Abstract
This work studies the phase composition, structure and mechanical properties of composite materials obtained by high-temperature vacuum sintering of SHS-fabricated CrNi–TiN powders synthesized in semi-industrial-scale production conditions. It was found that changes in the synthesis conditions have no effect on the phase composition and structure of the final products. Additionally, a small increase in the average size of ceramic TiN particles was observed. Compacted rectangular samples were obtained by high-temperature vacuum sintering of fine-ground CrNi–TiN SHS products. A minimum sintering temperature was found at which specimens with a density of 95% of the theoretical one could be obtained. The structure of sintered composites inherits the metal-matrix structure of a part of SHS products. It was shown that CrNi–TiN composite materials are superior to NiTi–TiB2 composites in terms of hardness as well as binding strength for three-point bending at temperatures up to 550 °C.
1. Introduction
One of the focus areas of automotive, aerospace and engine building industries currently aims to increase the energy efficiency and performance of engine parts, power units, auxiliary devices, etc., and this includes the reduction of their weight and size [1,2,3,4]. This can be achieved not only by design solutions, but also by improving the physical and mechanical properties of the materials used to create the parts. In this case, conventional alloys based on titanium, nickel, and chromium cannot meet the demands put forward for making a serious advancement in the development of aerospace and automotive industries (increased mechanical properties at room and elevated temperatures with minimal weight indicators) [5]. A solution to this issue lies in the creation of new materials whose structural-phase state would make it possible to significantly improve their physical and mechanical properties and ensure stable operation in conditions with elevated temperatures (up to 1000 °C). Today, the attention of scientists working in materials creation is mainly focused on metal-matrix composites consisting of a metal/intermetallic matrix and ceramic particles [6,7,8]. It is the presence of ceramic particles that makes it possible to create a heterogeneous structure of composites and to achieve an increase in physical and mechanical properties through dispersion strengthening, while this increase is virtually impossible for conventional alloys, due to the uniformity of their structure, as well as the freer growth of crystallites (in composites, ceramic particles can also act as centers of crystallite nucleation, which leads to a decrease in grain size and an increase in mechanical properties) [9,10,11,12]. Thus, composite metal-matrix materials have increased hardness, wear resistance, and mechanical strength at both room and elevated temperatures [13]. There are multiple ways to obtain composite metal matrix materials: introduce ceramic particles into the melt [14], perform vacuum sintering of metal and ceramic powders [15], perform spark plasma sintering [16], etc. The main disadvantage of these methods is related to the agglomeration of ceramic particles and their uneven distribution. In [17], self-propagating high-temperature synthesis (SHS) was used to fabricate (Ni-Ti)-TiB2 metal matrix composites from a powder mixture of 63.5 wt% NiB + 36.5 wt% Ti. The structure of the materials consisted of an intermetallic matrix (Ni–Ti) wherein titanium diboride particles were distributed. The resulting composites were ground into powder and the resulting particles also consisted of an intermetallic matrix and ceramic particles. It should be noted that the SH-synthesis technology is based on high-temperature exothermic reactions of the components of the initial mixture, which are accompanied by the release of a large amount of heat. This heat initiates the fusion reactions in the next layer of the initial system, which makes it possible to carry out synthesis processes without supplying additional energy sources. The authors of [18] used a composite SHS-fabricated powder (Ni-Ti)-TiB2 as raw material to produce dense composite materials by high-temperature vacuum sintering. It was found that, during sintering, the intermetallic matrix of SHS-produced particles prevented the agglomeration of ceramic particles, thus making it possible to achieve their isolated uniform distribution within the sintered specimens. The resulting composite’s density was 5.3 g/cm3, which is 95% of the theoretical one. The average microhardness of composite materials (Ni-Ti)-TiB2 is 1.5–2.6 times higher than that of alloys based on nickel and titanium, and of a similar strength relative to heavy alloys based on tungsten [19,20,21]. In addition, the authors of [18] found that, during three-point bending, the binding strength of the composites at room and elevated temperatures (up to 800 °C) is comparable to that of heavy tungsten alloys. Thus, the materials obtained by high-temperature vacuum sintering of fine-ground SHS-fabricated composites are superior in terms of their physical and mechanical properties as compared to conventional alloys based on nickel and titanium, and they are also capable of replacing heavy tungsten alloys. However, it must be understood that sustainable development in the field of composite metal matrix materials requires the development of new systems whose technical and economic parameters must align with the specific conditions and tasks. Thus, the presence of boron in the initial NiB–Ti powder mixture results in a significant increase in the cost of the final (Ni-Ti)-TiB2 product. On the other hand, the use of such a material may be impractical in conditions where the requirements for physical and mechanical characteristics are less stringent. In [22], composite metal-matrix CrNi–TiN materials were obtained from a CrN–TiNi powder mixture by self-propagating high-temperature synthesis. The authors of the above paper have found that the particles of the CrNi–TiN composite SHS-fabricated powder, similar to (Ni-Ti)-TiB2, consist of a matrix (CrNi) and ceramic particles (TiN). It was shown in the work that during the implementation of SHS processes in the initial mixture, a heating zone is formed, one in which CrN decomposes with the release of nitrogen and the melting of chromium and TiNi particles, accompanied by the formation of a Cr-Ni-Ti melt. Next, exothermic nitriding of titanium particles occurs with the formation of the TiN phase and the release of a large amount of heat. After cooling the synthesis’ products, a composite structure is formed consisting of TiN particles, which are uniformly distributed in the CrNi matrix. The heat released during exothermic nitriding is transferred to the next sample layer by conductive and convective transfer. Dense composite materials obtained from this powder by high-temperature vacuum sintering can serve as an excellent alternative to more expensive (Ni-Ti)-TiB2 composites. Here, the processes of sintering of SHS-produced powders and the phase composition and structure of the fabricated composites need to be studied. Additionally, their mechanical properties have to be studied both at room temperature and at elevated temperatures. It must also be noted that in [17,18,22], laboratory-fabricated composites were used and those were produced from pressed workpieces with a weight of ≤25 g, a diameter of ≤23 mm, and a height of ≤40 mm. Meanwhile, a transition from laboratory-based fabrication to industrial-scale fabrication entails changes in the synthesis conditions that may affect the phase composition and structure of final SHS products. Therefore, a necessity to study this phenomenon arises.
