
Effect on the Property of 2195 Al-Li Alloy Laser-Welded Joints with Different Filler Materials


Abstract
:1. Introduction
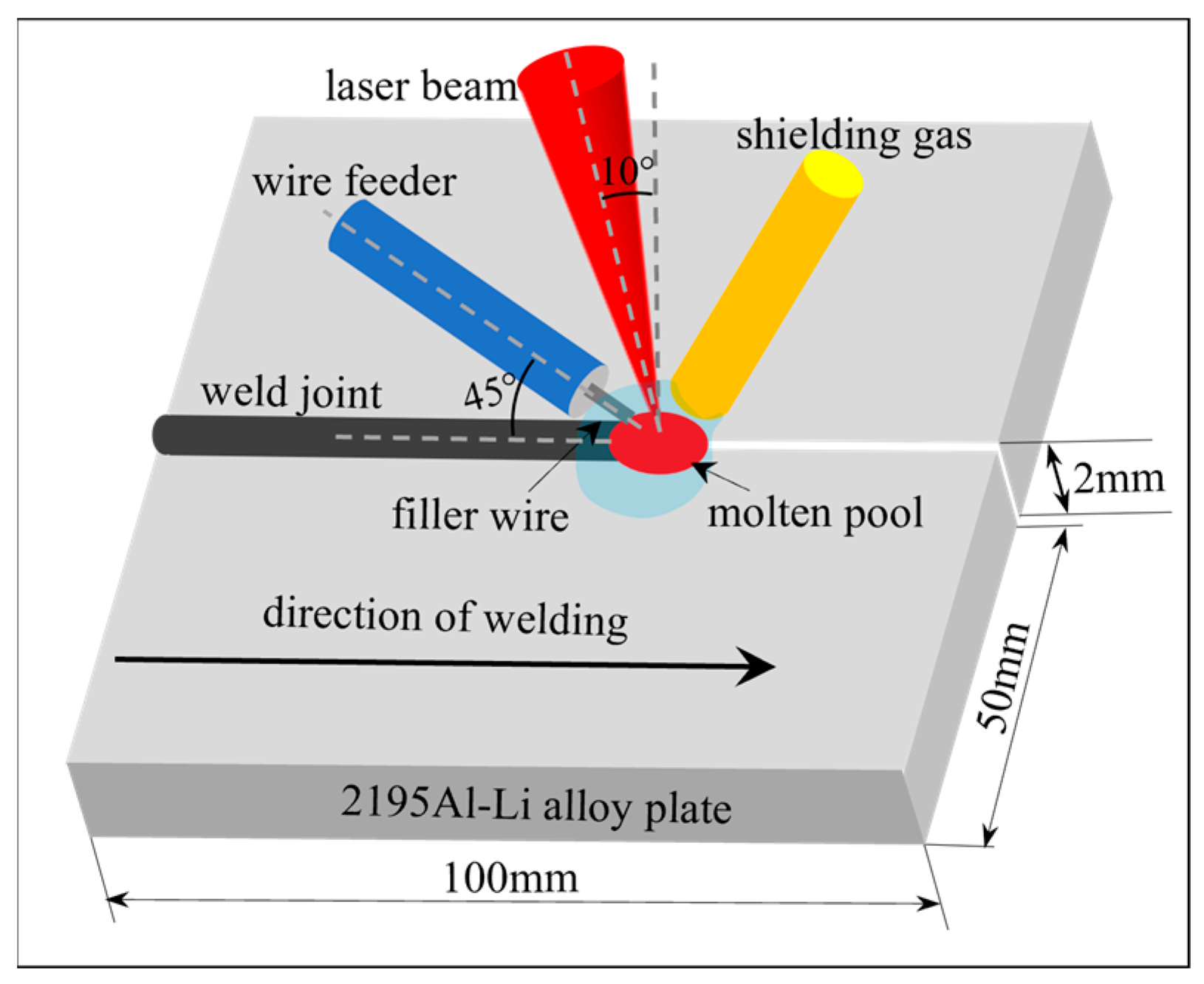
2. Materials and Methods
3. Results and Discussion
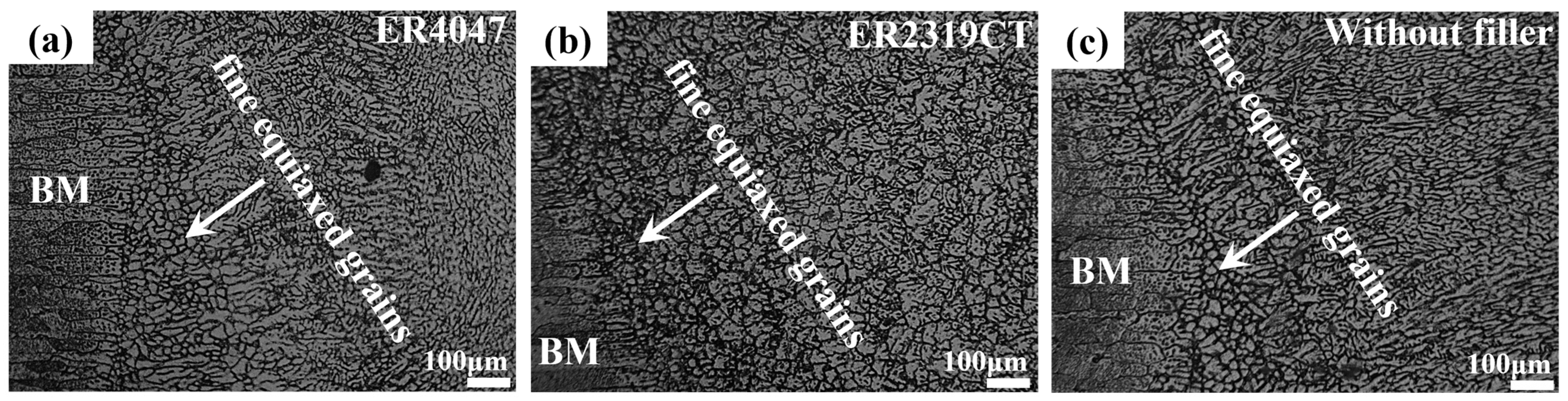
3.1. Microstructure of the Welded Joint Using Different Wires
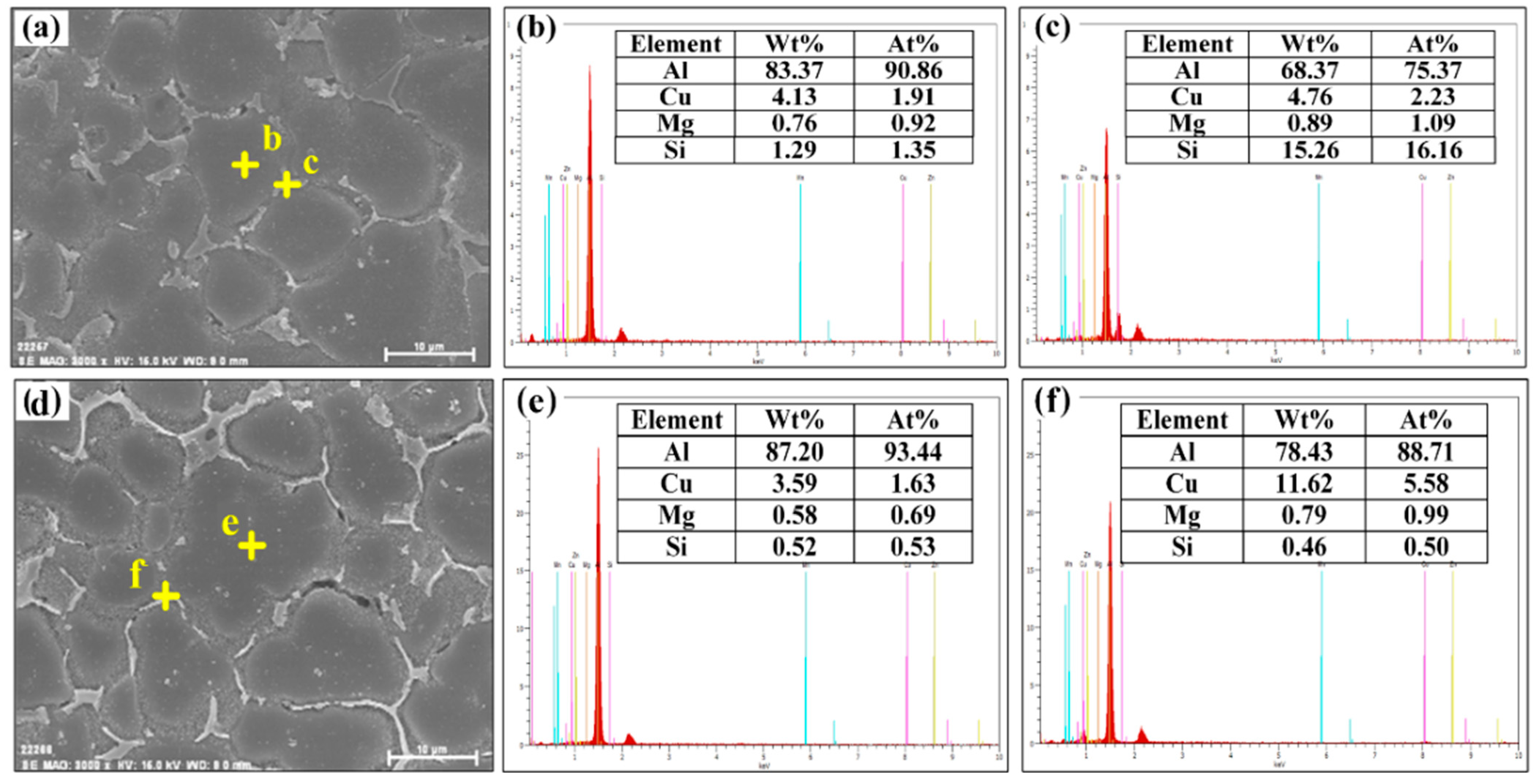
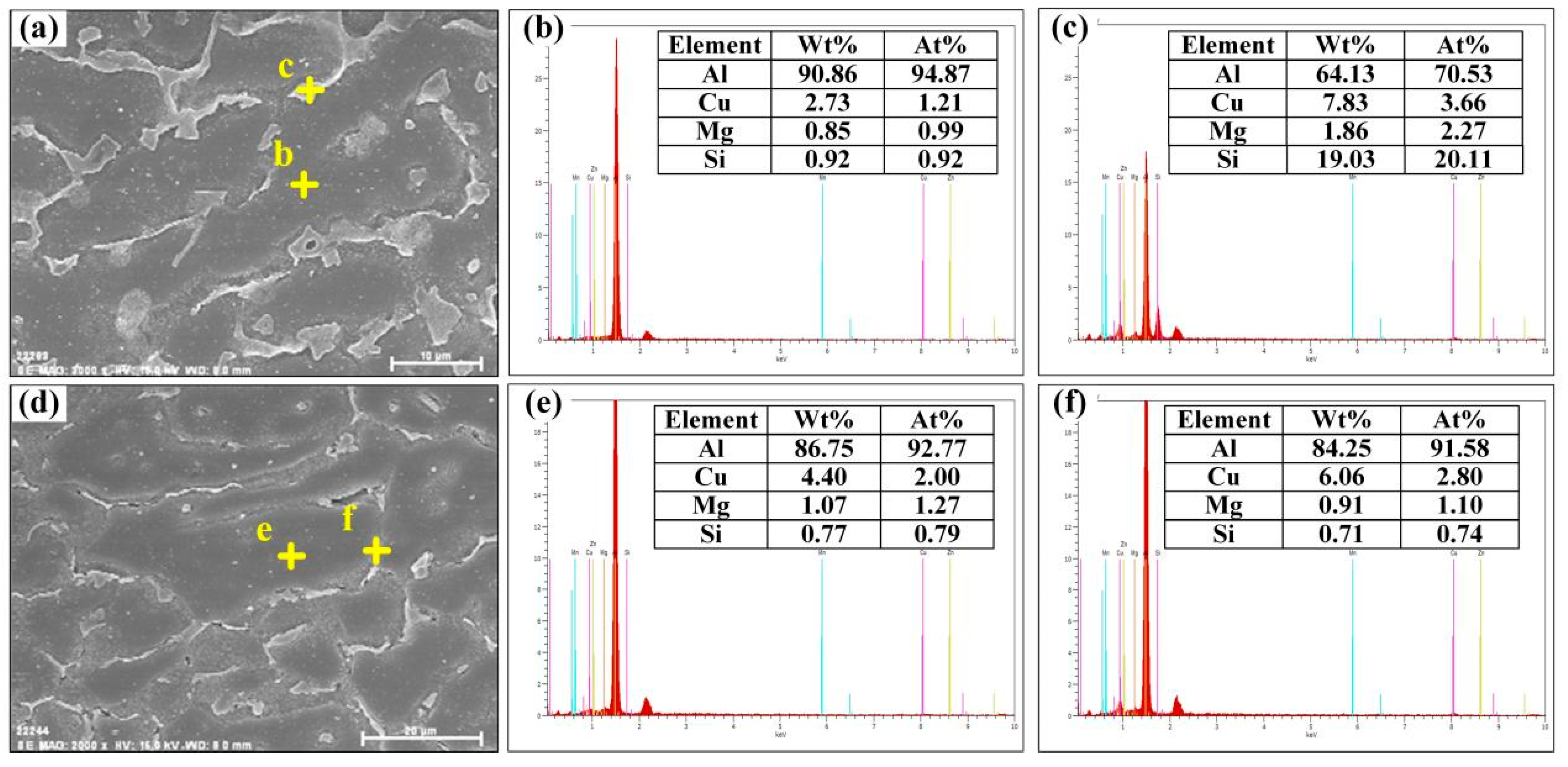
3.2. Distribution of Elements
3.3. Element-Burning Loss
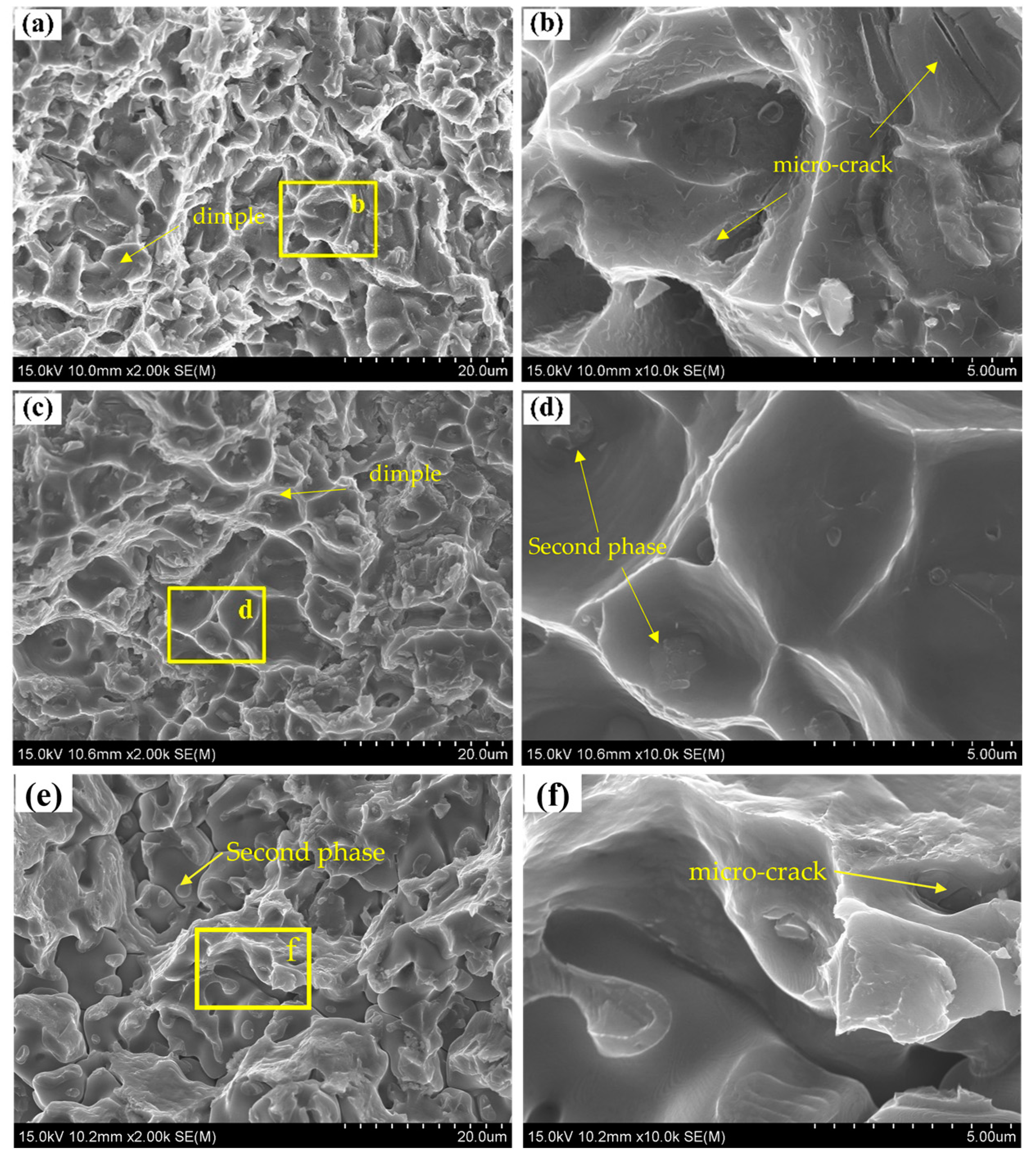
3.4. Tensile Strength and Fracture Morphology
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lavernia, E.J.; Tirumalai, S.; Mohamed, F.A. Strength, deformation, fracture behavior and ductility of aluminium-lithium alloys. J. Mater. Sci. 1990, 25, 1137–1158. [Google Scholar] [CrossRef]
- Steuwer, A.; Dumont, M.; Altenkirch, J.; Birosca, S.; Deschamps, A.; Prangnell, P.B.; Withers, P.J. A combined approach to microstructure mapping of an Al–Li AA2199 friction stir weld. Acta Mater. 2011, 59, 3002–3011. [Google Scholar] [CrossRef]
- Zhao, L.; Wang, S.; Jin, Y.; Chen, Y. Microstructural characterization and mechanical performance of Al–Cu–Li alloy electron beam welded joint. Aerosp. Sci. Technol. 2018, 82–83, 61–69. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, W.; Xiao, R. Microstructure and mechanical properties of laser beam welded Al–Li alloy 2060 with Al–Mg filler wire. Mater. Des. 2015, 88, 446–450. [Google Scholar] [CrossRef]
- Xia, H.; Li, L.; Tan, C.; Yang, J.; Li, H.; Song, W.; Zhang, K.; Wang, Q.; Ma, N. In situ SEM study on tensile fractured behavior of Al/steel laser welding-brazing interface. Mater. Des. 2022, 224, 111320. [Google Scholar] [CrossRef]
- Yang, Z.; Zhao, X.; Tao, W.; Jin, C. Effects of keyhole status on melt flow and flow-induced porosity formation during double-sided laser welding of AA6056/AA6156 aluminium alloy T-joint. Opt. Laser Technol. 2019, 109, 39–48. [Google Scholar] [CrossRef]
- Yang, J.; Oliveira, J.; Li, Y.; Tan, C.; Gao, C.; Zhao, Y.; Yu, Z. Laser techniques for dissimilar joining of aluminum alloys to steels: A critical review. J. Mater. Process. Technol. 2022, 301, 117443. [Google Scholar] [CrossRef]
- Shao, Y.; Li, X.; Chen, L.; He, E. Study on Microstructure Formation in Non-autogenous Laser Welded 2A97 Al-Li Alloy. Met. Mater. Trans. B 2021, 52, 1413–1423. [Google Scholar] [CrossRef]
