Study on Optimization of Nozzle Angle for Oxygen-Rich Side-Blown Lead Melting Furnace


Abstract
:1. Introduction
2. Model Building
2.1. Geometric Model
- Ignore the flue gas recovery device of the furnace top feeding device and exhaust outlet.
- Due to the complex structure of the oxygen gun, it is simplified to open holes on the wall, which is in order to improve the mesh accuracy and computing efficiency.
- Since the oxygen-rich side-blown furnace is in a symmetrical structure, it has taken a quarter of its structure as the computing domain and divided into grids in order to save computing resources and improve computing efficiency.
2.2. Mathematical Model
2.2.1. VOF Model
- (2)
- Momentum equation
2.2.2. Turbulence Model
3. Physical Parameters, Boundary Conditions and Solution Settings
3.1. Physical Parameters
3.2. Boundary Conditions and Solution Settings
4. Model Validation
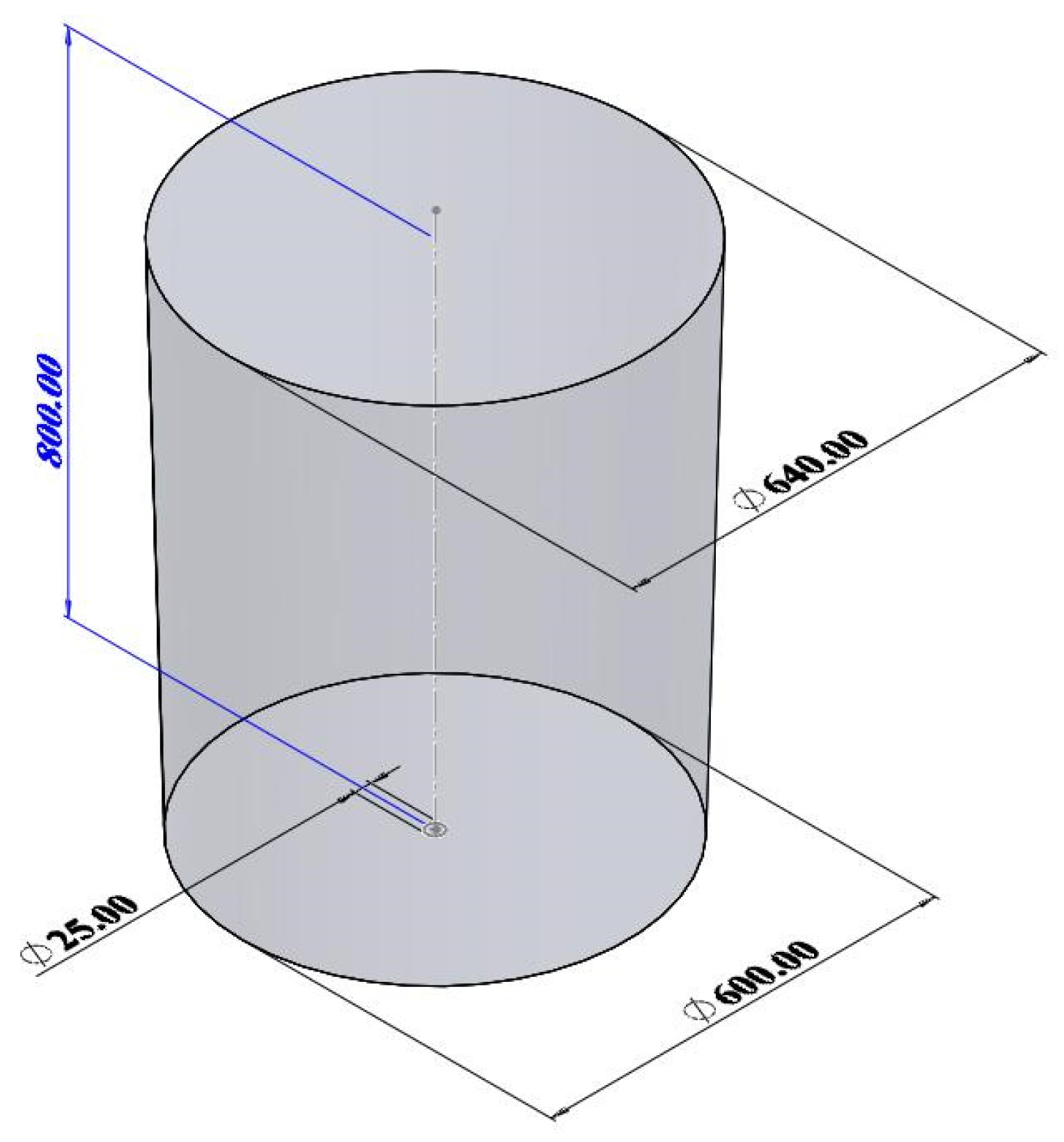