Thus, this work investigates the phase composition, structure, and mechanical properties of composite materials fabricated by high-temperature vacuum sintering of CrNi–TiN SHS-produced powders synthesized in semi-industrial scale production conditions.
2. Materials and Methods
2.1. Preparation of the Initial Powder Mixture and Implementation of Self-Propagating High-Temperature Synthesis Processes
The technique for preparing the initial powder mixture and the implementation of self-propagating high-temperature synthesis (SHS) processes is based on the data presented in [22]. To test the technology on a semi-industrial scale, a mixture of 1 kg of materials was prepared. The initial powder components were mixed at a stoichiometric ratio: 54.6 wt% CrN + 45.4 wt% TiNi. The parameters of the powders are listed in Table 1.

Table 1.
Parameters of the initial powder components.
The powder components were mixed in a ball mill. A ceramic container and alumina ceramic balls were used as the container and the grinding media, respectively. Then the mixture was placed in a cellulose paper container. The diameter and height of the resulting workpiece were 150 mm and 250 mm, respectively. The workpiece sample was mounted on a stand that was placed in a constant-pressure 15 L reactor. An external view of the reactor and a schematic diagram of workpiece samples are shown in Figure 1a,b, respectively. The synthesis reaction in the CrN–TiNi sample was initiated by brief local heating of the igniting layer (80 wt% Ti + 20 wt% B, located at the top of the workpiece) with a molybdenum spiral heater. The heat from the exothermic reaction of the components of this layer initiated the synthesis reaction in the upper part of the main sample of the CrN–TiNi powder mixture. It should be noted that the use of an igniting layer is a prerequisite for creating a uniform reaction front in the main workpiece. To determine the temperature of the exothermic reaction, tungsten–rhenium thermocouples (VR-20/5) were inserted into the sample, and their signals were transmitted to a computer as thermograms [23].
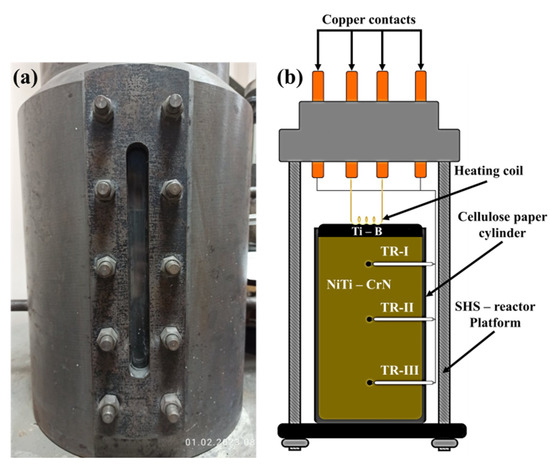
Figure 1.
External view of the 15 l SHS reactor (a), and a schematic diagram of a sample of the CrN-TiNi powder mixture workpiece placed on the reactor rack (b).
The SHS products were ground into powder using a planetary mill. A steel container and alumina ceramic balls were used as the container and the grinding media, respectively. The steel balls’ diameter varied between 5 and 20 mm. The ratio of the mass of steel balls to that of the SHS products was 1 to 1. The grinding time and rotational speed of the planetary mill were 120 min and 14 Hz, respectively. To separate large particles, the fine-ground SHS products were sieved through a sieve with a mesh size of 100 µm.
2.2. Preparing Composites by High-Temperature Vacuum Sintering of Fine-Ground SHS Products
Fine-ground CrN–TiNi SHS products with a size distribution of up to 100 µm were subjected to uniaxial cold pressing in a rectangular steel mold. The pressing pressure was 118.2 MPa. The size of the fabricated samples (length × width × height) was 40 mm × 5 mm × 5 mm. Then the samples were sintered in a high-temperature vacuum furnace at 1200 °C, 1300 °C, 1400 °C, 1500 °C, 1600 °C and 1750 °C. The duration of heating of all the samples up to the sintering temperature was 10 h and the exposure time was 1 h. The samples were cooled down to room temperature within 6 h naturally, without forced cooling. An external view of the samples after high-temperature vacuum sintering is shown in Figure 2.
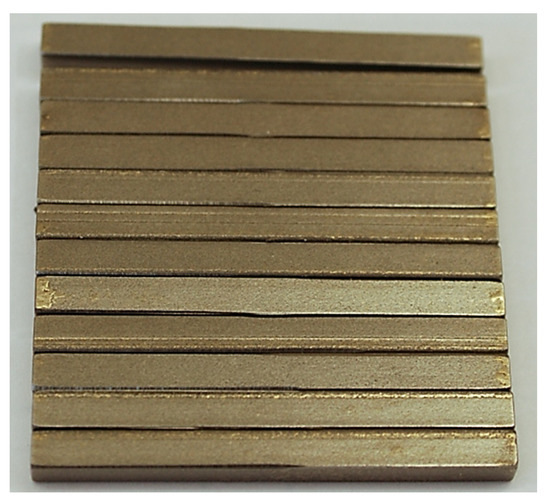
Figure 2.
