
Optimization of Femtosecond Laser Drilling Process for DD6 Single Crystal Alloy
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
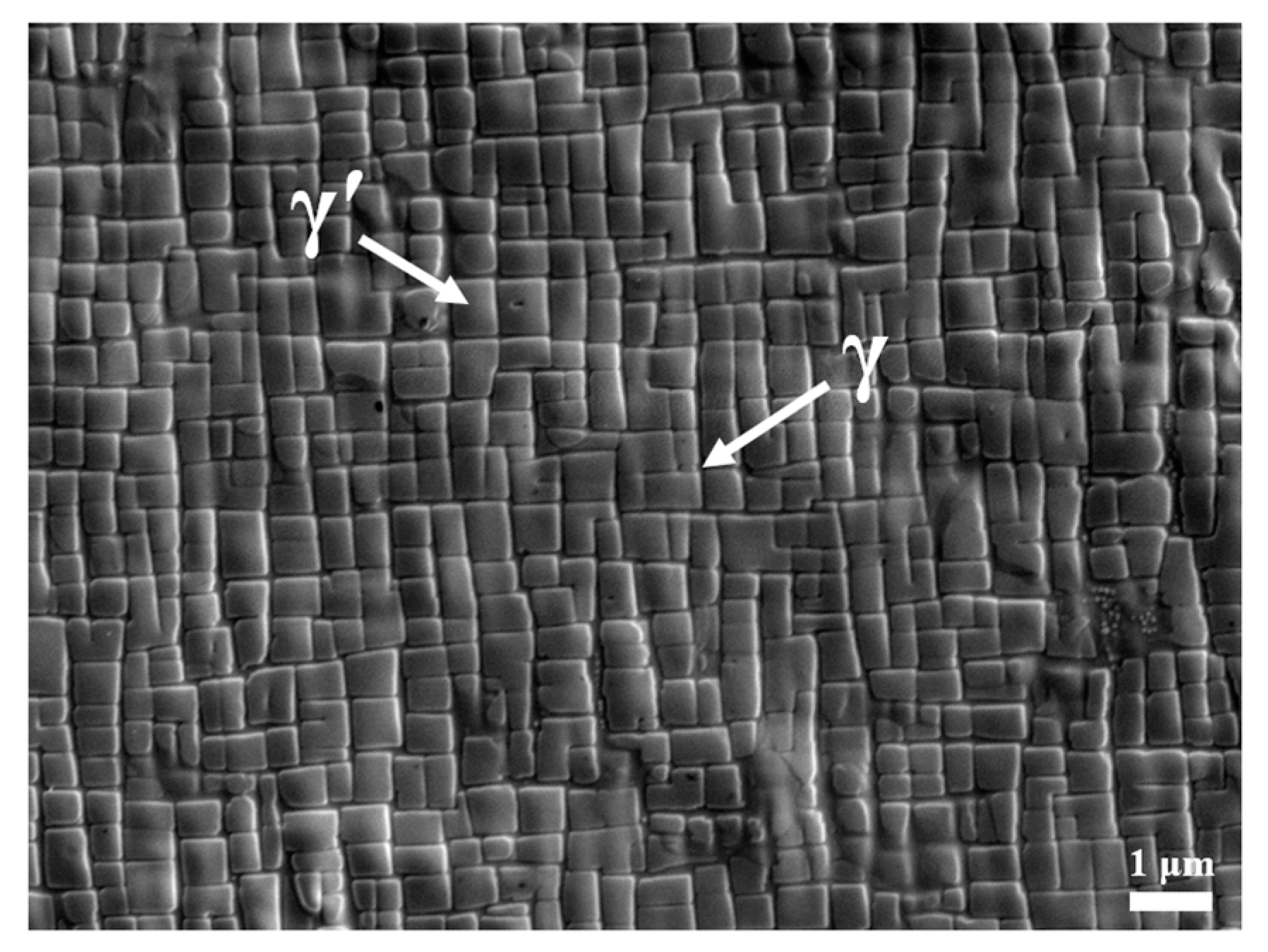
2.1. Experiment Material
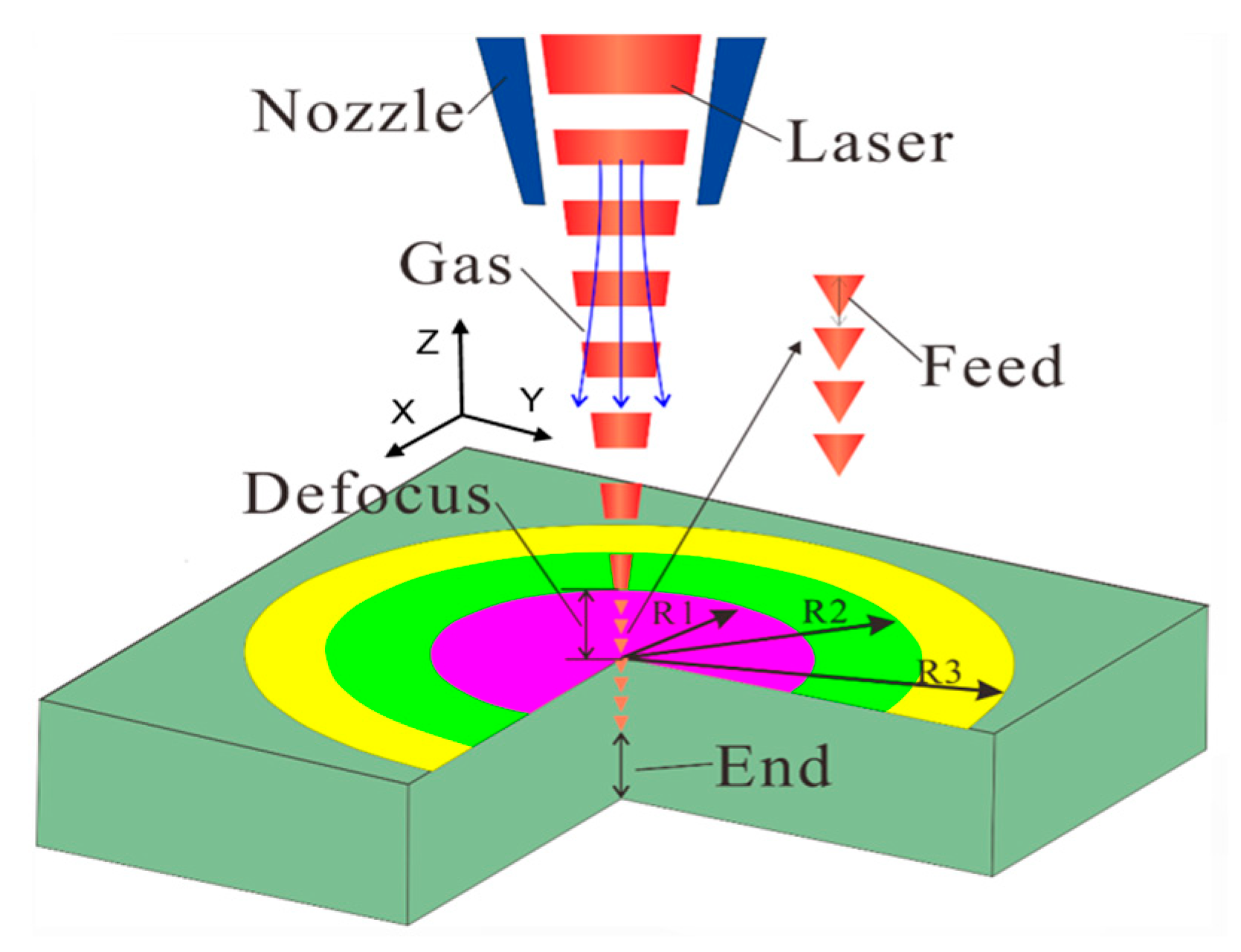
2.2. Hole-Making Process
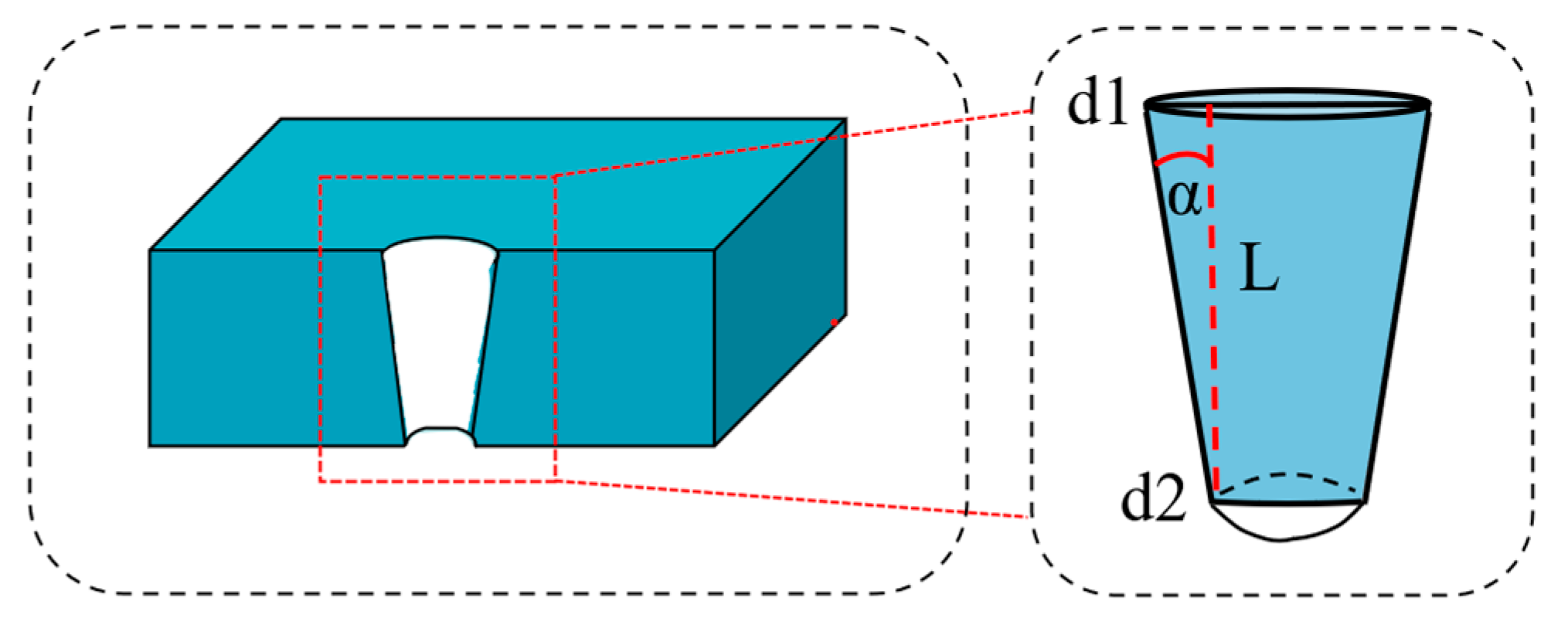
2.3. Data Design and Processing Methods
3. Results
3.1. Results of ANOVA
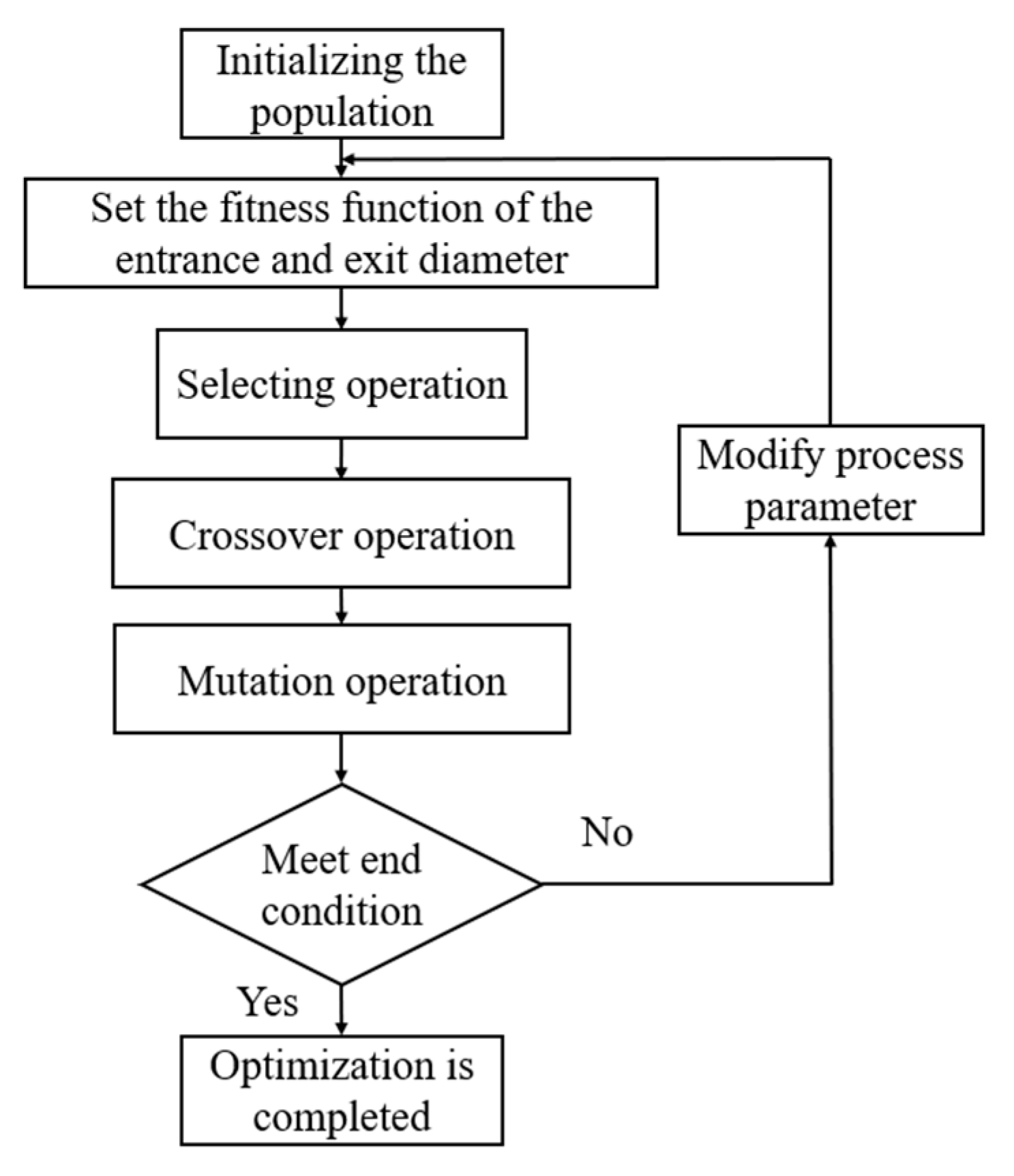
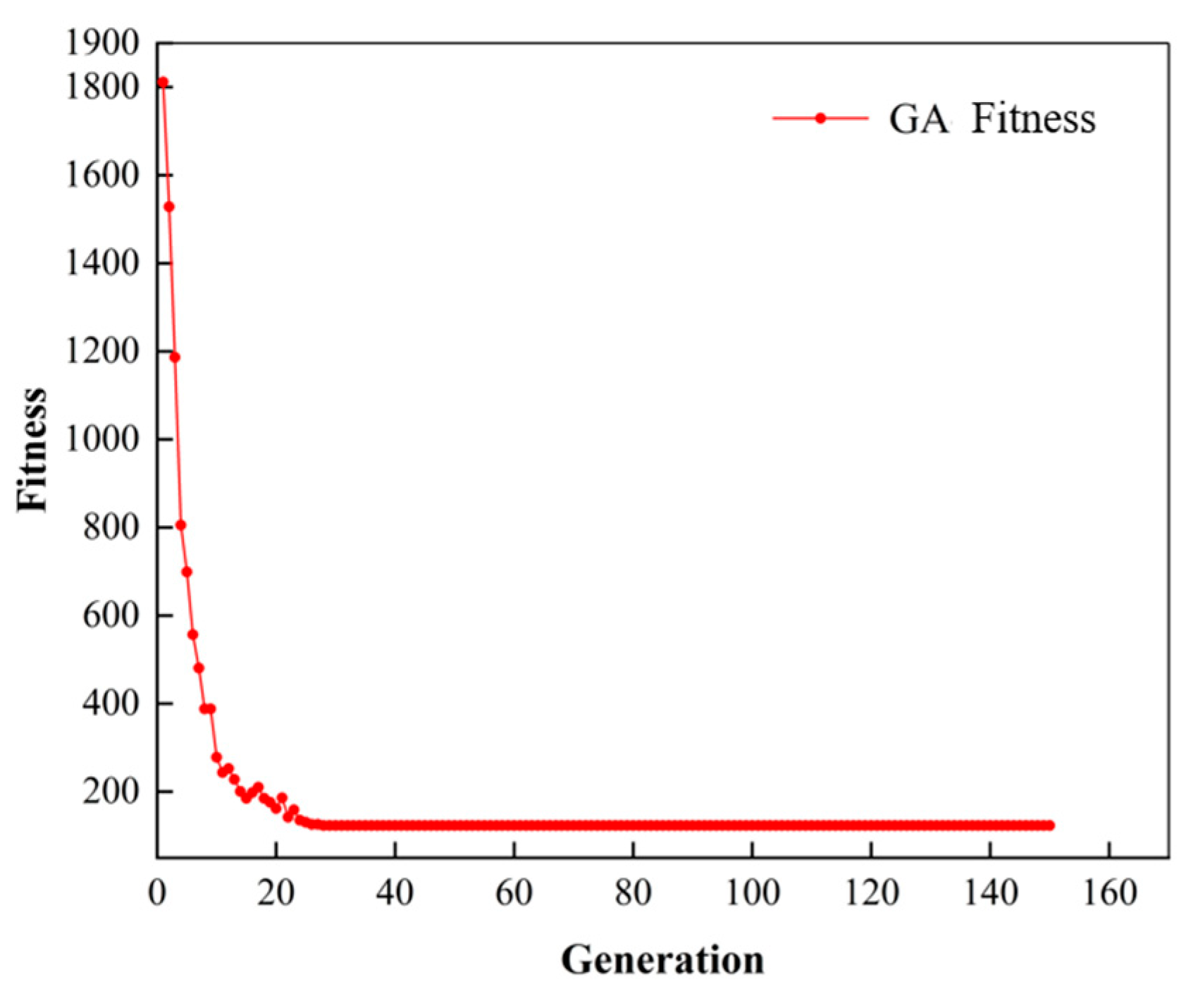
3.2. Parameter Optimization
4. Discussion
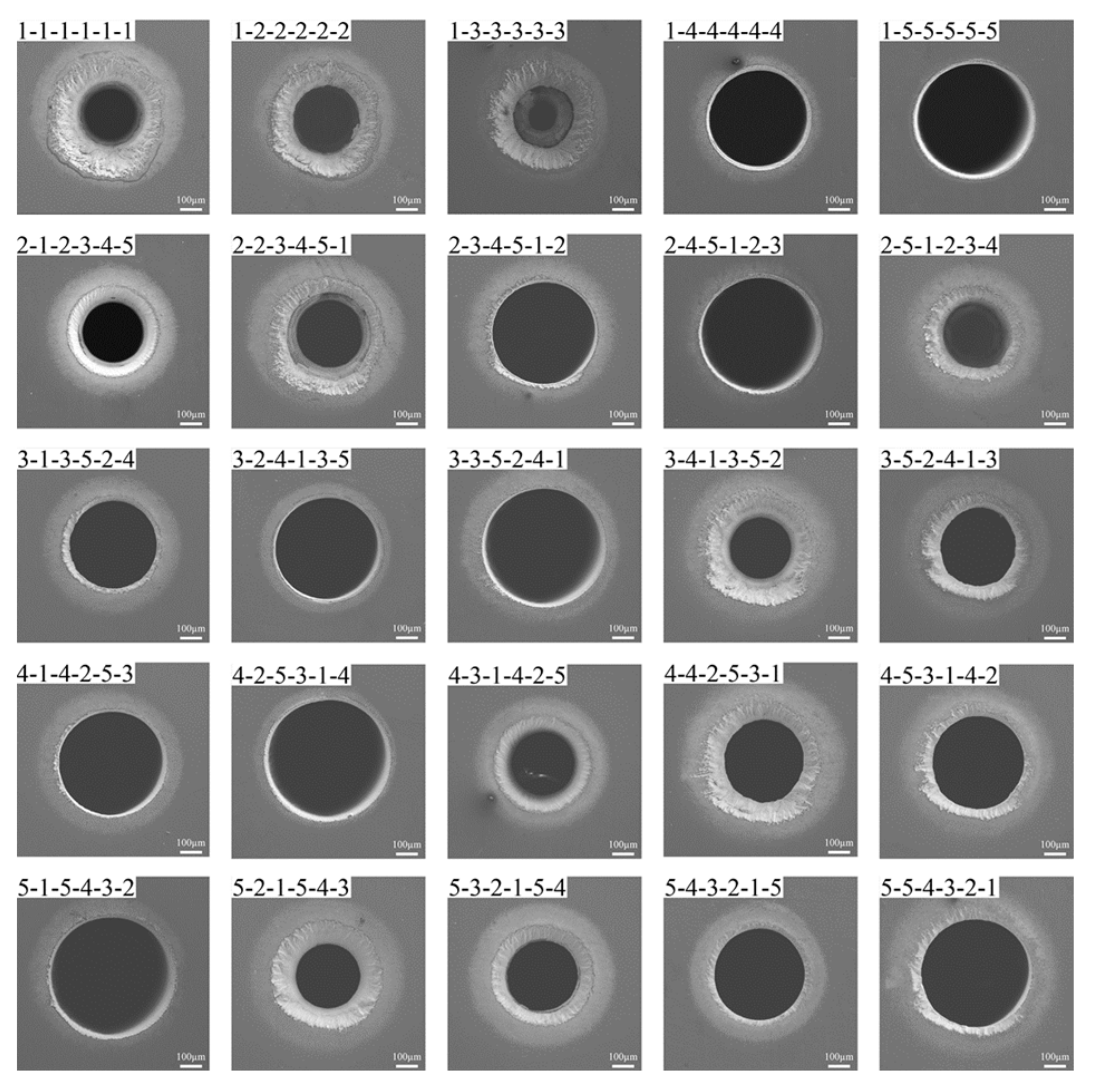
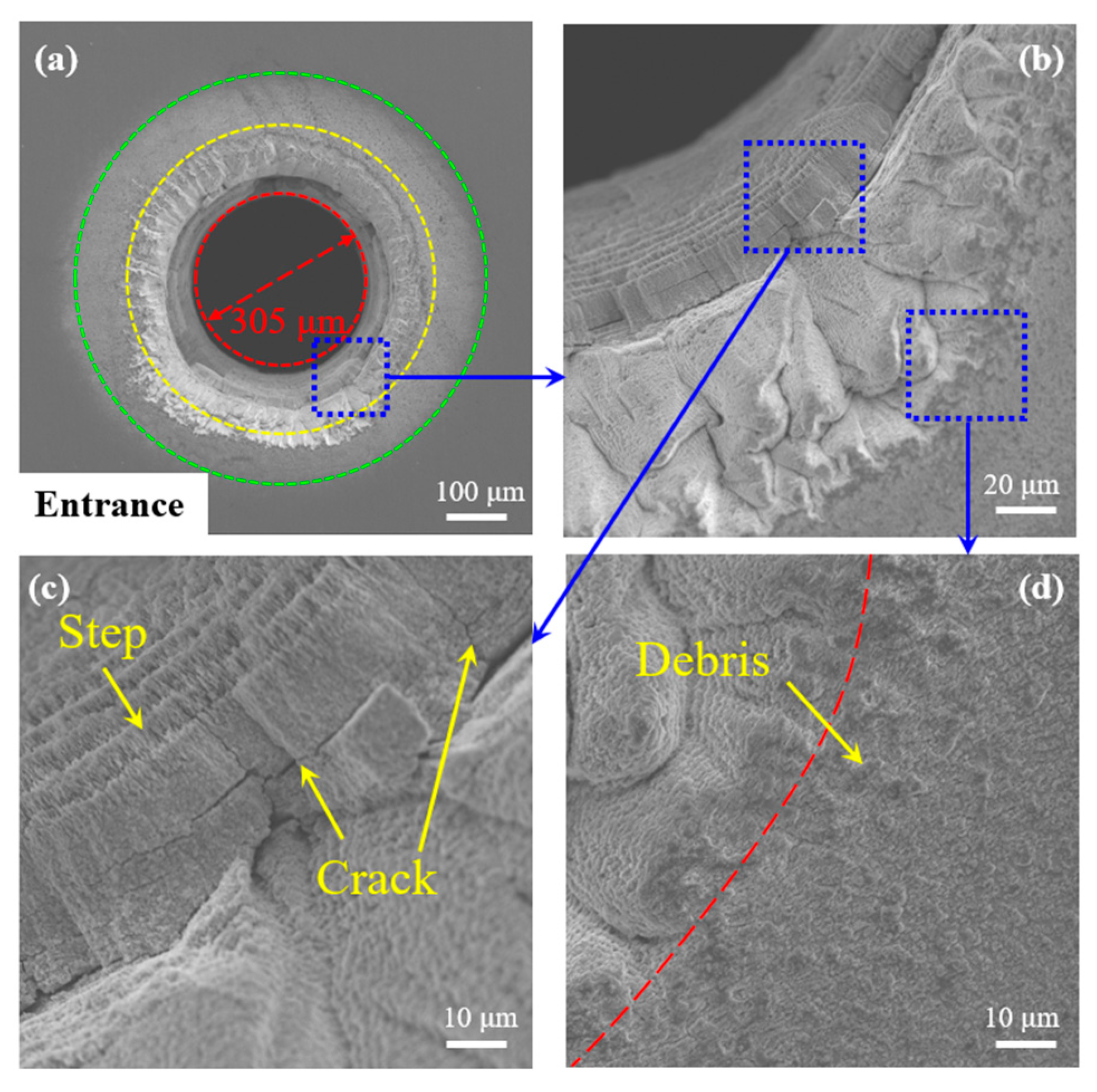
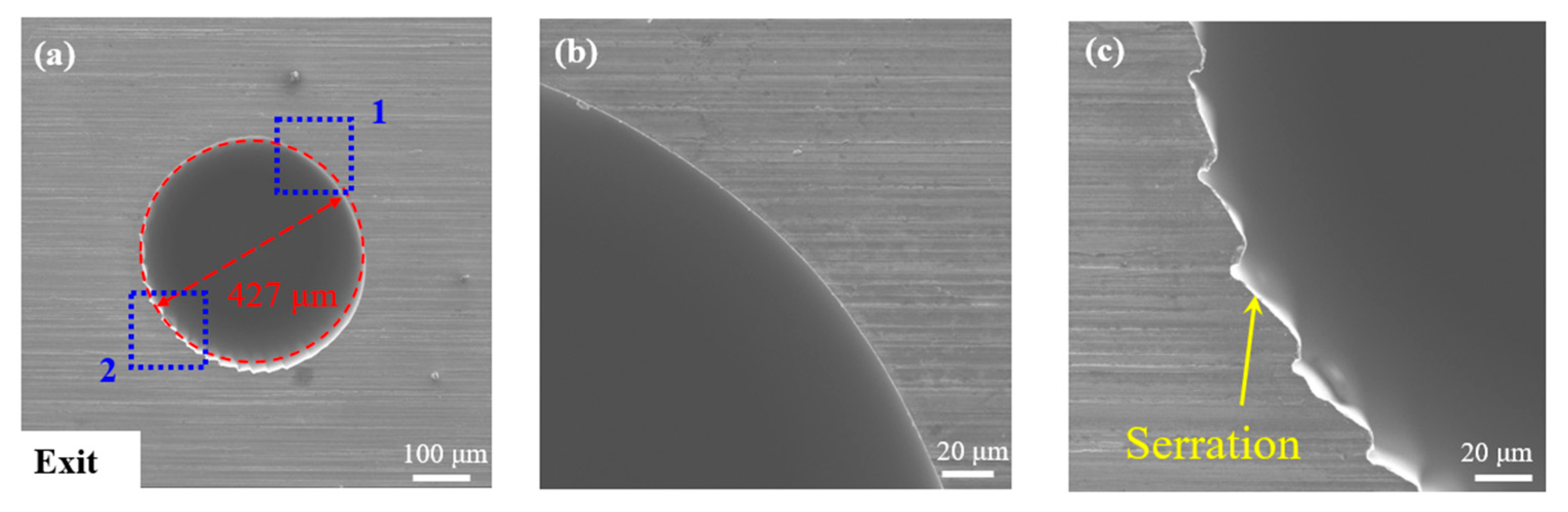
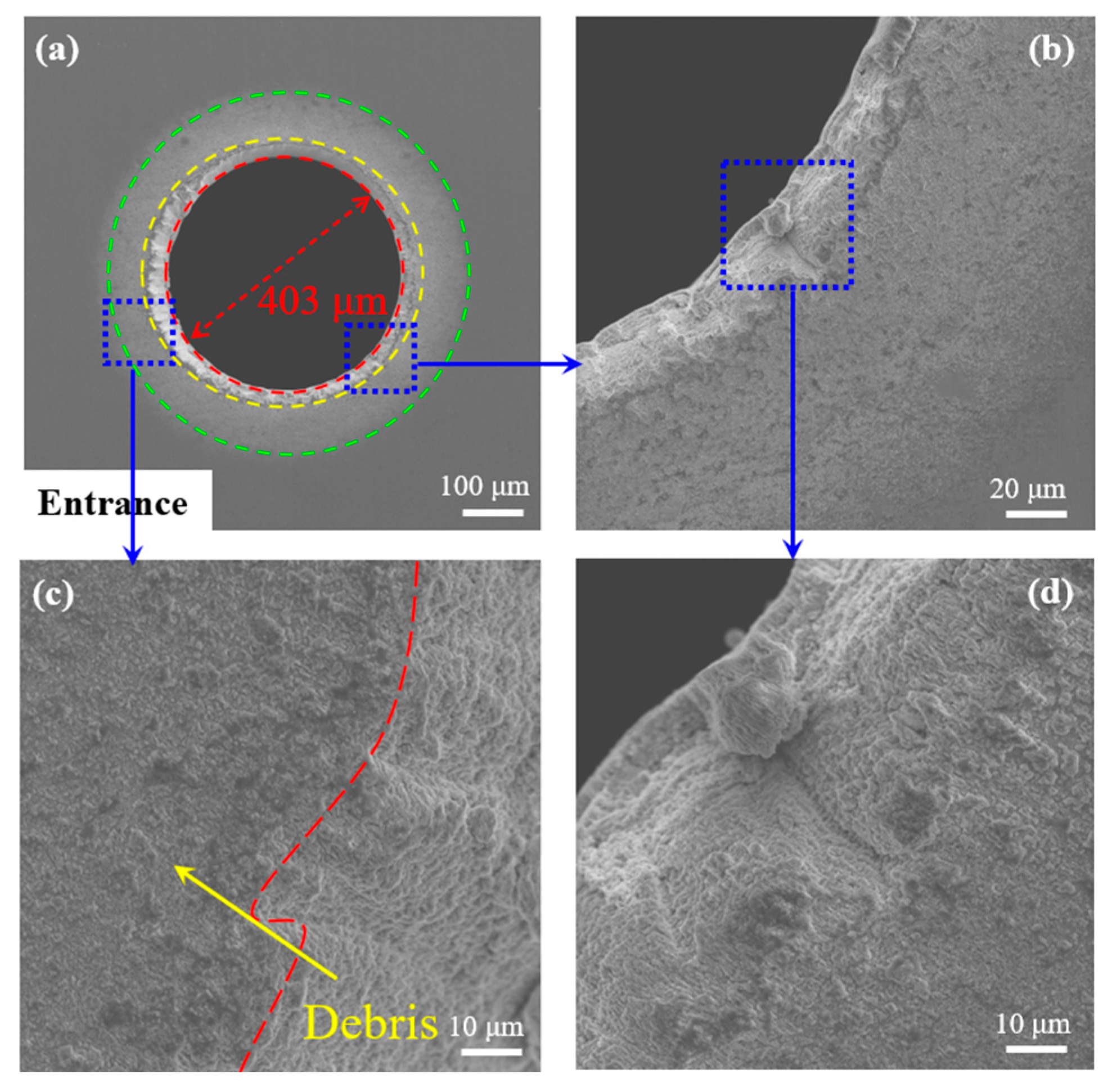
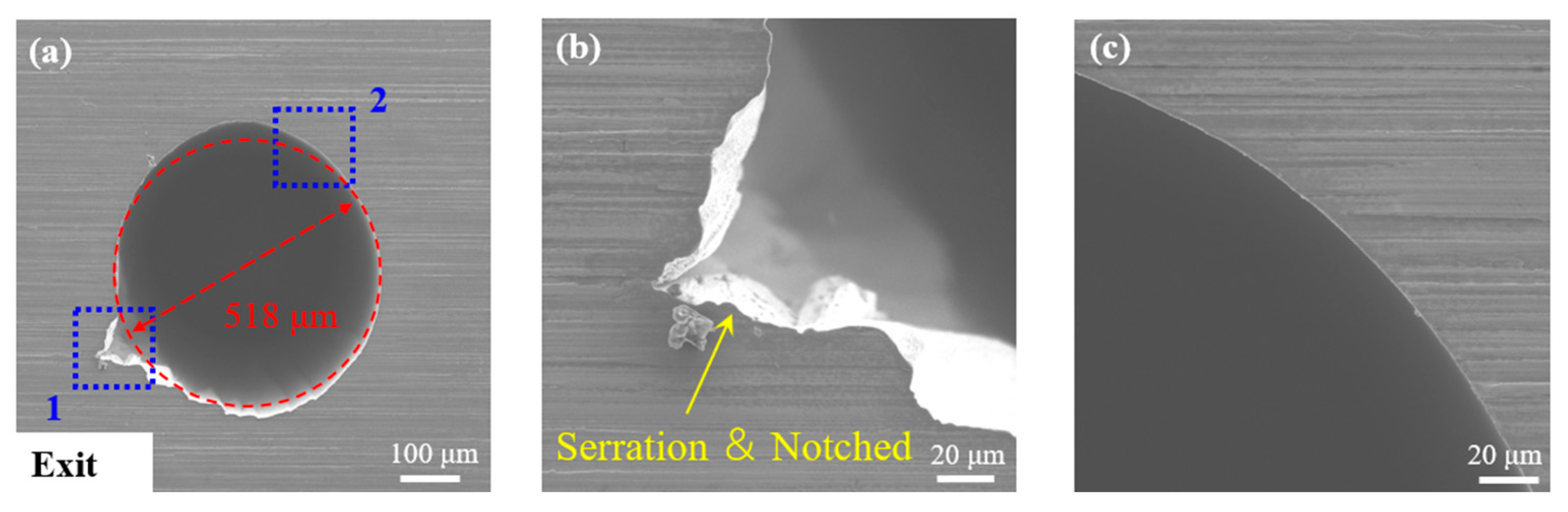
4.1. Morphological Analysis
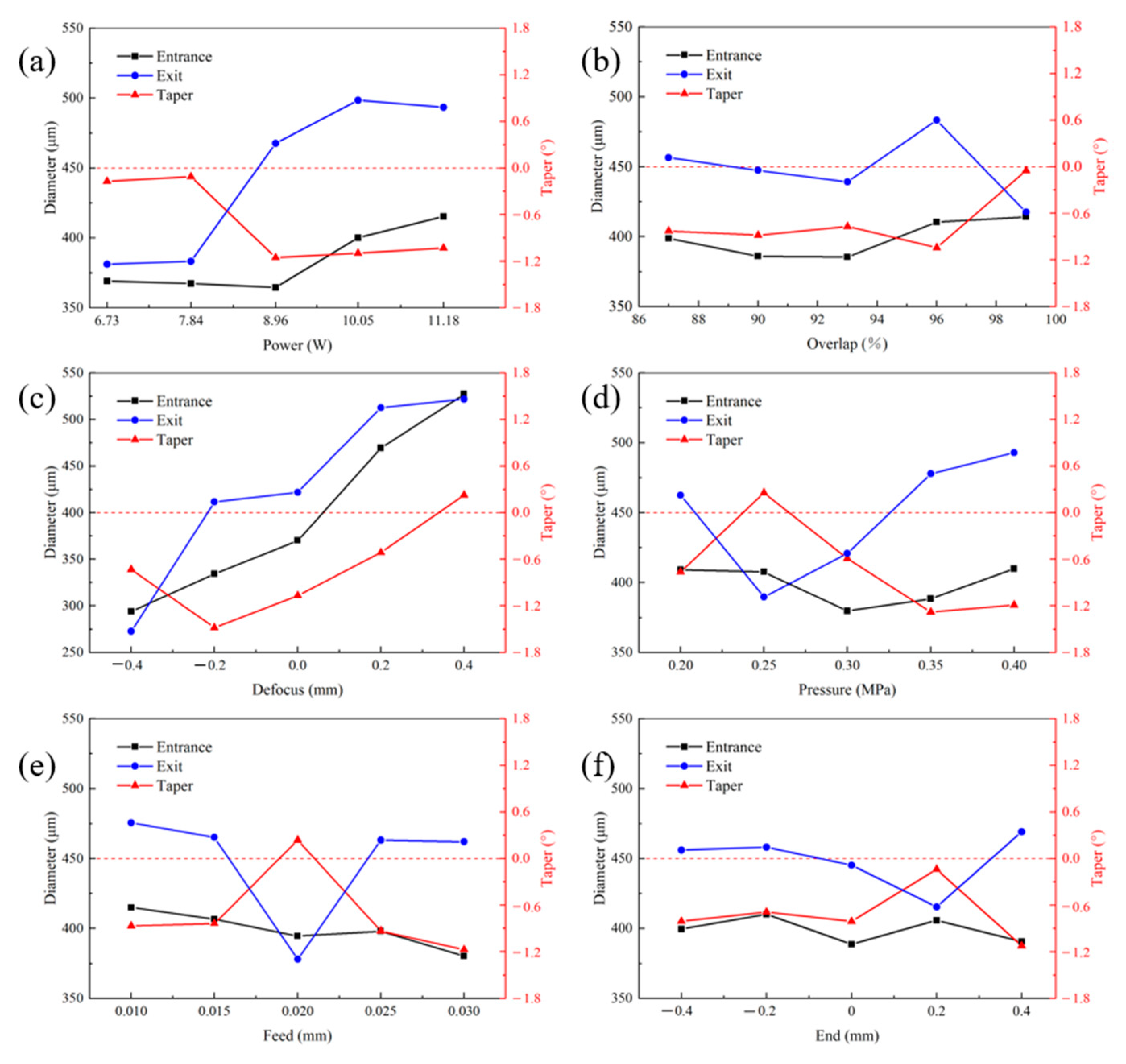
4.2. Single-Factor Influence Law Analysis
5. Conclusions
- (1)
- The optimal parameters after GA optimization are power 6.73 W, overlap 99%, defocus 0 mm, pressure 0.2 MPa, feed 0.02 mm, and end −0.4 mm. For this parameter, the entrance diameter is 387.796 μm, the exit diameter is 406.916 μm, and the taper is −0.273°.
- (2)
- The through-hole entrances processed under different process parameters have good roundness, but the diameters have large variations, and the exits have no accumulation of residues and are poorly rounded, almost all being elliptical in shape, while some jagged edges exist. In response to the increase in the exit diameter after the gas pressure is greater than 0.25 MPa, this is related to the fact that the larger gas pressure can carry away the plasma more effectively after the through-hole is generated.
- (3)
