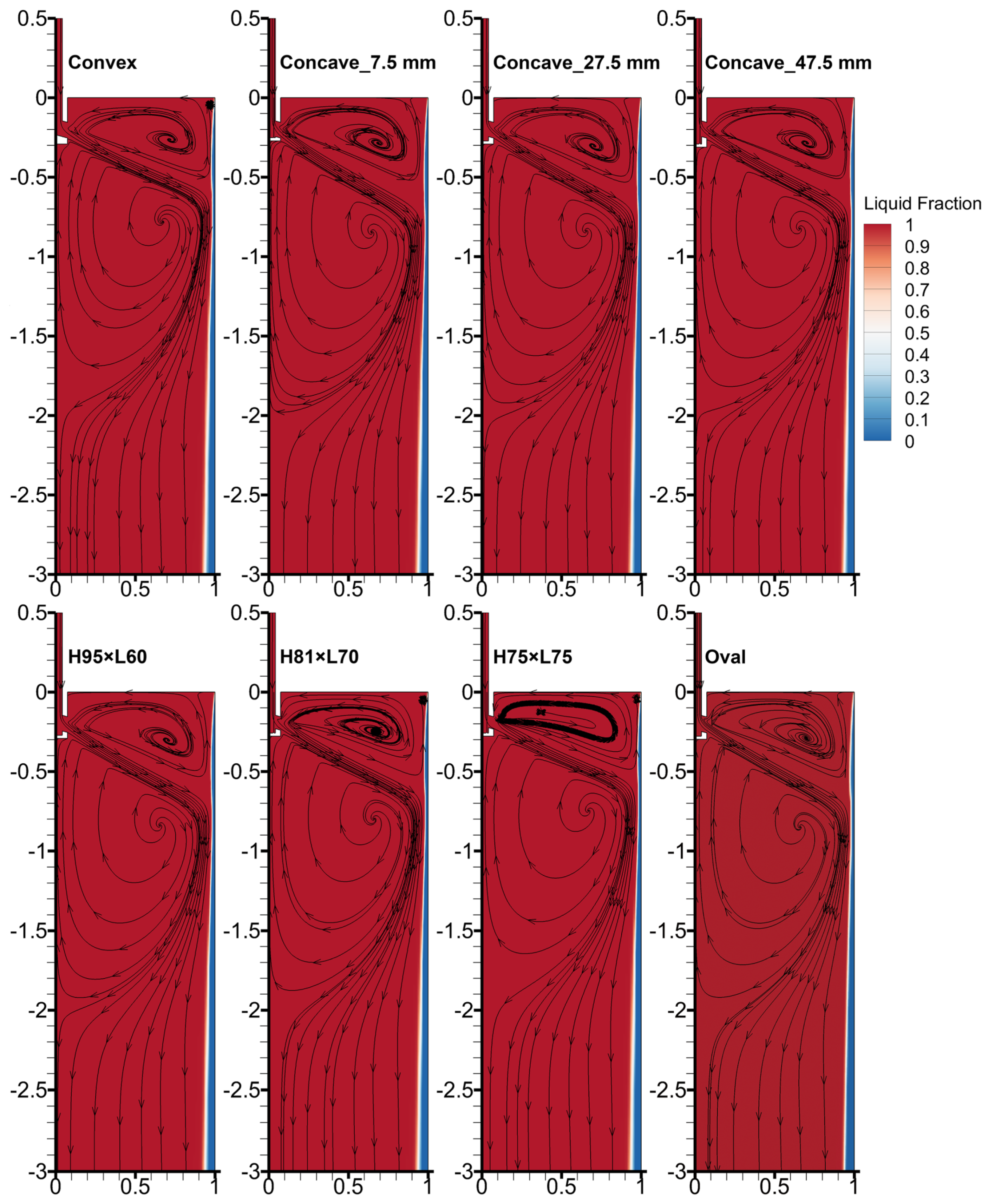
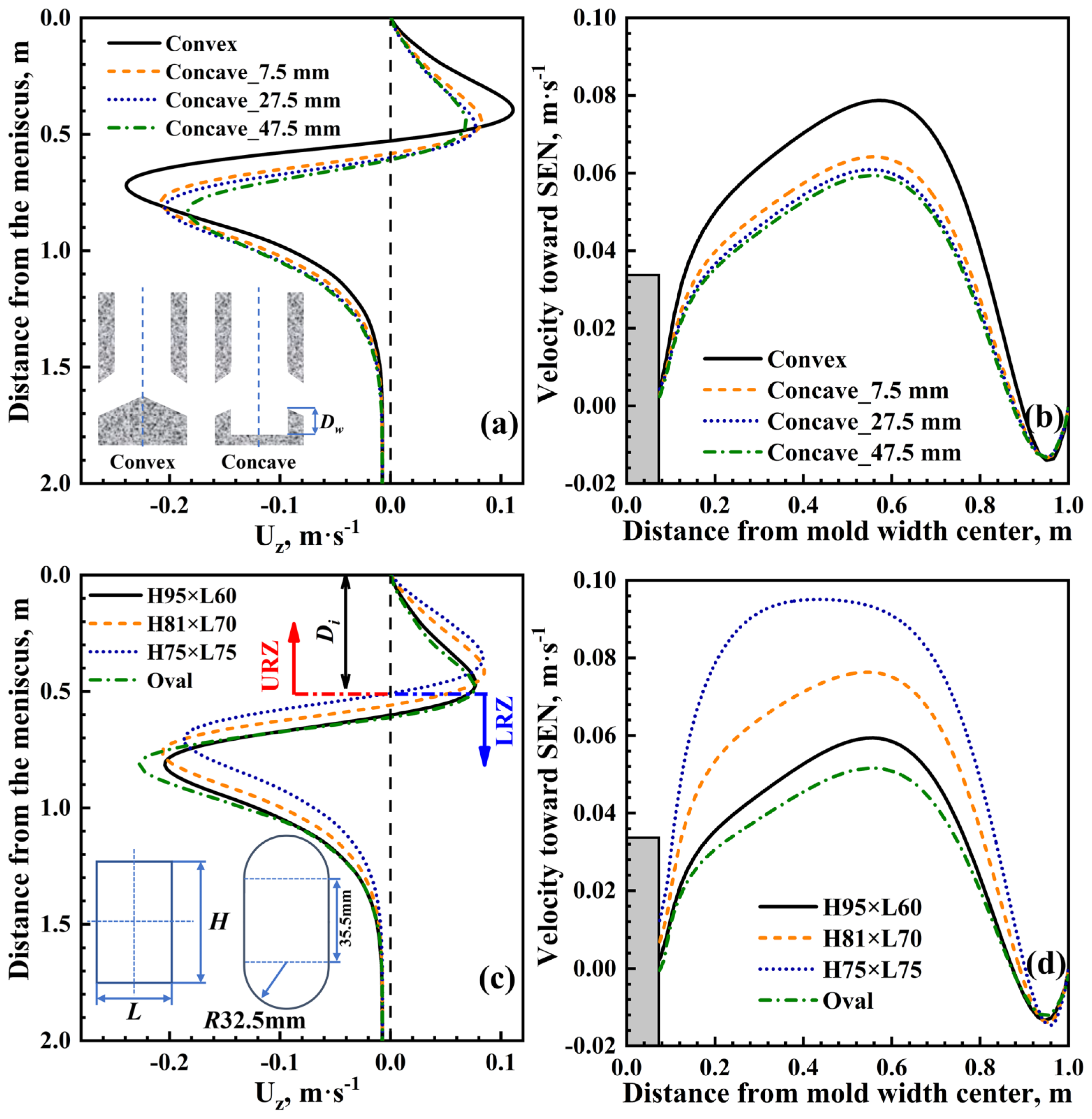
3.2.1. Molten Steel Flow Field and Temperature Distribution
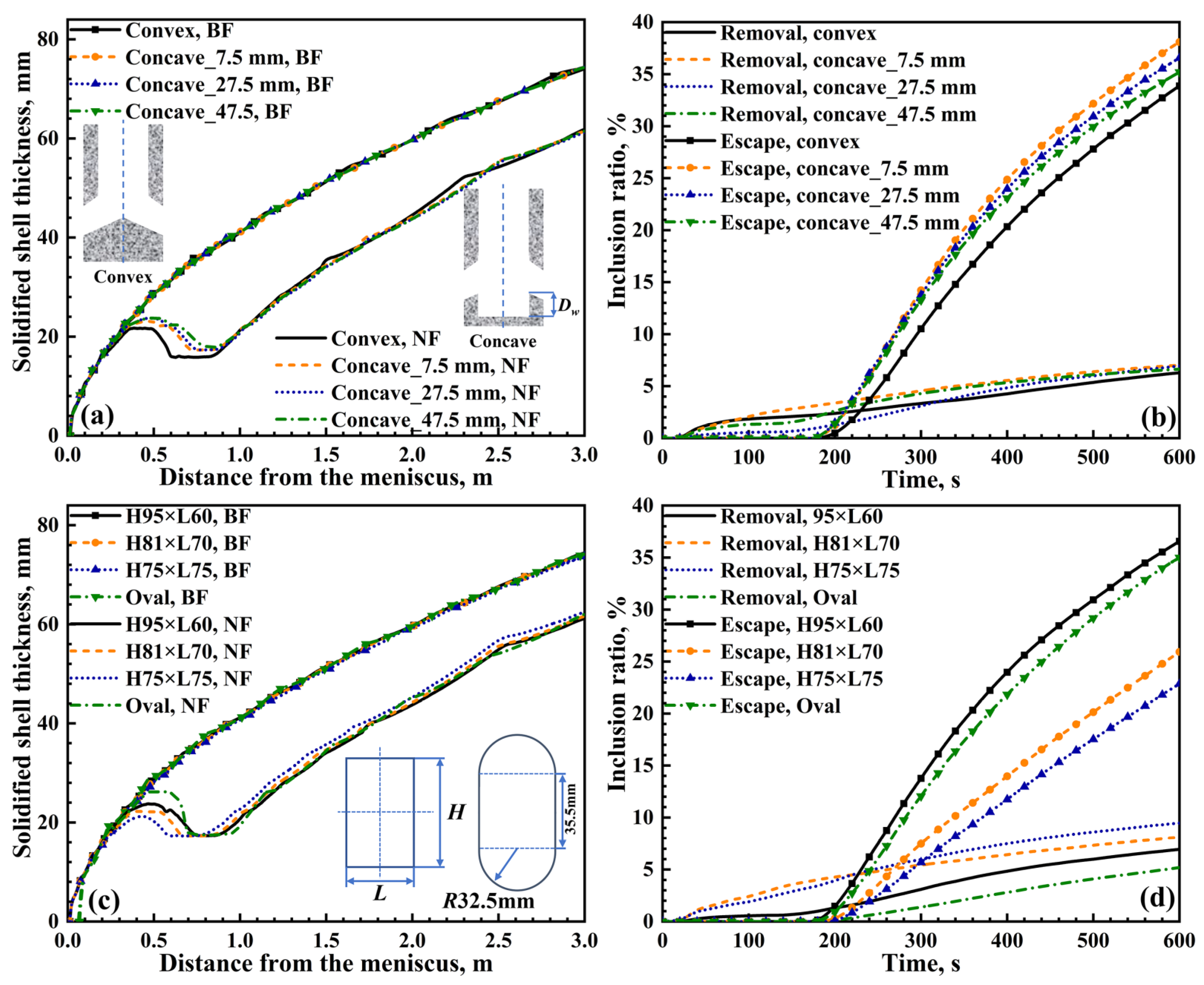
3.2.2. Solidified Shell Thickness and Inclusion Removal
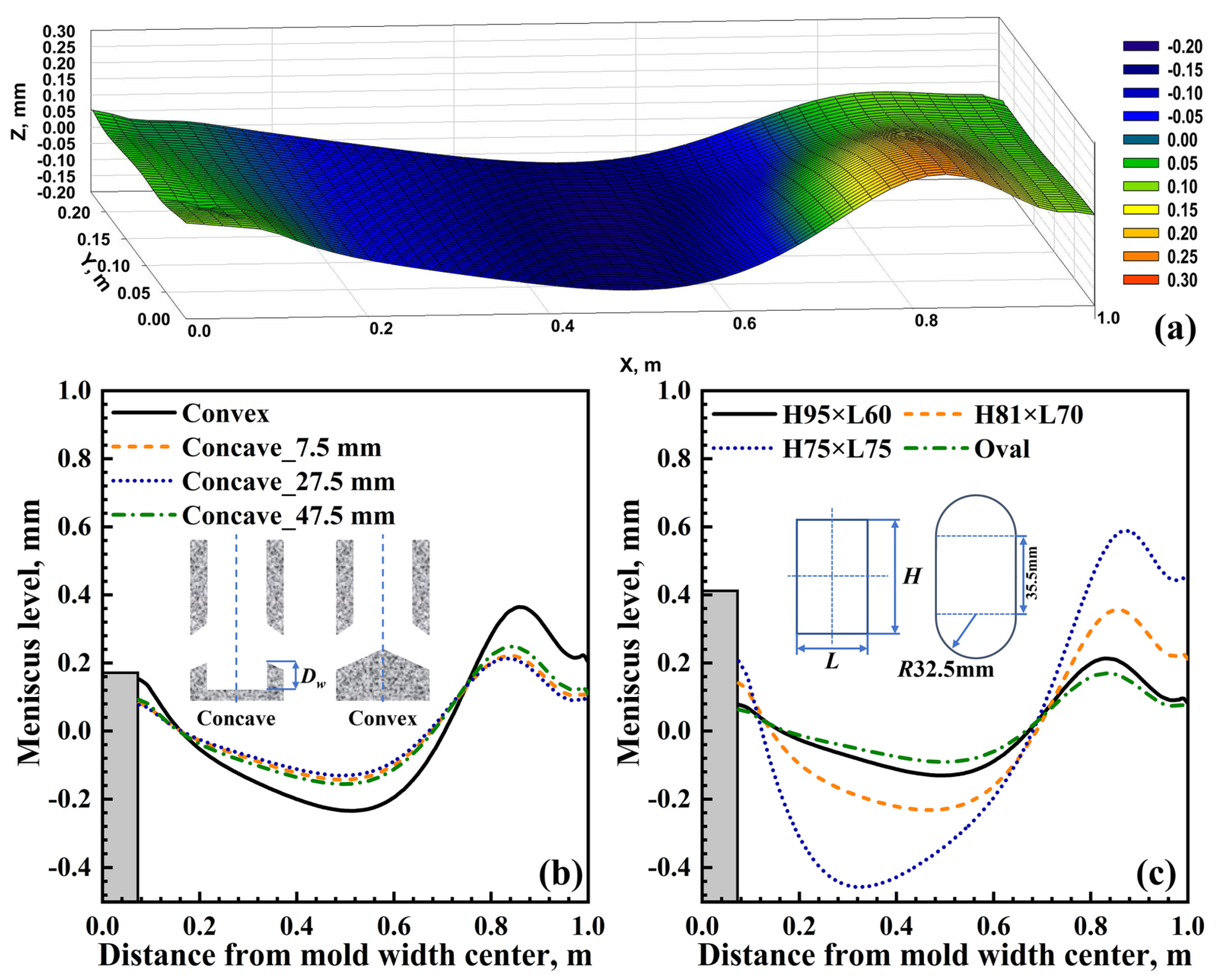
3.2.3. Meniscus Level Profiles
3.3. Optimizations of Submerged Depth and Port Angle of Square-Port SEN