- Xiao, R.; Zhang, X. Problems and issues in laser beam welding of aluminum-lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Y.; Tao, W.; Lei, Z.; Yang, Z.; Nan, T. Influence of Post-Weld Heat Treatments on Microstructure and Mechanical Properties of Laser Beam Welded 2060-T3/2099-T3Al-Li T-Joints. Metals 2019, 9, 1318. [Google Scholar] [CrossRef]
- Enz, J.; Riekehr, S.; Ventzke, V.; Kashaev, N. Influence of the local chemical composition on the mechanical properties of laser beam welded Al-Li alloys. In Proceedings of the 7th Conference on Laser Assisted Net shape Engineering/ International Conference on Photonic Technologies, Furth, Germany, 3 November 2012. [Google Scholar]
- Han, B.; Tao, W.; Chen, Y.; Chen, Y.; Li, H. Double-sided laser beam welded T-joints for aluminum-lithium alloy aircraft fuselage panels: Effects of filler elements on microstructure and mechanical properties. Opt. Laser Technol. 2017, 93, 99–108. [Google Scholar] [CrossRef]
- Lei, Z.; Bi, S.; Zhang, X.; Li, B. Microstructure and Mechanical Properties of Double-Sided Laser Swing Welding of 2195Al-Li Alloy T-joints. Chin. J. Lasers 2022, 49, 30–39. [Google Scholar]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Cui, L.; Li, X.; He, D.; Chen, L.; Gong, S. Effect of Nd: YAG laser welding on microstructure and hardness of an Al–Li based alloy. Mater. Charact. 2012, 71, 95–102. [Google Scholar] [CrossRef]
