
Cutting Parameters Optimization for Minimal Total Operation Time in Turning POM-C Cylindrical Stocks into Parts with Continuous Profile Using a PCD Cutting Tool



Abstract
:1. Introduction
2. Materials and Methods
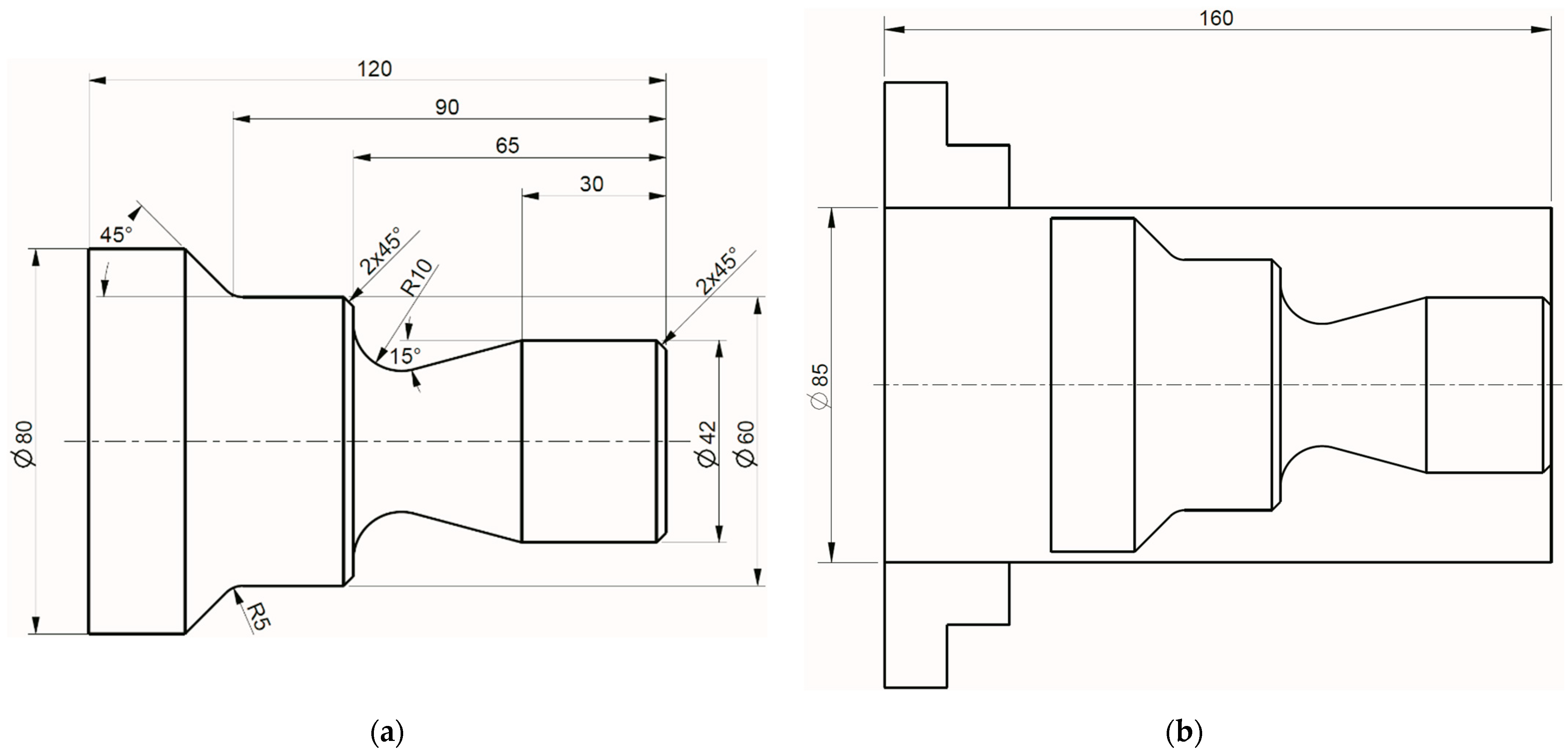
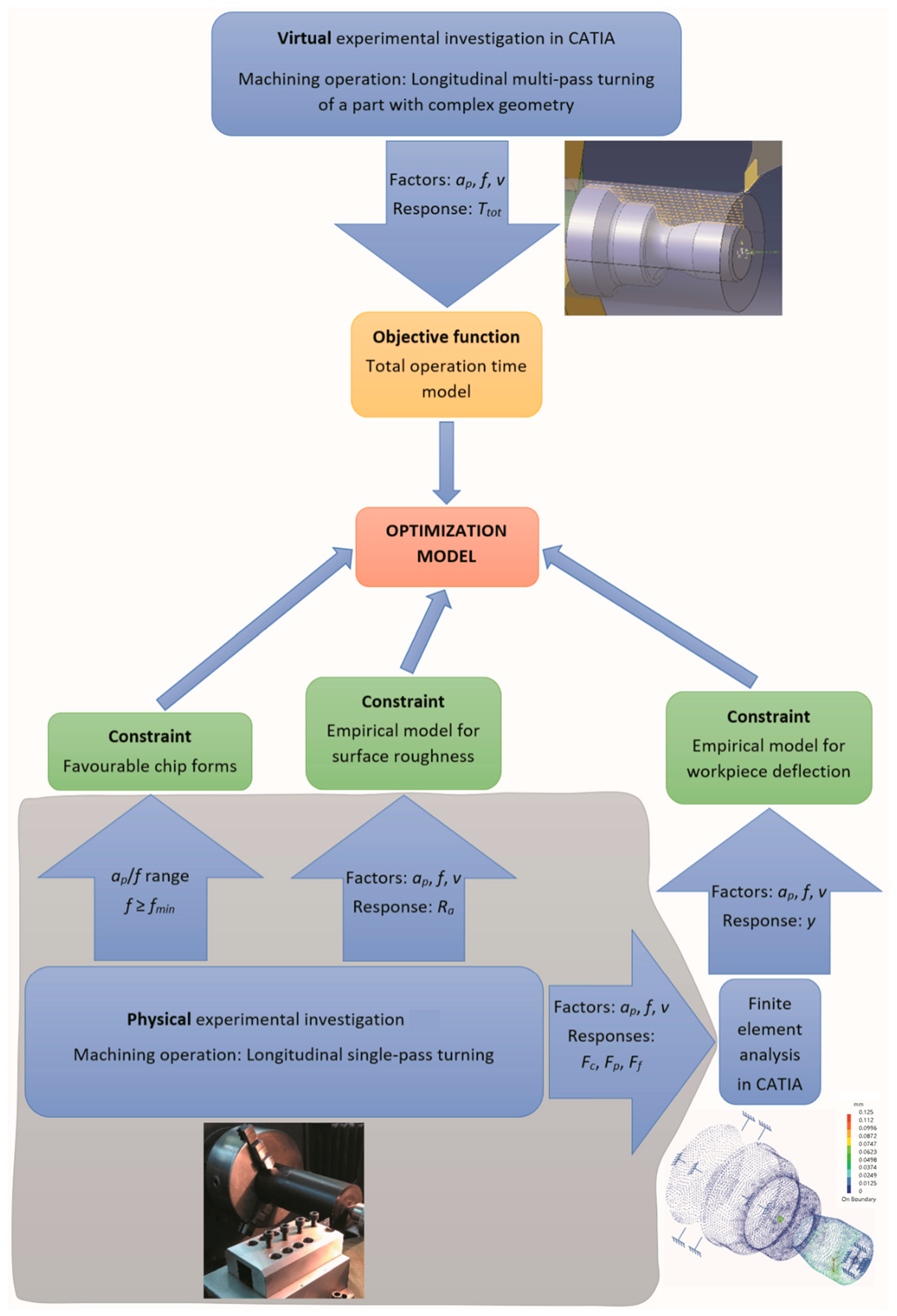
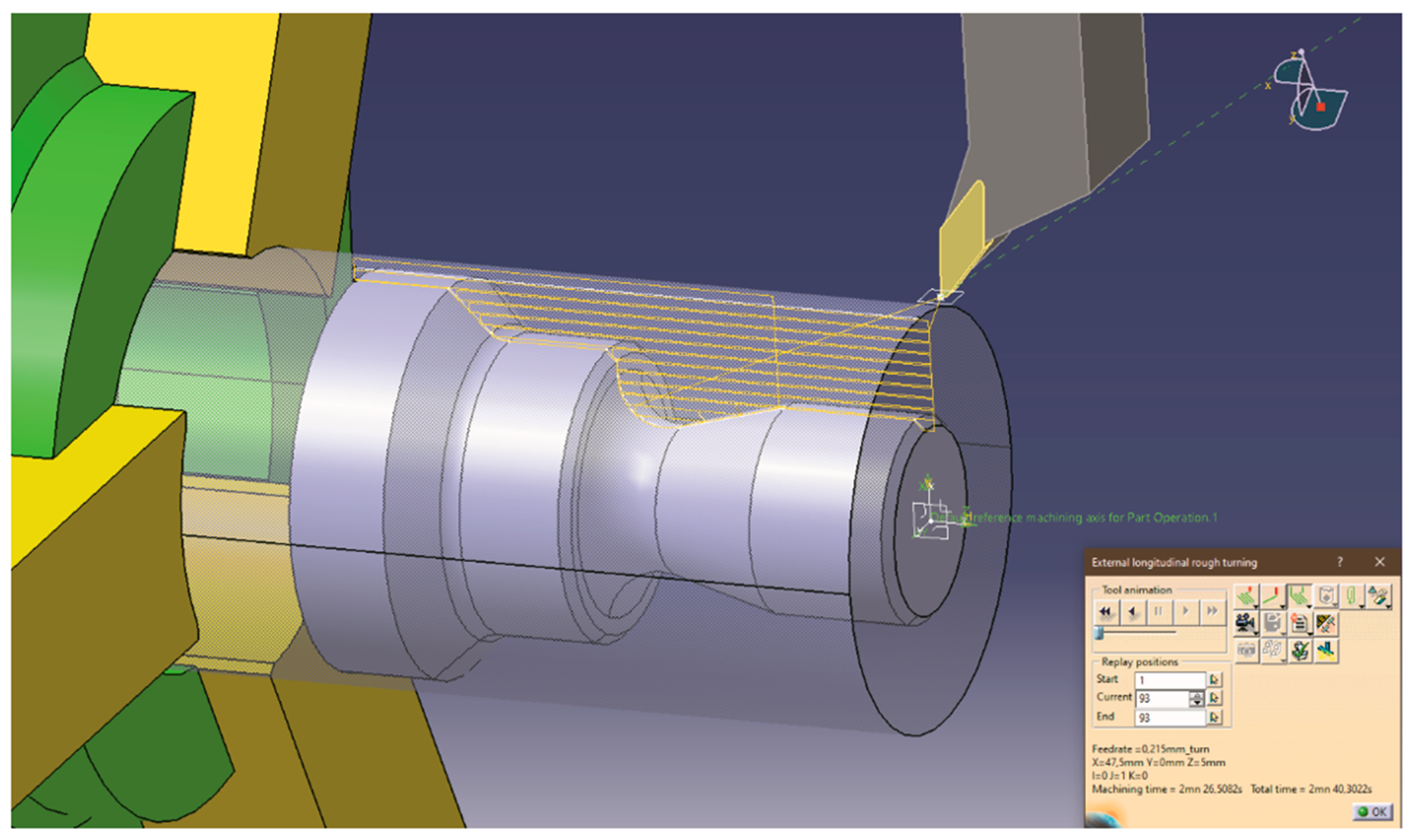
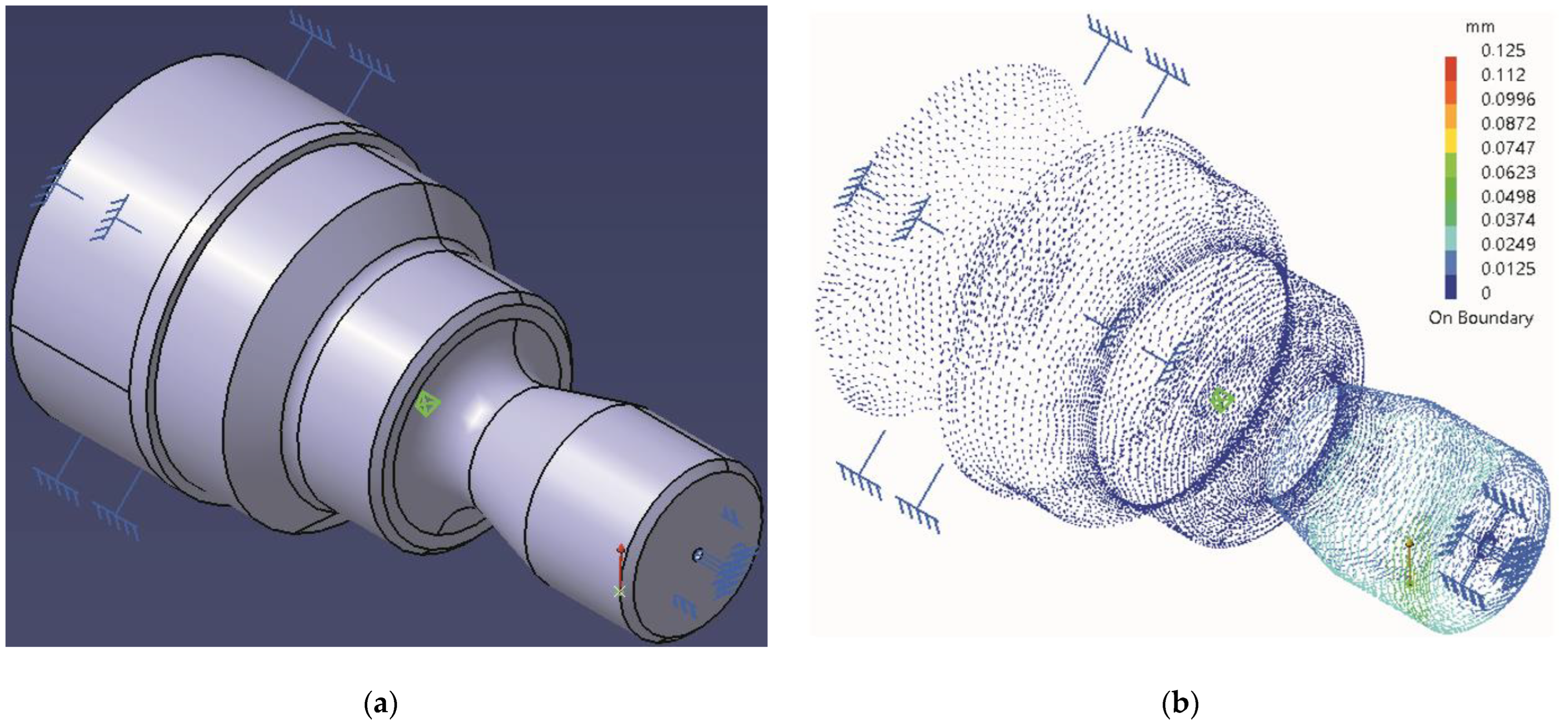
Case Study
3. Results and Discussion
3.1. Total Operation Time Mathematical Model
3.2. Formulation of the Machining Optimization Model
3.2.1. Objective Function
3.2.2. Process and Machining Constraints
Chip Forms and Cross-Sectional Ratio
Surface Roughness
Workpiece Deflection
Other Process and Machining Constraints
3.2.3. Cutting Parameter Bounds
3.3. Single-Objective Machining Optimization Problem with Constraints
3.4. Validation Experiment Trial
4. Conclusions
- The cutting parameter values recommended by the cutting insert manufacturer do not take into account the constraints. Setting constraints sets the basis for the most efficient use of the manufacturing system capabilities, primarily the capabilities of tools and machine tools, while satisfying the criteria of dimensional accuracy and quality of the machined surface.
