
A Study on the Dynamic Evolution Mechanism of the Steady Magnetic Field on the Internal Flow Behavior of a Laser Melting Pool


Abstract
:1. Introduction
2. Numerical Model
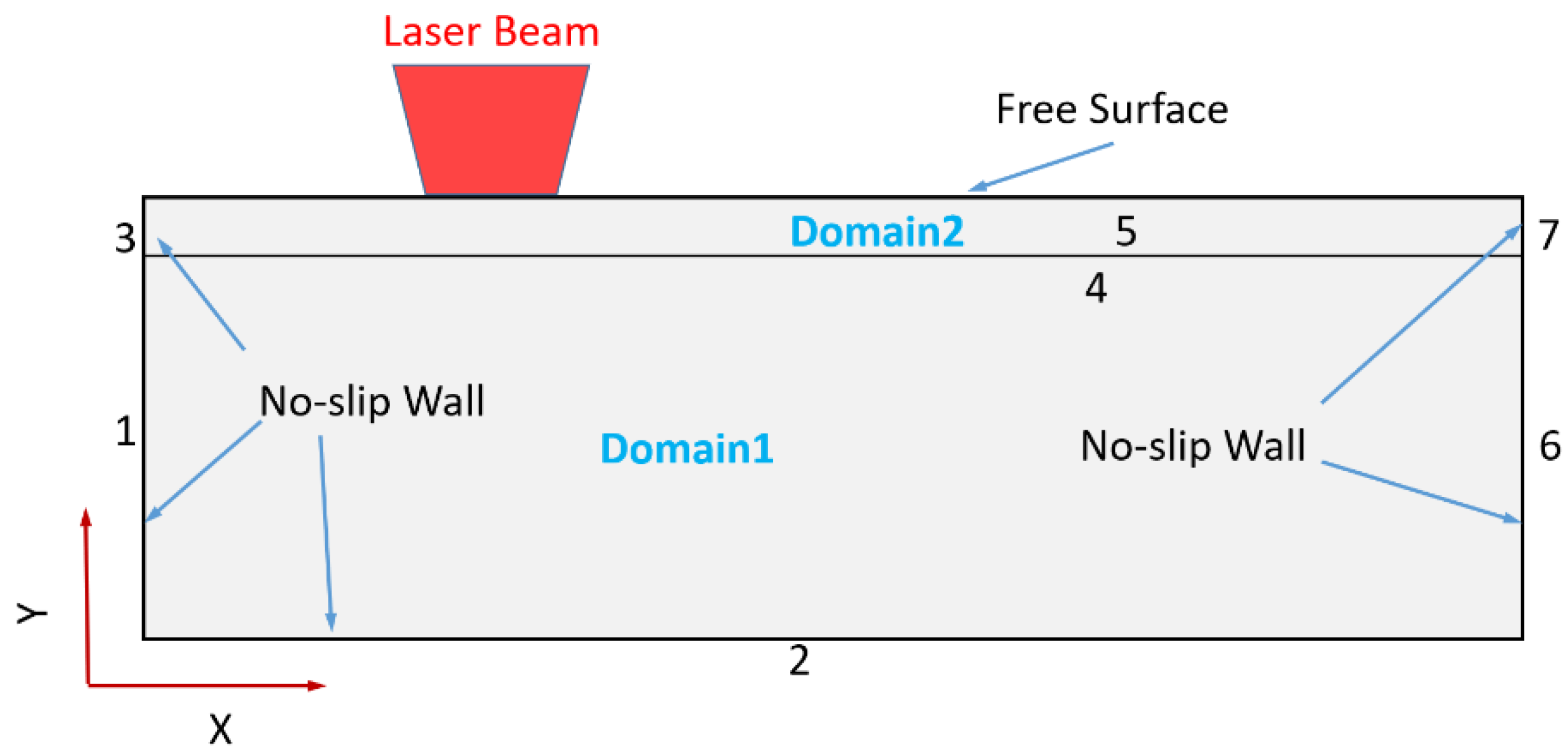
2.1. Geometric Model
2.2. Physical Model and Assumptions
2.3. Governing Equations
2.4. Moving the Grid
2.5. Boundary Conditions
2.6. Grid Division
3. Laser Melting Experiments
3.1. Laser Melting Experimental Setup
3.2. Experiment Materials
4. Numerical Simulation Results and Analysis
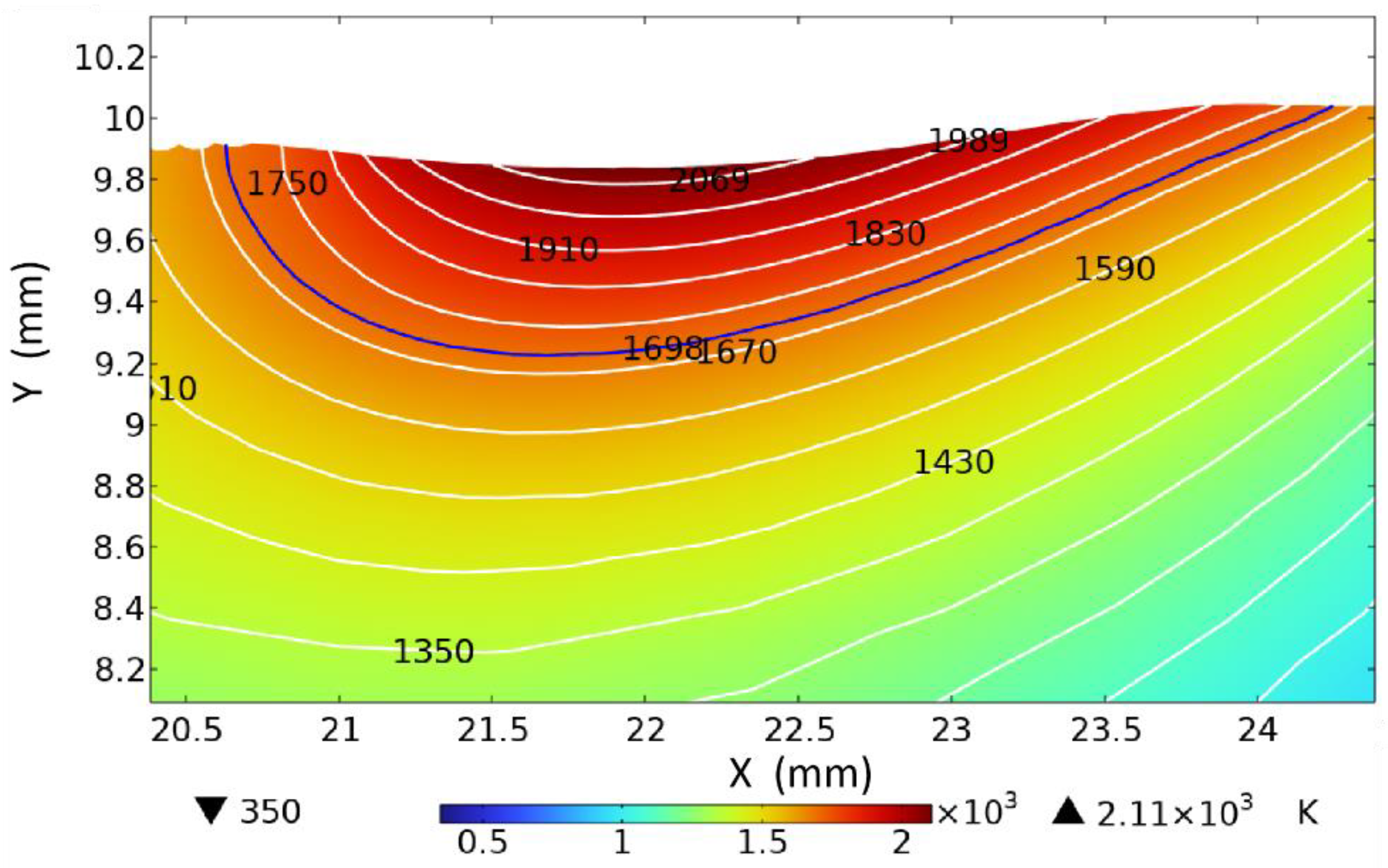
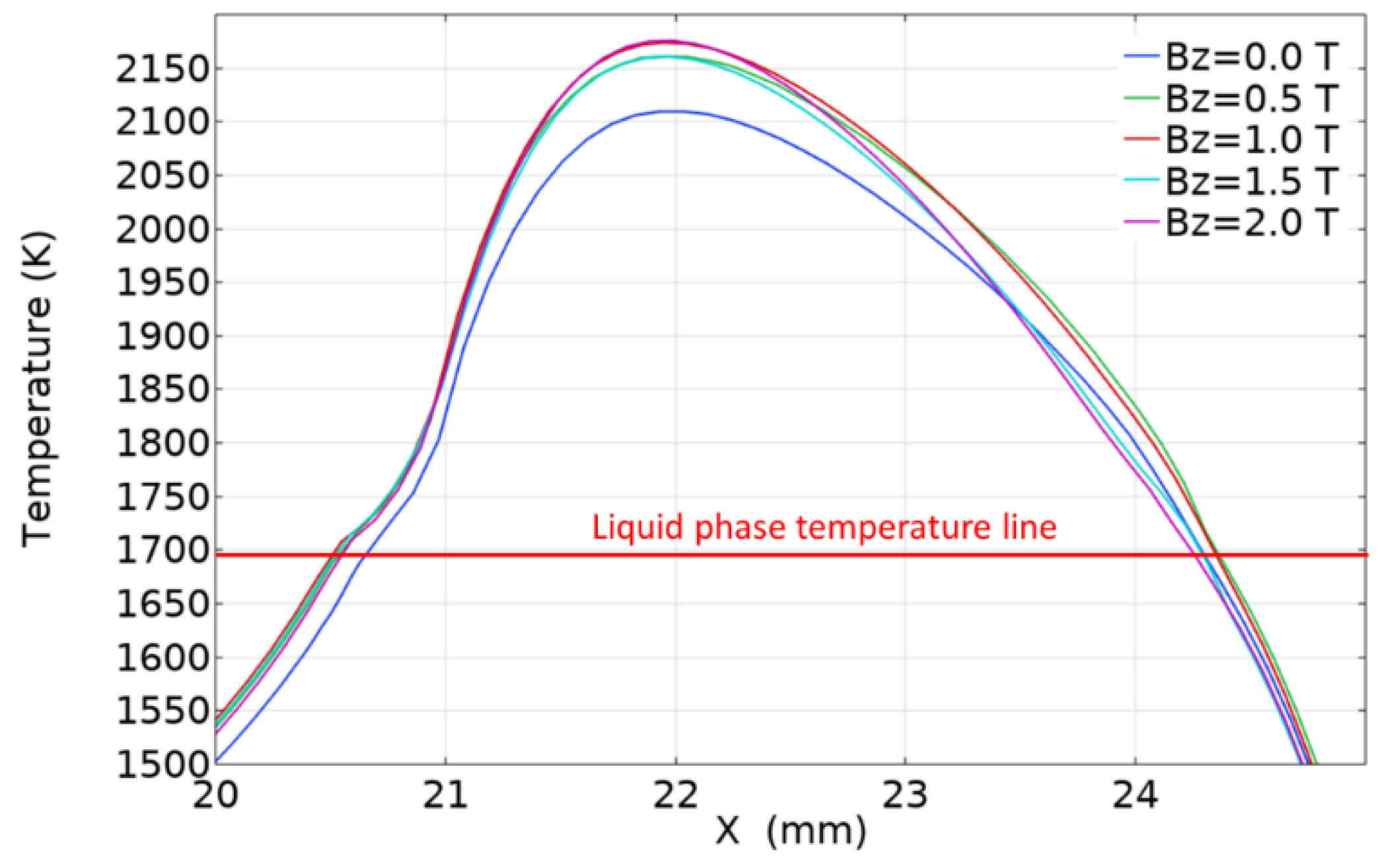
4.1. Effect of Magnetic Field Strength on Laser Melting Temperature Field
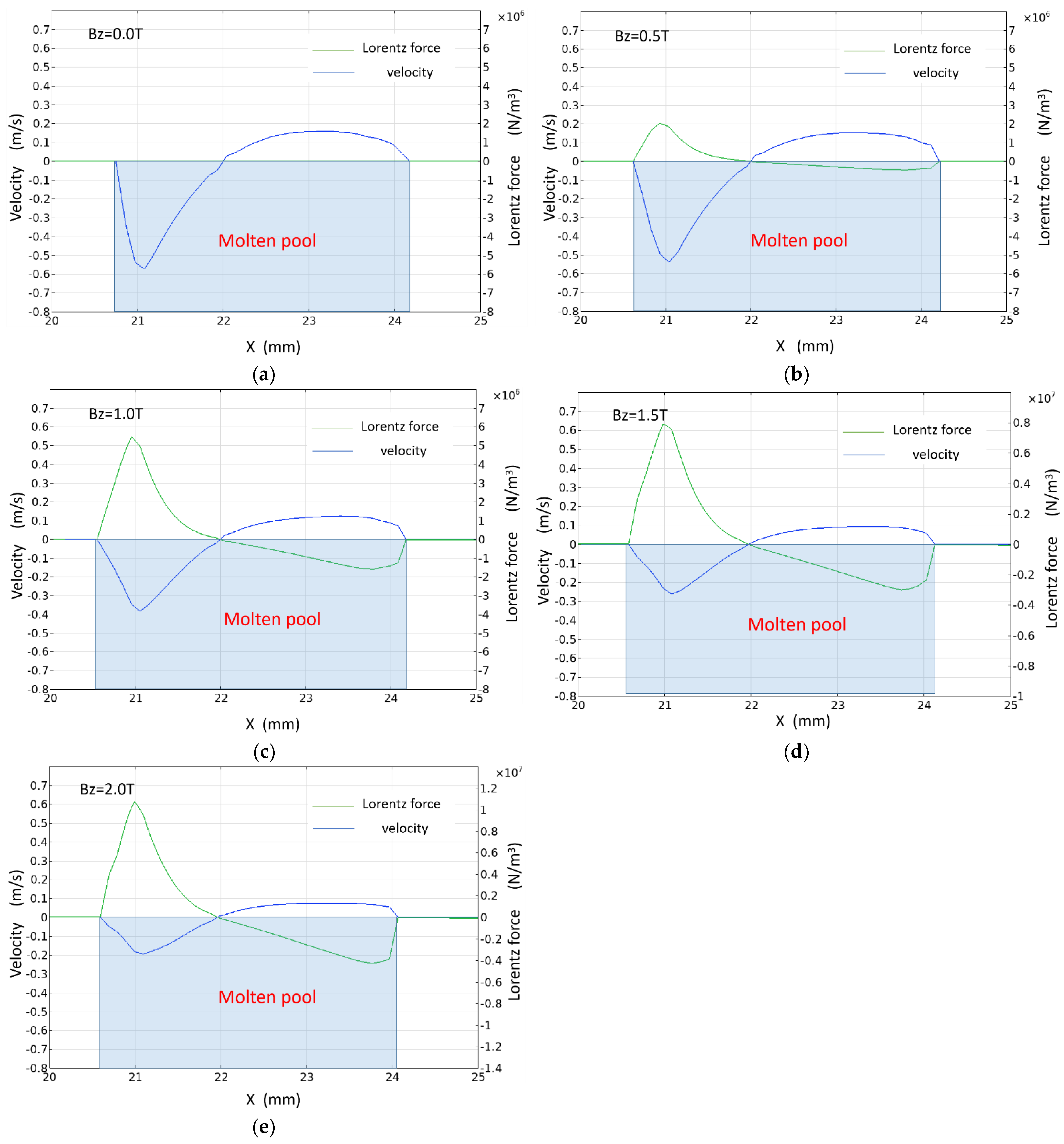
4.2. Effect of Magnetic Field Strength on the Flow Field of the Laser Melt Pool
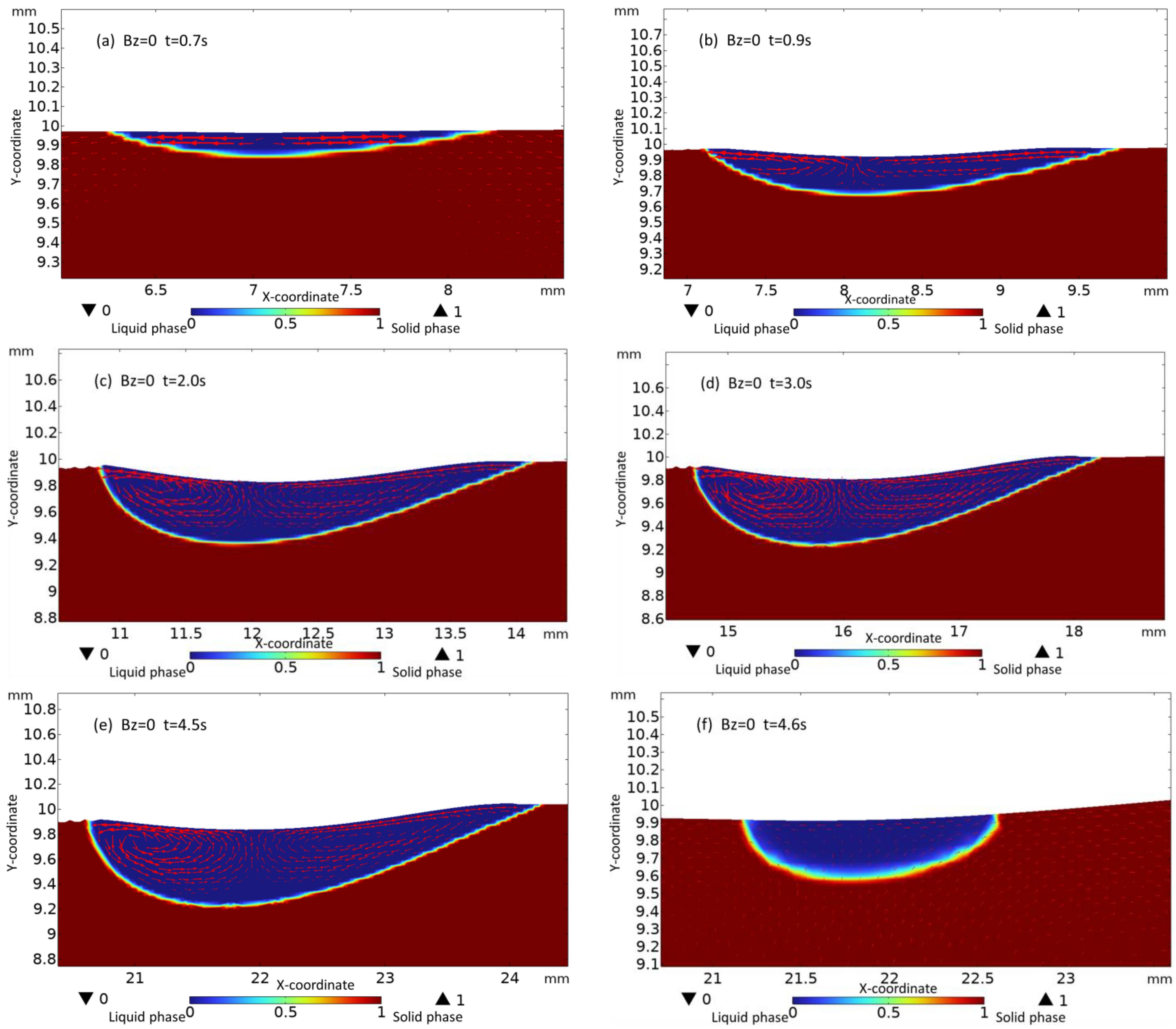
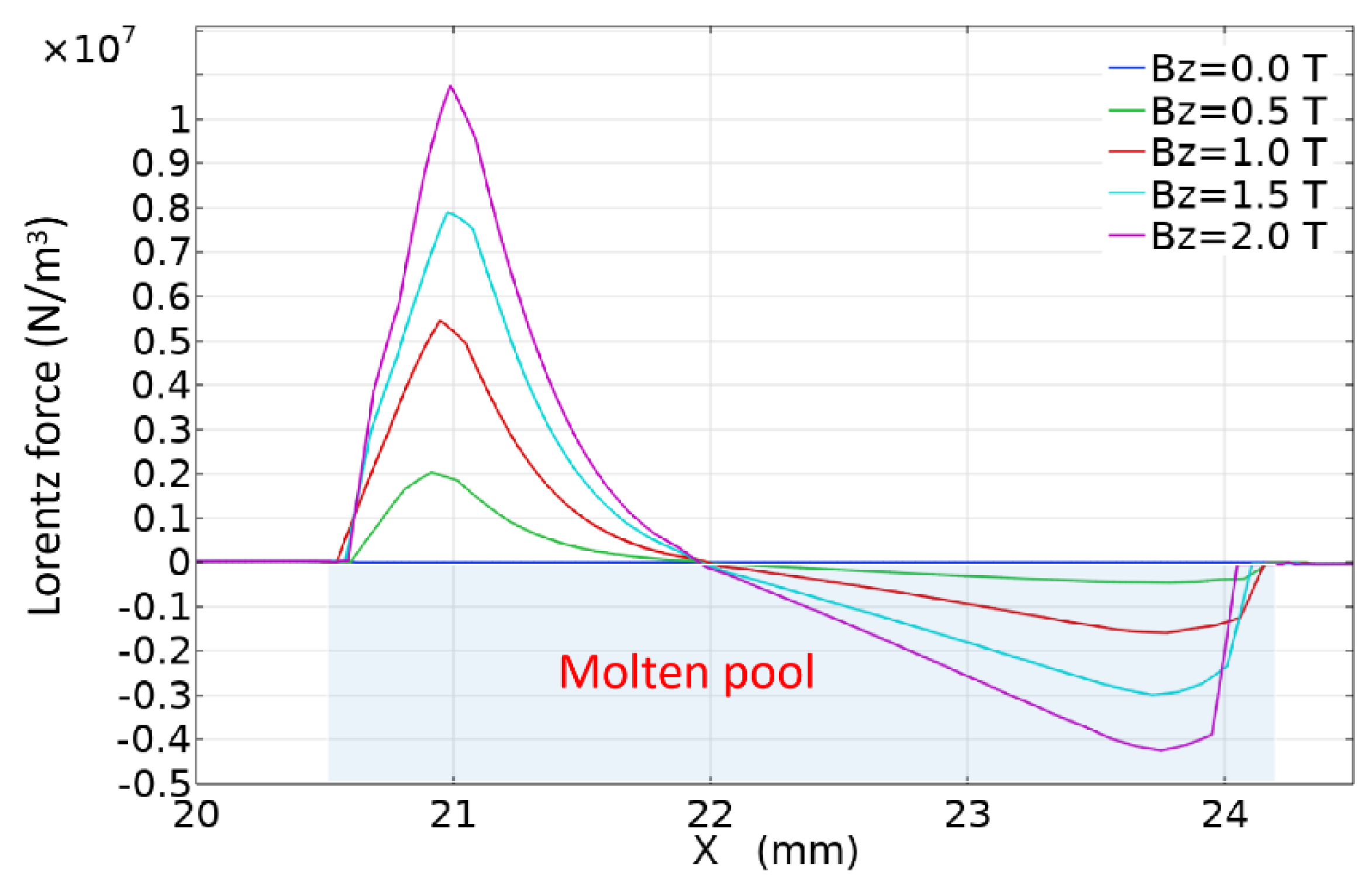
4.2.1. The Effect of the Magnetic Field on the Flow Field of the Molten Pool
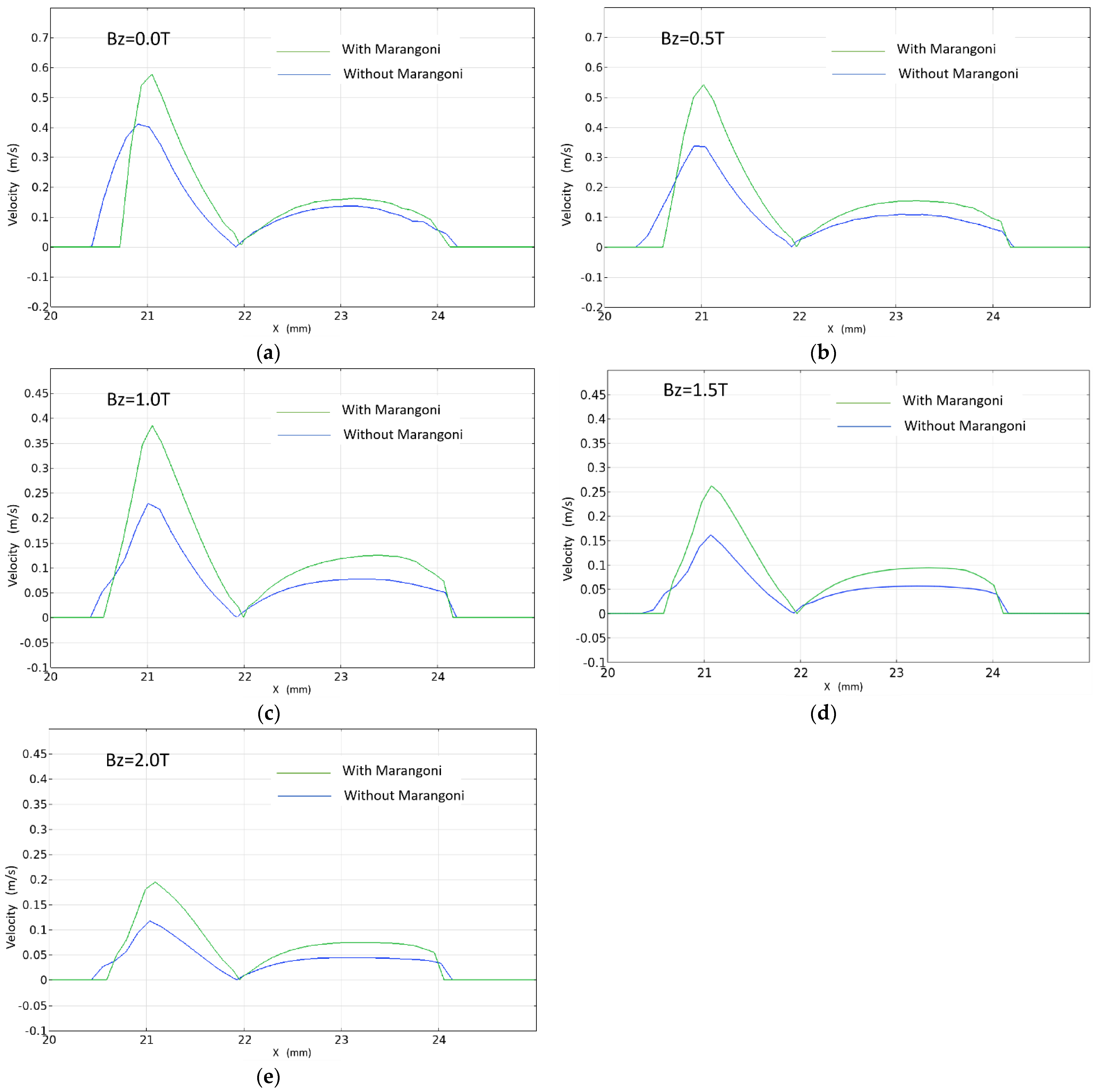
4.2.2. Influence of Marangoni Force on the Flow Field of Laser Melting Pool
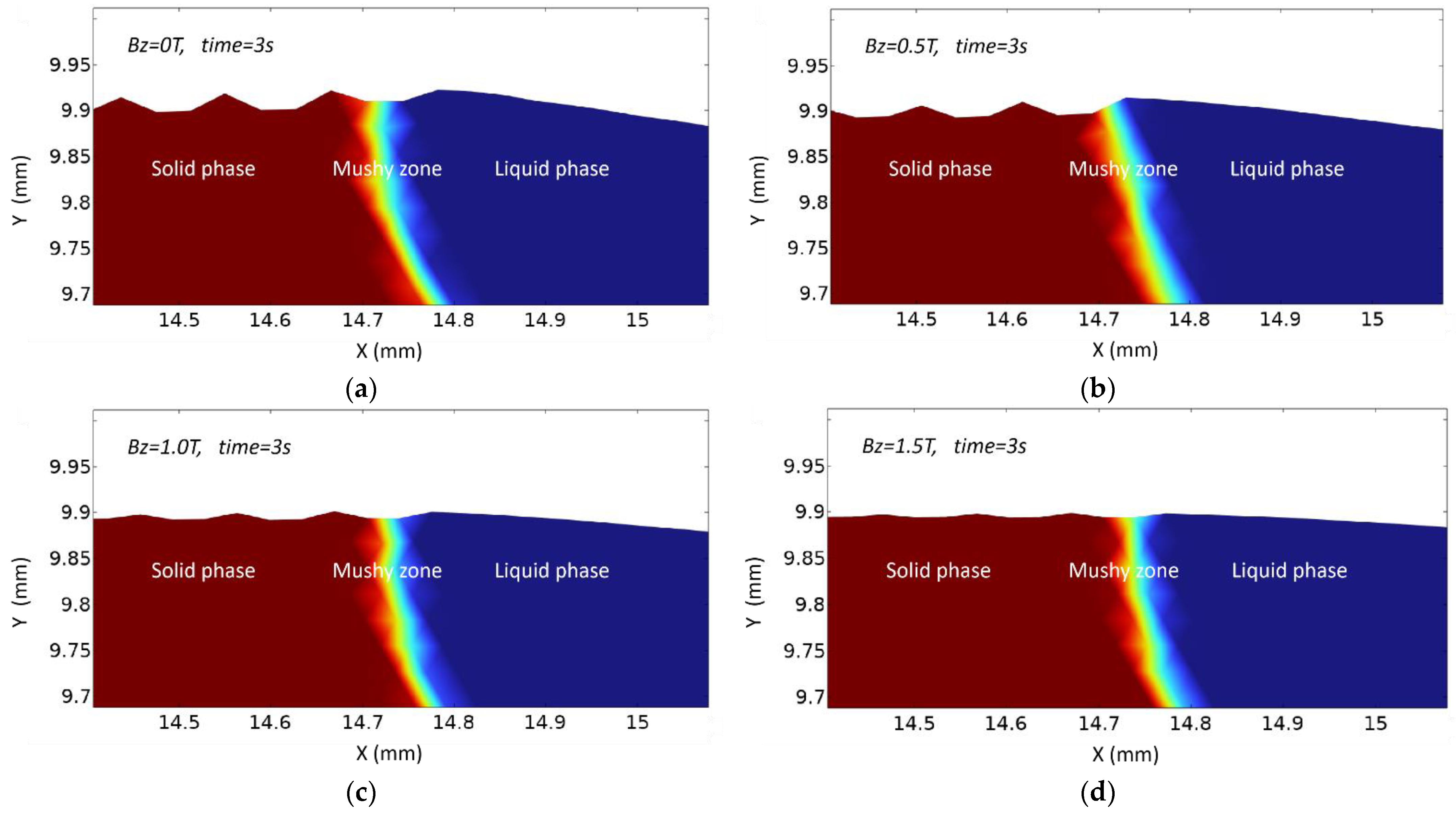
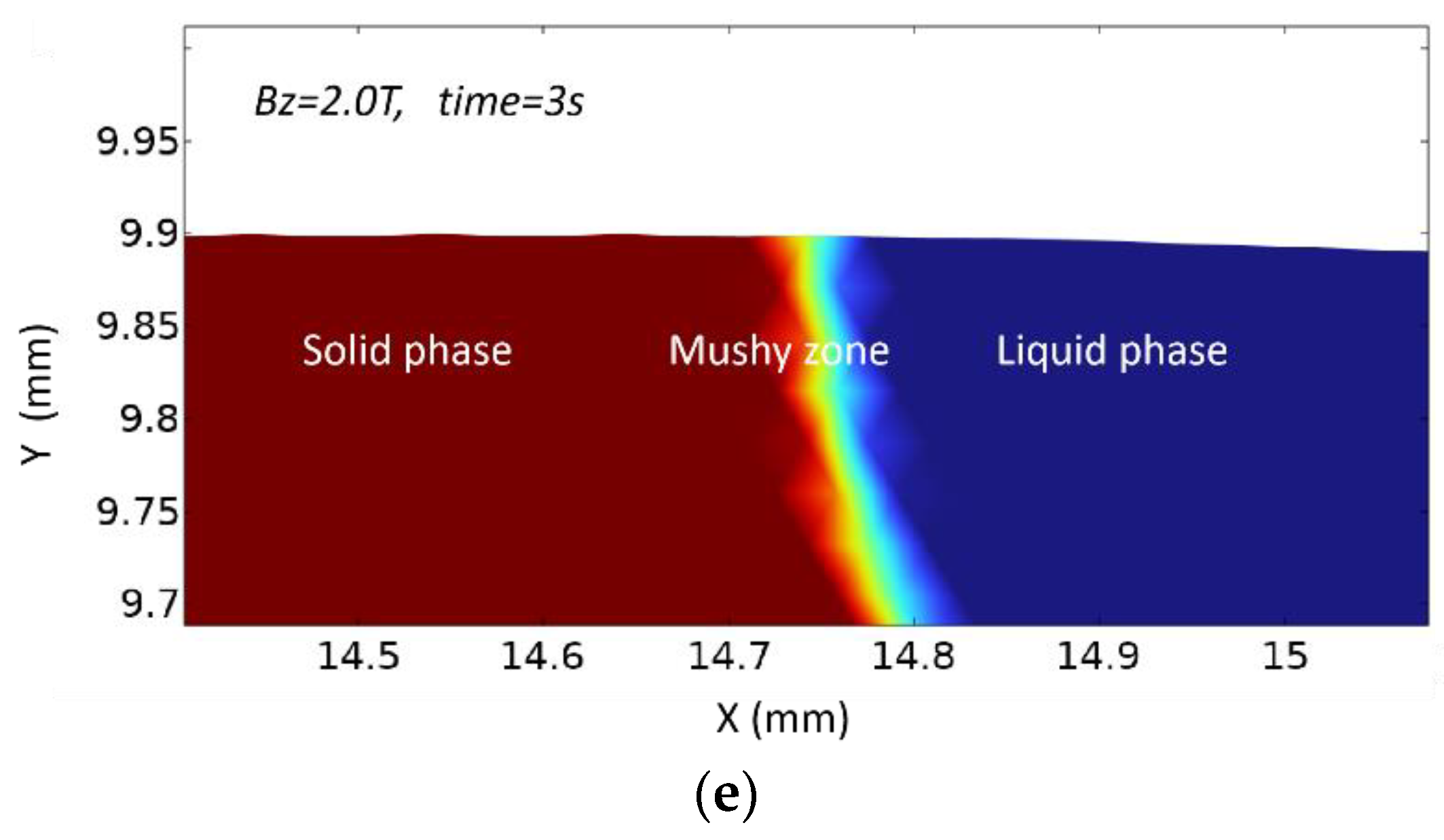
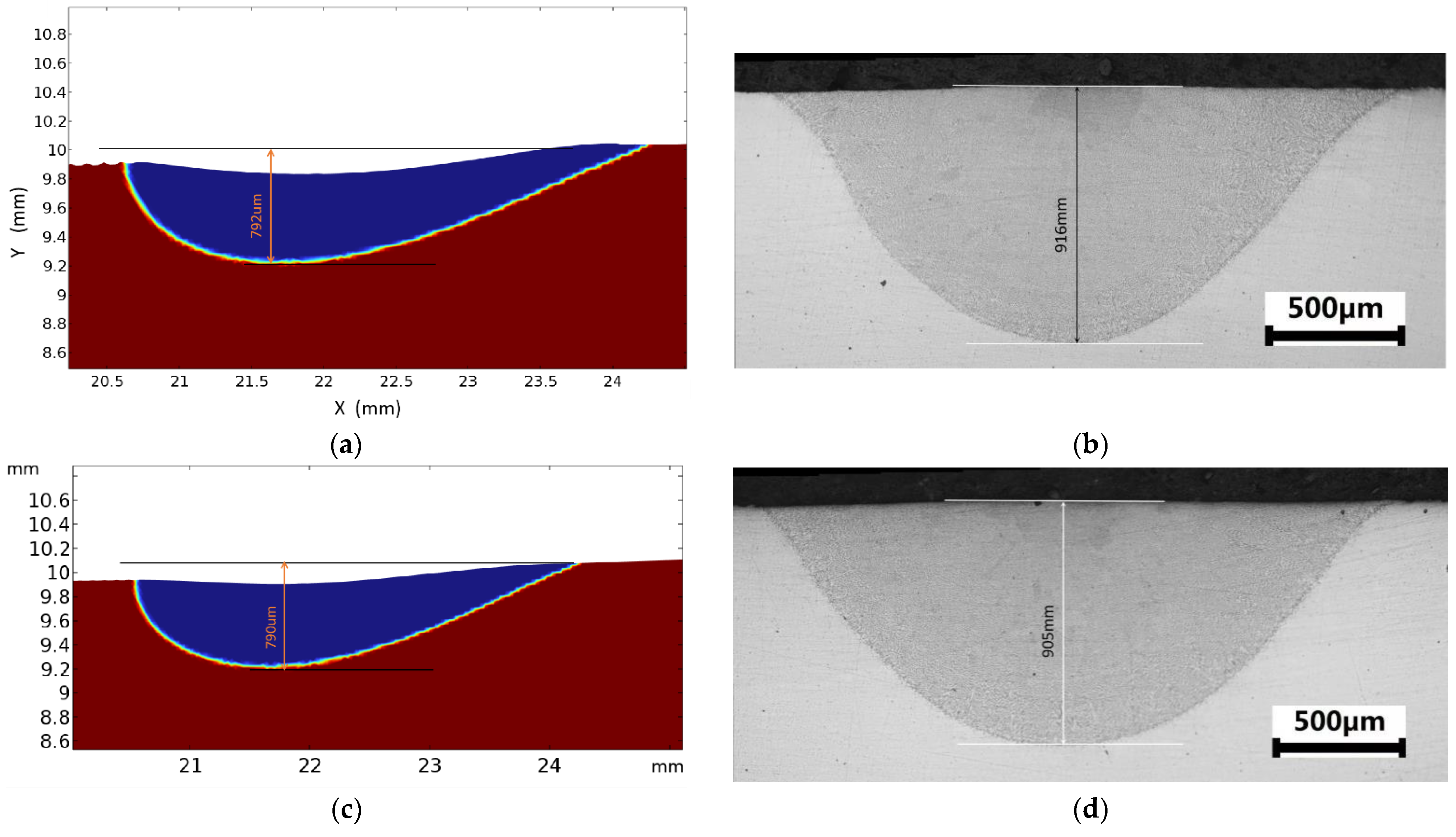
4.2.3. Effect of Magnetic Field Strength on the Shape of the Laser Melt Pool
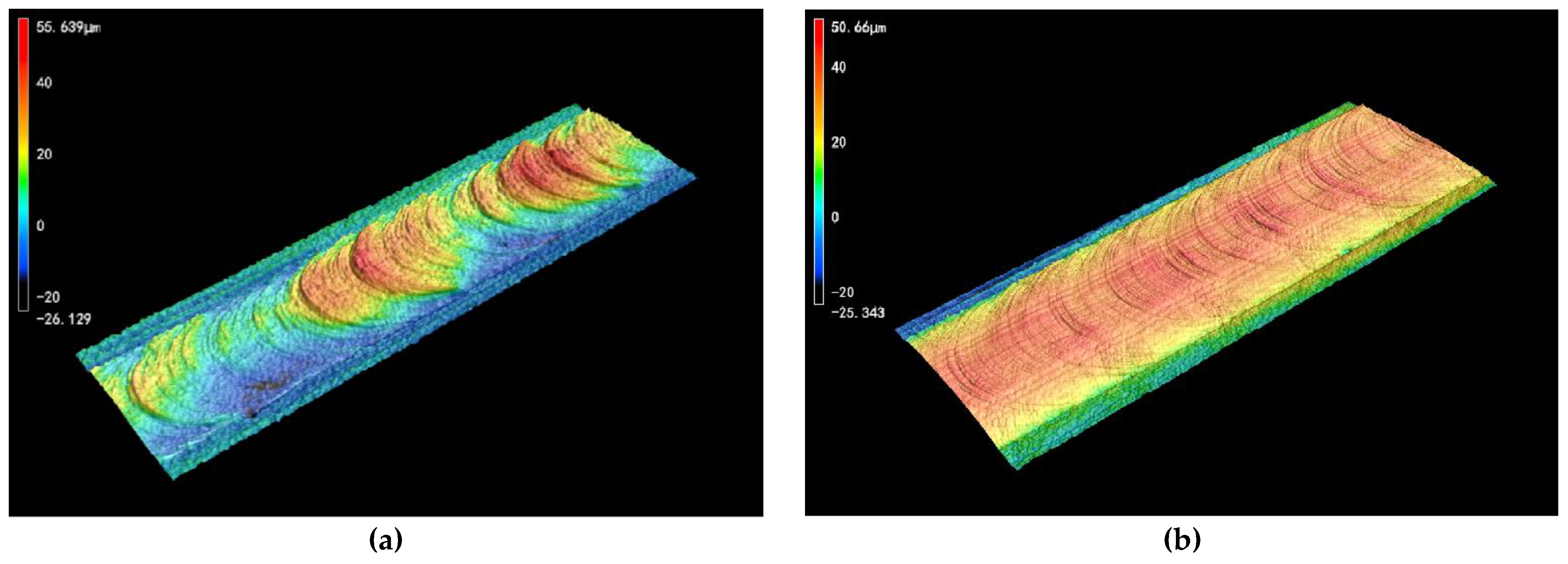