- The increase in the laser power causes an increase in the entrance and exit diameters, but the exit diameter increases more rapidly, thus leading to a decrease in the taper. The feed of 0.02 mm is beneficial for machining small taper through-holes, and the end position has less effect on the structural characteristics.
- (4)
- For the entrance and the exit, the defocus has the most significant level; as well as, the power, which has the most significant level for the exit. For taper, the defocus is also the most significant level, and the level of pressure is the same as the defocus. The power and feed are significant levels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shi, Z.X.; Liu, S.Z.; Li, J.R. Rejuvenation Heat Treatment of the Second-Generation Single-Crystal Superalloy DD6. Acta Metall. Sin. (Engl. Lett.) 2015, 28, 1278–1285. [Google Scholar] [CrossRef]
- Li, J.; Zhong, Z.; Tang, D.; Liu, S.Z.; Wei, P.; Wu, Z.T.; Huang, D.; Han, M. A Low-cost second geneution single crystal superalloy DD6. Superalloys 2000, 777–783. [Google Scholar]
- Xia, W.; Zhao, X.; Yue, L.; Zhang, Z. Microstructural evolution and creep mechanisms in Ni-based single crystal superalloys: A review. J. Alloys Compd. 2020, 819, 152954. [Google Scholar] [CrossRef]
- Pei, H.; Wang, J.; Li, Z.; Li, Z.; Yao, X.; Wen, Z.; Yue, Z. Oxidation behavior of recast layer of air-film hole machined by EDM technology of Ni-based single crystal blade and its effect on creep strength. Surf. Coat. Technol. 2021, 419, 127285. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, S.-F.; Zhang, F.-Y.; Wang, J.; Lv, Q.-Q.; Shao, Y.; Liu, Q.-Y.; Shao, J.; Liu, X.-F.; Zhang, Y. A study on film hole drilling of IN718 superalloy via laser machining combined with high temperature chemical etching. Int. J. Adv. Manuf. Technol. 2019, 106, 155–162. [Google Scholar] [CrossRef]