- The approach proposed in this paper can benefit companies that produce large series of parts with continuous profile from specific workpiece material, where the geometry of the part changes between series. In these situations, only one simple physical experimental investigation of specific workpiece material is needed to measure cutting force components and surface roughness and collect chip forms. After that, the virtual experimental investigation presented in this paper can be performed for any complex part geometry, followed by an optimization study.
- Relaxing the surface roughness constraint results in a slightly shorter total operation time for part production, due to active workpiece deflection constraint, but also in noticeable increase in the arithmetic mean roughness, and less favourable chip form.
- The obtained results revealed that there is a significant difference in the resulting total operation time, which would be obtained considering recommended cutting parameter values and optimized values, which justifies the optimization study.
- An analysis of the empirical constants of prediction model for total operation time for part production showed that the feed rate has the greatest effect on the total operation time for part production, followed by the depth of cut and the cutting speed. Interaction effects involving feed rate are pronounced.
- Defining dimensional tolerances for the turning of POM-C should be considered carefully, given possible overcutting and consequent non-conformity of machined part with respect to geometrical specifications. For the considered case study, only a fine class of general dimensional tolerances can be achieved for critical dimensions.
- Theoretical arithmetic mean roughness value for the optimal combination of cutting parameter values is 12.74 times higher compared to the arithmetic mean roughness value measured in the validation experiment. Hence, the empirical model is much more reliable as surface roughness constraint compared to analytical one.
- The cross-sectional ratio range, combined with the additional feed rate constraint, can be successfully used as favourable chip forms constraint. This was also proven by the results of the validation experiment. The omission of the favourable chip forms constraint in turning optimization model can lead to a situation where the optimal combination of cutting parameter values results in low surface roughness, which would be deteriorated in reality by unfavourable chip forms. The same stands for the machining time since unfavourable chip forms can lead to obstruction of the machining process and consequent machine tool shut down or idling.
- The developed turning optimization model can serve as a benchmark optimization problem that can be solved by applying other optimization algorithms.
- A comprehensive analysis of the influence of cutting parameters on dimensional accuracy of parts of different dimensions and geometries manufactured by turning will be in focus for the future research, since, per the authors’ knowledge, there is a limited number of recent studies on the relationship between workpiece deflection, which depends on cutting parameter values and dimensional accuracy of the finished part.
- The development of the prediction model for the unit production time for a part with several features, where machining is performed in several different operations, will also be in focus for the future research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Radovanović, M. Multi-objective optimization of multi-pass turning AISI 1064 steel. Int. J. Adv. Manuf. Technol. 2019, 100, 87–100. [Google Scholar] [CrossRef]
- Perec, A. Desirability Function Analysis (DFA) in Multiple Responses Optimization of Abrasive Water Jet Cutting Process. Rep. Mech. Eng. 2022, 3, 11–19. [Google Scholar] [CrossRef]
- Bhattacharya, S.; Chakraborty, S. Application of XGBoost algorithm as a predictive tool in a CNC turning process. Rep. Mech. Eng. 2021, 2, 190–201. [Google Scholar] [CrossRef]
- Sitarz, P.; Powalka, B. A new approach to improve noncircular turning process. Int. J. Adv. Manuf. Technol. 2019, 104, 3343–3360. [Google Scholar] [CrossRef]
- Zmarzly, P. Technological Heredity of the Turning Process. Tech. Gaz. 2020, 27, 1194–1203. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; López de Lacalle, L.N.; Rodríguez, A.; Pereira, O. In pursuit of sustainable cutting fluid strategy for machining Ti-6Al-4V using life cycle analysis. Sustain. Mater. Technol. 2021, 29, e00301. [Google Scholar] [CrossRef]
- Sofuoglu, M.A.; Cakir, F.H. Improving machining stability of AISI-4140 with magnetic field. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2022, 236, 6095–6102. [Google Scholar] [CrossRef]
- Agrawal, C.; Wadhwa, J.; Pitroda, A.; Pruncu, C.I.; Sarikaya, M.; Khanna, N. Comprehensive analysis of tool wear, tool life, surface roughness, costing and carbon emissions in turning Ti–6Al–4V titanium alloy: Cryogenic versus wet machining. Tribol. Int. 2021, 153, 106597. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; López de Lacalle, L.N.; Polvorosa, R.; Wretland, A. An investigation of cutting forces and tool wear in turning of Haynes 282. J. Manuf. Process. 2019, 37, 529–540. [Google Scholar] [CrossRef]
- Das, A.; Gupta, M.K.; Das, S.R.; Panda, A.; Patel, S.K.; Padhan, S. Hard turning of AISI D6 steel with recently developed HSN2-TiAlxN and conventional TiCN coated carbide tools: Comparative machinability investigation and sustainability assessment. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 138. [Google Scholar] [CrossRef]
