
A Feasibility Study on Mixed Reality-Based Visualization and Interaction Tool for Performance Improvement of Metal Cutting Processes

Abstract
:1. Introduction
2. Methodology
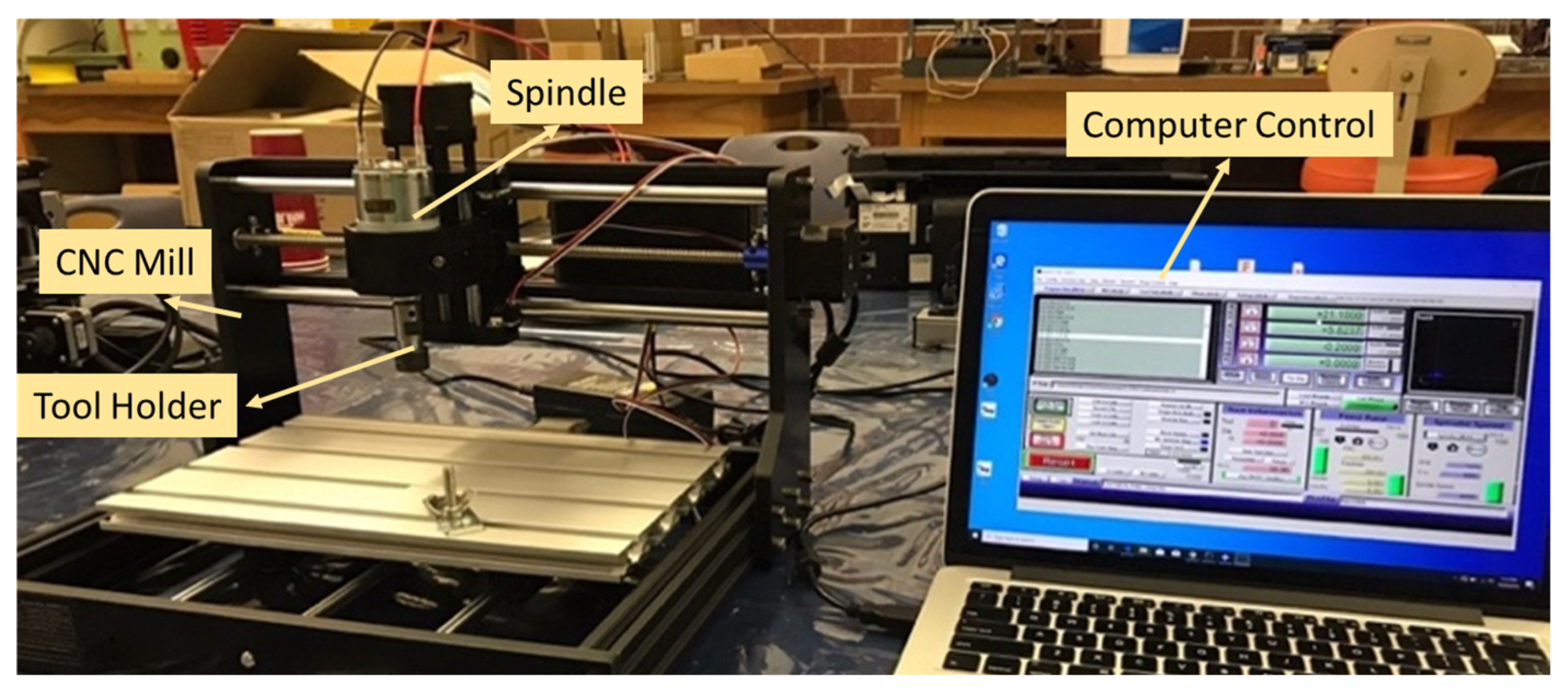
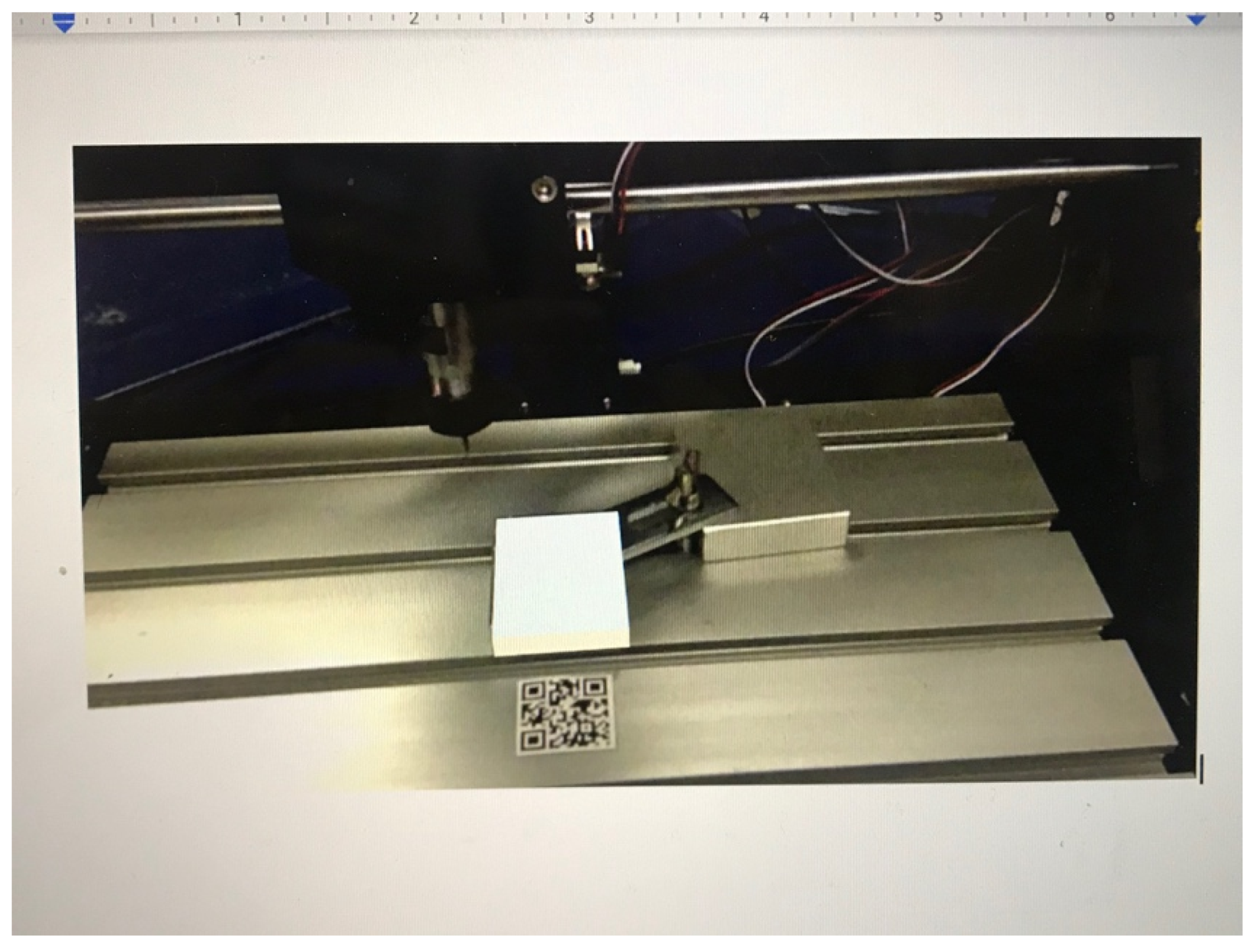
2.1. Experimentation: Real-World CNC Machining