3.3.1. Effects of Submerged Depth and Port Angle on Flow and Heat Transfer
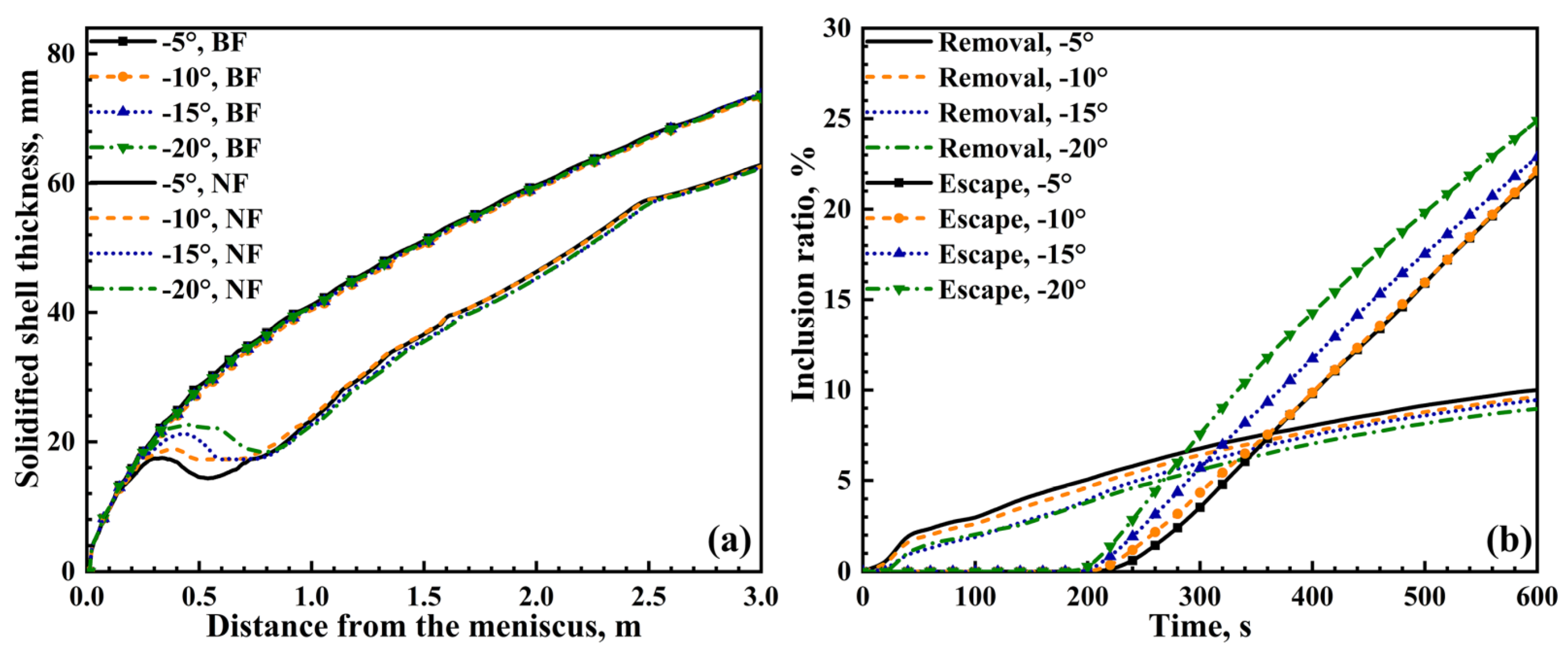
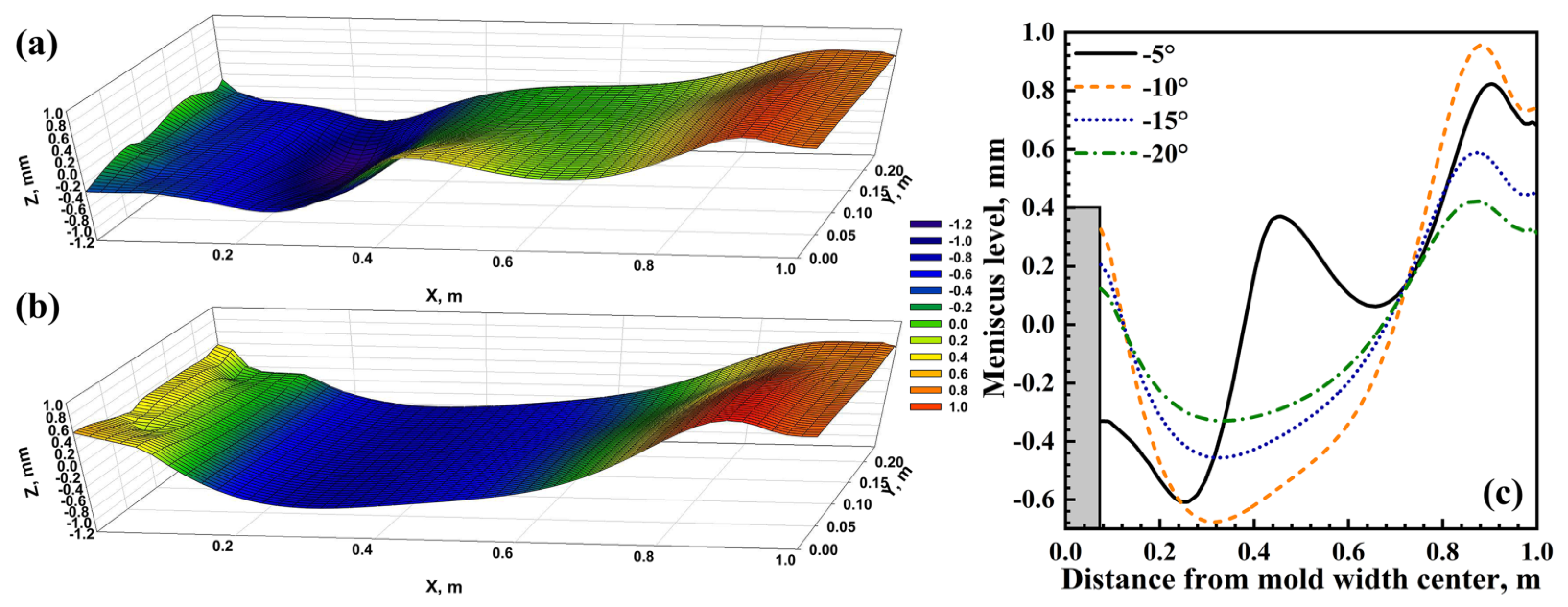
3.3.2. Effects of Port Angle on Solidified Shell, Inclusion Removal, and Meniscus Level
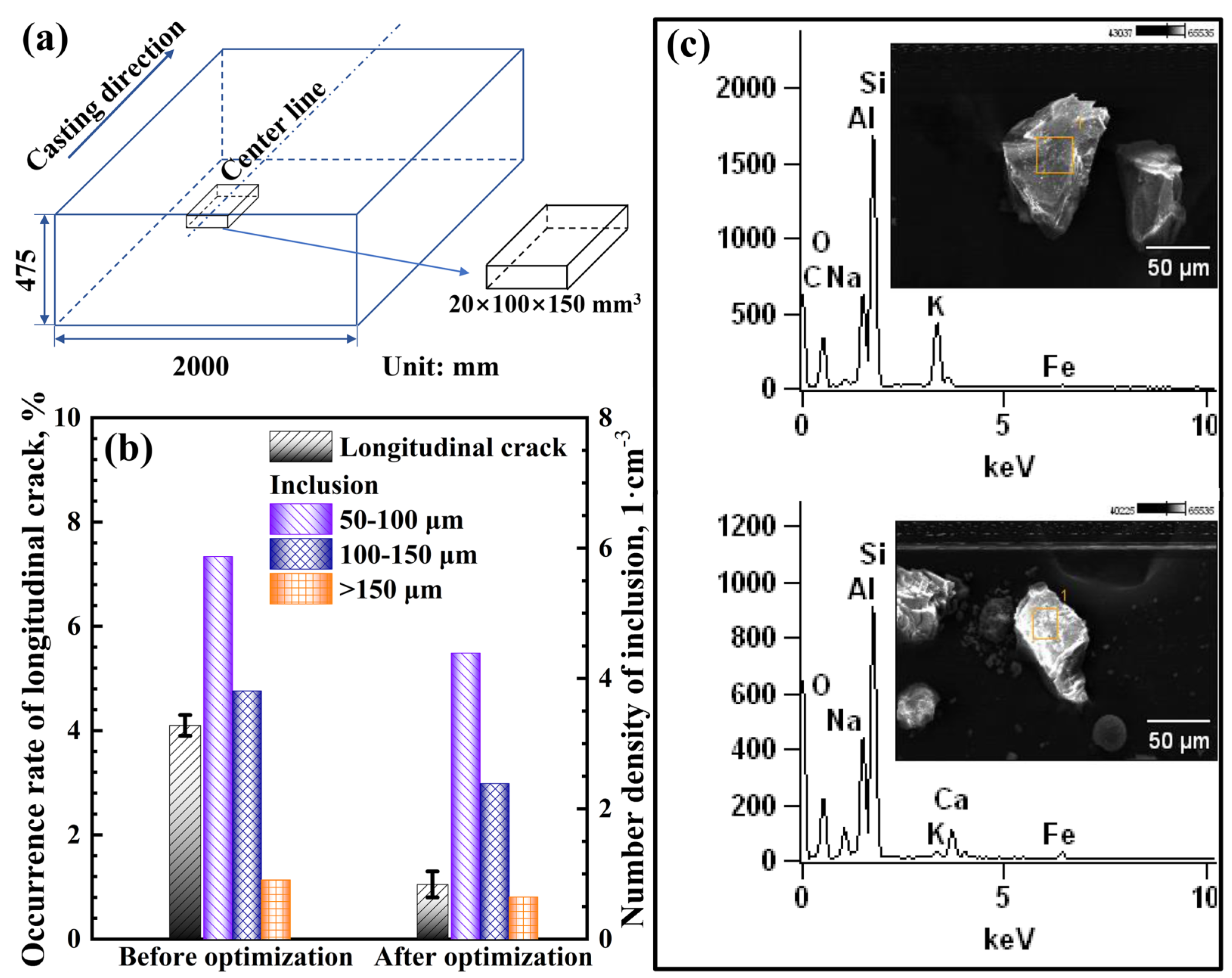
3.4. Field Production
4. Conclusions
- Compared with the case with a concave-bottom SEN, the convex-bottom SEN decreases