- Abbas, N.; Solomon, D.; Bahari, M. A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tool. Manu. 2007, 47, 1214–1228. [Google Scholar] [CrossRef]
- Zhigilei, L. Dynamics of the plume formation and parameters of the ejected clusters in short-pulse laser ablation. Appl. Phys. A 2003, 76, 339–350. [Google Scholar] [CrossRef]
- Li, F.; Zhang, Y.; Wu, Z.; Ren, X.; Yue, X.; Pei, H.; Yue, Z. Fatigue crack initiation and propagation behavior of nickel-based single crystal DD6 under different drilling processes. Mater. Sci. Eng. A 2022, 831, 142246. [Google Scholar] [CrossRef]
- Feng, Q.; Picard, Y.N.; Liu, H.; Yalisove, S.M.; Mourou, G.; Pollock, T.M. Femtosecond laser micromachining of a single-crystal superalloy. Scr. Mater. 2005, 53, 511–516. [Google Scholar] [CrossRef]
- Feng, Q.; Picard, Y.N.; McDonald, J.P.; Van Rompay, P.A.; Yalisove, S.M.; Pollock, T.M. Femtosecond laser machining of single-crystal superalloys through thermal barrier coatings. Mater. Sci. Eng. A 2006, 430, 203–207. [Google Scholar] [CrossRef]
- Wang, R.; Dong, X.; Wang, K.; Sun, X.; Fan, Z.; Duan, W. Investigation on millijoule femtosecond laser spiral drilling of micro-deep holes in thermal barrier coated alloys. Int. J. Adv. Manuf. Technol. 2021, 114, 857–869. [Google Scholar] [CrossRef]
- Yin, C.; Wu, Z.; Dong, Y.; You, Y.; Liao, T. Femtosecond laser helical drilling of nickel-base single-crystal super-alloy: Effect of machining parameters on geometrical characteristics of micro-holes. Adv. Prod. Eng. Manag. 2019, 14, 407–420. [Google Scholar] [CrossRef]