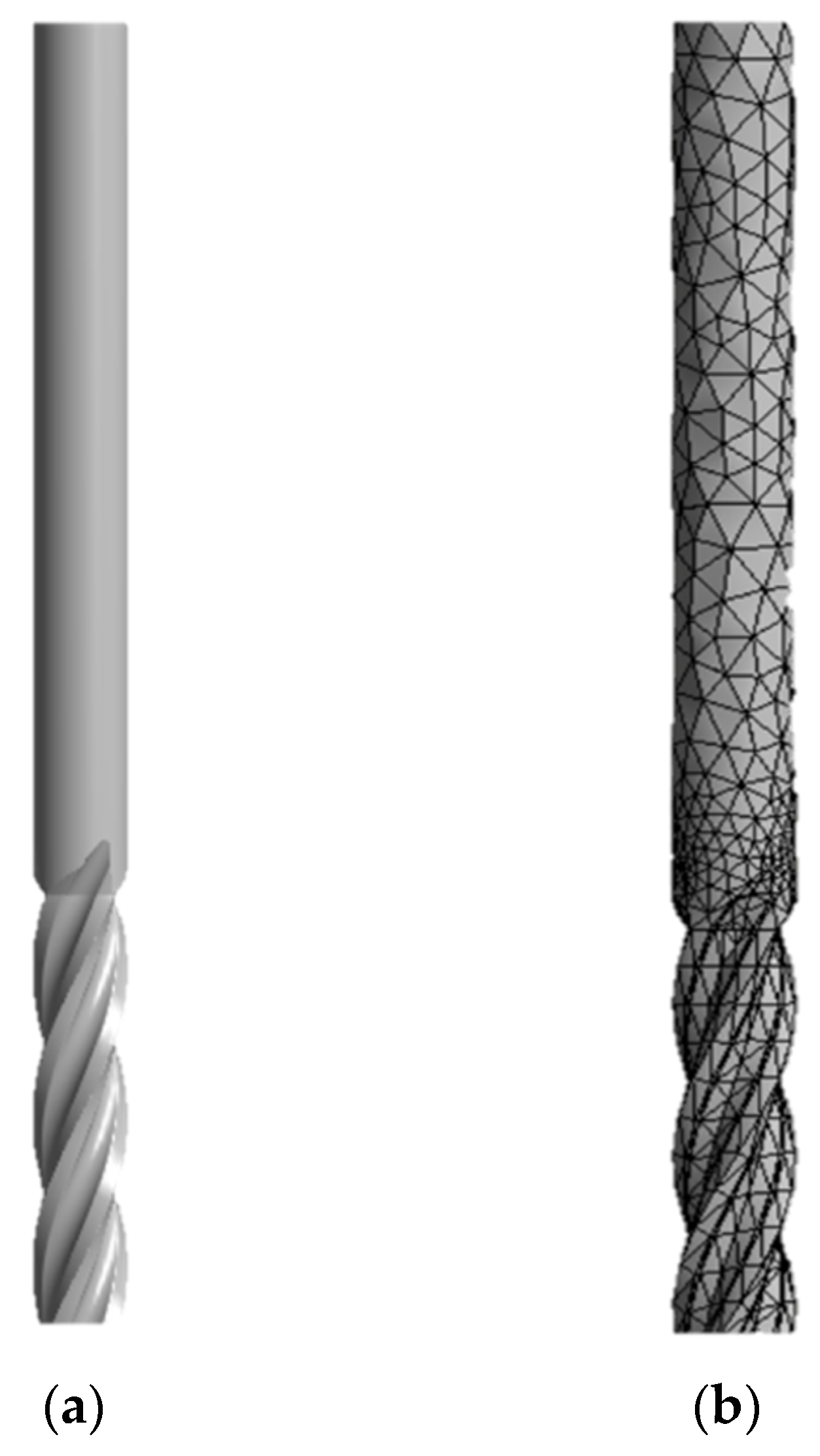
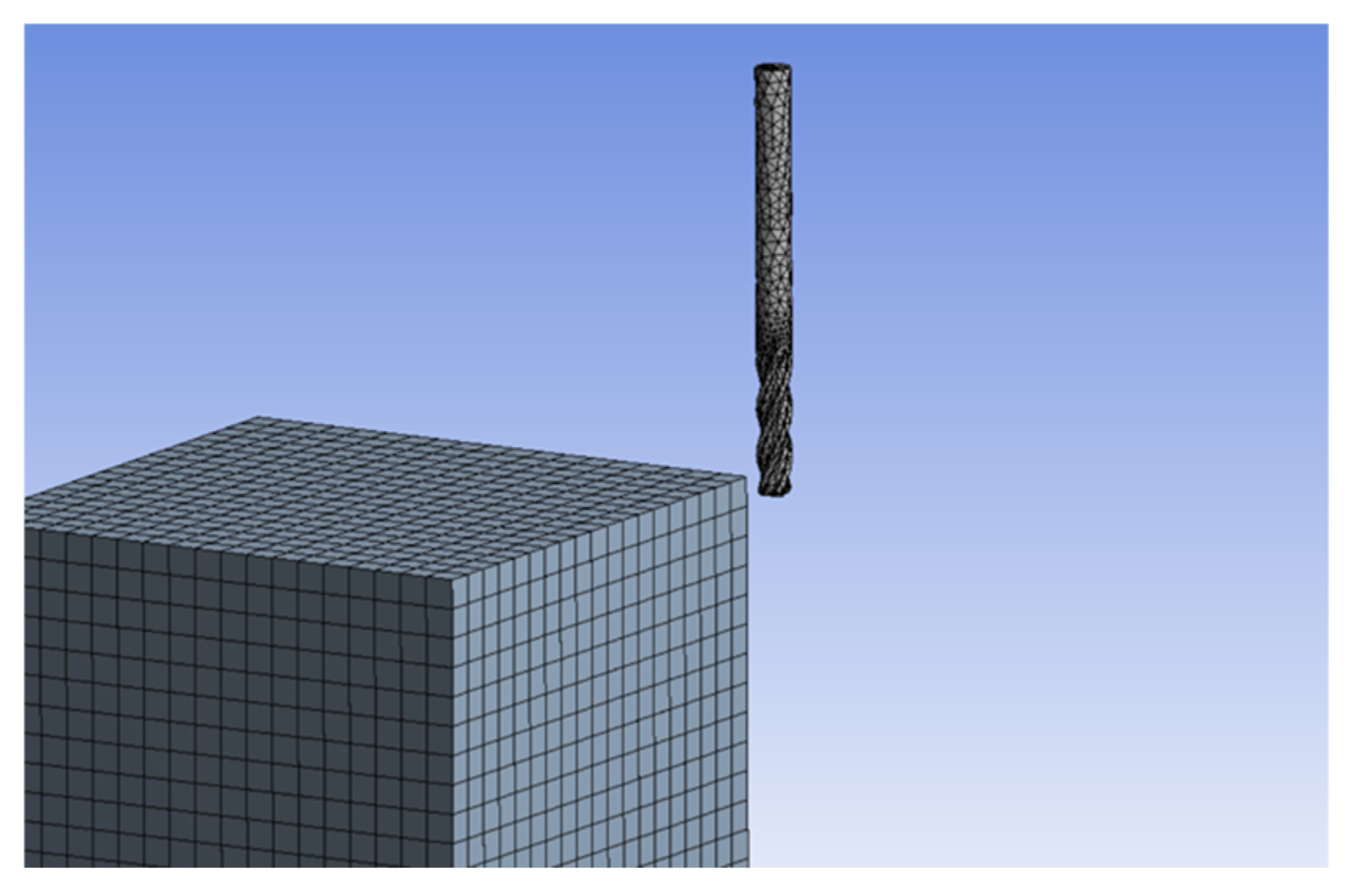
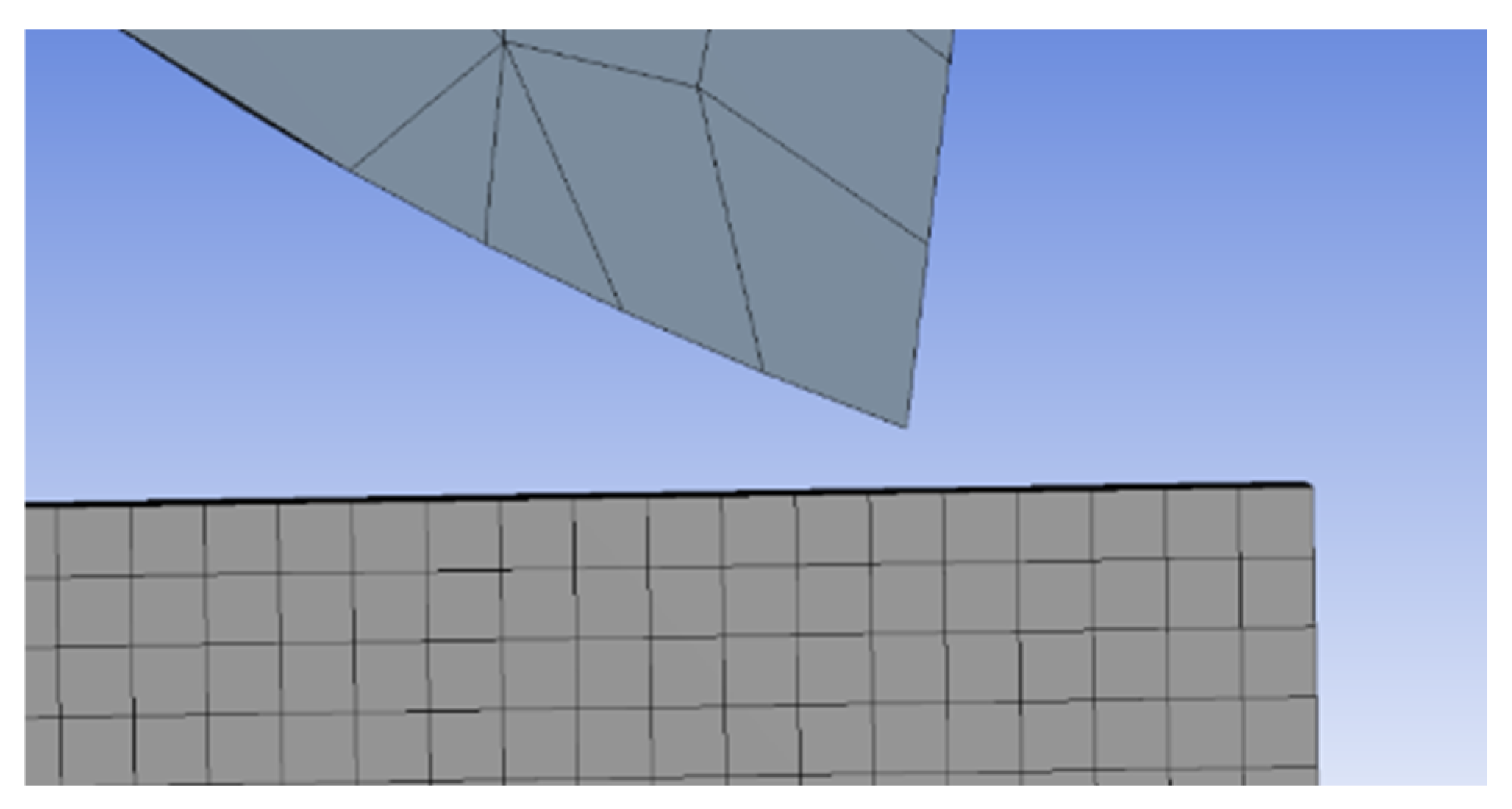
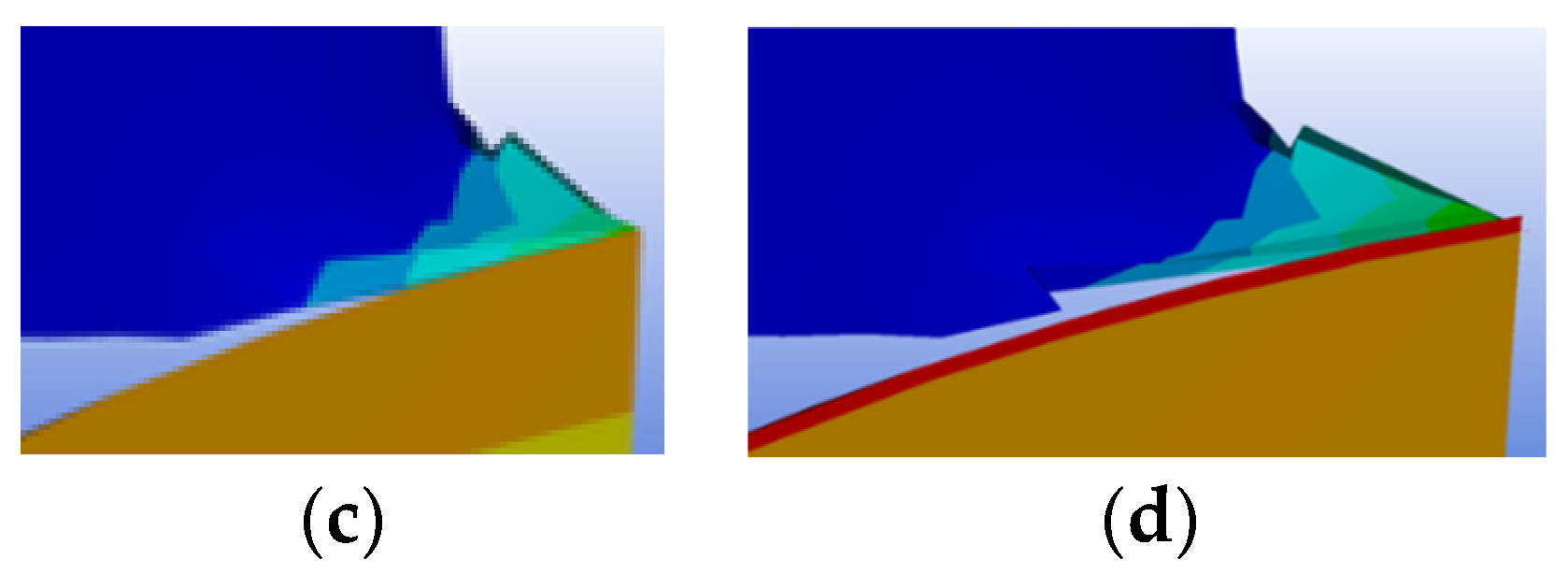
2.2. Finite Element Analysis and Simulation
3. Results and Discussion
3.1. Integration of Real-World Machining and FEA Simulation
3.2. Integrated Mixed-Reality Based Visualization Platform
