
Effect of Lean Alloyed Al and Ca on the Texture Development of Cold Rolled Mg Sheets

Abstract
:1. Introduction
2. Experimental Methods
3. Results
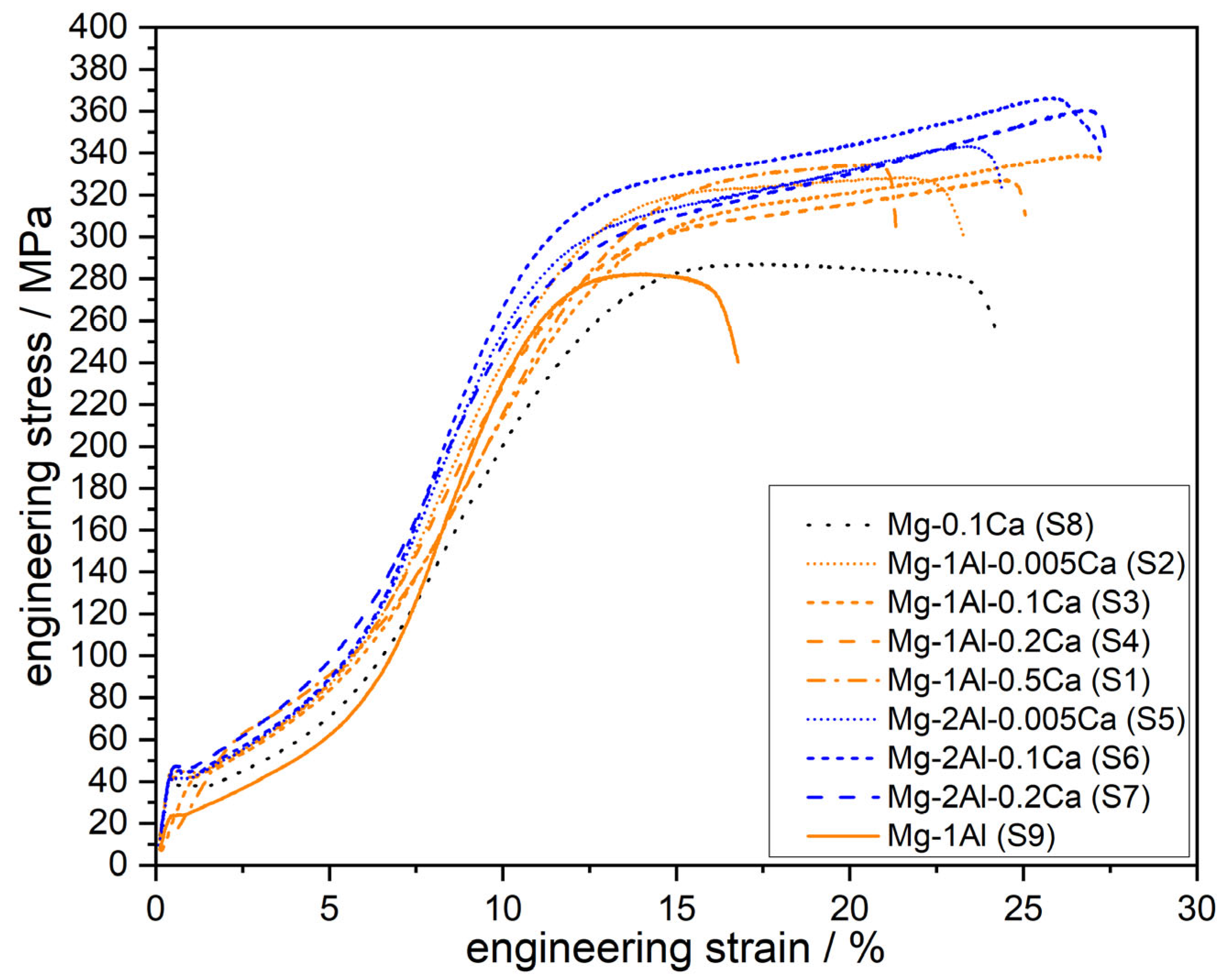
3.1. Mechanical Properties and Cold Rolling
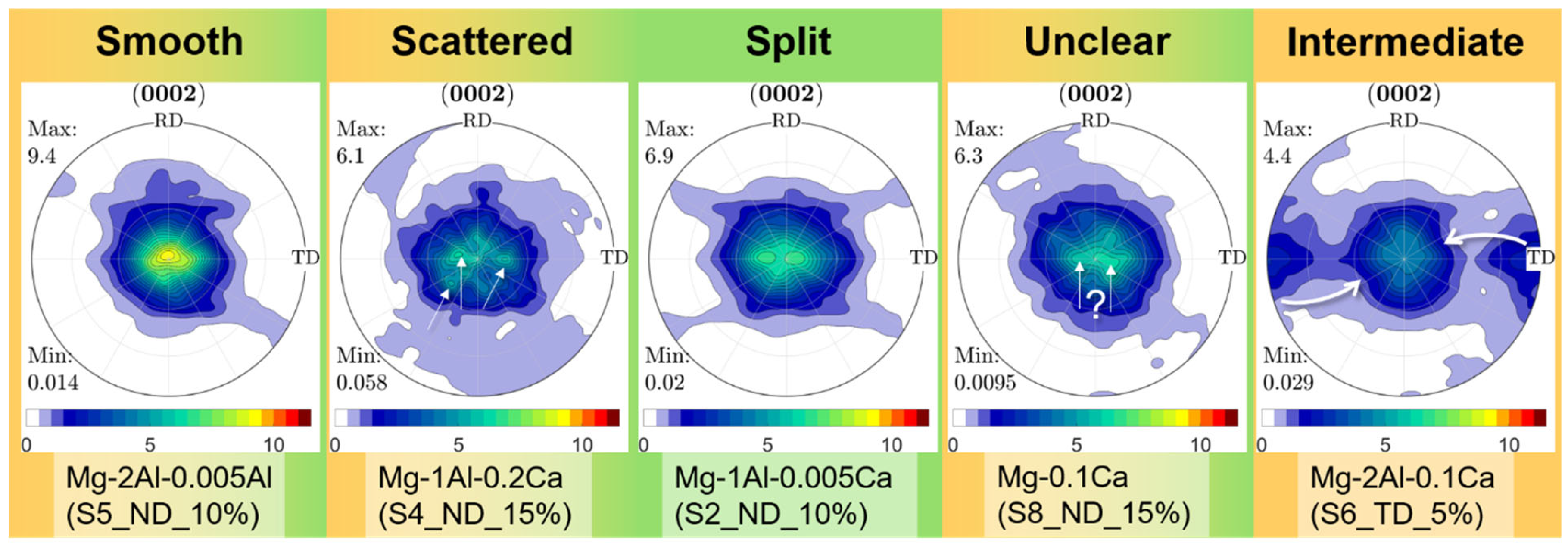
3.2. Texture Development—Pole Figure Types
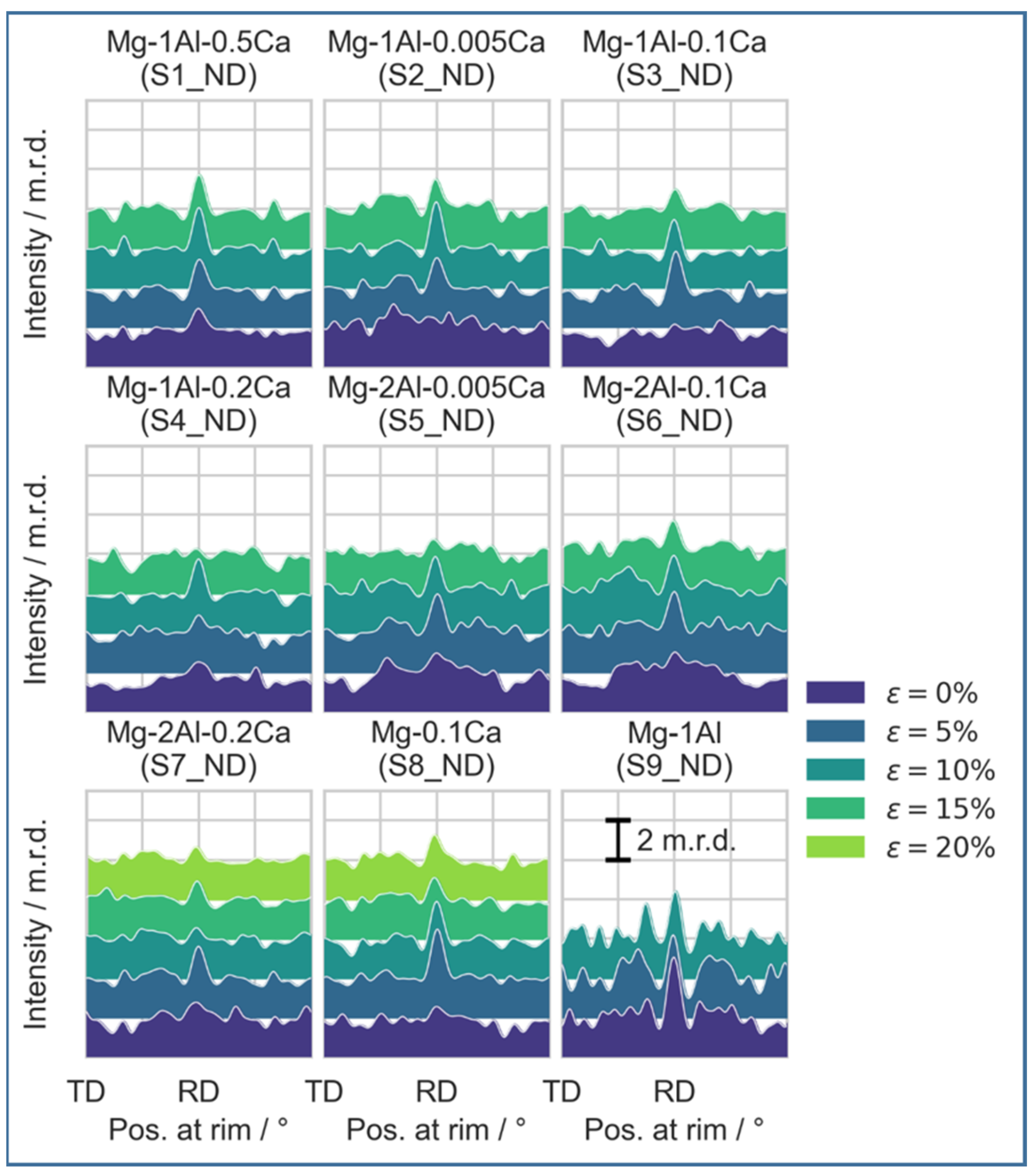
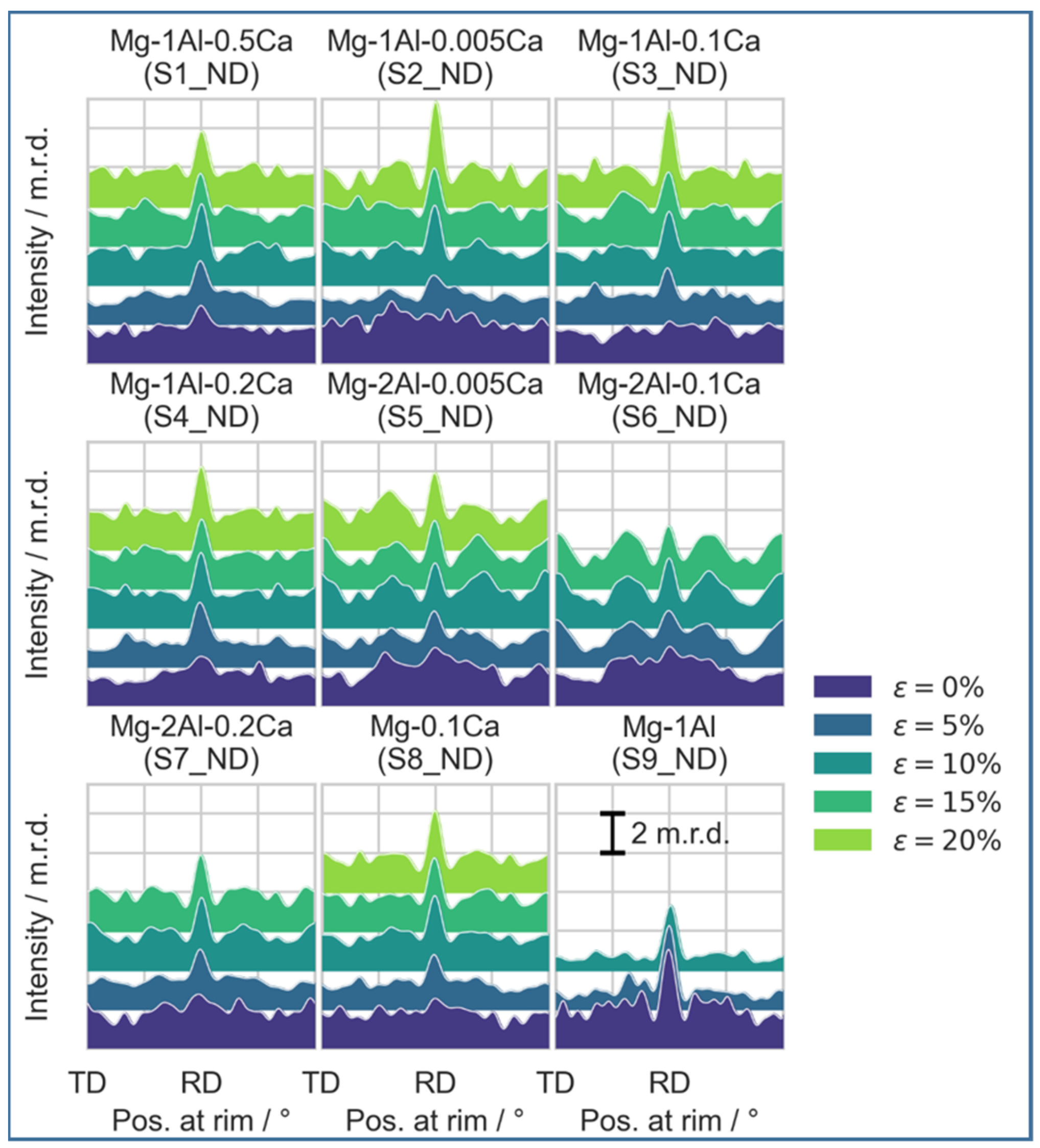
3.3. Texture Development—ND Samples
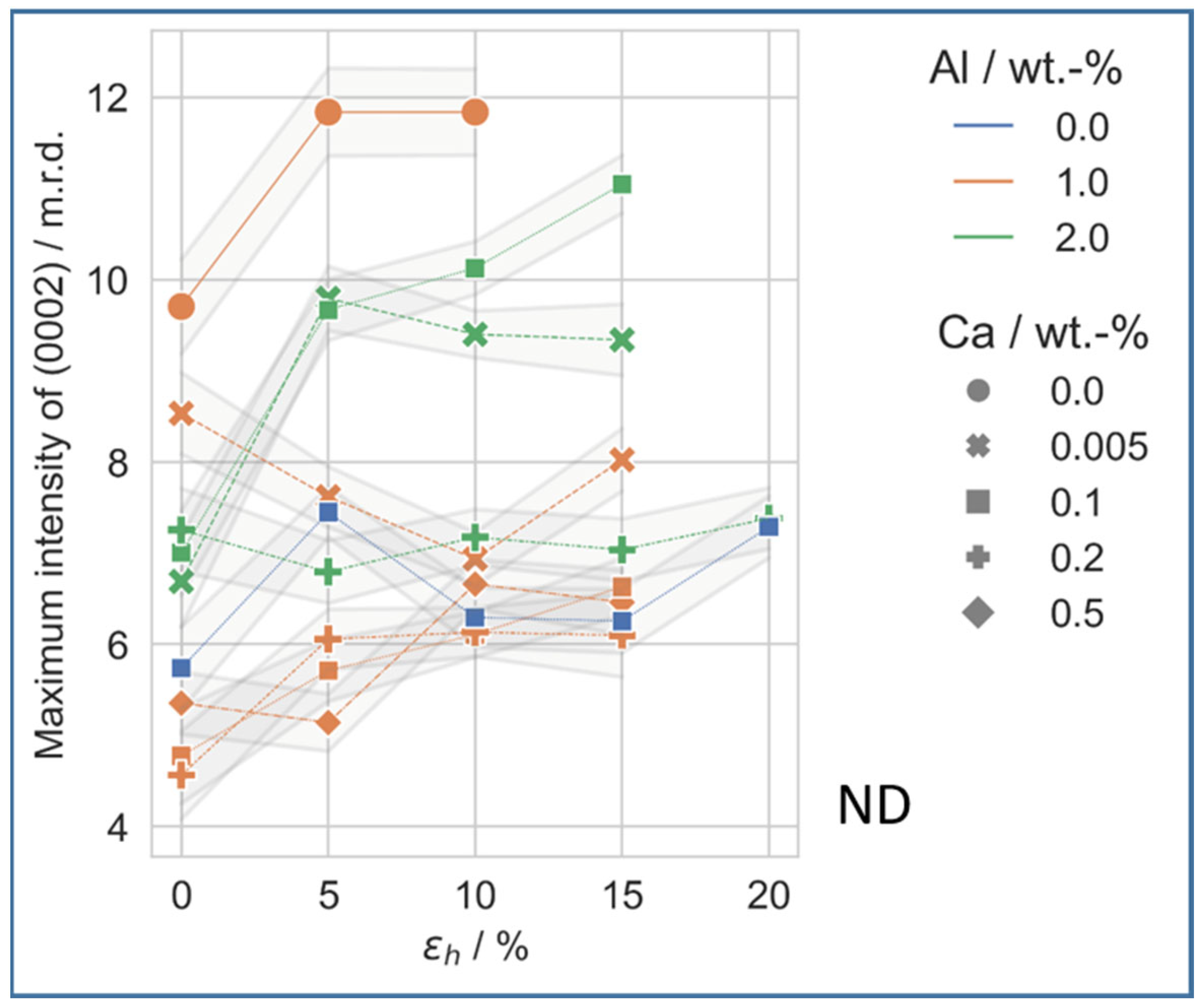
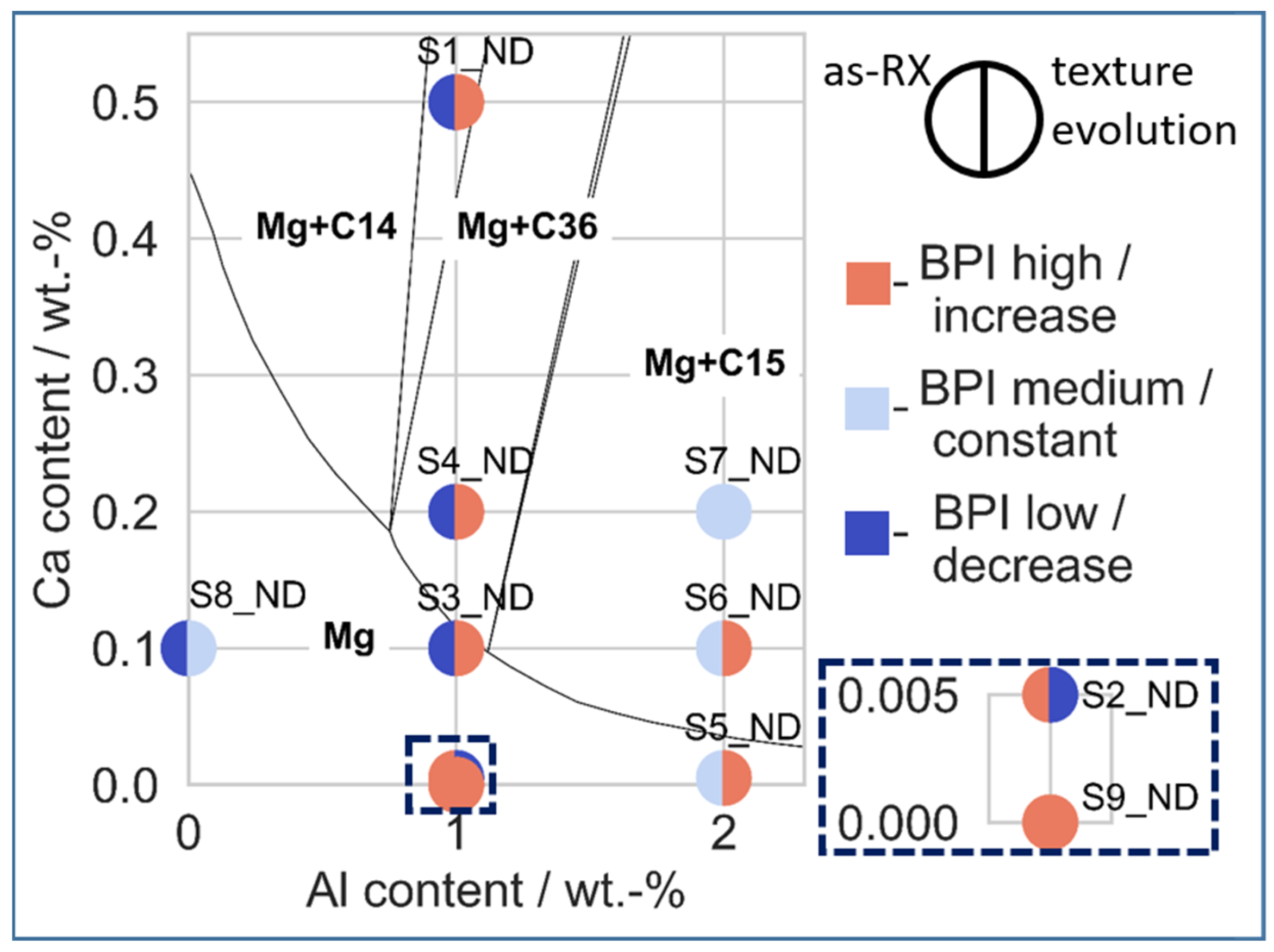
3.3.1. Development of the Basal Peak Intensity
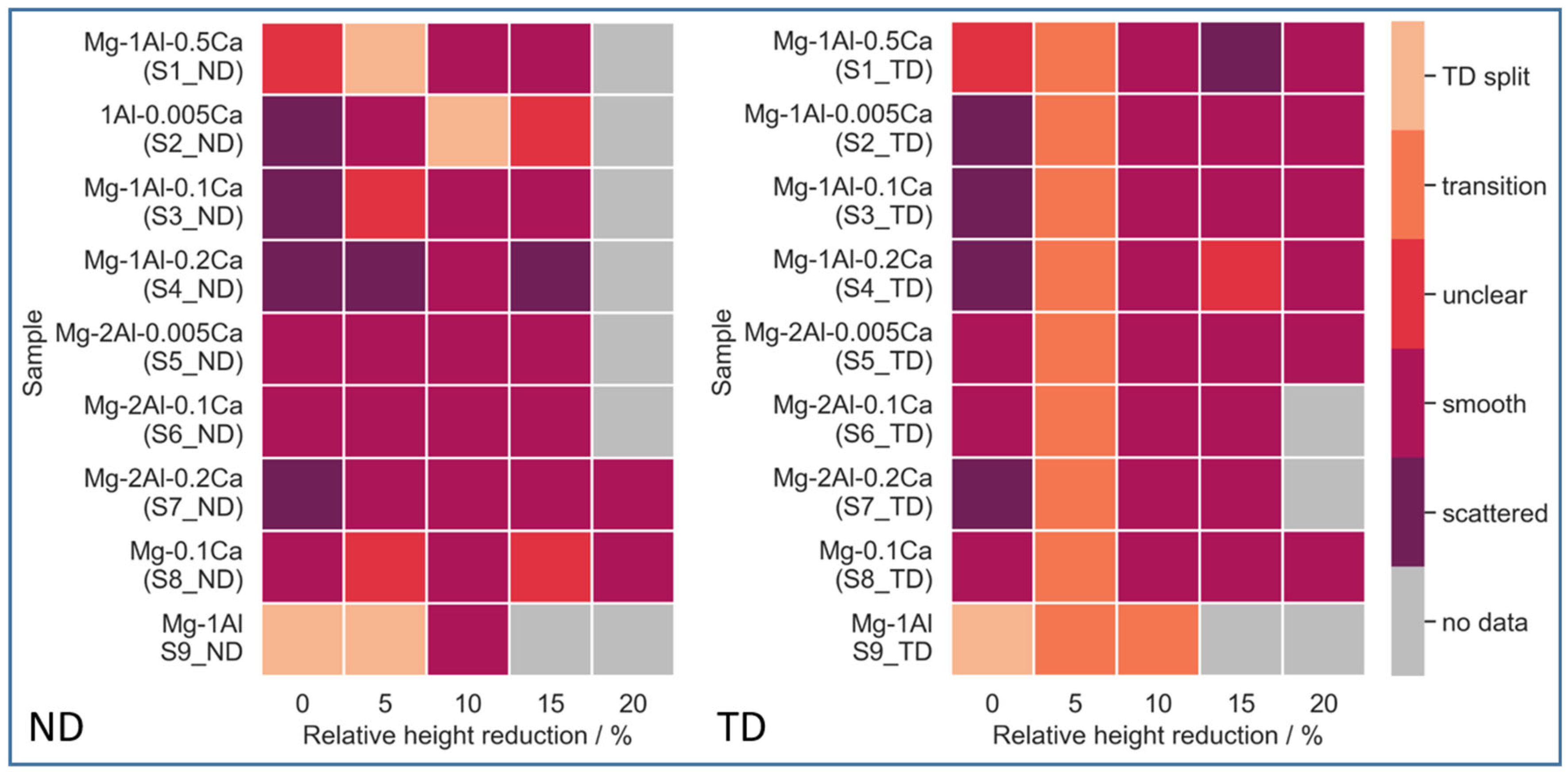
3.3.2. Development of the Peak Shape
3.3.3. Development of the Prevalent Components
3.4. Texture Development—TD Samples
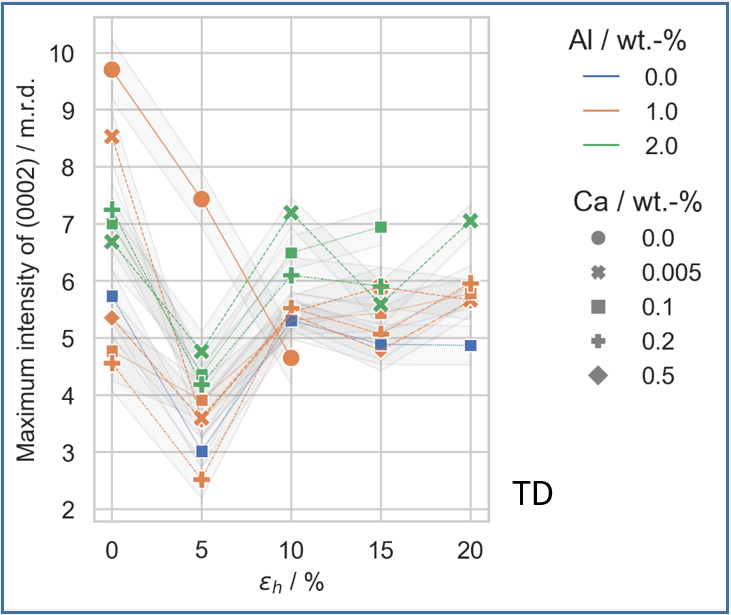
3.4.1. Development of the Basal Peak Intensity
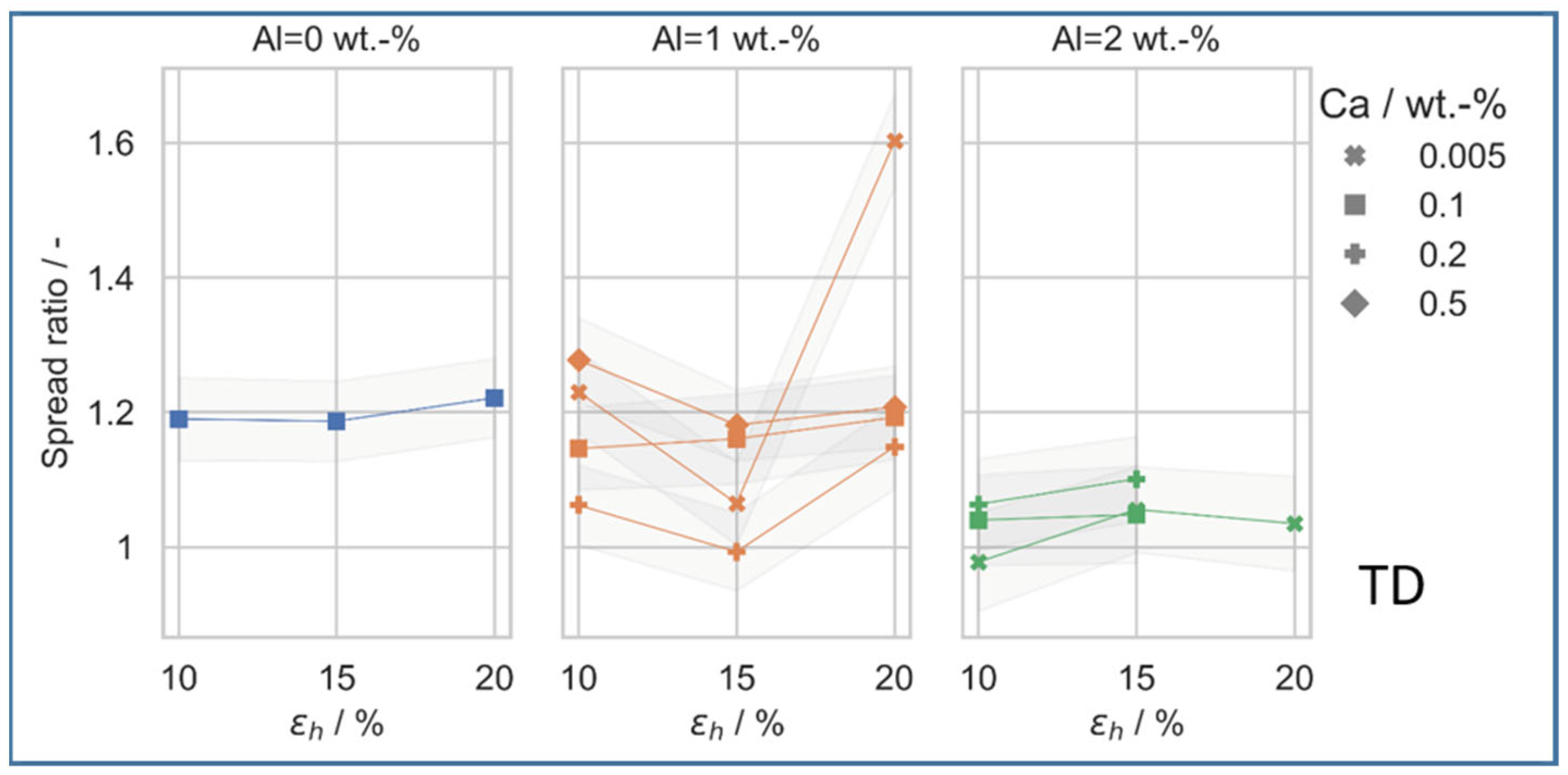
3.4.2. Development of the Peak Shape
3.4.3. Development of the Prevalent Components
4. Discussion
4.1. Mechanical Properties and Deformation under Cold Rolling Conditions
4.2. Sources of Error
4.3. Texture Development—ND Samples
4.4. Texture Development—TD-Samples
5. Conclusions
- -