5. Experimental Verification
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Q.; Wang, L.; Mei, X.; Yao, J. Development of laser surface modification technology. Strateg. Study Chin. Acad. Eng. 2020, 22, 71–77. [Google Scholar] [CrossRef]
- Kac, S.; Kusinski, J. SEM structure and properties of ASP2060 steel after laser melting. Surf. Coat. Technol. 2004, 180–181, 611–615. [Google Scholar] [CrossRef]
- Qi, K.; Yang, Y.; Hu, G.; Lu, X.; Li, J. Thermal expansion control of composite coatings on 42CrMo by laser cladding. Surf. Coat. Technol. 2020, 397, 125983. [Google Scholar] [CrossRef]
- Tang, Z.J.; Liu, W.W.; Zhang, N.; Wang, Y.W.; Zhang, H.C. Real-time prediction of penetration depths of laser surface melting based on coaxial visual monitoring. Opt. Lasers Eng. 2020, 128, 106034. [Google Scholar] [CrossRef]
- Xia, Z.; Fang, F.; Ahearne, E.; Tao, M. Advances in polishing of optical freeform surfaces: A review. J. Mater. Process. Technol. 2020, 286, 116828. [Google Scholar] [CrossRef]
- Li, J.; Liu, Y.; Zhou, Y.; Shi, W.; Zhang, M. Effect of laser remelting on quality and mechanical properties of selective laser melting of TC4. Laser Optoelectron. Prog. 2022, 59, 0514006. [Google Scholar] [CrossRef]