External view of the samples after high-temperature vacuum sintering of fine-ground CrN–TiNi SHS products.
2.3. Characterization
The X-ray phase analysis of all the produced materials was carried out using a Shimadzu XRD 6000 refractometer (Shimadzu Corporation, Kyoto, Japan) on CuKα radiation and a nickel-based filter. The phases in the materials under study were determined by comparing the peaks of the obtained diffraction patterns with the Powder Diffraction File 4 (PDF 4) database of the International Center for Diffraction Data (ICDD). Calculations of the phase composition, lattice parameters, and dimensions of the coherent scattering region (CSR) were carried out by refining the structure using the full profile analysis method (i.e., the Rietveld method) [24,25]. The microstructure of all the materials fabricated was examined using a scanning electron microscope, QUANTA 200 3D (FEI Company, Hillsborough, OR, USA) with energy dispersive spectroscopy (EDS). The size of the ceramic particles in the fabricated composites was measured by the line intersection method using an SEM image. The density of the samples obtained by high-temperature vacuum sintering of SHS-fabricated CrN–TiNi products was studied by the Archimedes method. The microhardness of these samples was measured on a Buehler Wilson Micromet 6040 hardness tester (Buehler LLC, Lake Bluff, IL, USA). Three-point bending tests of sintered CrN–TiNi samples were carried out on an Instron 5985 testing machine (Figure 3a). For high-temperature tests, a EuroTherm oven was used; it permits the heating of a sample to 1500 °C. The loading rate of the samples under study before failure did not exceed 0.05 mm/min. The deflection in the sample’s center was measured with a deflector. To perform three-point bending tests at room and elevated temperatures, electro-erosive processing was used to obtain samples with the dimensions of 35 mm × 3 mm × 3 mm (length × width × height) from samples prefabricated by high-temperature vacuum sintering of fine-ground SHS powders. A schematic diagram of the fabricated samples is shown in Figure 3b.
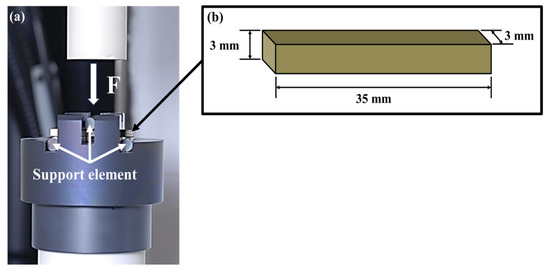
Figure 3.
External view of the Instron 5985 three-point bend tester (a), and a schematic diagram of a CrN–TiNi sample intended for three-point bend testing (b).
3. Results and Discussion
3.1. Investigation of the Processes of Self-Propagating High-Temperature Synthesis in NiTi–CrN Powder Mixture
Figure 4 shows thermograms of the SHS process in different areas of the NiTi–CrN powder mixture workpiece.
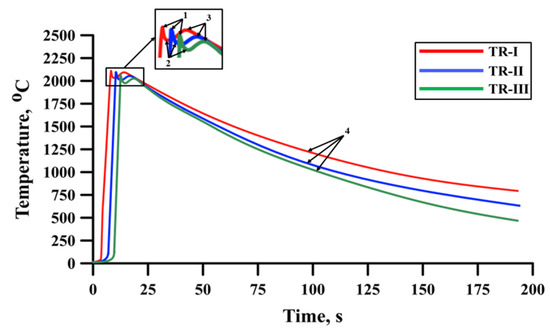
Figure 4.
Thermograms of the SHS process in different areas of a NiTi–CrN workpiece fabricated from the powder mixture.
The nature of the thermograms is comparable to the data provided in [22]. The thermograms’ peaks (region 1) characterize the temperature of the exothermic reaction of the mixture’s components. After the peak, a decrease in temperature is observed (region 2), which is associated with endothermic processes of melting and dissolution of the mixture’s components. Then, the synthesis temperature distribution becomes uniform (region 3), after which it decreases uniformly (region 4), which is characteristic of the cooling of the reaction’s products. It was established that when the reaction front moves from the upper part of the sample fabricated from the NiTi–CrN powder mixture to the lower one, there is a slight decrease in the temperature of the exothermic reaction of its components from 2130 °C to 2070 °C. The decrease in the reaction temperature is explained by a partial loss of heat, which is associated with its conductive transfer from the outer surface of the sample into the reactor volume. Meanwhile, in all the cases, the reaction temperature of the mixture’s components (2000 °C) in samples weighing 1000 g and having a diameter of 150 mm is slightly higher than that in samples weighing 25 g and having a diameter of 23 mm [22]. An increase in the synthesis temperature is associated with an increase in the reaction surface of the components of the initial NiTi–CrN mixture, leading to a release of more heat and an increase in the reaction temperature. A similar phenomenon was observed in [26] where the authors established a correlation between the reaction temperature and the sample’s diameter. Meanwhile, propagation of the reaction front within a sample with a mass of 1000 g retains a spin character similar to that of the propagation of the reaction front in samples with a mass of 25 g.
3.2. Structure and Phase Composition of Products Obtained by Self-Propagating High-Temperature Synthesis from the NiCr–TiN Powder Mixture
Figure 5 shows an SEM image of the appearance of particles of fine-ground synthesis products obtained from the NiCr–TiN powder mixture. Powder particles had an irregular and fragmented shape, while their size varied between 5 and 100 µm, and their average size was 45 µm. On the particles’ surface, particles were observed (region 1) distributed within the particle matrix (region 2).