- Storchak, M.; Drewle, K.; Menze, C.; Stehle, T.; Mohring, H.C. Determination of the Tool–Chip Contact Length for the Cutting Processes. Materials 2022, 15, 3264. [Google Scholar] [CrossRef] [PubMed]
- Fernández-Valdivielso, A.; López de Lacalle, L.N.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Mallick, R.; Kumar, R.; Panda, A.; Sahoo, A.K. Hard turning performance evaluation using CVD and PVD coated carbide tools: A comparative study. Surf. Rev. Lett. 2022, 29, 2250020. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Sarikaya, M.; Pusavec, F. Energy consumption and ecological analysis of sustainable and conventional cutting fluid strategies in machining 15–5 PHSS. Sustain. Mater. Technol. 2022, 32, e00416. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Krolczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Magalhães, L.C.; Carlesso, G.C.; López de Lacalle, L.N.; Souza, M.T.; de Oliveira Palheta, F.; Binder, C. Tool Wear Effect on Surface Integrity in AISI 1045 Steel Dry Turning. Materials 2022, 15, 2031. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.M.; Kim, H.I.; Park, H.W. Tool wear, economic costs, and CO2 emissions analysis in cryogenic assisted hard-turning process of AISI 52100 steel. Sustain. Mater. Technol. 2021, 30, e00349. [Google Scholar] [CrossRef]
- Rahman, M.A.; Bhuiyan, M.S.; Sharma, S.; Kamal, M.S.; Imtiaz, M.M.M.; Alfaify, A.; Nguyen, T.T.; Khanna, N.; Sharma, S.; Gupta, M.K.; et al. Influence of Feed Rate Response (FRR) on Chip Formation in Micro and Macro Machining of Al Alloy. Metals 2021, 11, 159. [Google Scholar] [CrossRef]
- Ranjan, P.; Hiremath, S.S. Investigation of Coated Tool Performance on the Machinability, Surface Residual Stress and Chip Morphology of Martensitic AISI 420 Steel. Arab. J. Sci. Eng. 2022, 47, 8503–8522. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; López de Lacalle, L.N. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Uysal, A.; Jawahir, I.S. Analysis of slip-line model for serrated chip formation in orthogonal machining of AISI 304 stainless steel under various cooling/lubricating conditions. J. Manuf. Process. 2021, 67, 447–460. [Google Scholar] [CrossRef]
- Kuruc, M.; Vopat, T.; Peterka, J.; Necpal, M.; Šimna, V.; Milde, J.; Jurina, F. The Influence of Cutting Parameters on Plastic Deformation and Chip Compression during the Turning of C45 Medium Carbon Steel and 62SiMnCr4 Tool Steel. Materials 2022, 15, 585. [Google Scholar] [CrossRef] [PubMed]
- Leksycki, K.; Feldshtein, E.; Ociepa, M. On the effect of the side flow of 316L stainless steel in the finish turning process under dry conditions. Facta Univ. Ser. Mech. Eng. 2021, 19, 335–343. [Google Scholar] [CrossRef]
- Suárez, A.; López de Lacalle, L.N.; Polvorosa, R.; Veiga, F.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater. Manuf. Process. 2017, 32, 678–686. [Google Scholar] [CrossRef]
- Tan, L.; Yao, C.; Li, X.; Fan, Y.; Cui, M. Effects of Machining Parameters on Surface Integrity when Turning Inconel 718. J. Mater. Eng. Perform. 2022, 31, 4176–4186. [Google Scholar] [CrossRef]
- Fernando, R.; Gamage, J.; Karunathilake, H. Sustainable machining: Environmental performance analysis of turning. Int. J. Sustain. Eng. 2022, 15, 15–34. [Google Scholar] [CrossRef]
- Branco, F.K.; Delijaicov, S.; Bordinassi, E.C.; Bortolussi, R. Surface Integrity Analisys in the Hard Turning of Cemented Steel AISI 4317. Mater. Res. 2018, 21, e20171032. [Google Scholar] [CrossRef]
- Arora, D.; Duvedi, R.K.; Singh, D. Effect of Machining Parameters on Surface Finish and Noise Patterns for Machining EN-19 Steel with PVD-TiN Coated Mixed Ceramic Inserts in CNC Turning Operation. J. Sci. Ind. Res. 2020, 79, 235–240. [Google Scholar]
- Tzotzis, A.; Garcia-Hernandez, C.; Huertas-Talon, J.L.; Kyratsis, P. 3D FE Modelling of Machining Forces during AISI 4140 Hard Turning. Stroj. Vestn.-J. Mech. Eng. 2020, 66, 467–478. [Google Scholar] [CrossRef]
- Abdelnasser, E.; Barakat, A.; Elsanabary, S.; Nassef, A.; Elkaseer, A. Precision Hard Turning of Ti6Al4V Using Polycrystalline Diamond Inserts: Surface Quality, Cutting Temperature and Productivity in Conventional and High-Speed Machining. Materials 2020, 13, 5677. [Google Scholar] [CrossRef]
- Palaniappan, T.; Subramaniam, P. Experimental Investigation and Prediction of Mild Steel Turning Performances Using Hybrid Deep Convolutional Neural Network-Based Manta-Ray Foraging Optimizer. J. Mater. Eng. Perform. 2022, 31, 4848–4863. [Google Scholar] [CrossRef]
- Cica, D.; Kramar, D. Machinability investigation and sustainability analysis of high-pressure coolant assisted turning of the nickel-based superalloy Inconel 718. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2022, 237, 43–54. [Google Scholar] [CrossRef]
- Bhandarkar, L.R.; Mohanty, P.P.; Sarangi, S.K. Experimental study and multi-objective optimization of process parameters during turning of 100Cr6 using C-type advanced coated tools. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2021, 235, 7634–7654. [Google Scholar] [CrossRef]
- Chen, S.H.; Hsu, C.H. Using uniform design and regression methodology of turning parameters study of nickel alloy. Int. J. Adv. Manuf. Technol. 2021, 116, 3795–3808. [Google Scholar] [CrossRef]
- Rafighi, M. The cutting sound effect on the power consumption, surface roughness, and machining force in dry turning of Ti-6Al-4V titanium alloy. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2022, 236, 3041–3057. [Google Scholar] [CrossRef]