4.1. Geometric Structure and Physical Parameters
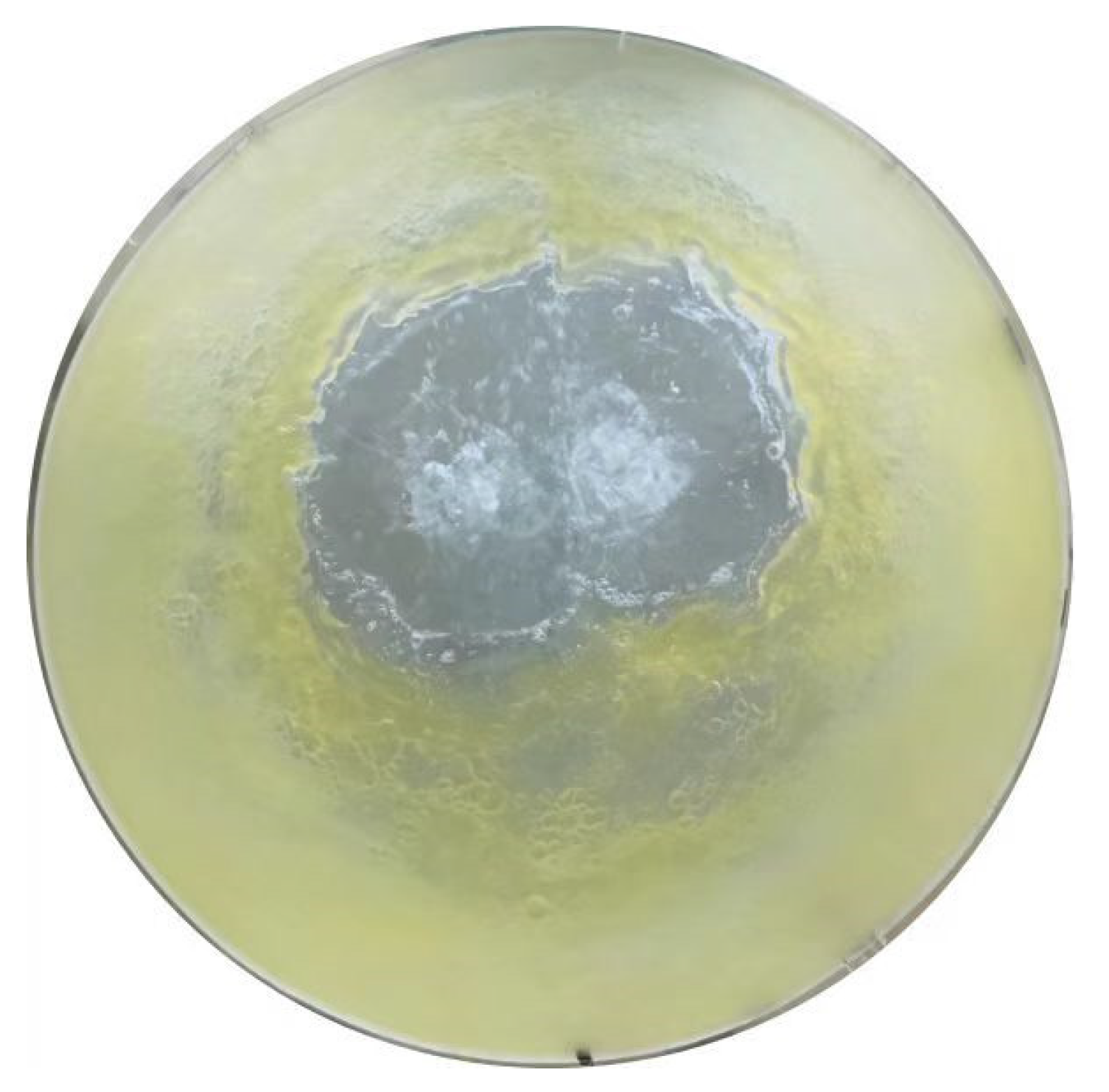
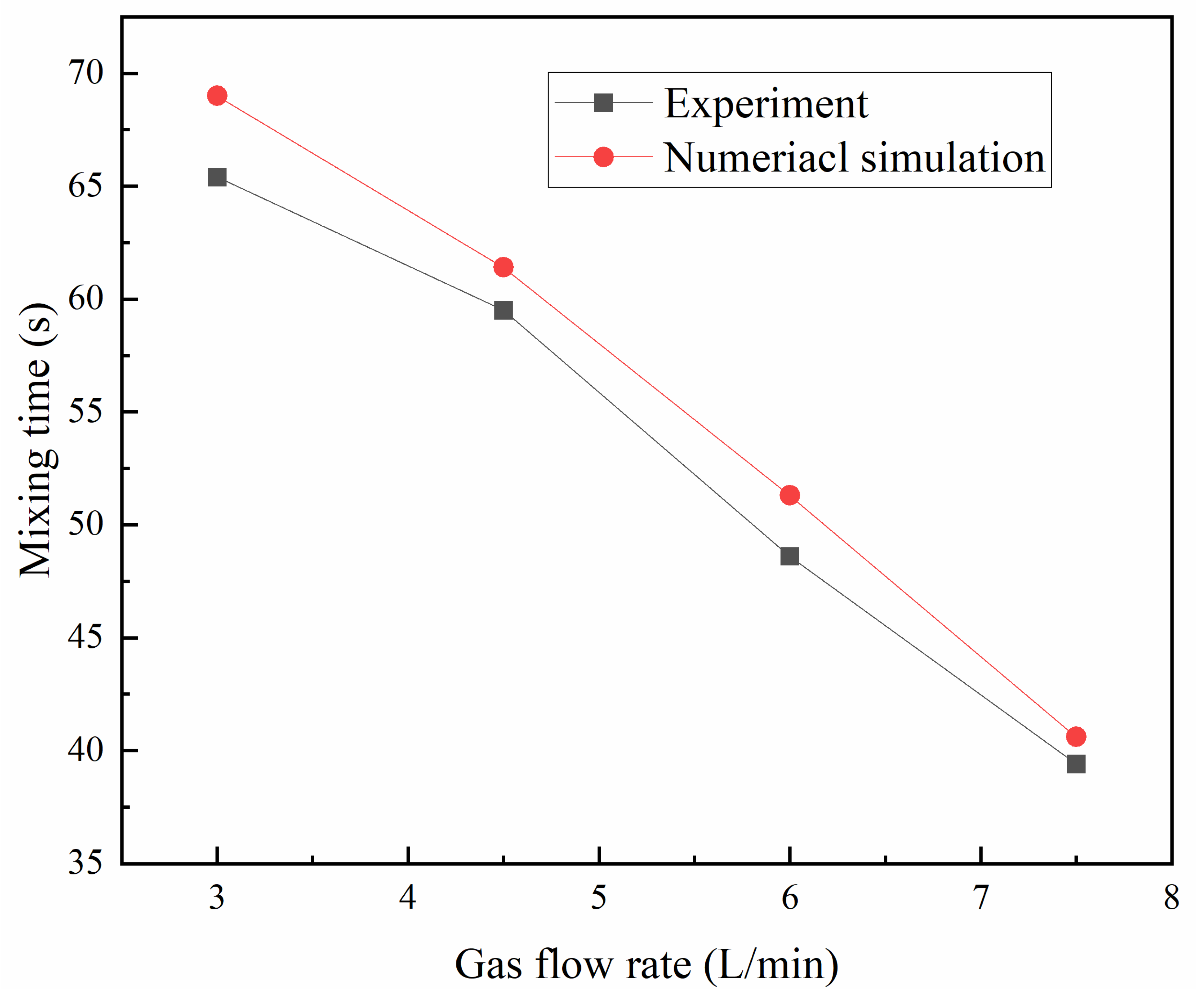
4.2. Component Nephogram and Mixing Time Verification
5. Result Analysis
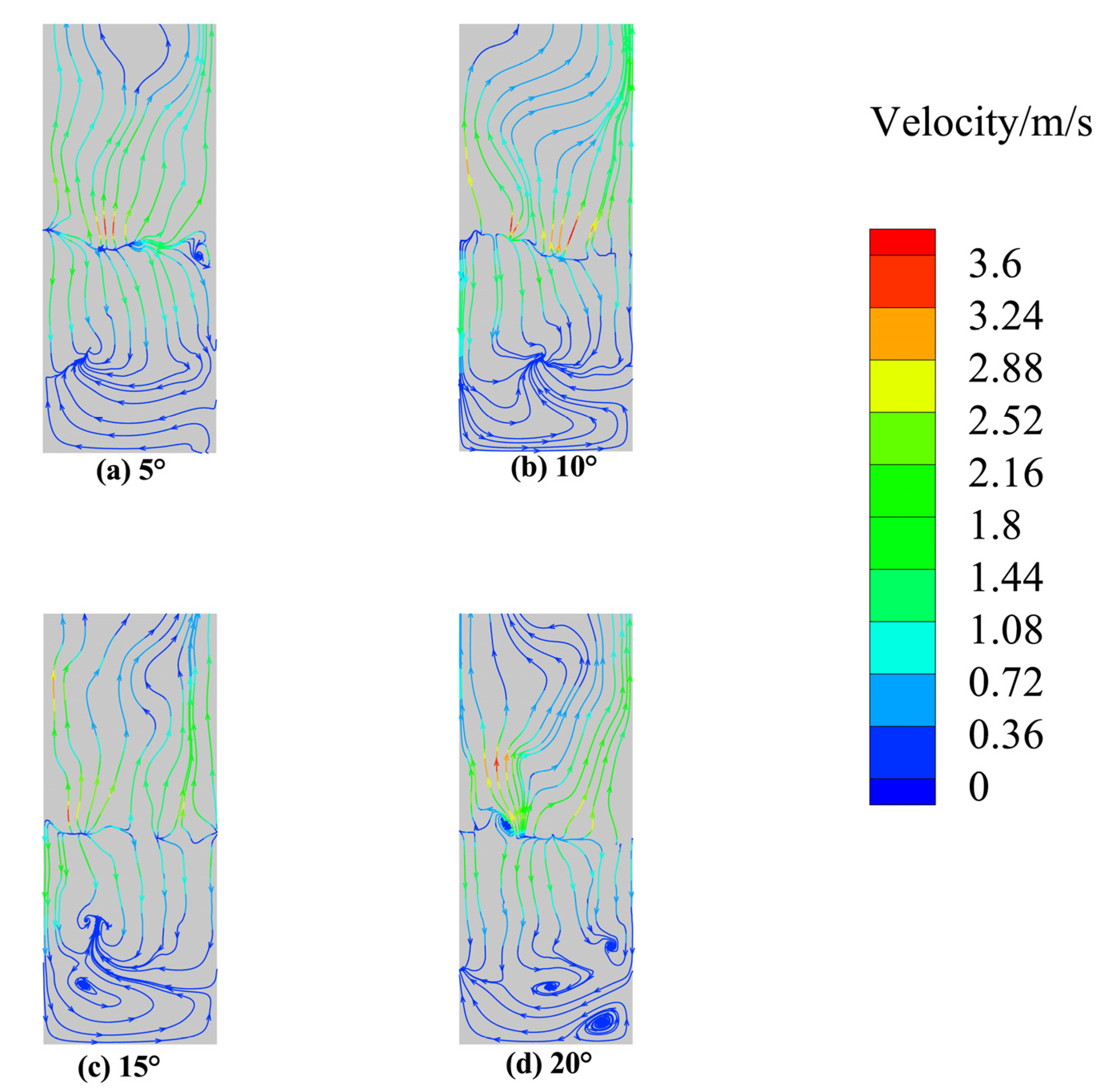
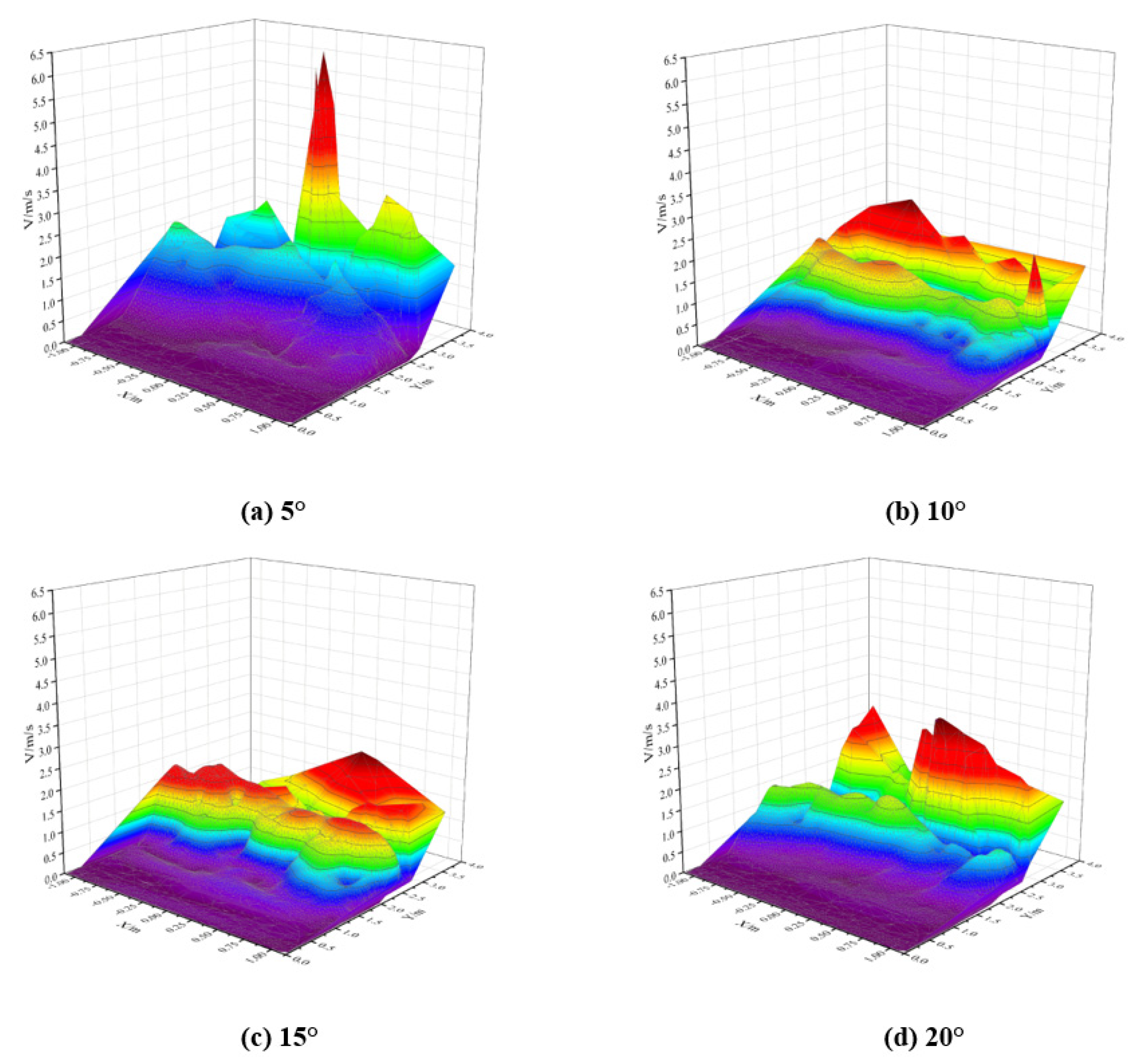
5.1. Flow Field Analysis with Different Angles