- Mohajerani, S.; Bordatche, V.E.; Tutunea-Fatan, O.R. Recentd evelopments in modeling of laser polishing of metallic materials. Lasers Manuf. Mater. Process. 2018, 5, 395–429. [Google Scholar] [CrossRef]
- De Moraes, D.A.; Czekanski, A. Parametric Thermal FE Analysis on the Laser Power Input and Powder Effective Thermal Conductivity during Selective Laser Melting of SS304L. J. Manuf. Mater. Process. 2018, 2, 47. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Y.; Cao, L.; Wang, J.; Xie, J.; Chen, J.; Wang, D.; Wang, S.; Xu, J.; Lu, H. Surface morphology refinement and Laves phase control of plasma arc additively manufactured Inconel 718 via an alternating magnetic field. Mater. Des. 2022, 223, 111161. [Google Scholar] [CrossRef]
- Yao, Z.Z.; Zhang, C.Q.; Song, Q.W.; Lu, X.J.; Kong, J.Q.; Yao, J.H. Ultrasonic assisted laser repair of V-grooves in nickel-based superalloy. J. Zhejiang Univ. (Eng. Sci.) 2021, 55, 887–895. [Google Scholar] [CrossRef]
- Shuai, S.; Lin, X.; Xiao, W.; Yu, J.; Wang, J.; Ren, Z. Effect of Transverse Static Magnetic Field on Microstructure of Al-12%Si Alloys Fabricated by Powder-BlowAdditive Manufacturing. Acta Metal. Sin. 2018, 54, 918–926. [Google Scholar] [CrossRef]