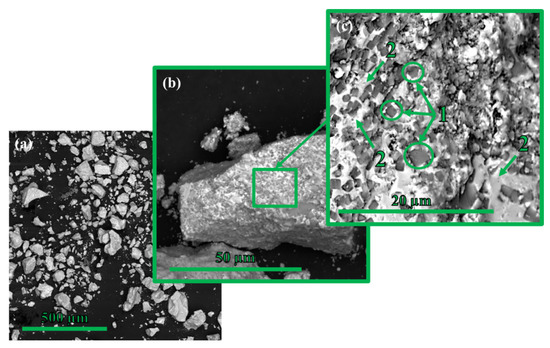
Figure 5.
SEM image of the general appearance (a,b) and surface detail (c) of particles of fine-ground SHS products obtained from the NiCr–TiN powder mixture.
Figure 6a shows an X-ray diffraction pattern of particles of fine-ground SHS products obtained from the NiTi–CrN powder mixture. The results of X-ray diffraction analysis are presented in Table 2. It was established that the synthesis products consisted of TiN (68 wt%) and CrNi (32 wt%) phases.
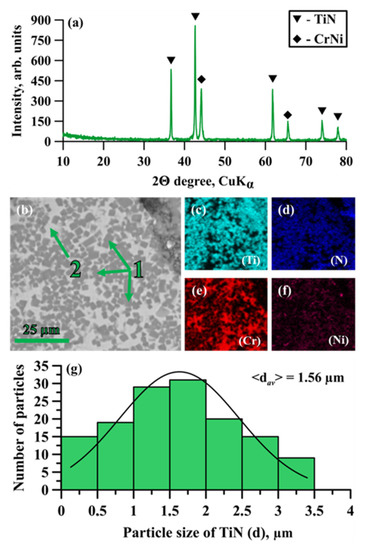
Figure 6.
X-ray pattern of particles of fine-ground SHS products obtained from a NiTi–CrN powder mixture (a), SEM image of the polished surface of a particle of fine-ground SHS products (b), maps of the distribution of elements on the surface of a particle of fine-ground SHS products (c–f), and histogram of the size distribution of TiN particles in a CrNi matrix (g).
Table 2.
Results of the X-ray phase analysis of fine-ground SHS Products fabricated from the NiTi–CrN powder mixture.
The content of the phases in the synthesis products is comparable to that in the data provided in [22]. Given that, the difference in the concentration does not exceed the value of the margin of error, which equals 5 wt%. The phase lattice parameters in the synthesis products are comparable with the data in [22,27] and [28]. They are characterized as a phase of quasi-stoichiometric titanium nitride (TiN0.95). The size of the coherent scattering region (CSR) of the TiN and CrNi phases slightly increases as compared to the data in [22]. It is known that the region of coherent scattering makes it possible to characterize the size of phase crystallites [29,30,31]. As described above, increases in the mass and diameter of the NiTi–CrN powder mixture samples lead to an increase in the temperature of the exothermic reaction of its components in the course of self-propagating high-temperature synthesis. In addition to that, an increase in the samples diameter results in a slowdown of SHS products’ cooling. Supposedly, a change in the workpiece parameters and an increase in the synthesis temperature leads to a slight increase in the growth of particle crystallites, as compared to the samples investigated in [22]. Figure 6b shows an SEM image of the polished surface of a particle of fine-ground synthesis products. Figure 6c–f show maps of the distribution of elements on the above surface. It was established that dark particles (region 1) contain phases of titanium and nitrogen, while the light matrix (region 2) contains elements of nickel and chromium. A comparison of the results obtained with the data from X-ray phase analysis has made it possible to establish that the particles of the synthesis products have a compositional structure identical to the one presented in [22]: the synthesized product’s particles consist of titanium nitride (TiN) particles of predominantly irregular angular shape, which are distributed in an intermetallic CrNi matrix. Titanium nitride particle size varies within the range between 0.02 and 3.5 μm and the average particle size is 1.1 µm (Figure 6g). It should be noted that the average size of titanium nitride particles is slightly larger, as compared to the respective data in [22]. Supposedly, this is also caused by an increase in the mass and diameter of the samples of the initial NiTi–CrN powder mixture, an increase in the surface area of the reaction of its components, an increase in the temperature of the exothermic reaction, and also by a slowdown of the synthesis products’ cooldown process. With the results obtained, it was possible to establish that an increase in the mass and diameter of samples with diameters and masses ranging from 25 g and 23 mm to 1000 g and 150 mm, respectively, leads to a 0.46 μm increase in the average particle size. Thus, the presented technology has a high potential for scaling up to industrial volumes with a small change in the average size of titanium nitride particles. Here, the average size of these particles can be controlled by changing the parameters of the original workpiece.
3.3. Phase Composition and Structure of Materials Fabricated by High-Temperature Vacuum Sintering of Fine-Ground SHS-Fabricated CrNi–TiN Products
Figure 7 shows a curve of the density of samples fabricated by high-temperature vacuum sintering of fine-ground SHS-fabricated NiTi–CrN particles vs. the sintering temperature.
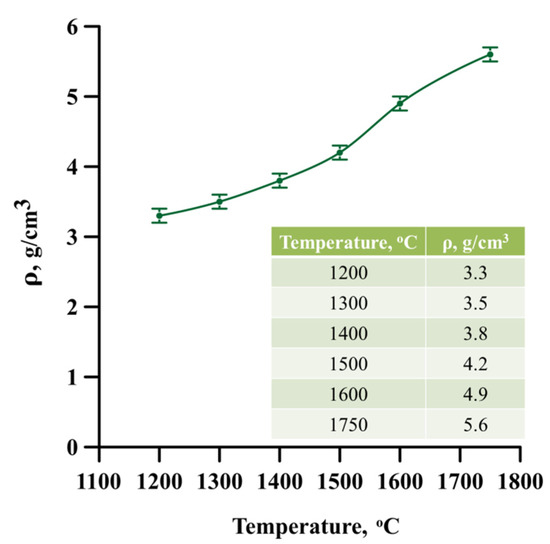
Figure 7.