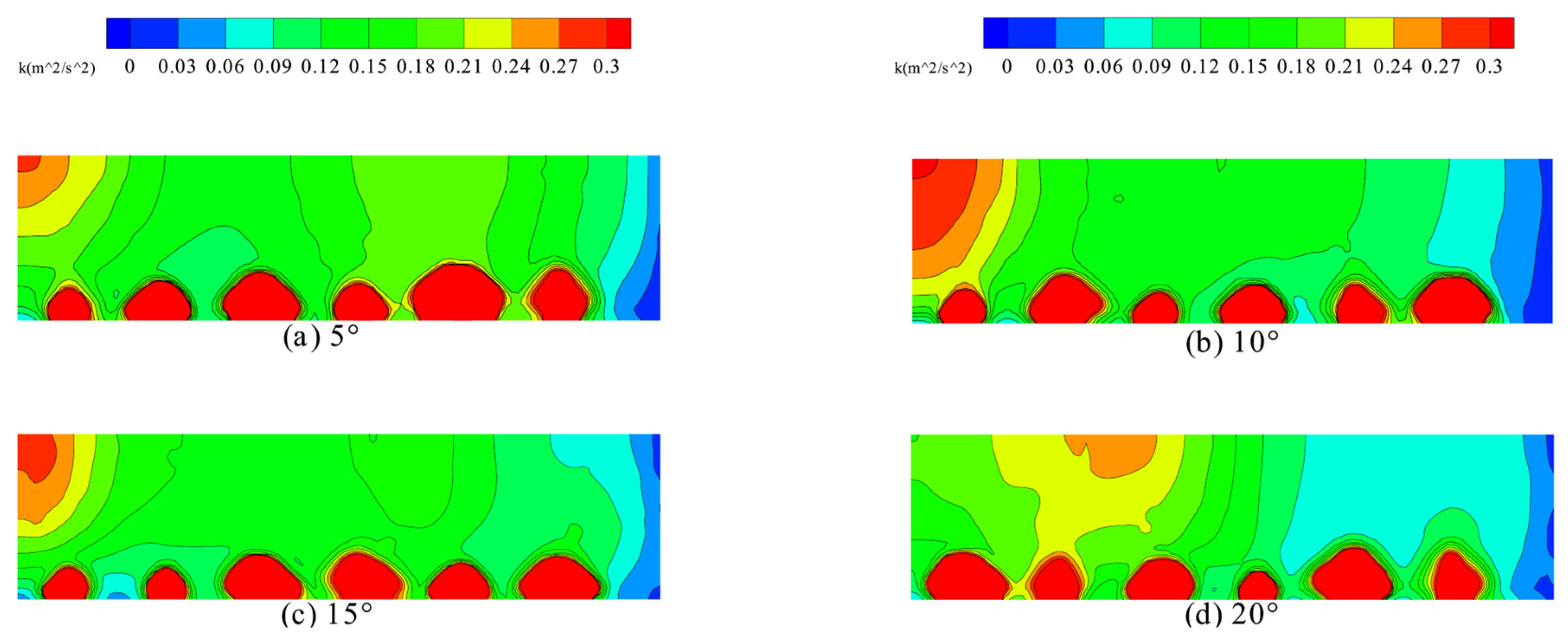
5.2. Analysis of Turbulent Kinetic Energy with Different Dip Angles
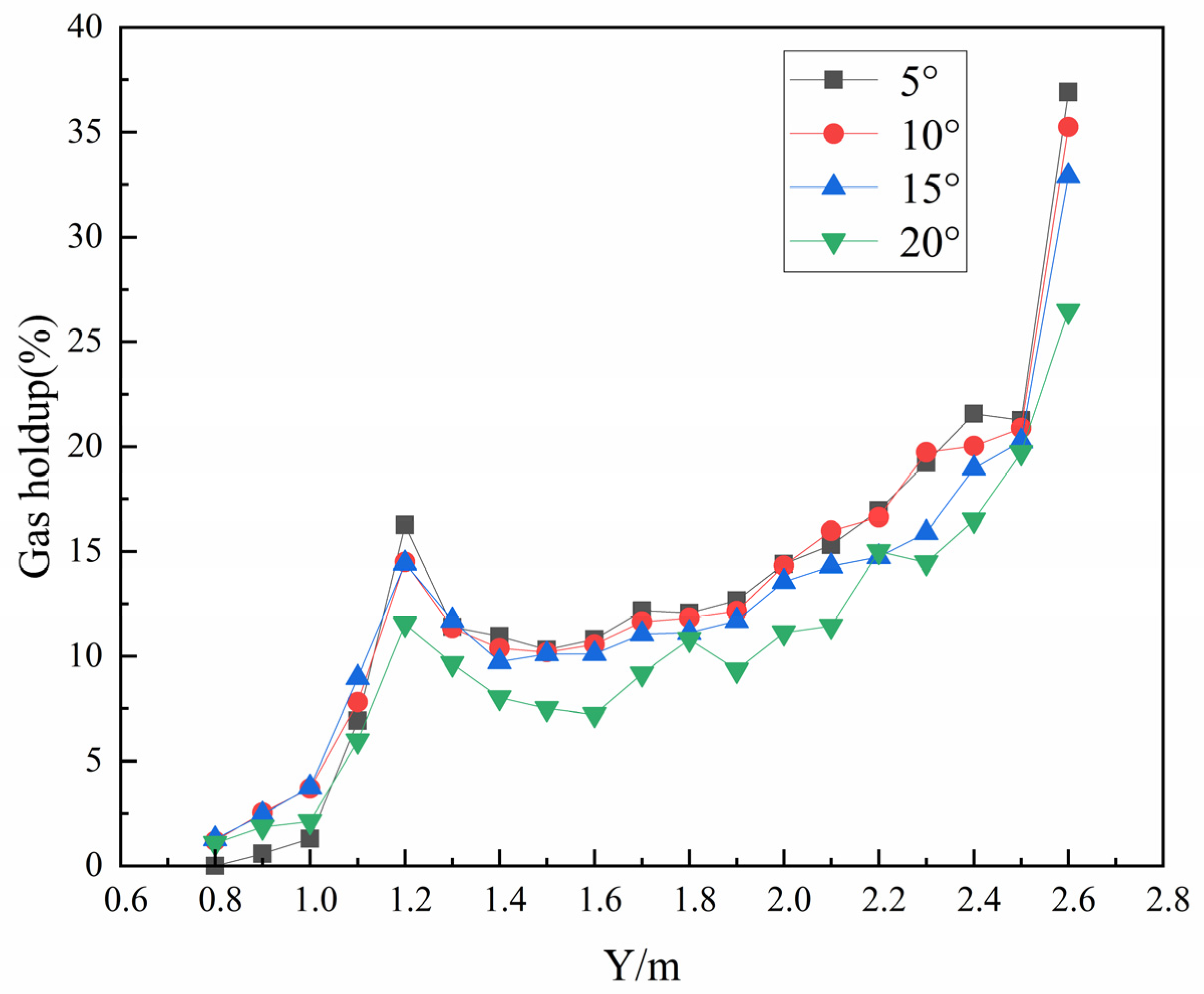
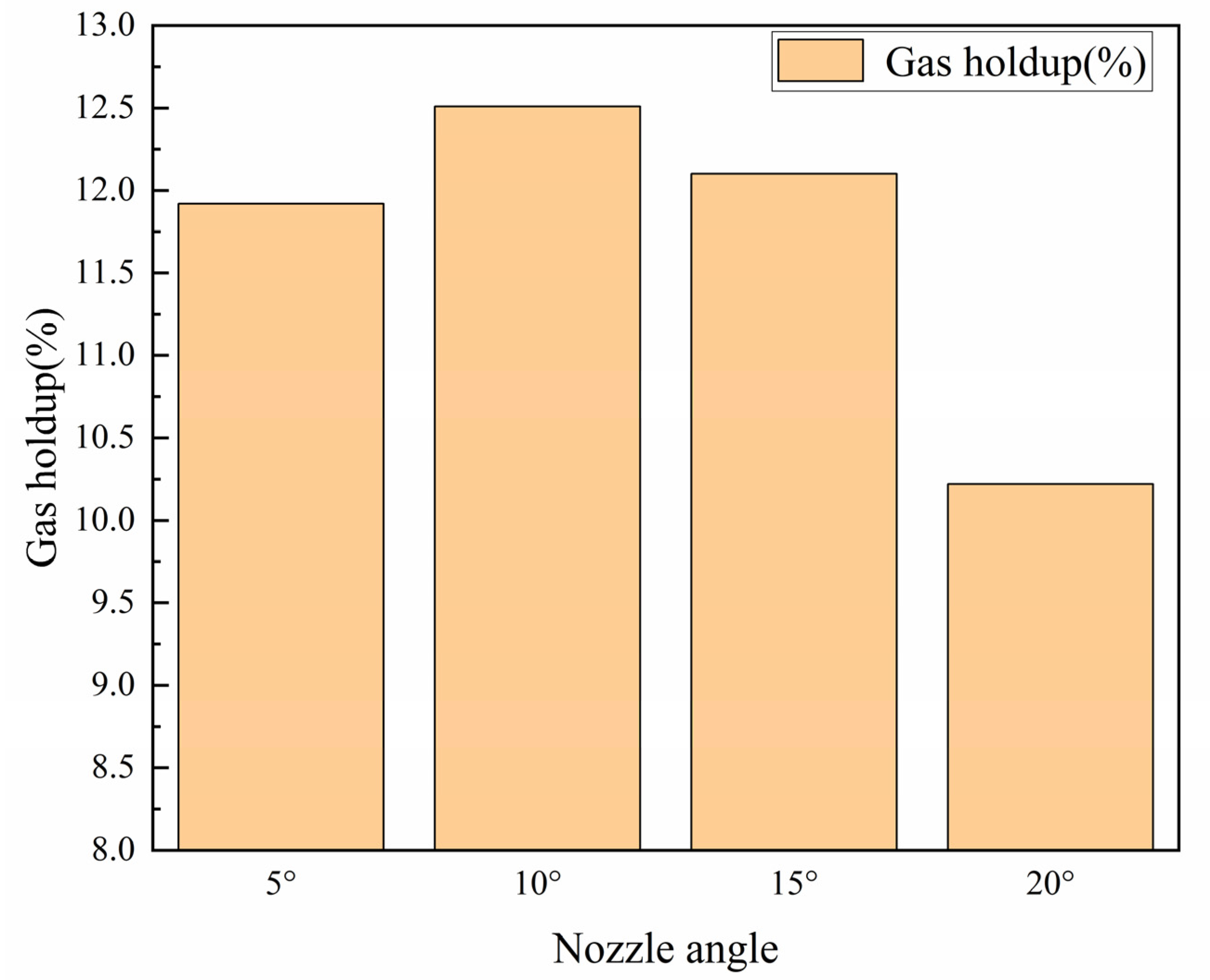
5.3. Gas Holdup Analysis of Different Dip Angles
6. Conclusions
- Through the analysis of the size distribution of turbulent kinetic energy in the section, it is found that under a uniformly distributed oxygen gun arrangement structure, the turbulent kinetic energy in the middle of the furnace is the largest, which is conducive to strengthening the coiling effect of materials, and the middle position above the furnace is the best material inlet.