- Wang, C.; Liu, H.; Zhou, R.; Jiang, Y.; Zhang, X. Characteristic behaviors of particle phases in NiCrBSi-TiC composite coating by laser cladding assisted by mechanical vibration. Acta Metal. Sin. 2013, 49, 221–228. [Google Scholar] [CrossRef]
- Liang, L.; Pang, S.; Shao, X.; Wang, C.; Jiang, P. In situ weak magnetic-assisted thermal stress field reduction effect in laser welding. Metal. Mater. Trans. A 2017, 49, 198–209. [Google Scholar] [CrossRef]
- Gatzen, M. Influence of low-frequency magnetic fields during laser beam welding of aluminium with filler wire. Phys. Procedia 2012, 39, 56–66. [Google Scholar] [CrossRef] [Green Version]
- Markl, M.; Körner, C. Multiscale modeling of powder bed-based additive manufacturing. Annu. Rev. Mater. Res. 2016, 46, 93–123. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Richardson, I.M. A simulation-based approach to characterise melt-pool oscillations during gas tungsten arc welding. Int. J. Heat Mass Transf. 2021, 164, 120535. [Google Scholar] [CrossRef]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in numerical simulation of the laser cladding process. Opt. Lasers Eng. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Liu, H.X.; Cai, C.X.; Jiang, Y.H.; Zhang, X.W.; Wang, C.Q. Influence of alternatice magnetic field on macro morphology and microstructure of laser cladding Fe-based composite coating. Opt. Precis. Eng. 2012, 20, 2402–2410. [Google Scholar] [CrossRef]