Dependency between the density of samples fabricated by high-temperature vacuum sintering of fine-ground SHS-fabricated NiTi–CrN particles and the sintering temperature.
Based on the results obtained, it was found that the minimum sintering temperature for fabricating samples with a density of at least 95% is 1750 °C. Further studies of the phase composition, structure, and mechanical properties were carried out on samples sintered at the above temperatures. Figure 8a shows an X-ray pattern of samples fabricated by high-temperature vacuum sintering of fine-ground CrNi–TiN SHS products at 1750 °C. The results of X-ray diffraction analysis are presented in Table 3. It was established that the phase composition of the sintered samples is almost identical to that of fine-ground SHS products and differs by the margin of error (5 wt%). Here, the lattice parameters are comparable with the data presented in [22,27] and [28], and they characterize the phase of stoichiometric titanium nitride (TiN1.0). The size of the samples’ coherent scattering region after sintering at 1750 °C increases as compared to the CSR of the phases in the SHS products. The structure of the sintered samples inherits the structure of particles of fine-ground SHS products. That structure also consists of an intermetallic CrNi matrix and ceramic particles of titanium nitride (TiN) (Figure 8b,c). At the same time, it was found that TiN particles in the sintered samples are located more closely to each other as compared to particles in particles of fine-ground SHS products. In addition, it was found that the particles’ shapes change during the sintering of the samples from irregular, acutely-angled ones to more rounded ones, becoming close to a sphere. As compared to TiN particles in fine-ground SHS products, the average size of titanium nitride particles in the samples obtained by sintering increased from 1.56 µm to 2.2 µm. The melting point of titanium nitride is known to be 2930 °C [28]. The sintering temperature of the CrNi–TiN samples (1750 °C) is close to the sintering temperature of titanium nitride (0.6–0.8 of the melting temperature of TiN). Supposedly, during the sintering of CrNi–TiN samples, large particles of titanium nitride undergo recrystallization and absorb smaller ones. This, in turn, results in their shape changing to a more rounded one, while also increasing their average size. It is assumed that ceramic particles of irregular and angular shape contribute to the accumulation of stresses in the regions of corners bordering on the matrix while also promoting crack formation in these regions [32]. On the other hand, the formation of particles whose shape is close to a round or spherical one may help to suppress this negative effect.
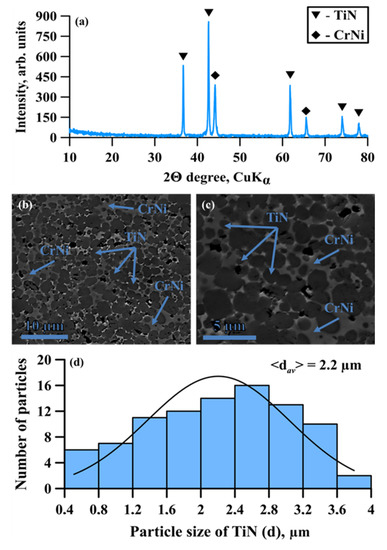
Figure 8.
X-ray pattern of samples obtained by high-temperature vacuum sintering of fine-ground CrNi–TiN SHS products at 1750 °C (a), an SEM image of the structure of sintered samples (b,c) and a histogram of TiN particle size distribution within the CrNi matrix (d).
Table 3.
Results of X-ray phase analysis of samples obtained from fine-ground CrNi–TiN SHS products by high-temperature vacuum sintering at a temperature of 1750 °C.
3.4. Investigation of the Mechanical Properties of Materials Fabricated by the High-Temperature Vacuum Sintering of Fine-Ground SHS-Fabricated CrNi–TiN Composites
Figure 9a shows a schematic diagram for measuring microhardness on a selected area of a sample fabricated by high-temperature sintering of fine-ground SHS products at 1750 °C. The measurement results are shown in Figure 9b.
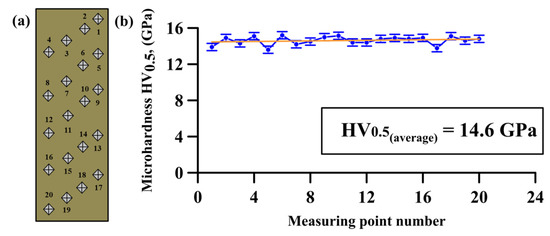
Figure 9.
Schematic diagram of measuring microhardness on a selected area of the material (a), and a graphical interpretation of the results of microhardness measurement (b).
It was established that the distribution of different hardness values in the sample is not always linear and that the changes range from 13.6 to 15.2 GPa. The average microhardness of the CrNi–TiN sample obtained by high-temperature vacuum sintering of fine-ground SHS products at 1750 °C is 14.6 Gpa. The results obtained exceed the values of microhardness of materials based on tungsten and zirconium oxide by almost three times [33]. An increase in the microhardness of CrNi–TiN samples obtained by high-temperature vacuum sintering is attributed to a high hardness of titanium nitride ceramic particles (20–23 GPa) [28,34,35,36,37]. Supposedly, the presence of TiN particles in the sintered CrNi–TiN material leads to an increase in its microhardness due to dispersion strengthening of the intermetallic CrNi matrix [38]. Besides that, it was found in [18] that, in terms of microhardness, sintered CrNi–TiN materials are superior to NiTi–TiB2 materials (8 GPa) fabricated by high-temperature sintering. This change is due to the fact that in the CrNi–TiN composite material, the proportion of the ceramic phase of titanium nitride (TiN) reaches 70 wt%. Meanwhile, the content of the ceramic phase of titanium diboride (TiB2) in the NiTi–TiB2 material is 45–50 wt%. Figure 10 shows stress-strain diagrams obtained during the three-point bending tests of CrNi–TiN samples at room and elevated temperatures. Graphs of the dependence of the binding strength and deformation on the test temperature are shown in Figure 11a,b, respectively.