- Yan, J.; Gao, M.; Li, G.; Zhang, C.; Zeng, X.; Jiang, M. Microstructure and mechanical properties of laser-MIG hybrid welding of 1420 Al-Li alloy. Int. J. Adv. Manuf. Technol. 2013, 66, 1467–1473. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 819, 141507. [Google Scholar]
- Liu, Z.; Liu, P.; Xiang, H.; Huang, Y.; Ma, P.; Chen, Y.; Li, J.; Zhang, R. Effect of Filler Wire on Mechanical Properties, Microstructure and Natural Aging Behavior of 2A55 Al-Li Alloy TIG Welded Joint. Metals 2023, 13, 347. [Google Scholar] [CrossRef]
- Tao, W.; Han, B.; Chen, Y. Microstructural and mechanical characterization of aluminum-lithium alloy 2060 welded by fiber laser. J. Laser Appl. 2016, 28, 1–8. [Google Scholar] [CrossRef]
- Lin, K.; Yang, W.; Lu, J.; Xiao, R. Laser Beam Welding Study of 2198-T851 Aluminum-Lithium Alloy. Chin. J. Lasers 2014, 41, 90–95. [Google Scholar]
- An, N.; Zhang, X.; Wang, Q.; Yang, W.; Xiao, R. Fiber Laser Welding of 2060 Aluminum Lithium Alloy with Filler Wire. Chin. J. Lasers 2014, 41, 100–105. [Google Scholar]
- Yang, W.; Zhang, X.; Xiao, R. Dual-Beam Laser Welding of T-Joint of Aluminum-Lithium Alloy. Chin. J. Lasers 2013, 40, 89–93. [Google Scholar]