- Zhai, Z.; Wang, W.; Mei, X.; Li, M.; Li, X. Percussion drilling on nickel-based alloy with thermal barrier coatings using femtosecond laser. Optik 2019, 194, 163066. [Google Scholar] [CrossRef]
- Yu, Y.Q.; Zhou, L.C.; Cai, Z.B.; He, W.F. DD6 single-crystal superalloy with thermal barrier coating in femtosecond laser percussion drilling. Opt. Laser Technol. 2021, 133, 106555. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, J.; Wang, X.; Zhang, J.; Hayasaki, Y.; Kim, D.; Sun, S. Experimental study of nickel-based superalloy IN792 with femtosecond laser drilling method. Opt. Laser Technol. 2021, 143, 107335. [Google Scholar] [CrossRef]
- Qi, H.; Lai, H. Micromachining of metals and thermal barrier coatings using a 532 nm nanosecond fiber laser. Phys. Procedia 2012, 39, 603–612. [Google Scholar] [CrossRef]
- Harilal, S.S.; Freeman, J.R.; Diwakar, P.K.; Hassanein, A. Femtosecond laser ablation: Fundamentals and applications. In Laser-Induced Breakdown Spectroscopy; Springer International Publishing: Berlin/Heidelberg, Germany, 2014; pp. 143–166. [Google Scholar]
- Ionin, A.; Kudryashov, S.I.; Seleznev, L.V.; Sinitsyn, D.V.; Bunkin, A.F.; Lednev, V.N.; Pershin, S.M. Thermal melting and ablation of silicon by femtosecond laser radiation. JETP Lett. 2013, 116, 347–362. [Google Scholar] [CrossRef]
- Povarnitsyn, M.; Fokin, V.; Levashov, P. Microscopic and macroscopic modeling of femtosecond laser ablation of metals. Appl. Surf. Sci. 2015, 357, 1150–1156. [Google Scholar] [CrossRef]
- Wang, S.Y.; Ren, Y.; Cheng, C.W.; Chen, J.K.; Tzou, D.Y. Micromachining of copper by femtosecond laser pulses. Appl. Surf. Sci. 2013, 265, 302–308. [Google Scholar] [CrossRef]
- Kelly, R.; Miotello, A. Comments on explosive mechanisms of laser sputtering. Appl. Surf. Sci. 1996, 96, 205–215. [Google Scholar] [CrossRef]