- Khan, A.M.; Anwar, S.; Jamil, M.; Nasr, M.M.; Gupta, M.K.; Saleh, M.; Ahmad, S.; Mia, M. Energy, Environmental, Economic, and Technological Analysis of Al-GnP Nanofluid- and Cryogenic LN2-Assisted Sustainable Machining of Ti-6Al-4V Alloy. Metals 2021, 11, 88. [Google Scholar] [CrossRef]
- Sterpin Valic, G.; Cukor, G.; Jurkovic, Z.; Brezocnik, M. Multi-Criteria Optimization of Turning of Martensitic Stainless Steel for Sustainability. Int. J. Simul. Model. 2019, 18, 632–642. [Google Scholar] [CrossRef] [PubMed]
- Hadjela, S.; Belhadi, S.; Ouelaa, N.; Safi, K.; Yallese, M.A. Straight turning optimization of low alloy steel using MCDM methods coupled with Taguchi approach. Int. J. Adv. Manuf. Technol. 2022, 124, 1607–1621. [Google Scholar] [CrossRef]
- Palacios, J.A.; Olvera, D.; Urbikain, G.; Elías-Zúñiga, A.; Martínez-Romero, O.; López de Lacalle, L.N.; Rodríguez, C.; Martínez-Alfaro, H. Combination of simulated annealing and pseudo spectral methods for the optimum removal rate in turning operations of nickel-based alloys. Adv. Eng. Softw. 2018, 115, 391–397. [Google Scholar] [CrossRef]
- Dragičević, M.; Begović, E.; Ekinović, S.; Peko, I. Multi-Response Optimization in MQLC Machining Process of Steel St50-2 Using Grey-Fuzzy Technique. Tech. Gaz. 2023, 30, 248–255. [Google Scholar] [CrossRef]
- Armillotta, A. On the role of complexity in machining time estimation. J. Intell. Manuf. 2021, 32, 2281–2299. [Google Scholar] [CrossRef]
- Rodrigues, A.; Silva, F.J.G.; Sousa, V.F.C.; Pinto, A.G.; Ferreira, L.P.; Pereira, T. Using an Artificial Neural Network Approach to Predict Machining Time. Metals 2022, 12, 1709. [Google Scholar] [CrossRef]
- Parmar, J.G.; Dave, K.G.; Gohil, A.V.; Trivedi, H.S. Prediction of end milling process parameters using artificial neural network. Mater. Today Proc. 2021, 38, 3168–3176. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances in Turning Processes Using Coated Tools—A Comprehensive Review. Metals 2020, 10, 170. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Machining of hardened steel—Experimental investigations, performance modeling and cooling techniques: A review. Int. J. Mach. Tools Manuf. 2015, 89, 95–109. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Bustillo, A.; Wojciechowski, S.; Sharma, V.S.; Gupta, M.K.; Kuntoglu, M. Artificial intelligence systems for tool condition monitoring in machining: Analysis and critical review. J. Intell. Manuf. 2022, 1–43. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Krolczyk, G.M.; Mandal, U.K.; Mondal, S.P. Eco-Friendly Cutting Fluids in Minimum Quantity Lubrication Assisted Machining: A Review on the Perception of Sustainable Manufacturing. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 249–280. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Goindi, G.S.; Sarkar, P. Dry machining: A step towards sustainable machining—Challenges and future directions. J. Clean. Prod. 2017, 165, 1557–1571. [Google Scholar] [CrossRef]
- Gupta, K.; Laubscher, R.F. Sustainable machining of titanium alloys: A critical review. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017, 231, 2543–2560. [Google Scholar] [CrossRef]
- Zhao, G.Y.; Liu, Z.Y.; He, Y.; Cao, H.J.; Guo, Y.B. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Urbikain, G.; Olvera, D.; López de Lacalle, L.N.; Beranoagirre, A.; Elías-Zuñiga, A. Prediction Methods and Experimental Techniques for Chatter Avoidance in Turning Systems: A Review. Appl. Sci. 2019, 9, 4718. [Google Scholar] [CrossRef]
- Trifunović, M.; Madić, M.; Radovanović, M. Pareto optimization of multi-pass turning of grey cast iron with practical constraints using a deterministic approach. Int. J. Adv. Manuf. Technol. 2020, 110, 1893–1909. [Google Scholar] [CrossRef]
- Thorenz, B.; Oßwald, F.; Schotz, S.; Westermann, H.H.; Dopper, F. Applying and Producing Indexable End Mills: A Comparative Market Study in Context of Resource Efficiency. Procedia Manuf. 2020, 43, 167–174. [Google Scholar] [CrossRef]
- Westermann, H.H.; Kafara, M.; Steinhilper, R. Development of a reference part for the evaluation of energy efficiency in milling operations. Procedia CIRP 2015, 26, 521–526. [Google Scholar] [CrossRef]
- Tschatsch, H. Applied Machining Technology; Springer Science & Business Media: New York, NY, USA, 2009; pp. 34, 70–72. [Google Scholar]
- Chung, C.; Wang, P.C.; Chinomona, B. Optimization of turning parameters based on tool wear and machining cost for various parts. Int. J. Adv. Manuf. Technol. 2022, 120, 5163–5174. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Sousa, V.F.C.; Pinto, A.G.; Ferreira, L.P.; Pereira, T. Build-Up an Economical Tool for Machining Operations Cost Estimation. Metals 2022, 12, 1205. [Google Scholar] [CrossRef]
- Madić, M.; Gostimirović, M.; Rodić, D.; Radovanović, M.; Coteata, M. Mathematical modelling of the CO2 laser cutting process using genetic programming. Facta Univ. Ser. Mech. Eng. 2022, 20, 665–676. [Google Scholar] [CrossRef]
- Jeang, A. Robust cutting parameters optimization for production time via computer experiment. Appl. Math. Model. 2011, 35, 1354–1362. [Google Scholar] [CrossRef]
- Walter. General Catalogue; Walter AG: Tübingen, Germany, 2017. [Google Scholar]
- Sandvik, C. Metal Cutting Technology Training Handbook; SANDVIK Coromant: Stockholm, Sweden, 2017. [Google Scholar]
- Dotmar. Machining Instructions. 2013. Available online: http://www.dotmar.com.au/images/machining_instructions.pdf (accessed on 20 January 2023).