4. Conclusions
- FEA can be simulated in a way that is efficient and quick, giving similar results to an actual machining process.
- Real-Time FEA in an MR environment can be a useful tool in helping improve a CNC machining process.
- The study also determined that FEA and MR technologies can be integrated to benefit various manufacturing processes and applications.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mourtzis, D.; Zogopoulos, V.; Katagis, I.; Lagios, P. Augmented Reality based Visualization of CAM Instructions towards Industry 4.0 paradigm: A CNC Bending Machine case study. Procedia CIRP 2018, 70, 368–373. [Google Scholar] [CrossRef]
- Bagheri, B.; Yang, S.; Kao, H.-A.; Lee, J. Cyber-physical systems architecture for self-aware machines in industry 4.0 environment. IFAC-Pap. 2015, 48, 1622–1627. [Google Scholar] [CrossRef]
- Cui, Y.; Kara, S.; Chan, K.C. Manufacturing big data ecosystem: A systematic literature review. Robot. Comput.-Integr. Manuf. 2020, 62, 101861. [Google Scholar] [CrossRef]
- Auschitzky, E.; Hammer, M.; Rajagopaul, A. How Big Data Can Improve Manufacturing. 2014. Available online: https://www.mckinsey.com/capabilities/operations/our-insights/how-big-data-can-improve-manufacturing (accessed on 20 January 2023).