- Oh, B.; Kim, D.; Kim, J.; Lee, J.-H. Femtosecond laser ablation of metals and crater formation by phase explosion in the high-fluence regime. Phys. Conf. Ser. 2007, 59, 567. [Google Scholar] [CrossRef]
- Cheng, C.; Xu, X. Molecular dynamic study of volumetric phase change induced by a femtosecond laser pulse. Appl. Phys. A 2004, 79, 761–765. [Google Scholar] [CrossRef]
- Cheng, C.; Xu, X. Mechanisms of decomposition of metal during femtosecond laser ablation. Phys. Rev. B 2005, 72, 165415. [Google Scholar] [CrossRef]
- Putzer, M.; Ackerl, N.; Wegener, K. Geometry assessment of ultra-short pulsed laser drilled micro-holes. Int. J. Adv. Manuf. Technol. 2021, 117, 2445–2452. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, W.; Jiang, R.; Jin, C. Experimental Study on Geometric Precision of Microholes Drilling by Picosecond Laser. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Salt Lake City, UT, USA, 11–14 November 2019. [Google Scholar]
- Verbeeck, J.; Bertoni, G.; Schattschneider, P. The Fresnel effect of a defocused biprism on the fringes in inelastic holography. Ultramicroscopy 2008, 108, 263–269. [Google Scholar] [CrossRef]
- Fan, N.; Xia, Z.; Sun, X.; Hu, Y. Experimental study on stainless steel micro-hole trepanned by femtosecond laser. Laser Infrared 2016, 46, 1200–1205. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ta | W | Mo | Re | Al | Nb | Hf | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Content | 4.50 | 6.78 | 7.36 | 2.00 | 2.04 | 5.68 | 1.01 | 0.10 | bal |
| Levels | Factors | |||||
|---|---|---|---|---|---|---|
| Power A (W) | Overlap B (%) | Defocus C (mm) | Pressure D (MPa) | Feed E (mm) | End F (mm) | |