- All the investigated alloys showed a high degree of deformation compared to pure Mg during compression testing and cold rolling.
- -
- The initial as-RX textures were weak for all the alloys compared to pure Mg.
- -
- The cold rolling of the basal oriented samples (with the initial sheet in the normal direction) led to a gradual increase in the basal peak intensity, except for the Mg-1Al-0.005Ca, which showed a slight decrease until a height reduction of 10% was reached, followed by an increase.
- -
- For the off-basal oriented samples (with the initial sheet in the transverse direction) the cold rolling resulted in a reorientation of the basal peak accompanied by a drop in basal peak intensity at a height reduction of 5%. At a height reduction of 10%, the reorientation was complete, and the basal peak intensity had similar levels to the initial texture strength. No further increase in the basal peak intensity was observed. The Mg-1Al did not show this reorientation, probably due to premature failure. Overall, the TD samples exhibited weaker basal peaks than the ND samples.
- -
- The basal peak intensities of the initial and the cold rolling textures were dependent on both the Ca and the Al content. While increasing amounts of Al led to stronger basal peak intensities, the addition of Ca weakened the basal texture’s intensity. It is proposed that the solubility of Ca is closely related to the texture formation. An increasing amount of Al lowers the solubility of Ca, which leads to an increase in basal peak intensity. Higher Ca addition again leads to weaker basal peak intensity, and might be used to overcome of this effect.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nie, J.F.; Shin, K.S.; Zeng, Z.R. Microstructure, Deformation, and Property of Wrought Magnesium Alloys. Metall. Mater. Trans. A 2020, 51, 6045–6109. [Google Scholar] [CrossRef]
- Partridge, P.G. The crystallography and deformation modes of hexagonal close-packed metals. Metall. Rev. 1967, 12, 169–194. [Google Scholar] [CrossRef]
- Yoo, M.H.; Wei, C.T. Slip Modes of Hexagonal-Close-Packed Metals. J. Appl. Phys. 1967, 38, 4317–4322. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, Ö. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Cheng, R.; Li, M.; Du, S.; Pan, H.; Liu, Y.; Gao, M.; Zhang, X.; Huang, Q.; Yang, C.; Ma, L.; et al. Effects of single-pass large-strain rolling on microstructure and mechanical properties of Mg-Al-Ca alloy sheet. Mater. Sci. Eng. A 2020, 786, 139332. [Google Scholar] [CrossRef]