- Hu, S.J. Evolving paradigms of manufacturing: From mass production to mass customization and personalization. Procedia Cirp 2013, 7, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Tien, J.M. Manufacturing and services: From mass production to mass customization. J. Syst. Sci. Syst. Eng. 2011, 20, 129–154. [Google Scholar] [CrossRef]
- Orji, I.J. Examining barriers to organizational change for sustainability and drivers of sustainable performance in the metal manufacturing industry. Resour. Conserv. Recycl. 2019, 140, 102–114. [Google Scholar] [CrossRef]
- Niaki, M.K.; Torabi, S.A.; Nonino, F. Why manufacturers adopt additive manufacturing technologies: The role of sustainability. J. Clean. Prod. 2019, 222, 381–392. [Google Scholar] [CrossRef]
- Jaegers, T.; Lipp-Lingua, C.; Amil, D. High-technology and medium-high technology industries main drivers of EU-27’s industrial growth. Stat. Focus 2013, 1. [Google Scholar]
- Valentino, J.; Goldenberg, J. Introduction to Computer Numerical Control (CNC); Prentice Hall: Englewood Cliffs, NJ, USA, 2003. [Google Scholar]
- Yang, D.C.; Kong, T. Parametric interpolator versus linear interpolator for precision CNC machining. Comput.-Aided Des. 1994, 26, 225–234. [Google Scholar] [CrossRef]
- Lasemi, A.; Xue, D.; Gu, P. Recent development in CNC machining of freeform surfaces: A state-of-the-art review. Comput.-Aided Des. 2010, 42, 641–654. [Google Scholar] [CrossRef]
- Kara, F.; Aslantaş, K.; Cicek, A. Prediction of cutting temperature in orthogonal machining of AISI 316L using artificial neural network. Appl. Soft Comput. 2016, 38, 64–74. [Google Scholar] [CrossRef]
- Markopoulos, A.P. Finite Element Method in Machining Processes; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar] [CrossRef]
- Jin, X.; Altintas, Y. Prediction of micro-milling forces with finite element method. J. Mater. Process. Technol. 2012, 212, 542–552. [Google Scholar] [CrossRef]
- Ribeiro, J.P.; Tavares, S.M.; Parente, M. Stress–strain evaluation of structural parts using artificial neural networks. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1271–1286. [Google Scholar] [CrossRef]
- Özel, T.; Ulutan, D. Prediction of machining induced residual stresses in turning of titanium and nickel based alloys with experiments and finite element simulations. CIRP Ann. 2012, 61, 547–550. [Google Scholar] [CrossRef]
- Joldes, G.R.; Wittek, A.; Miller, K. Real-time nonlinear finite element computations on GPU–Application to neurosurgical simulation. Comput. Methods Appl. Mech. Eng. 2010, 199, 3305–3314. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Berkley, J.; Turkiyyah, G.; Berg, D.; Ganter, M.; Weghorst, S. Real-time finite element modeling for surgery simulation: An application to virtual suturing. IEEE Trans. Vis. Comput. Graph. 2004, 10, 314–325. [Google Scholar] [CrossRef]
- Linder-Ganz, E.; Yarnitzky, G.; Yizhar, Z.; Siev-Ner, I.; Gefen, A. Real-time finite element monitoring of sub-dermal tissue stresses in individuals with spinal cord injury: Toward prevention of pressure ulcers. Ann. Biomed. Eng. 2009, 37, 387. [Google Scholar] [CrossRef]
- Phellan, R.; Hachem, B.; Clin, J.; Mac-Thiong, J.M.; Duong, L. Real-time biomechanics using the finite element method and machine learning: Review and perspective. Med. Phys. 2021, 48, 7–18. [Google Scholar] [CrossRef]