- Wang, W.; Liu, Q.; Yang, G.; Qin, L.; Xiong, X. Numerical simulation of electromagnetic flow, temperature field and flow fieldin laser molten pool with elecromagnetic stirring. Chin. J. Lasers 2015, 42, 0202007. [Google Scholar] [CrossRef]
- Wang, J.; Ge, H.; Xu, H.; Zhang, Q.; Yao, J. Effect of induced lorentz force on Fe element distribution in laser cladding inconel 718 coatings. Rare Met. Mater. Eng. 2021, 50, 2799–2806. [Google Scholar]
- Yu, Q.; Wan, Q. Laser additive manufacturing of Ni45 alloys assisted by electromagnetic stirring. Chin. J. Lasers 2018, 45, 0402003. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, Z.; Wang, L.; Yao, J. Numerical simulation of the steady magnetic field regulation of the laser molten pool heat transfer and flow behavior. Appl. Laser. 2014, 34, 508–512. [Google Scholar] [CrossRef]
- Wang, L.; Hu, Y.; Lin, Y.; Li, J.; Yao, J. Distribution gradient control of laser melting injection reinforcement particles by electromaginetic compund field. Chin. J. Lasers 2018, 45, 1002001. [Google Scholar] [CrossRef]
- Zhao, Z.; Zeng, J.; Lai, Z.; Yin, J.; Guo, T. Laser polishing die steel assisted by steady magnetic field. Micromachines 2022, 13, 1493. [Google Scholar] [CrossRef] [PubMed]