- Mitsubishi Chemical Advanced Materials. Machining Instructions. 2014. Available online: https://media.mcam.com/fileadmin/quadrant/documents/QEPP/EU/Brochures_PDF/Machining_instructions_Quadrant_EPP_version_2014.pdf (accessed on 20 January 2023).
- Trifunović, M.; Madić, M.; Janković, P.; Rodić, D.; Gostimirović, M. Investigation of cutting and specific cutting energy in turning of POM-C using a PCD tool: Analysis and some optimization aspects. J. Clean. Prod. 2021, 303, 127043. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 9th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2017; pp. 288, 657–659. [Google Scholar]
- Hassanzadeh, M.; Moussavi Torshizi, S.E. Multi-objective Optimization of Shot-peening Parameters using Design of Experiments and Finite Element Simulation: A Statistical Model. J. Appl. Comput. Mech. 2022, 8, 838–852. [Google Scholar] [CrossRef]
- Strzalka, C.; Marinkovic, D.; Zehn, M.W. Stress Mode Superposition for a Priori Detection of Highly Stressed Areas: Mode Normalisation and Loading Influence. J. Appl. Comput. Mech. 2021, 7, 1698–1709. [Google Scholar] [CrossRef]
- Osborne, J.W. Improving your data transformations: Applying the Box-Cox transformation. Pract. Assess. Res. Eval. 2010, 15, 12. [Google Scholar] [CrossRef]
- Kopač, J. Odrezavanje; Fakulteta za strojništvo: Ljubljana, Slovenija, 1991. [Google Scholar]
- Stanojković, J.; Radovanović, M. Influence of the cutting parameters on force, moment and surface roughness in the end milling of aluminum 6082-T6. Facta Univ. Ser. Mech. Eng. 2022, 20, 157–165. [Google Scholar] [CrossRef]
- Madić, M.; Trifunović, M.; Janković, T. Development and analysis of a surface roughness model in dry straight turning of C45E steel. Innov. Mech. Eng. 2022, 1, 11–21. [Google Scholar]
- Benardos, P.G.; Mosialos, S.; Vosniakos, G.C. Prediction of workpiece elastic deflections under cutting forces in turning. Robot. Comput. Integr. Manuf. 2006, 22, 505–514. [Google Scholar] [CrossRef]
- Krol, O. Metal Cutting in Tasks for Machine Tool Designers; Prof. Marin Drinov Academic Publishing House of Bulgarian Academy of Sciences: Sofia, Bulgaria, 2022; p. 62. [Google Scholar]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2016; p. 547. [Google Scholar]
- Arora, R.K. Optimization: Algorithms and Applications; CRC Press: Boca Raton, FL, USA, 2015; p. 176. [Google Scholar]
- Shin, Y.C.; Joo, Y.S. Optimization of machining conditions with practical constraints. Int. J. Prod. Res. 1992, 30, 2907–2919. [Google Scholar] [CrossRef]
- Agapiou, J.S. The Optimization of Machining Operations Based on a Combined Criterion, Part 1: The Use of Combined Objectives in Single-Pass Operations. J. Manuf. Sci. Eng. 1992, 114, 500–507. [Google Scholar] [CrossRef]
- Islam, M.N. Effect of additional factors on dimensional accuracy and surface finish of turned parts. Mach. Sci. Technol. 2013, 17, 145–162. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aspect | Experimental and Theoretical Considerations | Modelling and Optimization |
|---|---|---|
| Chip formation | ||
| Chip forms | [7,9,10,15,18,19] | |
| Chip thickness | [21] | [31] |
| Tool-chip contact length | [11] | [32] |
| Chip reduction coefficient | [33] | |
| Chip compression | [22] | |
| Plastic deformation | [22] | |
| Side flow | [23] | |
| Machining mechanics (cutting forces) | [6,9,10,12,19,20,21,24] | [27,29,31,32,33,34,35,40] |
| Machining stability (vibration amplitude and other vibrational parameters) | [7] | [39] |
| Noise level | [28] | |
| Cutting temperature | [7,10,15] | [30] |
| Environmental performance | ||
| Energy consumption | [14] | [26,36] |
| Power consumption | [8] | [35,36] |
| Cutting fluid consumption | [26] | |
| Tool wear | [6,8,9,10,12,13,15,16,17,19,20,24] | [31,32,34,38] |