- Pan, H.; Yang, C.; Yang, Y.; Dai, Y.; Zhou, D.; Chai, L.; Huang, Q.; Yang, Q.; Liu, S.; Ren, Y.; et al. Ultra-fine grain size and exceptionally high strength in dilute Mg–Ca alloys achieved by conventional one-step extrusion. Mater. Lett. 2019, 237, 65–68. [Google Scholar] [CrossRef]
- Biswas, S.; Kim, D.-I.; Suwas, S. Asymmetric and symmetric rolling of magnesium: Evolution of microstructure, texture and mechanical properties. Mater. Sci. Eng. A 2012, 550, 19–30. [Google Scholar] [CrossRef]
- Chen, T.; Chen, Z.; Yi, L.; Xiong, J.; Liu, C. Effects of texture on anisotropy of mechanical properties in annealed Mg–0.6%Zr–1.0%Cd sheets by unidirectional and cross rolling. Mater. Sci. Eng. A 2014, 615, 324–330. [Google Scholar] [CrossRef]
- Chino, Y.; Sassa, K.; Kamiya, A.; Mabuchi, M. Enhanced formability at elevated temperature of a cross-rolled magnesium alloy sheet. Mater. Sci. Eng. A 2006, 441, 349–356. [Google Scholar] [CrossRef]
- Agnew, S.R.; Horton, J.A.; Lillo, T.M.; Brown, D.W. Enhanced ductility in strongly textured magnesium produced by equal channel angular processing. Scr. Mater. 2004, 50, 377–381. [Google Scholar] [CrossRef]