- Duriez, C. Control of elastic soft robots based on real-time finite element method. In Proceedings of the 2013 IEEE International Conference on Robotics and Automation, Karlsruhe, Germany, 6–10 May 2013; pp. 3982–3987. [Google Scholar]
- Huang, J.; Ong, S.-K.; Nee, A.Y. Real-time finite element structural analysis in augmented reality. Adv. Eng. Softw. 2015, 87, 43–56. [Google Scholar] [CrossRef]
- Huang, J.; Ong, S.-K.; Nee, A.Y. Visualization and interaction of finite element analysis in augmented reality. Comput.-Aided Des. 2017, 84, 1–14. [Google Scholar] [CrossRef]
- Speicher, M.; Hall, B.D.; Nebeling, M. What is mixed reality? In Proceedings of the 2019 CHI Conference on Human Factors in Computing Systems, Glasgow, UK, 4–9 May 2019; pp. 1–15. [Google Scholar]
- Chen, L.; Day, T.W.; Tang, W.; John, N.W. Recent developments and future challenges in medical mixed reality. In Proceedings of the 2017 IEEE International Symposium on Mixed and Augmented Reality (ISMAR), Nantes, France, 9–13 October 2017; pp. 123–135. [Google Scholar]
- Gonzalez-Franco, M.; Pizarro, R.; Cermeron, J.; Li, K.; Thorn, J.; Hutabarat, W.; Tiwari, A.; Bermell-Garcia, P. Immersive mixed reality for manufacturing training. Front. Robot. AI 2017, 4, 3. [Google Scholar] [CrossRef] [Green Version]
- Watanuki, K. A mixed reality-based emotional interactions and communications for manufacturing skills training. In Emotional Engineering; Springer: Berlin/Heidelberg, Germany, 2011; pp. 39–61. [Google Scholar]
- Lee, J.; Han, S.; Yang, J. Construction of a computer-simulated mixed reality environment for virtual factory layout planning. Comput. Ind. 2011, 62, 86–98. [Google Scholar] [CrossRef]
- Liverani, A.; Amati, G.; Caligiana, G. Interactive control of manufacturing assemblies with Mixed Reality. Integr. Comput. -Aided Eng. 2006, 13, 163–172. [Google Scholar] [CrossRef]
- Lee, J.-M.; Lee, K.-H.; Kim, D.-S.; Kim, C.-H. Active insp ection supporting system based on mixed reality after design and manufacture in an offshore structure. J. Mech. Sci. Technol. 2010, 24, 197–202. [Google Scholar] [CrossRef]
- Munoz, A.; Mahiques, X.; Solanes, J.E.; Marti, A.; Gracia, L.; Tornero, J. Mixed reality-based user interface for quality control inspection of car body surfaces. J. Manuf. Syst. 2019, 53, 75–92. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time step | 5 × 10−9 s |
| Ambient temperature | 18.055 °C |
| Tool body | Rigid, mesh size 0.025″ |
| Workpiece body | Flexible, mesh size 0.004″ |
| Condition | Real | Simulation |
|---|---|---|
| Ambient, °C | 18.055 | 18.055 |
| Pass 1, °C | 23.556 | 19.124 |
| Pass 2, °C | 24.278 | 20.193 |
| Pass 3, °C | 26.278 | 21.262 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
James, S.; Eckert, G. A Feasibility Study on Mixed Reality-Based Visualization and Interaction Tool for Performance Improvement of Metal Cutting Processes. Metals 2023, 13, 286. https://doi.org/10.3390/met13020286
James S, Eckert G. A Feasibility Study on Mixed Reality-Based Visualization and Interaction Tool for Performance Improvement of Metal Cutting Processes. Metals. 2023; 13(2):286. https://doi.org/10.3390/met13020286
Chicago/Turabian StyleJames, Sagil, and George Eckert. 2023. "A Feasibility Study on Mixed Reality-Based Visualization and Interaction Tool for Performance Improvement of Metal Cutting Processes" Metals 13, no. 2: 286. https://doi.org/10.3390/met13020286