- Zhang, X.; Huang, T.; Yang, W.; Xiao, R.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam welded AA2060 Al-Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Zhou, L.; Zhang, M.; Jin, X.; Zhang, H.; Mao, C. Study on the Burning Loss of Magnesium in Fiber Laser Welding of an Al-Mg Alloy by Optical Emission Spectroscopy. Int. J. Adv. Manuf. Technol. 2017, 88, 1373–1381. [Google Scholar] [CrossRef]
- Sanchez-Amaya, J.; Delgado, T.; De Damborenea, J.; Lopez, V.; Botana, F. Laser welding of AA 5083 samples by high power diode laser. Sci. Technol. Weld. Join. 2009, 14, 78–86. [Google Scholar] [CrossRef]
- Zhan, X.; Chen, J.; Liu, J.; Wei, Y.H.; Zhou, J.; Meng, Y. Microstructure and Magnesium Burning Loss Behavior of AA6061 Electron Beam Welding joints. Mater. Des. 2016, 99, 449–458. [Google Scholar] [CrossRef]
- Molian, P.; Srivatsan, T. Laser-beam Weld Microstructures and Properties of Aluminum-lithium Alloy 2090. Mater. Lett. 1990, 9, 245–251. [Google Scholar] [CrossRef]
- Xu, F.; Chen, L.; Gong, S.; Li, X.; Yang, J. Microstructure and Mechanical Properties of Al-Li Alloy by Laser Welding with Filler Wire. Rare Met. Mat. Eng. 2011, 40, 1775–1779. [Google Scholar]