- Jeong, Y.S.; Kim, W.J. Enhancement of mechanical properties and corrosion resistance of Mg–Ca alloys through microstructural refinement by indirect extrusion. Corros. Sci. 2014, 82, 392–403. [Google Scholar] [CrossRef]
- Motoyama, T.; Watanabe, H.; Ikeo, N.; Mukai, T. Mechanical and damping properties of equal channel angular extrusion-processed Mg–Ca alloys. Mater. Lett. 2017, 201, 144–147. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Al-Samman, T.; Inal, K.A.; El Kadiri, H. A review on the effect of rare-earth elements on texture evolution during processing of magnesium alloys. J. Mater. Sci. 2016, 52, 1–29. [Google Scholar] [CrossRef]
- Al-Samman, T.; Li, X. Sheet texture modification in magnesium-based alloys by selective rare earth alloying. Mater. Sci. Eng. A 2011, 528, 3809–3822. [Google Scholar] [CrossRef]
- Bohlen, J.; Nürnberg, M.R.; Senn, J.W.; Letzig, D.; Agnew, S.R. The texture and anisotropy of magnesium–zinc–rare earth alloy sheets. Acta Mater. 2007, 55, 2101–2112. [Google Scholar] [CrossRef] [Green Version]
- Stanford, N.; Barnett, M. Effect of composition on the texture and deformation behaviour of wrought Mg alloys. Scr. Mater. 2008, 58, 179–182. [Google Scholar] [CrossRef]
- Stanford, N. Micro-alloying Mg with Y, Ce, Gd and La for texture modification—A comparative study. Mater. Sci. Eng. A 2010, 527, 2669–2677. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Zaefferer, S.; Schestakow, I.; Yi, S.; Gonzalez-Martinez, R. On the role of non-basal deformation mechanisms for the ductility of Mg and Mg–Y alloys. Acta Mater. 2011, 59, 429–439. [Google Scholar] [CrossRef] [Green Version]
- Ha, C.W.; Bohlen, J.; Zhou, X.H.; Brokmeier, H.G.; Kainer, K.U.; Schell, N.; Letzig, D.; Yi, S.B. Texture development and dislocation activities in Mg-Nd and Mg-Ca alloy sheets. Mater. Charact. 2021, 175, 111044. [Google Scholar] [CrossRef]
- Hadorn, J.P.; Mulay, R.P.; Hantzsche, K.; Yi, S.; Bohlen, J.; Letzig, D.; Agnew, S.R. Texture Weakening Effects in Ce-Containing Mg Alloys. Metall. Mater. Trans. A 2013, 44, 1566–1576. [Google Scholar] [CrossRef]