the downward angle of the imping jet and imping depth, and increases the horizontal velocity and temperature on the meniscus. The molten steel velocity near the solidified shell for the convex-bottom case is larger than those for the cases with concave bottoms. However, the remelting of the solidified shell is dramatic for the convex-bottom case. The well depth of the concave-bottom SEN has little influence on the molten steel flow pattern and solidification.
- The effect of the SEN port shape on the molten steel flow is significant. As the port shape changes from rectangle to square, the angle of jet flow and imping depth decrease. The horizontal velocity and the temperature on the mold free surface increase. The SEN with a square port is beneficial for molten steel solidification and inclusion removal.
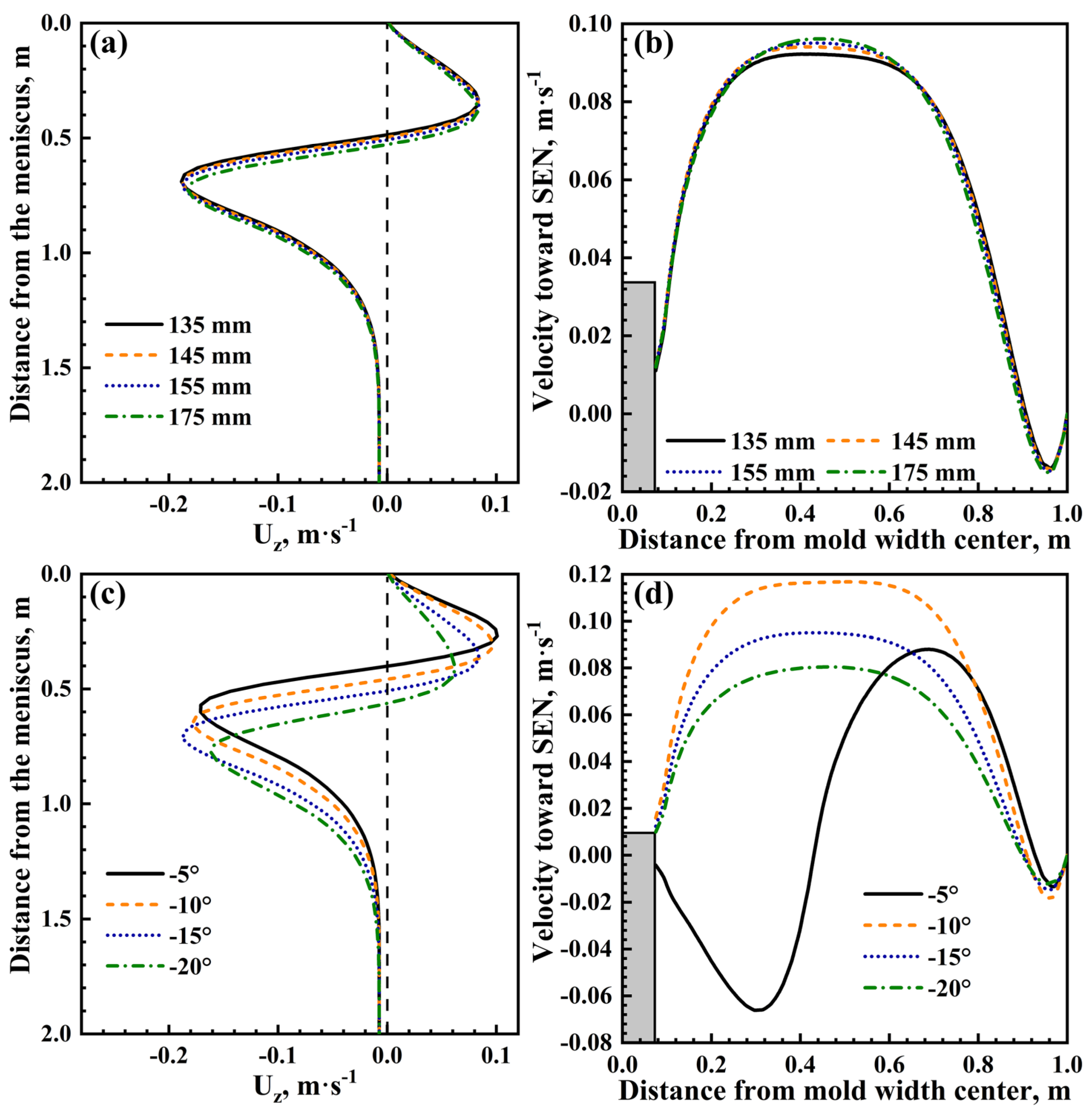
- The SEN’s submerged depth has a tiny impact on the molten steel flow. Nevertheless, the SEN port angle has a significant influence on the molten steel flow. As the downward angle of the port increases, the imping depth of molten steel jet flow obviously increases, and the flow in the URZ changes to be gradually weakened.