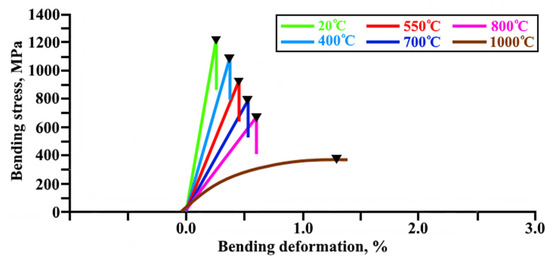
Figure 10.
Stress-strain diagrams obtained during the three-point bending tests of CrNi–TiN samples at room and elevated temperatures.
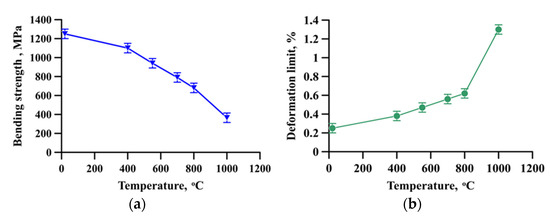
Figure 11.
Graphs of ultimate strength (a) and strain (b) versus the test temperature.
It was established that increasing the temperature from 20 to 800 °C causes ultimate strength to decrease from 1250 to 680 MPa. In this case, the deformation of the samples increases from 0.25% to 0.62%. The nature of the destruction of samples in this temperature range is brittle (Figure 10). A further increase in the test temperature to 1000 °C leads to a change in the nature of fracture from brittle to ductile, which is accompanied by a significant decrease in the ultimate strength (down to 365 MPa) and an increase in deformation to 1.3%. According to the results obtained, the critical operating temperature of CrNi–TiN composite samples fabricated by high-temperature vacuum sintering of fine-ground SHS products is 800 °C. The authors of [39] showed that the ultimate strength of materials based on the W-10Cr-0.5Y heavy tungsten alloys after three-point bending tests at 800 °C is 725 MPa. Thus, the ultimate strength of CrNi–TiN composites is comparable to the data in [39], and they are a viable alternative to materials based on tungsten alloys with operating temperatures of up to 800 °C. The high strength of the CrNi–TiN composite at elevated temperatures is explained by the content of ceramic particles of titanium nitride (TiN). Ceramic TiN particles form a heterogeneous structure in the CrNi–TiN composite material, which leads to its dispersion strengthening, caused by the load distribution between the matrix material and titanium nitride particles [40]. A comparison of the data on the ultimate bending strength of CrNi–TiN composites with the results in [18] has shown that in temperatures ranging between 20 and 550 °C, the ultimate strength of CrNi–TiN samples exceeds the ultimate strength of NiTi–TiB2 composites (950 MPa at 20 °C and 790 MPa at 550 °C). Supposedly, an increase in the binding strength of the CrNi–TiN samples in this temperature range is caused by the presence of a larger number of ceramic particles, as compared to the NiTi–TiB2 composites. Additionally, particles in the NiTi–TiB2 samples have an irregular, acutely-angled shape. Supposedly, in the area near the corners of titanium diboride particles, regions of stress accumulation are formed, contributing to the formation of cracks at the interface with the matrix while also promoting a decrease in the samples’ strength. On the other hand, in the structure of CrNi–TiN composite samples, titanium nitride particles have a predominantly rounded shape. The presence of such particles promotes a reduction of the area of stress accumulation, which leads to an increase in the ultimate strength of the samples in question. On the other hand, when the critical temperature for three-point bending tests (800 °C) is reached, the ultimate strength of CrNi–TiN composites is lower than that of NiTi–TiB2 composites by 100 MPa. The deterioration of mechanical properties is related to a difference in the melting temperature and thermal conductivity of titanium nitride (2930 °C and 41.8 W/(m × K)) and titanium diboride (3230 °C and 60–120 W/(m × K)). Therefore, when the test temperature is increased to 800 °C, titanium diboride particles remove heat from the matrix material more efficiently, thus reducing its heating and plastic deformation.
4. Conclusions
This work investigates the phase composition, structure, and mechanical properties of composite materials obtained by high-temperature vacuum sintering of CrNi–TiN SHS powders synthesized in semi-industrial-scale production conditions. It was found that changes in the synthesis conditions have no effect on the phase composition and structure of the final products. A small increase in the average size of TiN ceramic particles was observed. Compacted rectangular samples were obtained by high-temperature vacuum sintering of fine-ground CrNi–TiN SHS products. The minimum sintering temperature was found whereby specimens with a density of 95% of the theoretical one could be obtained. The structure of the sintered composites inherits the metal-matrix structure common to some SHS products. It was shown that CrNi–TiN composite materials are superior to NiTi–TiB2 composites in terms of hardness, as well as in their binding strength for three-point bending at temperatures up to 550 °C. The results obtained demonstrate the high potential of CrNi–TiN composites as an alternative to heavy tungsten alloys and NiTi–TiB2 composite materials at elevated temperatures of up to 600 °C.