- Zhao, T. Hardness distribution and aging response associated with precipitation behavior in a laser pressure welded Al–Li alloy 2198. Mater. Sci. Eng. A 2021, 808, 140946. [Google Scholar] [CrossRef]
- Yang, M.; Lu, J.; Wang, H.; Liu, Y.; Yang, H.; Zhang, W. Effect of the laser power on the microstructure and mechanical properties of the laser-MIG hybrid welding joints of the 2195 Al–Li alloy. Sci. Technol. Weld. Join. 2021, 26, 75–83. [Google Scholar] [CrossRef]
- Han, B.; Chen, Y.; Tao, W.; Lei, Z.; Li, H.; Guo, S.; Li, P. Nano-indentation investigation on the local softening of equiaxed zone in 2060-T8/2099-T83 aluminum-lithium alloys T-joints welded by double-sided laser beam welding. J. Alloy Compd. 2018, 756, 145–162. [Google Scholar] [CrossRef]
- Liu, T.; Zhao, Y.; Kang, Y.; Zhan, X. Effect of micro morphology in different zones on mechanical properties of 2060 Al-Li alloy laser welded joints. J. Manuf. Process. 2020, 50, 336–344. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Si | Fe | Zn | Mn | Mg | Cr | Cu | Ti | Li | V | Zr | Ag | TiC | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2195 Al-Li alloy | — | — | ≤0.25 | ≤0.25 | 0.4 | — | 4.0 | — | 1.1 | — | 0.11 | 0.4 | — | Bal. |
| ER4047 | 12 | 0.80 | 0.20 | 0.15 | 0.10 | 0.05 | 0.03 | 0.0025 | — | — | — | — | — | Bal. |