- Gruzd, S.A.; Lomaev, S.L.; Simakov, N.N.; Gordeev, G.A.; Bychkov, A.S.; Gapeev, A.A.; Cherepetskaya, E.B.; Krivilyov, M.D.; Ivanov, I.A. Analysis of the Effect of Magnetic Field on Solidification of Stainless Steel in Laser Surface Processing and Additive Manufacturing. Metals 2022, 12, 1540. [Google Scholar] [CrossRef]
- Bachmann, M.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. Experimental and numerical investigation of an electromagnetic weld pool support system for high power laser beam welding of austenitic stainless steel. J. Mater. Process. Technol. 2014, 214, 578–591. [Google Scholar] [CrossRef]
- Meng, X.; Artinov, A.; Bachmann, M.; Rethmeier, M. Numerical and experimental investigation of thermo-fluid flow and element transport in electromagnetic stirring enhanced wire feed laser beam welding. Int. J. Heat Mass Transf. 2019, 144, 118663. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, J.; Shen, H. Role of capillary and thermocapillary forces in laser polishing of metals. J. Manuf. Sci. Eng. 2017, 139, 041019. [Google Scholar] [CrossRef]
- He, X.; Elmer, J.; DebRoy, T. Heat transfer and fluid flow in laser microwelding. J. Appl. Phys. 2005, 97, 084909. [Google Scholar] [CrossRef]