Author Contributions
Conceptualization, A.M. and V.P.; methodology, V.P.; validation, A.B. and A.V.; formal analysis, N.S. and V.B.; investigation, A.M. and V.B.; writing—original draft preparation, A.M., A.B. and V.P.; writing—review and editing, N.S.; visualization, V.P.; supervision, A.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Russian Science Foundation, grant number 20-79-10086.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Joost, W.L. Reducing vehicle weight and improving US energy efficiency using integrated computational materials engineering. JOM 2012, 64, 1031–1038. [Google Scholar] [CrossRef]
- Schubert, E.; Klassen, M.; Zerner, I.; Walz, C.; Sepold, G. Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry. J. Mater. Process. Technol. 2001, 115, 2–8. [Google Scholar] [CrossRef]
- Leqeu, P.; Lassince, P.; Warner, T.; Raynaud, G.M. Engineering for the future: Weight saving and cost reduction initiatives. Aircr. Eng. Aerosp. Technol. 2001, 73, 147–159. [Google Scholar] [CrossRef]
- Cao, W.; Mecrow, B.C.; Atkinson, G.J.; Bennett, J.W.; Atkinson, D.J. Overview of electric motor technologies used for more electric aircraft (MEA). IEEE Trans. Ind. Electron. 2001, 59, 3523–3531. [Google Scholar]
- Pushp, P.; Dasharath, S.M.; Arati, C. Classification and applications of titanium and its alloys. Mater. Today Proc. 2022, 54, 537–542. [Google Scholar] [CrossRef]
- Chen, H.; Chen, Z.; Cui, Y.; Wang, L.; Wang, M.; Liu, J.; Zhong, S.; Wang, H. The effect of TiB2 ceramic particles on Portevin–Le Chatelier behavior of TiB2/AlMg metal matrix composites. J. Mater. Res. Technol. 2021, 14, 2302–2311. [Google Scholar] [CrossRef]
- Prikhodko, S.V.; Savvakin, D.G.; Markovsky, P.E.; Stasuk, O.O.; Penney, J.; Enzinger, N.; Gaskill, N.; Deley, F. Friction welding of conventional Ti-6Al-4V alloy with a Ti-6Al-4V based metal matrix composite reinforced by TiC. Weld. World 2021, 65, 415–428. [Google Scholar] [CrossRef]
- Senthil, S.; Raguraman, M.; Manalan, D.T. Manufacturing processes & recent applications of aluminium metal matrix composite materials: A review. Mater. Today Proc. 2021, 45, 5934–5938. [Google Scholar]
- Qin, Y.Q.; Tian, Y.; Peng, Y.Q.; Luo, L.M.; Zan, X.; Xu, Q.; Wu, Y.C. Research status and development trend of preparation technology of ceramic particle dispersion strengthened copper-matrix composites. J. Alloys Compd. 2020, 848, 156475. [Google Scholar] [CrossRef]
- Groza, J.R.; Gibeling, J.C. Principles of particle selection for dispersion-strengthened copper. Mater. Sci. Eng. A 1993, 171, 115–125. [Google Scholar] [CrossRef]
- Hasegawa, T.; Miura, T.; Takahashi, T.; Yakou, T. Strengthening mechanisms in aluminum-ceramic particle composite alloys produced by mechanical alloying. ISIJ Int. 1992, 32, 902–908. [Google Scholar] [CrossRef]
- Fan, X.; Xu, L.; Wei, S.; Yao, L.; Sun, T.; Zhou, Y.; Pan, K.; Xiao, F.; Sun, K. Mechanical properties and strengthening mechanism of the hydrothermal synthesis of nano-sized α-Al2O3 ceramic particle reinforced molybdenum alloy. Ceram. Int. 2020, 46, 10400–10408. [Google Scholar] [CrossRef]
- Chawla, K.K. Metal matrix composites. In Composite Materials, 2nd ed.; Chawla, K.K., Ed.; Springer: New York, NY, USA, 1998. [Google Scholar]
- Chechi, P.; Maurya, S.K.; Prasad, R.; Manna, A. Microstructural and mechanical characterization of stir cast Al-SiC/Flyash/Graphite hybrid metal matrix composite. Mater. Today Proc. 2022, 64, 637–642. [Google Scholar] [CrossRef]
- Durlu, N. Titanium carbide based composites for high temperature applications. J. Eur. Ceram. Soc. 1999, 19, 2415–2419. [Google Scholar] [CrossRef]
- Graboś, A.; Huebner, J.; Rutkowski, P.; Zhang, S.; Kuo, Y.-L.; Kata, D.; Hayashi, S. Microstructure and Hardness of Spark Plasma Sintered Inconel 625-NbC Composites for High-Temperature Applications. Materials 2021, 14, 4606. [Google Scholar] [CrossRef]
- Promakhov, V.; Matveev, A.; Schulz, N.; Grigoriev, M.; Olisov, A.; Vorozhtsov, A.; Zhukov, A.; Klimenko, V. High-Temperature Synthesis of Metal–Matrix Composites (Ni-Ti)-TiB2. Appl. Sci. 2021, 11, 2426. [Google Scholar] [CrossRef]
- Promakhov, V.; Matveev, A.; Schulz, N.; Dronov, P.; Zhukov, A.; Vorozhtsov, A. Structure, Properties and Phase Composition of Composite Materials Based on the System NiTi-TiB2. Materials 2022, 15, 5327. [Google Scholar] [CrossRef]