| 1 | 6.73 | 87 | −0.4 | 0.20 | 0.010 | −0.4 |
| 2 | 7.84 | 90 | −0.2 | 0.25 | 0.015 | −0.2 |
| 3 | 8.96 | 93 | 0.0 | 0.30 | 0.020 | 0.0 |
| 4 | 10.05 | 96 | 0.2 | 0.35 | 0.025 | 0.2 |
| 5 | 11.18 | 99 | 0.4 | 0.40 | 0.030 | 0.4 |
| Num | A | B | C | D | E | F | Entrance (μm) | Exit (μm) | Taper (°) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 290.97 | 333.04 | −0.603 |
| 2 | 1 | 2 | 2 | 2 | 2 | 2 | 319.07 | 335.37 | −0.234 |
| 3 | 1 | 3 | 3 | 3 | 3 | 3 | 292.95 | 265.09 | 0.399 |
| 4 | 1 | 4 | 4 | 4 | 4 | 4 | 446.43 | 482.09 | −0.511 |
| 5 | 1 | 5 | 5 | 5 | 5 | 5 | 496.18 | 490.08 | 0.087 |
| 6 | 2 | 1 | 2 | 3 | 4 | 5 | 282.24 | 386.82 | −1.498 |
| 7 | 2 | 2 | 3 | 4 | 5 | 1 | 304.95 | 427.36 | −1.753 |
| 8 | 2 | 3 | 4 | 5 | 1 | 2 | 470.45 | 510.33 | −0.571 |
| 9 | 2 | 4 | 5 | 1 | 2 | 3 | 522.70 | 506.69 | 0.229 |
| 10 | 2 | 5 | 1 | 2 | 3 | 4 | 296.65 | 85.01 | 3.029 |
| 11 | 3 | 1 | 3 | 5 | 2 | 4 | 403.49 | 518.34 | −1.645 |
| 12 | 3 | 2 | 4 | 1 | 3 | 5 | 462.00 | 505.96 | −0.630 |
| 13 | 3 | 3 | 5 | 2 | 4 | 1 | 530.13 | 503.05 | 0.388 |
| 14 | 3 | 4 | 1 | 3 | 5 | 2 | 286.75 | 313.10 | −1.809 |
| 15 | 3 | 5 | 2 | 4 | 1 | 3 | 352.98 | 497.67 | −2.072 |
| 16 | 4 | 1 | 4 | 2 | 5 | 3 | 471.61 | 513.10 | −0.594 |
| 17 | 4 | 2 | 5 | 3 | 1 | 4 | 540.53 | 525.18 | 0.220 |
| 18 | 4 | 3 | 1 | 4 | 2 | 5 | 292.14 | 450.8 | −2.271 |
| 19 | 4 | 4 | 2 | 5 | 3 | 1 | 375.83 | 502.62 | −1.815 |
| 20 | 4 | 5 | 3 | 1 | 4 | 2 | 428.53 | 500.58 | −1.032 |
| 21 | 5 | 1 | 5 | 4 | 3 | 2 | 545.56 | 531.29 | 0.204 |
| 22 | 5 | 2 | 1 | 5 | 4 | 3 | 303.35 | 443.59 | −2.008 |
| 23 | 5 | 3 | 2 | 1 | 5 | 4 | 341.63 | 466.54 | −1.789 |
| 24 | 5 | 4 | 3 | 2 | 1 | 5 | 420.37 | 511.64 | −1.307 |