- Shen, H.; Pan, Y.; Zhou, J.; Yao, Z. Forming Mechanism of Bump Shape in Pulsed Laser melting of Stainless Steel. J. Heat Transfer. 2017, 139, 062301. [Google Scholar] [CrossRef]
- Perry, T.L.; Werschmoeller, D.; Duffie, N.A.; Li, X.; Pfefferkorn, F.E. Examination of selective pulsed laser micropolishing on microfabricated nickel samples using spatial frequency analysis. J. Manuf. Sci. Eng. 2009, 131, 021002. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physics | Boundary Conditions | Boundary | Physical Condition |
|---|---|---|---|
| Heat transfer | Boundary heat source | 5 | Laser irradiation |
| Convection | 1, 2, 3, 4, 5, 6, 7 | Natural convection | |
| Diffuse surface | 5 | Radiation | |
| Fluid flow | Tangential stress | 5 | Marangoni effect |
| Normal stress | 5 | Weak contribution | |
| Lorentz force | Domain 1, Domain 2 | Magnetic field | |
| Wall | 1, 2, 3, 6, 7 | No-slip wall |
| Property | Symbol | Value |
|---|---|---|
| Liquidus temperature (K) | Tl | 1723 |
| Solidus temperature (K) | Ts | 1673 |
| Melting temperature (K) | Tm | 1698 |
| Liquid phase density (kg/m3) | ρl | 6350 |
| Solid phase density (kg/m3) | ρs | 7980 |
| Thermal conductivity of liquid phase (W/(m∙K)) | kl | 40 |
| Thermal conductivity of solid phase (W/(m∙K)) | ks | 50 |
| Specific heat of liquid phase (J/(kg∙K)) | Cpl | 746 |