- Through the analysis of the gas holdup of different sections, it is discovered that the gas holdup near the upper part of the oxygen gun is higher, the gas holdup in the middle of the furnace is higher than that in the near wall area on both sides and that it gradually decreases to both sides.
- Through the comparative analysis of the flow field, turbulent kinetic energy and gas holdup of each section under the different angles of the spray gun, the appropriate angle of the spray gun can improve the gas holdup in the melting zone and strengthen the flow of fluid in the molten pool. It is such a situation that can motivate the full progress of various chemical reactions and reduce the generation of by-products. The optimal angle of the spray gun is between 10° and 15°.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mark, P.; Schwarz, M.P. Flow simulation of the hismelt process. In Proceedings of the Third International Conference on CFD in the Minerals and Process Industries CSIRO, Melbourne, Australia, 10–12 December 2003; pp. 305–312. [Google Scholar]
- Davis, M.; Pericleous, K.; Cross, M.; Schwarz, P. Mathematical modeling tools for the optimization of direct smelting processes. Appl. Math. Model. 1998, 22, 921–940. [Google Scholar] [CrossRef]
- Nazmul, H.; Naser, J.; Brooks, G.; Reuter, M.A.; Matusewicz, R.W. A Computational fluid dynamic modeling study of slag fuming in top submerged lance smelting furnace. In Proceedings of the World Congress on Engineering, London, UK, 30 June–2 July 2010; pp. 39–44. [Google Scholar]
- Valencia, A.; Rosales, M.; Paredes, R.; Leon, C.; Moyano, A. Numerical and experimental investigation of the fluid dynamics in a Teniente type copper converter. Int. Commun. Heat Mass Transf. 2006, 33, 302–310. [Google Scholar] [CrossRef]
- Valencia, A.; Paredes, R.; Rosales, M.; Godoy, E.; Ortega, J. Fluid dynamics of submerged gas injection into liquid in a model of copper converter. Int. Commun. Heat Mass Transf. 2004, 31, 21–30. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, Q.; Yang, Y.; Yu, X.; Duan, Y.; Li, J.; Wang, Y.; Wang, S. Study on Characteristics and Effect of Bottom Blowing Lance Structure on Stirring of Molten Bath. Nonferrous Met. (Extr. Metall.) 2020, 86–93. [Google Scholar]
- Dongbo, D.L.; Dong, Z.; Yao, X. Research of Gas–Liquid Multiphase Flowin Oxygen-Enriched Bottom Blowing Copper Smelting Furnace. In 11th International Symposium on High-Temperature Metallurgical Processing; Minerals, Metals and Materials Series; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 975–986. [Google Scholar]
- Cai, K.; Wang, X.; Ouyang, D.; Li, M. Water model experiment and numerical simulation analysis of liquid-phase fluid stirred by top blowing. J. Wuhan Univ. Sci. Technol. 2018, 41, 212–218. [Google Scholar]
- Chen, Z.; Zhou, P.; Li, P.; Xiao, G.; Yan, H.; Wei, W. Numerical simulation and structural optimization of solid-liquid two-phase flow in mechanically stirred zinc leaching tank. Chin. J. Nonferrous Met. 2012, 22, 1835–1841. [Google Scholar]
- Zhang, Z.; Chen, Z.; Yan, H.; Liu, F.; Liu, L.; Cui, Z. Numerical simulation of gas-liquid two-phase flow in oxygen-enriched bottom blowing smelting furnace. Chin. J. Nonferrous Met. 2012, 22, 1826–1834. [Google Scholar]
- Yan, H.; Xia, T.; Liu, L.; He, Q.; He, Z.; Li, Q. Numerical Simulation and Structure Optimization of Gas-liquid Two-phase Flow in High Lead Slag Reduction Furnace. Chin. J. Nonferrous Met. 2014, 24, 2642–2651. [Google Scholar]
- Gao, W.; Zhang, Q.; Zhang, Z.; Li, J. CFD simulation based on gas-liquid two-phase hydrodynamics in hydrometallurgy process. Nonferrous Met. (Extr. Metall.) 2021, 7–19. [Google Scholar]