- Pei, Z.; Friák, M.; Sandlöbes, S.; Nazarov, R.; Svendsen, B.; Raabe, D.; Neugebauer, J. Rapid theory-guided prototyping of ductile Mg alloys: From binary to multi-component materials. New J. Phys. 2015, 17, 093009. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Friák, M.; Korte-Kerzel, S.; Pei, Z.; Neugebauer, J.; Raabe, D. A rare-earth free magnesium alloy with improved intrinsic ductility. Sci. Rep. 2017, 7, 10458. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Griffiths, D. Explaining texture weakening and improved formability in magnesium rare earth alloys. Mater. Sci. Technol. 2015, 31, 10–24. [Google Scholar] [CrossRef]
- Jo, S.; Letzig, D.; Yi, S. Effect of Al Content on Texture Evolution and Recrystallization Behavior of Non-Flammable Magnesium Sheet Alloys. Metals 2021, 11, 468. [Google Scholar] [CrossRef]
- Nandy, S.; Tsai, S.P.; Stephenson, L.; Raabe, D.; Zaefferer, S. The role of Ca, Al and Zn on room temperature ductility and grain boundary cohesion of magnesium. J. Magnes. Alloys 2021, 9, 1521–1536. [Google Scholar] [CrossRef]
- Delis, W.J.; Huckfeldt, P.C.; Hallstedt, B.; Sun, P.L.; Raabe, D.; Korte-Kerzel, S.; Sandlöbes-Haut, S. Understanding the Role of Al and Ca on the Ductility of Mg-Al-Ca Alloys. 2023. Available online: https://papers.ssrn.com/sol3/papers.cfm?abstract_id=4358733 (accessed on 9 March 2023).