- A square-shaped-port SEN with a downward angle of −10° is more beneficial for ultra-thick slab CC by comprehensive consideration of molten steel flow and solidification and inclusion removal. The optimized SEN has been applied to the actual caster, and the practical performance of the optimization has been assessed, indicating that the SEN optimization is efficient.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, M.; Yang, E.; Hou, Z.; Wang, X. Decreasing Porosities in Continuous Casting Thick Slab by Soft Reduction Technology. Metall. Mater. Trans. B 2021, 52, 2753–2759. [Google Scholar] [CrossRef]
- Schwinn, V.; Bauer, J.; Flüss, P.; Kirsch, H.J.; Amoris, E. Recent Developments and Applications of TMCP Steel Plates. Metall. Res. Technol. 2011, 108, 283–294. [Google Scholar] [CrossRef] [Green Version]
- Yu, W.; Zhang, Y.; He, C.; Xu, L.; Cai, Q. Production of Heavy-gauge Steel Plates by Clad Rolling Process. J. Univ. Sci. Technol. Beijing 2011, 33, 1391–1395. [Google Scholar] [CrossRef]
- Jiang, M.; Yao, T.; Yang, E.; Wang, X. Decreasing Central Porosities in a Continuous Casting Thick Slab by Heavy Mechanical Reduction Near the Solidification End. Metall. Mater. Trans. B 2022, 53, 3322–3333. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, J.; Lei, S.; Wang, Y. Dynamic Recrystallization (DRX) Analysis of Heavy Reduction Process with Extra-Thickness Slabs. Steel Res. Int. 2014, 85, 811–823. [Google Scholar] [CrossRef]
- Kunstreich, S. Strand Electromagnetic Stirring for Thick Slab Casters. Metall. Plant Technol. Int. 2006, 29, 50–52. [Google Scholar]
- Zhou, Q.; Yin, Y.; Zhang, J. Numerical Simulation Research and Application of Convex Roll for Efficient Soft Reduction of Continuous Casting Slab. Metall. Mater. Trans. B 2022, 53, 4029–4047. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, J.; Lei, S.; Wang, Y. The Position Study of Heavy Reduction Process for Improving Centerline Segregation or Porosity with Extra- Thickness Slabs. Steel Res. Int. 2014, 85, 645–658. [Google Scholar] [CrossRef]
- Wu, C.; Ji, C.; Zhu, M. Deformation Behavior of Internal Porosity in Continuous Casting Wide-Thick Slab during Heavy Reduction. Metals 2019, 9, 128. [Google Scholar] [CrossRef] [Green Version]
- Shen, J.; Chen, D.; Xie, X.; Zhang, L.; Dong, Z.; Long, M.; Ruan, X. Influences of SEN Structures on Flow Characters, Temperature Field and Shell Distribution in 420 mm Continuous Casting Mould. Ironmak. Steelmak. 2013, 40, 263–275. [Google Scholar] [CrossRef]
- Li, X.; Liu, Y.; Zhang, H.; Guobiao, D.; Ji, C.; Li, H.; Liu, J.; Zhang, M. Formation and Control of Longitudinal Cracks in Hypoperitectic Steel Slabs. Ironmak. Steelmak. 2022, 1–5. [Google Scholar] [CrossRef]
- Cho, S.; Thomas, B.G. Electromagnetic Effects on Solidification Defect Formation in Continuous Steel Casting. JOM 2020, 72, 3610–3627. [Google Scholar] [CrossRef]
- Cai, Z.; Zhu, M. Non-uniform Heat Transfer Behavior during Shell Solidification in a Wide and Thick Slab Continuous Casting Mold. Int. J. Miner. Metall. Mater. 2014, 21, 240–250. [Google Scholar] [CrossRef]
- Ji, C.; Luo, S.; Zhu, M.; Sahai, Y. Uneven Solidification during Wide-thick Slab Continuous Casting Process and its Influence on Soft Reduction Zone. ISIJ Int. 2014, 54, 103–111. [Google Scholar] [CrossRef] [Green Version]
- Lachmund, H.; Schwinn, V.; Jungblut, H.A. Heavy Plate Production: Demand on Hydrogen Control. Ironmak. Steelmak. 2000, 27, 381–386. [Google Scholar] [CrossRef]
- Gupta, D.; Lahiri, A.K. Water Modelling Study of the Jet Characteristics in a Continuous Casting Mould. Steel Res. 1992, 63, 201–204. [Google Scholar] [CrossRef]
- Deng, X.; Xiong, X.; Wang, X.; Ji, Y.; Huang, F.; Hao, X. Water Modeling Study on Submerged Entry Nozzles in Continuous Slab Casting Molds for High Speed Casting. J. Univ. Sci. Technol. Beijing 2013, 35, 1304–1312. [Google Scholar] [CrossRef]
- Fang, Q.; Ni, H.; Zhang, H.; Wang, B.; Lv, Z. The Effects of a Submerged Entry Nozzle on Flow and Initial Solidification in a Continuous Casting Bloom Mold with Electromagnetic Stirring. Metals 2017, 7, 146. [Google Scholar] [CrossRef] [Green Version]
- Salazar-Campoy, M.M.; Morales, R.D.; Nájera-Bastida, A.; Calderón-Ramos, I.; Cedillo-Hernández, V.; Delgado-Pureco, J.C. A Physical Model to Study the Effects of Nozzle Design on Dispersed Two-Phase Flows in a Slab Mold Casting Ultra-Low-Carbon Steels. Metall. Mater. Trans. B 2018, 49, 812–830. [Google Scholar] [CrossRef]