| 25 | 5 | 5 | 4 | 3 | 2 | 1 | 496.07 | 514.29 | −0.261 |
| Symbol | Sum of Squares | Mean Square | F | P | Sig. | |
|---|---|---|---|---|---|---|
| Entrance | Power A | 37,997.159 | 18,338.69 | 1.075 | 0.376 | |
| Overlap B | 10,662.170 | 11,895.44 | 0.289 | 0.884 | ||
| Defocus C | 560,708.462 | 141,549.20 | 102.163 | 0.000 | ** | |
| Pressure D | 11,685.432 | 12,136.64 | 0.317 | 0.866 | ||
| Feed E | 10,347.261 | 11,821.22 | 0.28 | 0.89 | ||
| End F | 5173.179 | 10,601.61 | 0.139 | 0.967 | ||
| Exit | Power A | 222,670.808 | 64,684.83 | 6.174 | 0.000 | ** |
| Overlap B | 34,762.327 | 20,392.11 | 0.743 | 0.566 | ||
| Defocus C | 269,519.637 | 75,727.76 | 8.072 | 0.000 | ** | |
| Pressure D | 108,975.522 | 37,885.22 | 2.560 | 0.046 | ||
| Feed E | 95,686.35 | 34,752.78 | 2.209 | 0.077 | ||
| End F | 25,150.771 | 18,126.53 | 0.531 | 0.713 | ||
| Taper | Power A | 16.456 | 5.614 | 2.742 | 0.035 | * |
| Overlap B | 8.894 | 3.831 | 1.383 | 0.249 | ||
| Defocus C | 24.566 | 7.525 | 4.436 | 0.003 | ** | |
| Pressure D | 22.610 | 7.065 | 4.002 | 0.006 | ** | |
| Feed E | 17.995 | 5.977 | 3.043 | 0.023 | * | |
| End F | 7.757 | 3.564 | 1.194 | 0.321 |
| Population Size | Maximal Hereditary Generation | Crossover Probability | Mutation Probability |
|---|---|---|---|
| 40 | 150 | 0.9 | 0.1 |
| Projects | Factors | ||||||
|---|---|---|---|---|---|---|---|
| Power A (W) | Overlap B (%) | Defocus C (mm) | Pressure D (MPa) | Feed E (mm) | End F (mm) | ||
| Entrance diameter (mm) | 369.118 | 398.770 | 293.971 | 409.166 | 415.060 | 399.589 | |
| 367.371 | 385.980 | 334.349 | 407.566 | 406.690 | 410.069 | ||
| 364.547 | 385.460 | 370.056 | 379.706 | 394.600 | 388.717 | ||