- Atik, K.; Efe, M. Twinning-induced shear banding and its control in rolling of magnesium. Mater. Sci. Eng. A 2018, 725, 267–273. [Google Scholar] [CrossRef]
- Chun, Y.B.; Davies, C.H.J. Texture effects on development of shear bands in rolled AZ31 alloy. Mater. Sci. Eng. A 2012, 556, 253–259. [Google Scholar] [CrossRef]
- Lee, S.W.; Han, G.; Jun, T.S.; Park, S.H. Effects of initial texture on deformation behavior during cold rolling and static recrystallization during subsequent annealing of AZ31 alloy. J. Mater. Sci. Technol. 2021, 66, 139–149. [Google Scholar] [CrossRef]
- Hielscher, R.; Schaeben, H. A novel pole figure inversion method: Specification of the MTEX algorithm. J. Appl. Crystallogr. 2008, 41, 1024–1037. [Google Scholar] [CrossRef]
- Fan, H.Y.; Liu, S.F.; Guo, Y.; Deng, C.; Liu, Q. Quantifying the effects of surface quality on texture measurements of tantalum. Appl. Surf. Sci. 2015, 339, 15–21. [Google Scholar] [CrossRef]
- Jäger, A.; Lukáč, P.; Gärtnerová, V.; Haloda, J.; Dopita, M. Influence of annealing on the microstructure of commercial Mg alloy AZ31 after mechanical forming. Mater. Sci. Eng. A 2006, 432, 20–25. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T. Competitive twinning behavior in magnesium and its impact on recrystallization and texture formation. Mater. Sci. Eng. A 2017, 707, 232–244. [Google Scholar] [CrossRef]
- Barnett, M.R.; Nave, M.D.; Bettles, C.J. Deformation microstructures and textures of some cold rolled Mg alloys. Mater. Sci. Eng. A 2004, 386, 205–211. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Bian, M.Z.; Xu, S.W.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during cold rolling of dilute Mg alloys. Scr. Mater. 2015, 108, 6–10. [Google Scholar] [CrossRef]
- Wu, D.; Tang, W.N.; Chen, R.S.; Han, E.H. Strength enhancement of Mg–3Gd–1Zn alloy by cold rolling. Trans. Nonferrous Met. Soc. China 2013, 23, 301–306. [Google Scholar] [CrossRef]
- Chapuis, A.; Liu, Q. Simulations of texture evolution for HCP metals: Influence of the main slip systems. Comput. Mater. Sci. 2015, 97, 121–126. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Room temperature formability of a magnesium AZ31 alloy: Examining the role of texture on the deformation mechanisms. Mater. Sci. Eng. A 2008, 488, 406–414. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, Y.; Kang, Q.; Xu, Z.; Dong, P.; Li, H. The influence of Ca and Gd microalloying on microstructure and mechanical property of hot-rolled Mg-3Al alloy. Procedia Eng. 2017, 207, 932–937. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Bian, M.Z.; Xu, S.W.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Effects of dilute additions of Zn and Ca on ductility of magnesium alloy sheet. Mater. Sci. Eng. A 2016, 674, 459–471. [Google Scholar] [CrossRef]
- Wu, Z.; Ahmad, R.; Yin, B.; Sandlöbes, S.; Curtin, W.A. Mechanistic origin and prediction of enhanced ductility in magnesium alloys. Science 2018, 359, 447–452. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Styczynski, A.; Hartig, C.; Bohlen, J.; Letzig, D. Cold rolling textures in AZ31 wrought magnesium alloy. Scr. Mater. 2004, 50, 943–947. [Google Scholar] [CrossRef]
- Wang, Y.N.; Huang, J.C. Texture analysis in hexagonal materials. Mater. Chem. Phys. 2003, 81, 11–26. [Google Scholar] [CrossRef]
- Chino, Y.; Sassa, K.; Mabuchi, M. Texture and Stretch Formability of Mg-1.5 mass%Zn-0.2 mass%Ce Alloy Rolled at Different Rolling Temperatures. Mater. Trans. 2008, 49, 2916–2918. [Google Scholar] [CrossRef] [Green Version]
- Mackenzie, L.W.F.; Pekguleryuz, M.O. The recrystallization and texture of magnesium–zinc–cerium alloys. Scr. Mater. 2008, 59, 665–668. [Google Scholar] [CrossRef]
- Chino, Y.; Huang, X.; Suzuki, K.; Mabuchi, M. Enhancement of Stretch Formability at Room Temperature by Addition of Ca in Mg-Zn Alloy. Mater. Trans. 2010, 51, 818–821. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.W.; Suh, B.C.; Shim, M.S.; Bae, J.H.; Kim, D.H.; Kim, N.J. Texture Evolution in Mg-Zn-Ca Alloy Sheets. Metall. Mater. Trans. A 2013, 44, 2950–2961. [Google Scholar] [CrossRef] [Green Version]
- Steiner, M.A.; Bhattacharyya, J.J.; Agnew, S.R. The origin and enhancement of {0001} 〈112¯0〉 texture during heat treatment of rolled AZ31B magnesium alloys. Acta Mater. 2015, 95, 443–455. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Influence of Starting Textures on the Development of Texture and Microstructure during Large Strain Hot Rolling of Pure Magnesium. Solid State Phenom. 2005, 105, 201–206. [Google Scholar] [CrossRef]
- Yang, P.; Yu, Y.; Chen, L.; Mao, W. Experimental determination and theoretical prediction of twin orientations in magnesium alloy AZ31. Scr. Mater. 2004, 50, 1163–1168. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Capolungo, L.; Marshall, P.E.; McCabe, R.J.; Tomé, C. Statistical analyses of deformation twinning in magnesium. Philos. Mag. 2010, 90, 2161–2190. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Nominal Composition | Mg | Al | Ca | Cu | Ni |
|---|---|---|---|---|---|---|
| S1 | 1Al-0.5Ca | Bal. | 1.040 | 0.524 | <0.002 | <0.002 |
| S2 | 1Al-0.005Ca | Bal. | 1.080 | 0.006 | 0.004 | <0.002 |
| S3 | 1Al-0.1Ca | Bal. | 1.040 | 0.103 | <0.002 | <0.002 |
| S4 | 1Al-0.2Ca | Bal. | 1.100 | 0.232 | 0.002 | <0.002 |
| S5 | 2Al-0.005Ca | Bal. | 2.110 | 0.007 | <0.002 | <0.002 |
| S6 | 2Al-0.1Ca | Bal. | 2.140 | 0.113 | <0.002 | <0.002 |
| S7 | 2Al-0.2Ca | Bal. | 2.120 | 0.214 | 0.002 | <0.002 |
| S8 | 0.1Ca | Bal. | 0.044 | 0.108 | <0.002 | <0.002 |
| S9 | 1Al | Bal. | 1.000 | <0.001 | <0.001 | <0.001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Delis, W.J.; Berners, L.; Korte-Kerzel, S.; Sandlöbes-Haut, S. Effect of Lean Alloyed Al and Ca on the Texture Development of Cold Rolled Mg Sheets. Metals 2023, 13, 712. https://doi.org/10.3390/met13040712
Delis WJ, Berners L, Korte-Kerzel S, Sandlöbes-Haut S. Effect of Lean Alloyed Al and Ca on the Texture Development of Cold Rolled Mg Sheets. Metals. 2023; 13(4):712. https://doi.org/10.3390/met13040712
Chicago/Turabian StyleDelis, Wassilios J., Lukas Berners, Sandra Korte-Kerzel, and Stefanie Sandlöbes-Haut. 2023. "Effect of Lean Alloyed Al and Ca on the Texture Development of Cold Rolled Mg Sheets" Metals 13, no. 4: 712. https://doi.org/10.3390/met13040712