| Tool life | [13,17] | [32,37] |
| Machining economics | ||
| Machining cost | [8,10,17] | [32,36] |
| Machining time | [41] | [34,42,43] |
| Surface integrity | ||
| Residual stresses | [12,19,25] | [27] |
| White layer | [27] | |
| Microhardness and microstructure | [12,16,20,25] | |
| Surface texture | [13] | |
| Surface defect | [19] | |
| Quality of the machined surface | ||
| Surface roughness | [5,6,7,8,9,10,12,13,15,16] | [25,26,27,28,30,31,33,34,35,37,38,40] |
| Roundness and cylindricity of the machined surface | [5] | |
| Productivity (material removal rate) | [26,30,32,37,38,39] | |
| Sustainability | ||
| Carbon emissions | [8,17] | [32,36] |
| Life cycle assessment | [14] | |
| Process efficiency | [4] |
| Property | Value |
|---|---|
| Yield stress (N/mm2) | 65 |
| Modulus of elasticity in tension (N/mm2) | 2900 |
| Shore D Hardness | 81 |
| Poisson ratio | 0.43 |
| Thermal coefficient of linear expansion (K−1·10−5) | 11 |
| Mass density (g/cm3) | 1.41 |
| Experimental Trial | Coded Values | Real Values | Total Operation Time | ||||
|---|---|---|---|---|---|---|---|
| ap | f | v | ap (mm) | f (mm/rev) | v (m/min) | Ttot (s) | |
| 1 | −1 | −1 | −1 | 1.0 | 0.050 | 200 | 2457.44 |
| 2 | 1 | −1 | −1 | 4.0 | 0.050 | 200 | 663.38 |
| 3 | −1 | 1 | −1 | 1.0 | 0.380 | 200 | 359.03 |
| 4 | 1 | 1 | −1 | 4.0 | 0.380 | 200 | 112.25 |
| 5 | −1 | −1 | 1 | 1.0 | 0.050 | 500 | 1018.52 |
| 6 | 1 | −1 | 1 | 4.0 | 0.050 | 500 | 277.56 |
| 7 | −1 | 1 | 1 | 1.0 | 0.380 | 500 | 150.89 |
| 8 | 1 | 1 | 1 | 4.0 | 0.380 | 500 | 48.00 |
| 9 | −1 | 0 | 0 | 1.0 | 0.215 | 350 | 346.20 |
| 10 | 1 | 0 | 0 | 4.0 | 0.215 | 350 | 101.34 |
| 11 | 0 | −1 | 0 | 2.5 | 0.050 | 350 | 628.24 |
| 12 | 0 | 1 | 0 | 2.5 | 0.380 | 350 | 98.73 |
| 13 | 0 | 0 | −1 | 2.5 | 0.215 | 200 | 279.11 |
| 14 | 0 | 0 | 1 | 2.5 | 0.215 | 500 | 117.84 |
| 15 | 0 | 0 | 0 | 2.5 | 0.215 | 350 | 160.30 |
| 16 | 0 | 0 | 0 | 2.5 | 0.215 | 350 | 160.30 |
| 17 | 0 | 0 | 0 | 2.5 | 0.215 | 350 | 160.30 |
| Parameter | Value | Parameter | Value | Parameter | Value |
|---|---|---|---|---|---|
| ξmin | 8 | α22 | 0.299 | β3 | −0.0002 |
| ξmax | 33 | α33 | 0.0015 | β11 | 0.00006 |
| RaMAX | 0.8 μm | α12 | 0.012 | β22 | 0.002795 |
| α0 | 0.693 | α13 | −0.014 | β33 | 0.00024 |
| α1 | 0.009 | α23 | 0.005 | β12 | 0.01863 |
| α2 | 0.528 | β0 | 0.0427 | β13 | 0.00192 |
| α3 | −0.008 | β1 | 0.0289 | β23 | −0.00126 |
| α11 | 0.024 | β2 | 0.0329 | yMAX | 0.06 mm |
| apmin | 1 mm | fmin | 0.05 mm/rev | vmin | 200 m/min |
| apmax | 4 mm | fmax | 0.38 mm/rev | vmax | 500 m/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trifunović, M.; Madić, M.; Marinković, D.; Marinković, V. Cutting Parameters Optimization for Minimal Total Operation Time in Turning POM-C Cylindrical Stocks into Parts with Continuous Profile Using a PCD Cutting Tool. Metals 2023, 13, 359. https://doi.org/10.3390/met13020359
Trifunović M, Madić M, Marinković D, Marinković V. Cutting Parameters Optimization for Minimal Total Operation Time in Turning POM-C Cylindrical Stocks into Parts with Continuous Profile Using a PCD Cutting Tool. Metals. 2023; 13(2):359. https://doi.org/10.3390/met13020359
Chicago/Turabian StyleTrifunović, Milan, Miloš Madić, Dragan Marinković, and Velibor Marinković. 2023. "Cutting Parameters Optimization for Minimal Total Operation Time in Turning POM-C Cylindrical Stocks into Parts with Continuous Profile Using a PCD Cutting Tool" Metals 13, no. 2: 359. https://doi.org/10.3390/met13020359
APA StyleTrifunović, M., Madić, M., Marinković, D., & Marinković, V. (2023). Cutting Parameters Optimization for Minimal Total Operation Time in Turning POM-C Cylindrical Stocks into Parts with Continuous Profile Using a PCD Cutting Tool. Metals, 13(2), 359. https://doi.org/10.3390/met13020359