- Calderón-Ramos, I.; Morales, R.D.; Servín-Castañeda, R.; Pérez-Alvarado, A.; García-Hernández, S.; Barreto, J.d.J.; Arreola-Villa, S.A. Modeling Study of Turbulent Flow in a Continuous Casting Slab Mold Comparing Three Ports SEN Designs. ISIJ Int. 2019, 59, 76–85. [Google Scholar] [CrossRef] [Green Version]
- Saldaña-Salas, F.; Torres-Alonso, E.; Ramos-Banderas, J.A.; Solorio-Díaz, G.; Hernández-Bocanegra, C.A. Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold. Metals 2019, 9, 596. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez-Trejo, J.; Miranda-Tello, J.R.; Cervantes-de-la-Torre, F.; Carvajal-Mariscal, I.; Sanchez-Silva, F.; Gabbasov, R.; Real-Ramirez, C.A. Experimental Analysis of a Slab Continuous-Casting SEN with an Inner Flow Divider. Metals 2022, 12, 1097. [Google Scholar] [CrossRef]
- Liu, Q.; Du, Y.; Xu, P.; Chen, D.; Long, M. Optimization of Nozzle Parameters by Investigating the Flow Behavior of Molten Steel in the Mold under a High Casting Speed. Metals 2022, 12, 1595. [Google Scholar] [CrossRef]
- Wang, P.; Tie, Z.; Xiao, H.; Zhu, J.; Tang, H.; Zhang, J. Optimizing of Submerged Entry Nozzle for Bloom Continuous Casting Based on Physical and Numerical Simulation. Steel Res. Int. 2022, 93, 2200402. [Google Scholar] [CrossRef]
- Liu, R.; Blazek, K.; Forman, B.; Fritz, C.; Graham, C. Effect of Submerged-Entry Nozzle (SEN) Design on Fluid Flow and Heat Transfer in a Thin-Slab Steel Caster. Steel Res. Int. 2019, 90, 1800398. [Google Scholar] [CrossRef]
- Morales, R.D.; Palafox-Ramos, J.; Garcia-Demedices, L.; Sanchez-Perez, R. A DPIV Study of Liquid Steel Flow in a Wide Thin Slab Caster Using Four Ports Submerged Entry Nozzles. ISIJ Int. 2004, 44, 1384–1392. [Google Scholar] [CrossRef] [Green Version]
- Tsukaguchi, Y.; Hayashi, H.; Kurimoto, H.; Yokoya, S.; Marukawa, K.; Tanaka, T. Development of Swirling-flow Submerged Entry Nozzles for Slab Casting. ISIJ Int. 2010, 50, 721–729. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Su, Z.; Li, D.; Wang, Q.; He, J. Flow Behavior in the Slab Mold under Optimized Swirling Technology in Submerged Entry Nozzle. ISIJ Int. 2018, 58, 1242–1249. [Google Scholar] [CrossRef] [Green Version]
- Wu, D.F.; Cheng, S.S. Effect of Sen Design on Surface Fluctuation and Solidifying Shell in Slab Mold and Its Optimization. Acta Metall. Sin. (Engl. Lett.) 2008, 21, 341–350. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles: Part II. Effect of operation conditions and nozzle design. Metall. Mater. Trans. B 2001, 32, 269–284. [Google Scholar] [CrossRef]
- Garcia-hernandez, S.; Morales, R.D.; Barreto, J.d.J.; Morales-higa, K. Numerical Optimization of Nozzle Ports to Improve the Fluidynamics by Controlling Backflow in a Continuous Casting Slab Mold. ISIJ Int. 2013, 53, 1794–1802. [Google Scholar] [CrossRef] [Green Version]
- Sun, H.; Li, L.; Liu, C. Novel Opposite Stirring Mode in Bloom Continuous Casting Mould by Combining Swirling Flow Nozzle with EMS. Metals 2018, 8, 842. [Google Scholar] [CrossRef] [Green Version]
- Gan, M.; Pan, W.; Wang, Q.; Zhang, X.; He, S. Effect of Exit Shape of Submerged Entry Nozzle on Flow Field and Slag Entrainment in Continuous Casting Mold. Metall. Mater. Trans. B 2020, 51, 2862–2870. [Google Scholar] [CrossRef]
- Arcos-Gutierrez, H.; Barrera-Cardiel, G.; Barreto, J.d.J.; Garcia-Hernandez, S. Numerical Study of Internal SEN Design Effects on Jet Oscillations in a Funnel Thin Slab Caster. ISIJ Int. 2014, 54, 1304–1313. [Google Scholar] [CrossRef] [Green Version]
- Aboutalebi, M.M.; Lapointe, F.; D’amours, J.; Isac, M.M.; Guthrie, R.I.L. Effects of Angle of Rotation of Submerged Entry Nozzle on Fluid Flows in a Square Billet Casting Mold. JOM 2018, 70, 2088–2095. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Wang, X.; Deng, X.; Wang, X.; Qin, Y.; Ji, C. Application of High Speed Continuous Casting on Low Carbon Conventional Slab in SGJT. Steel Res. Int. 2014, 85, 1490–1500. [Google Scholar] [CrossRef]
- Miranda, R.; Barron, M.A.; Barreto, J.; Hoyos, L.; Gonzalez, J. Experimental and Numerical Analysis of the Free Surface in a Water Model of a Slab Continuous Casting Mold. ISIJ Int. 2005, 45, 1626–1635. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez-Trejo, J.; Gabbasov, R.; Miranda-Tello, J.R.; Carvajal-Mariscal, I.; Cervantes-de-la-Torre, F.; Sanchez-Silva, F.; Real-Ramirez, C.A. Analysis of a New SEN Design with an Inner Flow Divider. Metals 2021, 11, 1437. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Dong, Q.; Zhou, Q. Mathematical modelling of inclusion motion and entrapment in billet mould with effect of electromagnetic stirring. Ironmak. Steelmak. 2019, 46, 855–864. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Lei, S.; Dong, Q. Numerical Study on the Capture of Large Inclusion in Slab Continuous Casting with the Effect of In-mold Electromagnetic Stirring. ISIJ Int. 2017, 57, 2165–2174. [Google Scholar] [CrossRef] [Green Version]