| ER2319CT | 0.20 | 0.30 | 0.10 | 0.30 | 0.20 | — | 5.60 | 0.15 | — | 0.10 | — | — | 2 | Bal. |
| Sample | Content of Li (wt.%) | Burning Loss Rate (%) |
|---|---|---|
| Base metal | 1.10 | — |
| WS by ER4047 | 0.889 | 19.20 |
| WS by ER2319CT | 0.895 | 18.60 |
| WS without filler | 1.01 | 8.20 |
| Sample | Content of Cu (wt.%) | Burning Loss (%) | Replenishment (%) |
|---|---|---|---|
| Base metal | 4.00 | — | — |
| WS by ER4047 | 2.83 | 29.25 | — |
| WS by ER2319CT | 4.29 | — | 7.25 |
| WS without filler | 3.79 | 5.25 | — |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, B.; Jin, G.; Zhang, Z.; Wang, J.; Zhan, X. Effect on the Property of 2195 Al-Li Alloy Laser-Welded Joints with Different Filler Materials. Metals 2023, 13, 958. https://doi.org/10.3390/met13050958
Xu B, Jin G, Zhang Z, Wang J, Zhan X. Effect on the Property of 2195 Al-Li Alloy Laser-Welded Joints with Different Filler Materials. Metals. 2023; 13(5):958. https://doi.org/10.3390/met13050958
Chicago/Turabian StyleXu, Bing, Guobao Jin, Zifeng Zhang, Jianfeng Wang, and Xiaohong Zhan. 2023. "Effect on the Property of 2195 Al-Li Alloy Laser-Welded Joints with Different Filler Materials" Metals 13, no. 5: 958. https://doi.org/10.3390/met13050958