- Benafan, O.; Bigelow, G.S.; Scheiman, D.A. Transformation behavior in NiTi-20Hf shape memory alloys–Transformation temperatures and hardness. Scr. Mater. 2018, 146, 251–254. [Google Scholar] [CrossRef]
- Yan, C.; Zeng, Q.; He, W.; Zhu, J. Enhanced surface hardness and tribocorrosion performance of 60NiTi by boron ion implantation and post-annealing. Tribol. Int. 2021, 155, 106816. [Google Scholar] [CrossRef]
- Xiao, F.; Xu, L.; Zhou, Y.; Pan, K.; Li, J.; Liu, W.; Wei, S. A hybrid microstructure design strategy achieving W-ZrO2(Y) alloy with high compressive strength and critical failure strain. J. Alloys Compd. 2017, 708, 202–212. [Google Scholar] [CrossRef]
- Matveev, A.; Promakhov, V.; Schultz, N.; Vorozhtsov, A. Synthesis of Metal Matrix Composites Based on CrxNiy-TiN for Additive Technology. Materials 2021, 14, 5914. [Google Scholar] [CrossRef]
- Maslov, V.M.; Borovinskaya, I.P.; Merzhanov, A.G. Problem of the mechanism of gasless combustion. Combust. Explos. Shock Waves 1976, 12, 631–636. [Google Scholar] [CrossRef]
- Ladd, M.; Palmer, R. Structure Determination by X-ray Crystallography, 5th ed.; Springer: New York, NY, USA, 2013. [Google Scholar]
- Rietveld, H.M. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Crystallogr. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Borovinskaya, I.P.; Merzhanov, A.G.; Novikov, N.P.; Filonenko, A.K. Gasless combustion of mixtures of powdered transition metals with boron. Combust. Explos. Shock Waves 1974, 10, 2–10. [Google Scholar] [CrossRef]
- Newport, A.; Carmalt, C.J.; Parkin, I.P.; O’Neill, S.A. The dual source APCVD of titanium nitride thin films from reaction of hexamethyldisilazane and titanium tetrachloride. J. Mater. Chem. 2002, 12, 1906–1909. [Google Scholar] [CrossRef]
- Samsonov, G.V. Nitrides; Naukova Dumka: Kiev, Ukraine, 1969. [Google Scholar]
- Khoshkhoo, M.S.; Scudino, S.; Thomas, J.; Surreddi, K.B.; Eckert, J. Grain and crystallite size evaluation of cryomilled pure copper. J. Alloys Compd. 2011, 509, 343–347. [Google Scholar] [CrossRef]
- Sedoi, V.S.; Ivanov, Y.F. Particles and crystallites under electrical explosion of wires. Nanotechnology 2008, 19, 145710. [Google Scholar] [CrossRef] [PubMed]
- Rempel, A.A.; Kozhevnikova, N.S.; Leenaers, A.J.G.; van den Berghe, S. Towards particle size regulation of chemically deposited lead sulfide (PbS). J. Cryst. Growth 2005, 280, 300–308. [Google Scholar] [CrossRef]
- Evtushenko, E.; Zemlianov, A.; Balokhonov, R. Microstructure-based numerical simulation of reversible phase transformations in metal-matrix composites. AIP Conf. Proc. 2022, 2509, 020069. [Google Scholar]
- Xu, L.; Sun, T.; Zhou, Y.; Xiao, F.; Zhang, M.; Wei, S. Evaluating compressive property and hot deformation behavior of molybdenum alloy reinforced by nanoscale zirconia particles. J. Alloys Compd. 2021, 860, 158289. [Google Scholar] [CrossRef]
- Farges, G.; Degout, D. Interpretation of the indentation size effect in vickers microhardness measurements-absolute hardness of materials. Thin Solid Film. 1989, 181, 365–374. [Google Scholar] [CrossRef]
- Hasegawa, H.; Kimura, A.; Suzuki, T. Microhardness and structural analysis of (Ti, Al) N, (Ti, Cr) N, (Ti, Zr) N and (Ti, V) N films. J. Vac. Sci. Technol. A Vac. Surf. Film. 2000, 18, 1038–1040. [Google Scholar] [CrossRef]
- Junhua, X.; Geyang, L.; Mingyuan, G. The microstructure and mechanical properties of TaN/TiN and TaWN/TiN superlattice films. Thin Solid Film. 2000, 370, 45–49. [Google Scholar] [CrossRef]
- Braic, M.; Balaceanu, M.; Braic, V.; Vladescu, A.; Pavelescu, A.; Albulescu, M. Synthesis and characterization of TiN, TiAIN and TiN/TiAIN biocompatible coatings. Surf. Coat. Technol. 2005, 200, 1014–1017. [Google Scholar] [CrossRef]
- Devaraju, A.; Kumar, A.; Kotiveerachari, B. Influence of rotational speed and reinforcements on wear and mechanical properties of aluminum hybrid composites via friction stir processing. Mater. Des. 2013, 45, 576–585. [Google Scholar] [CrossRef]
- Calvo, A.; Schlueter, K.; Tejado, E.; Pintsuk, E.; Ordás, N.; Iturriza, I.; Neu, R.; Pastor, J.Y.; García-Rosales, C. Self-passivating tungsten alloys of the system W-Cr-Y for high temperature applications. Int. J. Refract. Met. Hard Mater. 2018, 73, 29–37. [Google Scholar] [CrossRef]
- Zhu, D.; Liu, L.; Wang, X.; Liu, Y.; Chen, Z.; Wei, Z. Microstructure and compression behavior of in-situ synthesized Ti2AlC reinforced Ti-48Al-2Cr alloy with carbon nanotubes addition. J. Alloys Compd. 2021, 862, 158646. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).