- Launder, B.E.; Spalding, D.B. The Numerical Computation of Turbulent Flows. Comput. Methods Appl. Mech. Eng. 1974, 3, 269–289. [Google Scholar] [CrossRef]
- Brent, A.D.; Voller, V.R.; Reid, K.J. Enthalpy-porosity technique for modeling convection-diffusion phase change: Application to the melting of a pure metal. Numer. Heat Transf. A Appl. 1988, 13, 297–318. [Google Scholar] [CrossRef]
- Trindade, L.B.; Nadalon, J.E.A.; Contini, A.C.; Barroso, R.C. Modeling of Solidification in Continuous Casting Round Billet with Mold Electromagnetic Stirring (M-EMS). Steel Res. Int. 2017, 88, 1600319. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Zhang, L.; Xu, G. Analysis of Transient Transport and Entrapment of Particle in Continuous Casting Mold. ISIJ Int. 2014, 54, 2324–2333. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Yang, C.; Zhang, H.; Zhai, Q.; Gan, Y. Numerical Simulation of Fluid Flow and Thermal Characteristics of Thin Slab in the Funnel-Type Molds of Two Casters. ISIJ Int. 2011, 51, 392–401. [Google Scholar] [CrossRef] [Green Version]
- Dong, Q.; Zhang, J.; Yin, Y.; Wang, B. Three-Dimensional Numerical Modeling of Macrosegregation in Continuously Cast Billets. Metals 2017, 7, 209. [Google Scholar] [CrossRef] [Green Version]
- Yin, Y.; Zhang, J.; Ma, H.; Zhou, Q. Large Eddy Simulation of Transient Flow, Particle Transport, and Entrapment in Slab Mold with Double-Ruler Electromagnetic Braking. Steel Res. Int. 2021, 92, 2000582. [Google Scholar] [CrossRef]
- Li, Z.; Wang, E.; Zhang, L.; Xu, Y.; Deng, A. Influence of Vertical Electromagnetic Brake on the Steel/Slag Interface Behavior in a Slab Mold. Metall. Mater. Trans. B 2017, 48, 2389–2402. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, S.; Cai, K.; Li, J.; Wan, X.; Thomas, B.G. Investigation of fluid flow and steel cleanliness in the continuous casting strand. Metall. Mater. Trans. B 2007, 38, 63–83. [Google Scholar] [CrossRef]
- Yuan, Q.; Thomas, B.G.; Vanka, S.P. Study of transient flow and particle transport in continuous steel caster molds: Part I. Fluid flow. Metall. Mater. Trans. B 2004, 35, 685–702. [Google Scholar] [CrossRef] [Green Version]
- Thomas, B.G.; Jenkins, M.S.; Mahapatra, R.B. Investigation of Strand Surface Defects Using Mould Instrumentation and Modelling. Ironmak. Steelmak. 2004, 31, 485–494. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | Dimensions |
|---|---|---|
| Specific heat | 650 | J·kg−1·K−1 |
| Thermal conductivity | 31 | W·m−1·K−1 |
| Molten steel molecular viscosity | 0.0055 | kg·s−1·m−1 |
| Molten steel density | 7020 | kg·m−3 |
| Steel latent heat | 268,000 | J·kg−1 |
| Liquid temperature | 1766 | K |
| Solid temperature | 1718 | K |
| Inclusion density | 2700 | kg·m−3 |
| Inclusion diameter | 10 | μm |
| Mold section | 0.475 × 2 | m2 |
| SEN inner diameter | 0.085 | m |
| SEN outer diameter | 0.15 | m |
| Pouring temperature | 1786 | K |
| Casting speed | 0.45 | m·min−1 |
| Boundary Conditions | p | k, ε | T | |
|---|---|---|---|---|
| Inlet | fixedValue | zeroGradient | fixedValue | fixedValue, 1786 K |
| Meniscus | slip | zeroGradient | WF | zeroGradient |
| SEN walls | noSlip | zeroGradient | WF | zeroGradient |
| Symmetry planes | symmetry | symmetry | symmetry | symmetry |
| Mold, BF | fixedValue | zeroGradient | WF | |
| Mold, NF | fixedValue | zeroGradient | WF | |
| FRZ, BF | fixedValue | zeroGradient | WF | |
| FRZ, NF | fixedValue | zeroGradient | WF | |
| SCZ | fixedValue | zeroGradient | WF | |
| Outlet | zeroGradient | fixedValue | zeroGradient | zeroGradient |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Y.; Zhang, J.; Xiao, P. Mathematical Modeling on Optimization of Submerged Entry Nozzle for an Ultra-Thick Slab Continuous Casting Mold. Metals 2023, 13, 221. https://doi.org/10.3390/met13020221
Yin Y, Zhang J, Xiao P. Mathematical Modeling on Optimization of Submerged Entry Nozzle for an Ultra-Thick Slab Continuous Casting Mold. Metals. 2023; 13(2):221. https://doi.org/10.3390/met13020221
Chicago/Turabian StyleYin, Yanbin, Jiongming Zhang, and Pengcheng Xiao. 2023. "Mathematical Modeling on Optimization of Submerged Entry Nozzle for an Ultra-Thick Slab Continuous Casting Mold" Metals 13, no. 2: 221. https://doi.org/10.3390/met13020221