- Yu, Y.; Wen, Z.; Liu, X.; Su, F.; Lan, H.; Hao, X. Simulation and experimental study on the influence of nozzle structure on the flow field of bottom blowing copper furnace. J. Cent. South Univ. (Nat. Sci. Ed.) 2014, 45, 4129–4137. [Google Scholar]
- Zhan, S.; Lai, Z.; Xiao, Z. Stirring phenomenon in side-blown metal bath. J. Cent. South Univ. Technol. Nat. Sci. Ed. 2003, 34, 148–151. [Google Scholar]
- Shao, P.; Zhang, Y.; Liu, Y.; Wang, D. Mathematical simulation of gas-liquid flow in a bottom-blown matte converting furnace. J. Northeast Univ. (Nat. Sci. Ed.) 2012, 33, 1303–1306. [Google Scholar]
- Zhang, H.; Tang, Z.; Chen, Y. umerical simulation of multiphase flow in bottom-blowing furnace for lead smelting. Zhongguo Youse Jinshu Xuebao/Chin. J. Nonferrous Met. 2017, 27, 637–647. [Google Scholar]
- Fu, D.; Chen, Y.; Zhao, Y. CFD modeling of multiphase reacting flow in blast furnace shaft with layered burden. Appl. Therm. Eng. 2014, 66, 298–308. [Google Scholar] [CrossRef]
- Shi, Y.; Gao, J.; Zheng, F.; Du, J. Instantaneous thermal simulation for blast furnace with pulverized coal injection. In Proceedings of the ICMREE 2013 Proceedings: 2013 International Conference on Materials for Renewable Energy and Environment, Chengdu, China, 19–21 August 2013; Volume 3, pp. 868–871. [Google Scholar]
- Zou, Q.; Hu, J.; Yang, S.; Wang, H.; Deng, G. Investigation of the Splashing Characteristics of Lead Slag in Side-Blown Bath Melting Process. Energies 2023, 16, 1007. [Google Scholar] [CrossRef]
- Chang, S.-L.; Golchert, B.; Zhou, C. Computer modeling of glass furnace flow and heat transfer. Ceram. Trans. 2004, 141, 399–411. [Google Scholar]
- Zhou, Y.; Hong, W.; Sun, B. Multiphase Fluid Mechanics Theory and Its Application; Science Press: Beijing, China, 2008. [Google Scholar]
- Pan, L.; Wang, Q.; He, Z. Practical Numerical Simulation of Multiphase Flow: ANSYS Fluent Multiphase Flow Model and Its Engineering Application; Science Press: Beijing, China, 2020. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Lead bullion density/(kg·m−3) | 9345 |
| Lead bullion viscosity/(kg·m−1·s−1) | 0.101 |
| slag density/(kg·m−3) | 3272 |
| slag viscosity/(kg·m−1·s−1) | 0.3189 |
| Gas density/(kg·m−3) | 1.228 |
| Gas viscosity/(kg·m−1·s−1) | 1.982 × 10−5 |
| Item | Value |
|---|---|
| Bottom diameter (mm) | 640 |
| Top diameter (mm) | 600 |
| Water depth (mm) | 500 |
| Oil depth (mm) | 30 |
| Nozzle diameter | 25 |
| Item | Value |
|---|---|
| Water density/(kg·m−3) | 1000 |
| Water viscosity/(kg·m−1·s−1) | 0.001 |
| Oil density/(kg·m−3) | 910 |
| Oil viscosity/(kg·m−1·s−1) | 0.059 |
| Gas density/(kg·m−3) | 1.138 |
| Gas viscosity/(kg·m−1·s−1) | 1.664 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Z.; Wang, X.; Qin, Q.; Yi, Z.; Chen, R.; Tang, H. Study on Optimization of Nozzle Angle for Oxygen-Rich Side-Blown Lead Melting Furnace. Metals 2023, 13, 574. https://doi.org/10.3390/met13030574
Jiang Z, Wang X, Qin Q, Yi Z, Chen R, Tang H. Study on Optimization of Nozzle Angle for Oxygen-Rich Side-Blown Lead Melting Furnace. Metals. 2023; 13(3):574. https://doi.org/10.3390/met13030574
Chicago/Turabian StyleJiang, Zhiwei, Xu Wang, Qingwei Qin, Zhengming Yi, Rongsheng Chen, and Haibo Tang. 2023. "Study on Optimization of Nozzle Angle for Oxygen-Rich Side-Blown Lead Melting Furnace" Metals 13, no. 3: 574. https://doi.org/10.3390/met13030574
APA StyleJiang, Z., Wang, X., Qin, Q., Yi, Z., Chen, R., & Tang, H. (2023). Study on Optimization of Nozzle Angle for Oxygen-Rich Side-Blown Lead Melting Furnace. Metals, 13(3), 574. https://doi.org/10.3390/met13030574