| 400.047 | 410.420 | 469.311 | 388.410 | 398.130 | 405.745 | ||
| 415.302 | 414.082 | 527.017 | 409.858 | 380.220 | 390.586 | ||
| Range | 50.755 | 28.623 | 233.046 | 30.152 | 34.838 | 21.354 | |
| Exit diameter (mm) | 381.134 | 456.522 | 345.106 | 462.562 | 475.572 | 456.072 | |
| 383.242 | 447.493 | 437.801 | 389.632 | 465.110 | 458.132 | ||
| 467.624 | 439.163 | 444.601 | 420.895 | 377.990 | 445.227 | ||
| 498.456 | 483.235 | 505.155 | 477.841 | 463.234 | 415.430 | ||
| 493.470 | 417.528 | 511.258 | 492.990 | 462.030 | 469.059 | ||
| Range | 117.322 | 65.7020 | 166.152 | 103.358 | 97.577 | 53.629 | |
| Taper (°) | −0.172 | −0.827 | −0.733 | −0.764 | −0.867 | −0.809 | |
| −0.113 | −0.881 | −1.481 | 0.256 | −0.836 | −0.688 | ||
| −1.154 | −0.769 | −1.068 | −0.590 | 0.237 | −0.809 | ||
| −1.098 | −1.043 | −0.513 | −1.281 | −0.932 | −0.139 | ||
| −1.032 | −0.050 | 0.226 | −1.190 | −1.172 | −1.124 | ||
| Range | 1.041 | 0.993 | 1.707 | 1.537 | 1.409 | 0.985 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, T.; Liang, X.; Yu, Y.; Zhou, L.; Cai, Z.; Wang, L.; Jia, W.; Pan, X. Optimization of Femtosecond Laser Drilling Process for DD6 Single Crystal Alloy. Metals 2023, 13, 333. https://doi.org/10.3390/met13020333
Du T, Liang X, Yu Y, Zhou L, Cai Z, Wang L, Jia W, Pan X. Optimization of Femtosecond Laser Drilling Process for DD6 Single Crystal Alloy. Metals. 2023; 13(2):333. https://doi.org/10.3390/met13020333
Chicago/Turabian StyleDu, Tianhan, Xiaoqing Liang, Yanqing Yu, Liucheng Zhou, Zhenbing Cai, Lingfeng Wang, Wentong Jia, and Xinlei Pan. 2023. "Optimization of Femtosecond Laser Drilling Process for DD6 Single Crystal Alloy" Metals 13, no. 2: 333. https://doi.org/10.3390/met13020333