| Specific heat of solid phase (J/(kg∙K)) | Cps | 464 |
| Constant in surface tension gradient (N/(m∙K)) | Aγ | 2.8 × 10−4 |
| Latent heat of fusion (J/kg) | Lf | 2.47 × 105 |
| Surface tension of pure metal (N/m) | γm | 1.588 |
| Thermal expansion coefficient (1/K) | β | 1.1 × 10−5 |
| Convective coefficient (W/(m2∙K)) | h | 10 |
| Emissivity | ε | 0.5 |
| C | Si | Mn | P | S | Ni | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.02 | 0.55 | 1.55 | <0.03 | <0.03 | 10.0 | 16.5 | 2.08 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, S.; Jiang, K.; Wang, L.; Yao, J. A Study on the Dynamic Evolution Mechanism of the Steady Magnetic Field on the Internal Flow Behavior of a Laser Melting Pool. Metals 2023, 13, 720. https://doi.org/10.3390/met13040720
Xie S, Jiang K, Wang L, Yao J. A Study on the Dynamic Evolution Mechanism of the Steady Magnetic Field on the Internal Flow Behavior of a Laser Melting Pool. Metals. 2023; 13(4):720. https://doi.org/10.3390/met13040720
Chicago/Turabian StyleXie, Songjing, Ke Jiang, Liang Wang, and Jianhua Yao. 2023. "A Study on the Dynamic Evolution Mechanism of the Steady Magnetic Field on the Internal Flow Behavior of a Laser Melting Pool" Metals 13, no. 4: 720. https://doi.org/10.3390/met13040720